„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Czesław Nowak
Użytkowanie i obsługiwanie maszyn i urządzeń
812[01]Z1.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Robert Wanic
mgr inż. Andrzej Pasiut
Opracowanie redakcyjne:
mgr Janusz Górny
Konsultacja:
mgr inż. Marek Olsza
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 812[01]Z1.02.
„Użytkowanie i obsługiwanie maszyn i urządzeń”, zawartego w modułowym programie
nauczania dla zawodu operator maszyn i urządzeń do obróbki plastycznej.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
4
3.
Cele kształcenia
5
4.
Materiał nauczania
6
4.1. Podstawowe pojęcia z zakresu eksploatacji obiektów technicznych
6
4.1.1. Materiał nauczania
6
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
11
4.2. Fizyko-chemiczne podstawy eksploatacji maszyn i urządzeń
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
26
4.2.3. Ćwiczenia
26
4.2.4. Sprawdzian postępów
27
4.3. Stosowanie materiałów eksploatacyjnych
28
4.3.1. Materiał nauczania
28
4.3.2. Pytania sprawdzające
33
4.3.3. Ćwiczenia
34
4.3.4. Sprawdzian postępów
35
4.4. Zasady użytkowania i obsługiwania maszyn i urządzeń
36
4.4.1. Materiał nauczania
36
4.4.2. Pytania sprawdzające
42
4.4.3. Ćwiczenia
42
4.4.4. Sprawdzian postępów
43
4.5. Proces technologiczny remontu maszyn. Weryfikacja części maszyn
i metody regeneracji
44
4.5.1. Materiał nauczania
44
4.5.2. Pytania sprawdzające
50
4.5.3. Ćwiczenia
51
4.5.4. Sprawdzian postępów
52
5. Sprawdzian osiągnięć
53
6. Literatura
57
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiadomości i umiejętności dotyczących
użytkowania i obsługiwania maszyn i urządzeń.
W poradniku zamieszczono:
–
wymagania wstępne, czyli wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
aby bez problemów opanować treści nauczania w ramach tej jednostki modułowej,
–
cele kształcenia, czyli wykaz umiejętności, jakie powinieneś nabyć podczas zajęć
w ramach tej jednostki modułowej,
–
materiał nauczania, czyli niezbędne minimum wiadomości teoretycznych, wymaganych
do opanowania treści jednostki modułowej,
–
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś wymagane treści nauczania,
–
ć
wiczenia, doskonalące umiejętności praktyczne w oparciu o wiedzę teoretyczną,
zaczerpniętą z poradnika i innych wskazanych źródeł,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, czyli przykładowy zestaw zadań tekstowych. Pozytywny wynik
sprawdzianu potwierdzi, posiadanie niezbędnej wiedzę i umiejętności z zakresu tej
jednostki modułowej,
–
wykaz literatury uzupełniającej.
Poradnik ten ma być przewodnikiem, który wprowadzi Cię w tematykę użytkowania
i obsługiwania maszyn i urządzeń oraz wskaże szczegółowe treści, z którymi powinieneś
się zapoznać. Nie zastępuje podręczników, katalogów czy innych źródeł informacji, jak
również wskazówek, instrukcji i informacji udzielanych przez nauczyciela.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela
lub instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonałeś daną
czynność.
Schemat układu jednostek modułowych
812[01]Z1
Eksploatacja maszyn i urządzeń do
obróbki plastycznej
812[01]Z1.01
Dobieranie maszyn i urządzeń przemysłowych
oraz transportowych
812[02]Z1.02
Użytkowanie i obsługiwanie maszyn i urządzeń

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
korzystać z różnych źródeł informacji,
–
selekcjonować, porządkować i przechowywać informacje,
–
rozróżniać materiały konstrukcyjne i narzędziowe,
–
rozróżnić techniki wytwarzania części maszyn,
–
rozróżniać maszyny i urządzenia przemysłowe,
–
posługiwać się dokumentacją techniczną,
–
rozpoznawać podstawowe elementy maszyn i urządzeń,
–
dokonywać oceny stanu technicznego użytkowanych maszyn i urządzeń,
–
stosować przepisy bezpieczeństwa i higieny pracy, ochrony środowiska i ochrony
przeciwpożarowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
wyjaśnić podstawowe pojęcia związane z eksploatacją maszyn i urządzeń,
–
rozróżnić
zjawiska
fizykochemiczne
towarzyszące
procesom
destrukcyjnym
w eksploatacji maszyn i urządzeń do obróbki plastycznej,
–
rozróżnić podstawowe rodzaje materiałów eksploatacyjnych,
–
dobrać materiały smarowe do elementów maszyn i urządzeń, zgodnie z DTR,
–
rozróżnić układy smarowania maszyn i urządzeń wykorzystywanych w procesach
obróbki plastycznej,
–
określić sposoby ochrony przed korozją,
–
dobrać środki ochrony przed korozją,
–
określić warunki techniczne użytkowania maszyn i urządzeń,
–
użytkować maszyny i urządzenia zgodnie z przeznaczeniem,
–
scharakteryzować podstawowe operacje i czynności montażowe,
–
dobrać narzędzia i przyrządy do wykonywania montażu, demontażu,
–
wykonać montaż typowych części maszyn,
–
wykonać demontaż typowych części maszyn,
–
scharakteryzować rodzaje obsługi i wykazać ich wpływ na prawidłową pracę maszyn
i urządzeń,
–
rozpoznać stan techniczny użytkowanych maszyn i urządzeń,
–
określić zakres przeglądu i naprawy maszyn i urządzeń na podstawie Dokumentacji
Techniczno-Ruchowej,
–
wykonać czynności związane z konserwacją maszyny (czyszczenie, smarowanie,
sprawdzanie stanu technicznego), zgodnie z Dokumentacją Techniczno-Ruchową,
–
dobrać narzędzia i przyrządy do wykonywania naprawy,
–
wykonać drobne naprawy, wymianę części, regulację zespołów i całego urządzenia,
–
przeprowadzić próby po naprawie,
–
zastosować przepisy bhp, dozoru technicznego, ochrony ppoż. i ochrony środowiska
podczas wykonywania pracy,
–
skorzystać
z
dokumentacji
technicznej,
Dokumentacji
Techniczno-Ruchowej,
dokumentacji warsztatowej, norm, poradników.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1. Podstawowe pojęcia z zakresu eksploatacji obiektów
technicznych
4.1.1. Materiał nauczania
Eksploatacja to użytkowanie i obsługa pojedynczego urządzenia (maszyny) lub grupy
maszyn. Obejmuje, zatem organizacyjne, techniczne, ekonomiczne i społeczne zagadnienia
dotyczące współdziałania ludzi i maszyn.
Podstawowym procesem w systemie eksploatacji maszyn jest użytkowanie. Jego
efektywność zależy
przede wszystkim od racjonalnego wykorzystania maszyn,
ich właściwości technicznych, oszczędnego zużywania, organizacji procesu oraz wydajności
pracy.
Właściwości techniczne maszyn, takie jak: funkcjonalność (zdolność do spełniania
założonych funkcji), efektywność (wydajność), elastyczność (zdolność do realizacji wielu
funkcji), stopień gotowości (trwałość i niezawodność) oraz jakość decydują o procesie
użytkowania.
Obiektem technicznym nazywa się każdy dowolny wytwór cywilizacji technicznej.
Są nimi: samochód, obrabiarka, budynek, most, długopis, książka, kartka papieru, itp.
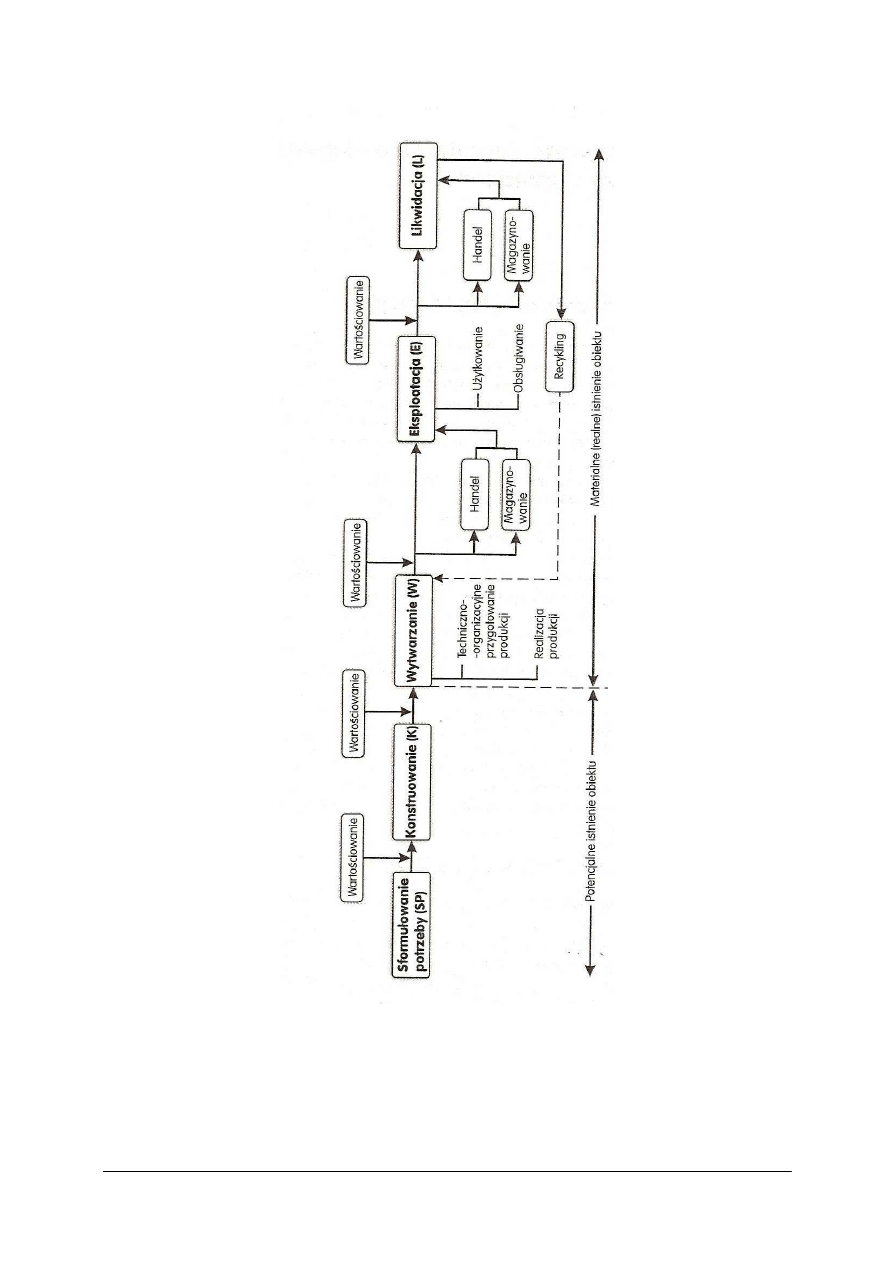
Przyjmuje się, że powstaniu obiektu technicznego towarzyszy pięć podstawowych faz:
–
sformułowanie potrzeby (SP),
–
konstruowanie (K),
–
wytwarzanie (W),
–
eksploatacja (E),
–
likwidacja (L) – w tym powtórne przetwarzanie (recykling).
Sformułowanie potrzeby (SP) może występować m. in. w strefach produkcji,
konsumpcji, usług itp. oraz może dotyczyć jednostki, grup społecznych, społeczeństw
lub mieć zasięg globalny. Po sformułowaniu potrzeby następuje jej wartościowanie,
w trakcie, którego należy odpowiedzieć na pytanie: czy można zaspokoić potrzebę
wykorzystując istniejące już obiekty techniczne? Jeżeli odpowiedź jest pozytywna, wówczas
nie powstaje nowy obiekt. W przypadku odpowiedzi negatywnej podejmuje się działania
zmierzające do jego powstania.
Bardzo ważny jest wybór najlepszego wariantu realizacji, gdyż ponad 70% efektywności
całego przedsięwzięcia zależy od właściwego wyboru. Na nic, bowiem zda się praca
konstruktorów, technologów i użytkowników, jeżeli wybierze się niewłaściwy sposób
rozwiązania problemu.
W fazie konstruowania (K) dobiera się sposoby rozwiązania technicznego, opracowuje
koncepcje systemów technicznych całego obiektu oraz ustala użyteczność społeczną całego
przedsięwzięcia.
Konstruowanie maszyn polega na obmyśleniu koncepcji działania maszyny, doborze
układów przetwarzania energii, materiałów i informacji, odpowiednim wykorzystaniu
i kojarzeniu właściwości materii oraz zjawisk fizycznych, opracowaniu struktur
mechanizmów oraz powiązaniu ich elementów. W tej fazie przedstawia się różne rozwiązania
konstrukcyjne.
Następnie określa się metodę wyboru właściwego rozwiązania konstrukcyjnego, wybiera
wariant przeznaczony do realizacji i opracowuje dokumentację konstrukcyjną – w przypadku
maszyn obejmuje ona przede wszystkim rysunek złożeniowy całości oraz rysunki
wykonawcze poszczególnych części. Wartościowanie po tej fazie to odbiór dokumentacji
konstrukcyjnej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
Rys. 1. Fazy istnienia obiektu technicznego [5, s. 8]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Wytwarzanie (W) to materialna realizacja projektu. Faza ta obejmuje działania związane
z projektowaniem procesów technologicznych, organizacją procesów produkcyjnych oraz
wytworzeniem obiektu technicznego. Odstępstwa od założeń projektowych podczas
wytwarzania powodują, że obiekt techniczny (maszyna) nie osiąga wymaganych właściwości.
Wartościowanie po tej fazie polega na odbiorze gotowego obiektu technicznego.
W przypadku maszyn i urządzeń odbywa się to najczęściej na podstawie tzw. warunków
odbioru technicznego.
Faza eksploatacji (E) – jest fazą najważniejszą, w której obiekt techniczny (maszyna)
realizuje cele, dla których został zaprojektowany i wytworzony. Faza ta obejmuje czas
od chwili zakończenia produkcji (wytworzenia) do likwidacji obiektu. Podczas eksploatacji
ujawniają się wszystkie wcześniej popełnione błędy, będące przyczynami uszkodzeń.
Uszkodzenia mogą też powstać w wyniku zużycia, korozji, starzenia itp. eksploatowanych
elementów oraz niewłaściwego użytkowania obiektów technicznych.
Likwidacja (L) – na ogół przyjmuje się, że obiekt techniczny podlega likwidacji wtedy,
kiedy nakłady poniesione na przywrócenie jego właściwości funkcjonalnych przekraczają
75% wartości odtworzonej, czyli nakładów poniesionych na odtworzenie całkowicie zużytego
obiektu. Przyczyną likwidacji może być też starzenie ekonomiczne (moralne). Dotyczy
to dziedzin, w których następuje szybki postęp techniczny, np. komputerów. Komputer sprzed
kilku lat, chociaż sprawny jest przestarzały moralnie, tzn. nie można korzystać z najnowszych
programów. Ponadto może on być relatywnie droższy niż nowy, o nieporównywalnie
większych możliwościach.
Ze względu na skalę wytwarzania obiektów technicznych oraz skończoność zasobów,
którymi dysponuje nasza cywilizacja, ochronę środowiska musimy ponownie wykorzystywać
to, co można jeszcze raz użyć. Tak powstał recykling, czyli powtórne wykorzystanie
poszczególnych części lub materiałów odzyskanych z likwidowanych obiektów. Stąd na rys.
1 połączono fazy likwidacji i wytwarzania poprzez recykling.
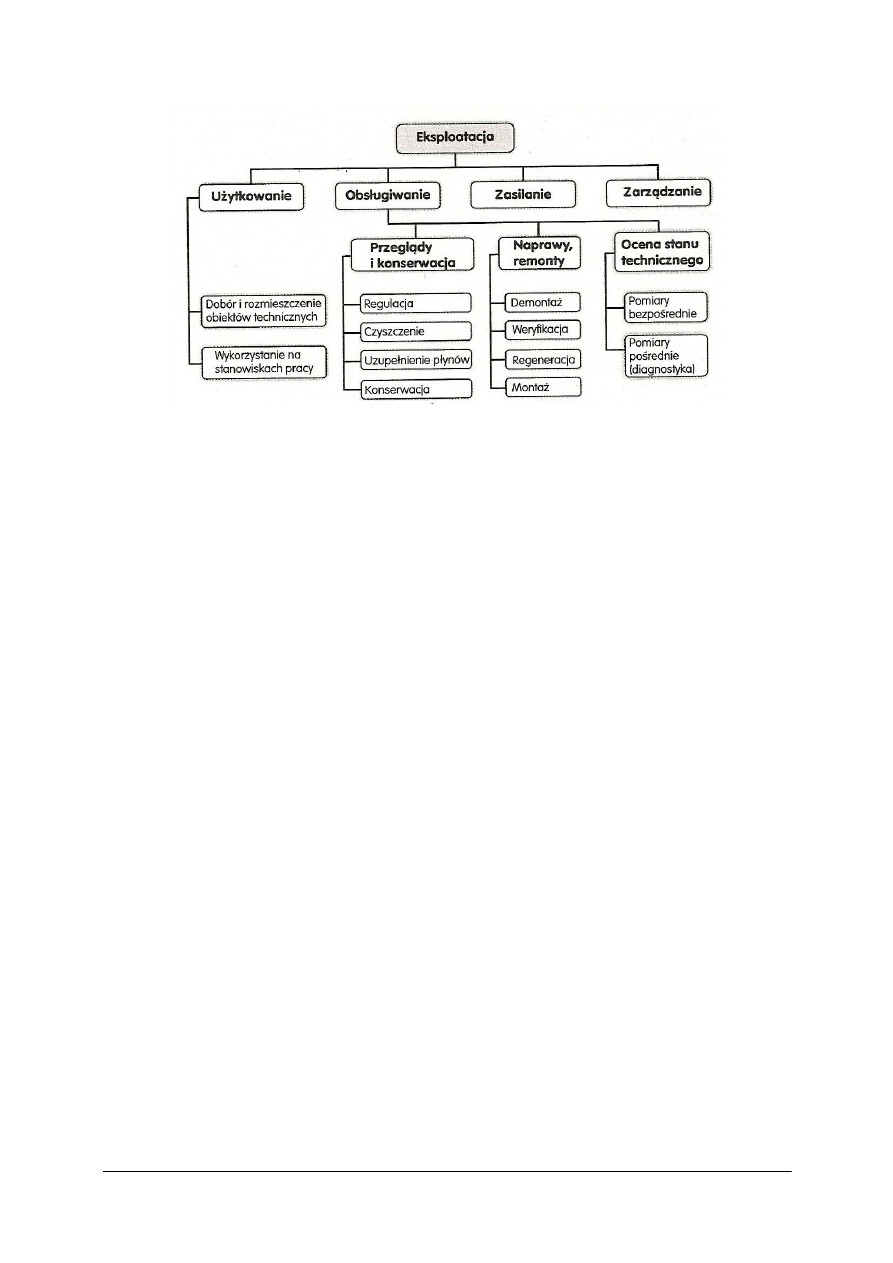
Eksploatacja to ciąg działań, procesów i zjawisk związanych z wykorzystywaniem
obiektów technicznych przez człowieka. Celem tych działań jest zaspokajanie potrzeb
związanych pośrednio lub bezpośrednio z jego potrzebami życiowymi. W procesie
eksploatacji wyodrębnia się cztery rodzaje działań: użytkowanie, obsługiwanie, zasilanie
oraz zarządzanie, które zostały przedstawione na rysunku 2.
Użytkowanie to wykorzystanie obiektu technicznego zgodnie z jego przeznaczeniem
i właściwościami funkcjonalnymi.
Obsługiwanie to utrzymywanie obiektu w stanie zdatności oraz przywracanie
mu wymaganych właściwości funkcjonalnych dzięki przeglądom, regulacjom, konserwacji,
naprawom i remontom.
Zasilanie polega na dostarczaniu do obiektu materiałów (masy), energii oraz, zwłaszcza
w odniesieniu do urządzeń sterowanych numerycznie, informacji.
Zarządzanie – to procesy planistyczno – decyzyjne (dotyczące planowania działań
i podejmowania decyzji) oraz sprawozdawczo – analityczne (dotyczące opracowania
sprawozdań i ich analizy).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 2. Działania w procesie eksploatacji [5, s. 11]
Podstawami racjonalnej eksploatacji urządzeń technicznych zajmuje się eksploatyka.
Odnosi się ona do współpracy człowieka z dowolnym urządzeniem, niezależnie od jego
konstrukcji i przeznaczenia. Eksploatyka to przede wszystkim uogólnienia tzw. eksploatacji
szczegółowych dotyczących określonych rodzajów urządzeń (np. maszyn roboczych). Muszą
się z nią zapoznać konstruktorzy i technolodzy, ponieważ często nie dostrzegają złożonych
problemów eksploatacji urządzeń, które powinny być zarówno konstruowane, wytwarzane,
jak i eksploatowane w sposób ekonomiczny. Również użytkownicy obiektów, oprócz
znajomości ich konstrukcji i technologii, powinni mieć wiedzę z zakresu eksploatacji.
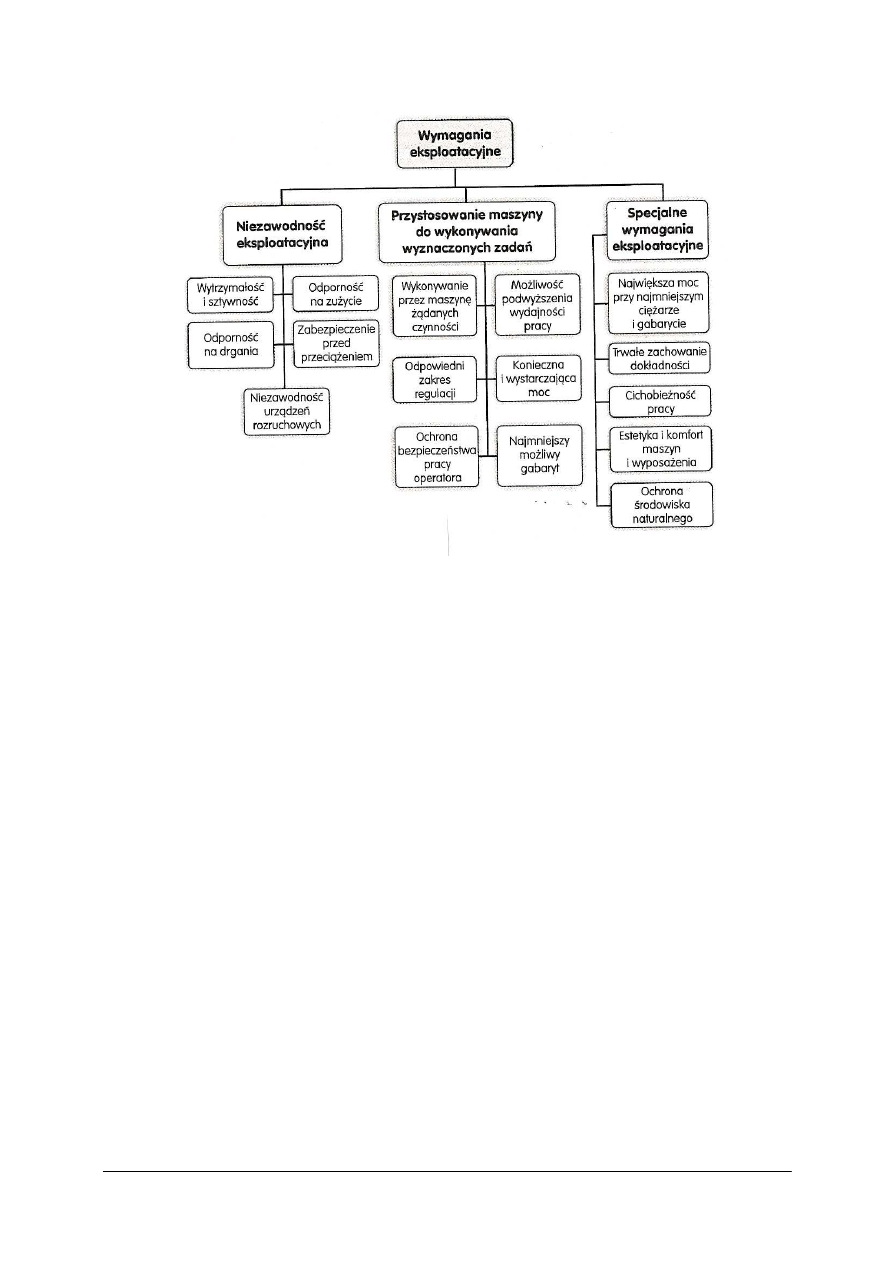
Wymagania eksploatacyjne
Zasadniczym dążeniem w budowie i eksploatacji maszyn jest zapewnienie im jak
najdłuższego prawidłowego działania. Użytkowanie powoduje, że stan fizyczny maszyny
pogarsza się, a następnie jest okresowo przywracany w procesie odnawiania. Gdy dalsze
odnawianie staje się nieefektywne, wówczas następuje likwidacja maszyny.
Wadliwa praca maszyny powoduje obniżenie jakości produkcji, utrudnia utrzymanie
jej rytmiczności, dezorganizuje pracę i powoduje zagrożenie dla otoczenia. Nawet
na podstawie obserwacji zewnętrznych (bez demontażu) można zauważyć prawidłową
lub wadliwą pracę maszyny. W przypadku obrabiarki będzie to np. obniżenie dokładności
wykonania wyrobu, w silniku – spadek mocy, zwiększenie zużycia paliwa lub środków
smarnych itp. Nieprawidłowość pracy zespołów niemal we wszystkich maszynach powoduje
spadek sprawności mechanicznej, wzrost temperatury, zwiększenie natężenia hałasu
i nadmierne drgania. Objawy wadliwej pracy nie zawsze występują równocześnie w całej
maszynie. Zazwyczaj najpierw dotyczą niektórych jej części, a potem zespołów. Dlatego
już podczas konstruowania i wytwarzania maszyny należy określić podstawowe wymagania
eksploatacyjne. Na rysunku 3 przedstawiony jest schemat z podstawowymi wymaganiami
eksploatacyjnymi. Wymagania zostały podzielone na trzy zasadnicze grupy: niezawodność
eksploatacyjną, przystosowanie maszyn do wykonywania wyznaczonych zadań oraz specjalne
wymagania eksploatacyjne. W każdej grupie są uwzględnione szczegółowe wymagania
eksploatacyjne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 3. Wymagania eksploatacyjne [5, s. 12]
4.1.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1.
Czym jest eksploatacja?
2.
Na czym polega użytkowanie?
3.
Na czym polega zasilanie?
4.
Na czym polega zarządzanie?
5.
Jakie są stany istnienia obiektu technicznego?
6.
Jakie działania wyodrębnia się w procesie eksploatacji?
7.
Jakie są podstawowe wymagania eksploatacyjne?
4.1.3.
Ćwiczenia
Ćwiczenie 1
Na podstawie dokumentacji warunków odbioru technicznego (WOT) maszyny
lub urządzenia określ, które z podstawowych niespełnionych wymagań eksploatacyjnych były
przyczyną remontu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokładnie przeanalizować dokumentację (WOT),
2)
ustalić procesy naprawcze,
3)
podporządkować je wymaganiom eksploatacyjnym,
4)
określić, jakich wymagań eksploatacyjnych nie spełniała maszyna lub urządzenie przed
remontem,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
5)
wypełnić arkusz ćwiczeń,
6)
dokonać prezentacji opracowania.
Wyposażenie stanowiska pracy:
–
komplet dokumentacji warunków odbioru technicznego (WOT),
–
arkusz papieru formatu A4,
–
formularz z pytaniami prowadzącymi,
–
arkusz do ćwiczeń.
Ćwiczenie 2
Na podstawie wylosowanej Dokumentacji Techniczno-Ruchowej (DTR) maszyny
lub urządzenia, określ jej wymagania eksploatacyjne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokładnie przeanalizować wylosowaną dokumentację,
2)
wyselekcjonować procesy dotyczące eksploatacji,
3)
wypisać procesy eksploatacyjne maszyny,
4)
wypełnić arkusz do ćwiczeń,
5)
dokonać prezentacji opracowania.
Wyposażenie stanowiska pracy:
–
komplet dokumentacji (DTR),
–
arkusz papieru formatu A4,
–
formularz z pytaniami prowadzącymi,
–
arkusz do ćwiczeń.
4.1.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcie eksploatacji?
□
□
2)
zdefiniować pojęcia użytkowania, zasilania i zarządzania?
□
□
3)
określić stany istnienia obiektu technicznego?
□
□
4)
określić wymagania eksploatacyjne?
□
□
5)
wyodrębnić elementarne procesy użytkowania i obsługiwania?
□
□

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2.
Fizyko-chemiczne podstawy eksploatacji maszyn i urządzeń
4.2.1. Materiał nauczania
Tarcie i jego rodzaje
Tarcie to zjawisko przeciwdziałające ruchowi względnemu stykających się ze sobą
dwóch ciał (tarcie zewnętrzne) lub elementów tego samego ciała (tarcie wewnętrzne).
Tarcie stanowi podstawową przyczynę niszczenia części maszyn i utraty ich właściwości
użytkowych. Wywołuje powstawanie ubytku materiału z powierzchni i narastanie zmian
w warstwie wierzchniej materiału. Towarzyszą mu: korozja, erozja, odkształcenia plastyczne
itp. Tarcie i towarzyszące mu zużywanie części maszyn z reguły prowadzą do pogorszenia
się jakości powierzchni części trących, co powoduje utratę ich właściwości użytkowych
lub nawet konieczność wycofania z eksploatacji, a także pęknięcia lub złamania części przy
dostatecznie dużym zmniejszeniu ich przekroju, co zawsze jest przyczyną awarii.
Tarcie powoduje straty energii, zużywanie powierzchni części współpracujących i wzrost
ich temperatury, a także drgania i efekty akustyczne. Nie można uniknąć tarcia, natomiast
można je złagodzić przez zmianę jego rodzaju.
W urządzeniach mechanicznych tarcie występuje we wszystkich zespołach
i mechanizmach ruchowych. Może mieć charakter pozytywny (pożądany), z czym mamy
do czynienia w takich zespołach, jak: sprzęgła cierne, hamulce, niektóre napędy cięgnowe
(paski klinowe), przekładnie cierne i inne, lub negatywny, gdy powoduje niepożądane opory
ruchu, a przez to straty energii i zużywanie części współpracujących – np. w łożyskach,
przekładniach zębatych, prowadnicach i różnego rodzaju przegubach.
Rozróżnia się tarcie wewnętrzne i zewnętrzne.
Tarcie wewnętrzne to opór powstający między elementami jednego ciała. W ciałach
stałych tarcie jest uzależnione od właściwości tłumiących materiałów, natomiast w płynnych
od lepkości.
Tarcie zewnętrzne występuje w obszarze styku dwu ciał stałych będących w ruchu
lub wprawianych w ruch bez udziału czynnika smarowego. Jeżeli tarciu podlegają elementy
maszyn, to między nimi występują nie tylko oddziaływania o charakterze adhezyjnym,
ale również oddziaływania mechaniczne spowodowane nierównościami współpracujących
powierzchni. Stąd opory tarcia zewnętrznego to pokonywanie zarówno sił adhezyjnych,
jak i spójności.
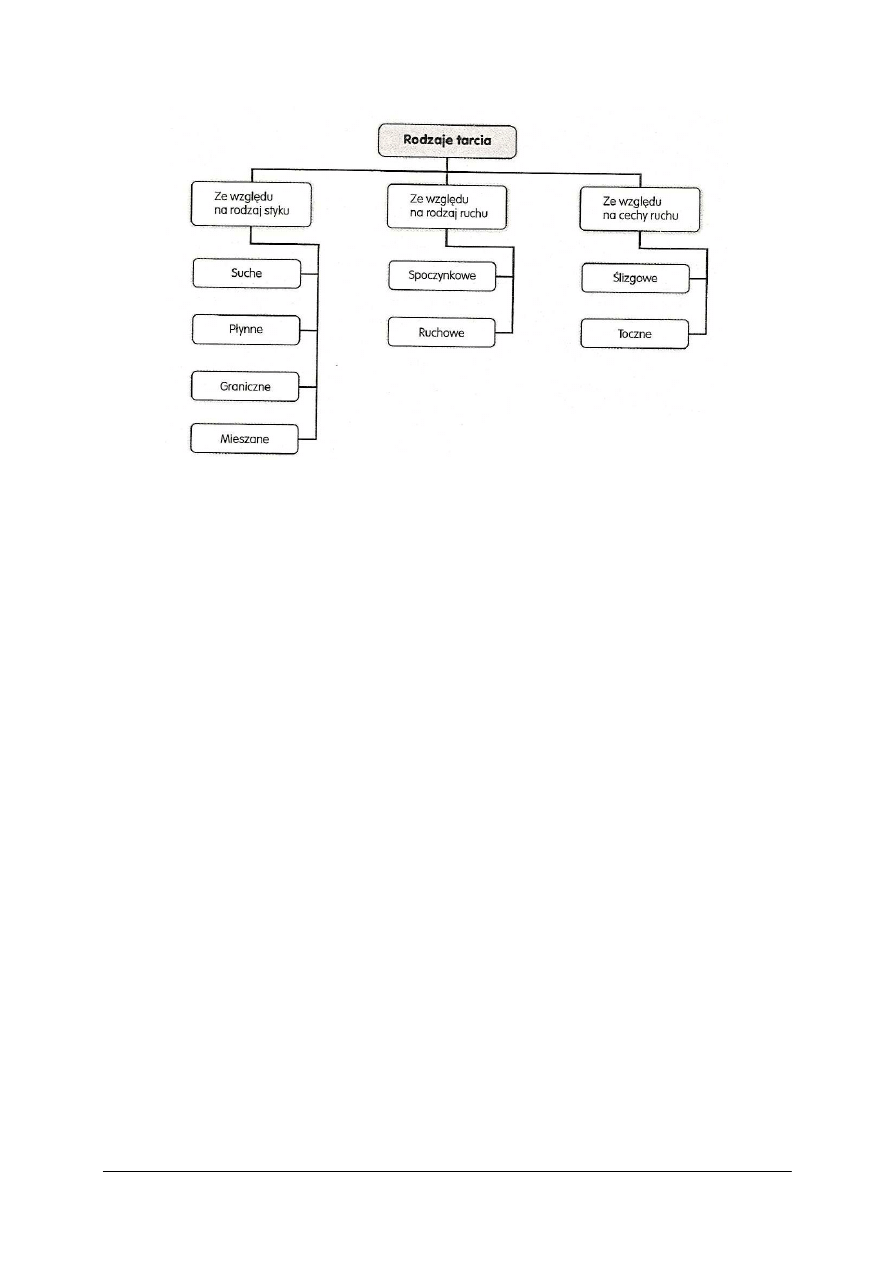
Na rys. 4 przedstawiona została klasyfikacja rodzajów tarcia ze względu na rodzaj styku,
rodzaj ruchu i cechy ruchu.
Tarcie ze względu na rodzaj styku
Tarcie suche występuje wtedy, gdy między współpracującymi powierzchniami
nie ma żadnych ciał obcych, np. środka smarnego lub wody. Jest ono bardzo intensywne
podczas ślizgania się materiałów chropowatych. Podczas tarcia ślizgowego na sucho wydziela
się zawsze dużo ciepła, które nagrzewa do wysokiej temperatury warstwę wierzchnią części
trących, powodując znaczny spadek jej wytrzymałości i wzrost intensywności zużywania.
W skrajnych przypadkach występuje zatarcie, czyli trwałe połączenie współpracujących
części, co unieruchamia węzeł ruchowy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 4. Rodzaje tarcia [5, s. 17]
Tarcie płynne występuje wtedy, gdy powierzchnie tarcia są rozdzielone warstwą środka
smarnego w postaci smaru plastycznego, cieczy lub gazu. Wówczas tarcie zewnętrzne
elementów zostaje zastąpione tarciem wewnętrznym (płynnym) czynnika smarującego.
Wtedy siła tarcia zależy wyłącznie od właściwości środka smarnego, a nie od właściwości
powierzchni współpracujących. Wartość współczynnika tarcia płynnego (a więc i opory
ruchu) jest wielokrotnie mniejsza od wartości współczynnika tarcia suchego i zależy
od grubości warstwy cieczy smarującej, jej lepkości oraz od prędkości względnej elementów
trących.
Tarcie
płynne
można
uzyskać
przez
smarowanie
hydrostatyczne
lub hydrodynamiczne, które zapewnia istnienie trwałej warstwy smarnej. Zużywanie
elementów maszyn podczas tarcia płynnego jest mniej intensywne niż w przypadku innych
rodzajów tarcia.
Tarcie graniczne powstaje wówczas, gdy powierzchnie trące są pokryte środkami
smarnymi zawierającymi substancje powierzchniowo czynne, które tworzą na powierzchni
elementów warstwy wyjątkowo odporne na duże naciski i trwale z nim połączone. Zapobiega
to powstawaniu tarcia suchego nawet przy nieciągłym dopływie środka smarnego.
Tarciem mieszanym nazywa się zjawisko występowania różnych rodzajów tarcia
w strefie styku elementów trących, z wyodrębnionymi mikroobszarami styku (np. w jednym
mikroobszarze występuje tarcie suche, a w pozostałych tarcie graniczne lub płynne).
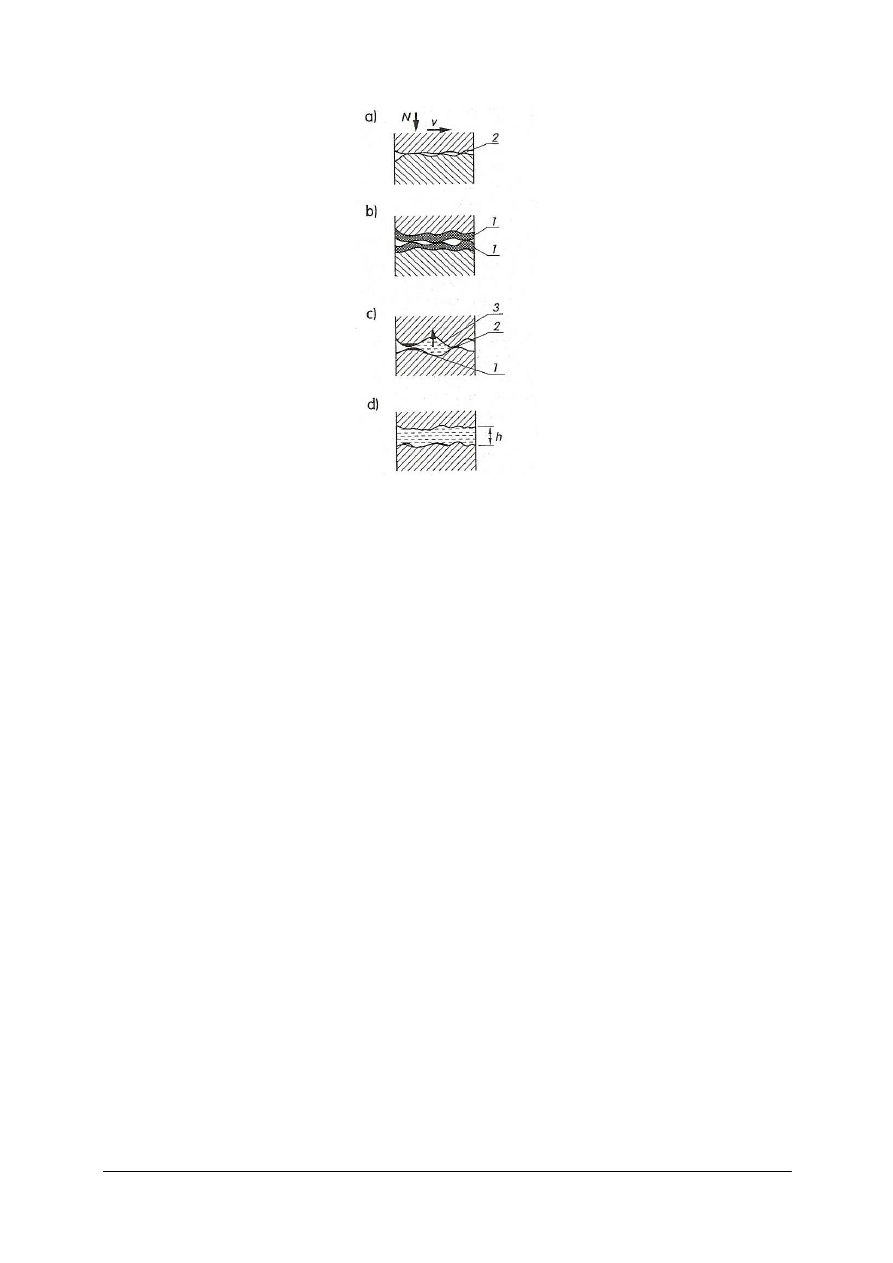
Rodzaje tarcia w obecności środków smarnych przestawiono graficznie na rysunku 5.
Z rysunku tego wynika, że w różnych warunkach obciążenia, określonych przez naciski
jednostkowe i względną prędkość ślizgania, mogą zaistnieć różne rodzaje współpracy węzła
ruchowego.
Tarcie spoczynkowe (statyczne) występuje wtedy, kiedy dwa ciała nie przemieszczają
się względem siebie i jest równe sile, jakiej należy użyć, aby wprowadzić w ruch jedno ciało
względem drugiego.
Tarcie ruchowe (kinetyczne) występuje wtedy, kiedy dwa ciała ślizgają się lub toczą po
sobie. Siła tarcia przeciwstawia się wówczas ruchowi i powstają opory tarcia, których
pokonanie wymaga odpowiednich sił. W odróżnieniu od tarcia spoczynkowego, tarcie
ruchowe zawsze wywołuje zużycie elementów trących. Dzieli się je na toczne (potoczyste)
oraz ślizgowe (posuwiste).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 5. Rodzaje tarcia w obecności środków smarnych: a) suche, b) graniczne, c) mieszane, d) płynne;
1 – warstwy graniczne, 2 – styk suchy, 3 – mikroklin smarowy, h – grubość filmu olejowego [5, s. 31]
Tarcie toczne występuje np. w łożyskach tocznych, przekładniach zębatych
oraz w układzie koło – szyna. Tocząca się rolka powinna stykać się z teoretycznie gładką
powierzchnią. W praktyce rolka odkształca się, wywierając pewien nacisk na powierzchnię,
która również ulega odkształceniu. Następują sprężyste, a niekiedy nawet plastyczne
odkształcenia obu materiałów, powodując, tzw. styk strefowy elementów.
Tarcie ślizgowe występuje przy postępowym, postępowo – zwrotnym, obrotowym,
obrotowo – zwrotnym lub wiertnym (złożenie ruchu postępowego i obrotowego) ruchu
względnym współpracujących elementów. Tarcie ślizgowe występuje w większości urządzeń
mechanicznych.
Rodzaj tarcia wpływa na trwałość i niezawodność urządzeń mechanicznych. Podczas
eksploatacji ze względu na konieczność utrzymania dostatecznie dużej trwałości urządzeń
bardzo ważne jest dążenie do zmiany tarcia suchego na inne najlepiej płynne. W tym celu
należy odpowiednio użytkować urządzenia mechaniczne oraz prawidłowo wykonywać
czynności
smarownicze,
stosując
zalecane
ś
rodki
smarne.
Wówczas
zmniejszy
się intensywność zużycia oraz liczbę nieprzewidzianych awarii (zatarcia), a wydłuża okresy
bezusterkowej pracy urządzeń.
Najkorzystniejsze warunki pracy występują wtedy, kiedy obie powierzchnie są w pełni
rozdzielone warstwą oleju, tzw. filmem olejowym (patrz rys. 5d). Wówczas występuje tarcie
płynne, w którym opory ruchu są najmniejsze w porównaniu z przypadkami a), b) i c).
Jak widać, najkorzystniejsza jest zamiana tarcia zewnętrznego ciał stałych (a) na tarcie
wewnętrzne cieczy smarowej (d). Jeśli nie można „wywołać” w węźle tarcia płynnego,
to można zastąpić je tarciem granicznym lub mieszanym. Dobre smarowanie węzła
ruchowego polega na zapewnieniu w nim tarcia płynnego.
Zużycie i uszkodzenia elementów maszyn i urządzeń
Oceniając stan techniczny maszyny oceniamy jej niezawodność, trwałość i zużycie
w określonym etapie procesu zużywania.
Zużywanie to proces zmian stanu części, węzła kinematycznego, zespołu lub całej
maszyny powodujący utratę ich właściwości użytkowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Zużycie to stan poszczególnych części, węzła kinematycznego, zespołu lub maszyny
na określonym etapie procesu zużywania.
Zużywania nie da się uniknąć, ale można i należy je opóźniać.
Trwałość elementów maszyny zależy od tego, czy między współpracującymi
powierzchniami występuje tarcie toczne czy ślizgowe. Należy dążyć do zmniejszenia tarcia
ś
lizgowego poprzez zastosowanie elementu pracującego w warunkach tarcia tocznego
oraz dobór odpowiednich środków smarnych.
W praktyce występuje głównie zużywanie mechaniczne, które można podzielić na dwie
grupy:
–
zużywanie ustabilizowane,
–
zużywanie nieustabilizowane.
Podczas zużywania ustabilizowanego ubytek materiału z powierzchni następuje przez
cały czas trwania procesu. W przypadku zużywania nieustabilizowanego w warstwie
wierzchniej elementu przez pewien czas zauważa się jedynie zmiany jakościowe, takie jak
zgniot czy narastanie mikropęknięć, a zauważalny ubytek materiału występuje znacznie
później.
Zużywanie
ścierne
to
proces
niszczenia
warstw
wierzchnich
elementów
współpracujących ze sobą w wyniku skrawającego, bruzdującego, rysującego i ścinającego
oddziaływania nierówności powierzchni lub cząsteczek ciał obcych (ścierniwa)
oraz produktów zużywania znajdujących się między tymi powierzchniami.
Zużywanie ścierne to zjawisko typowe dla tarcia suchego.
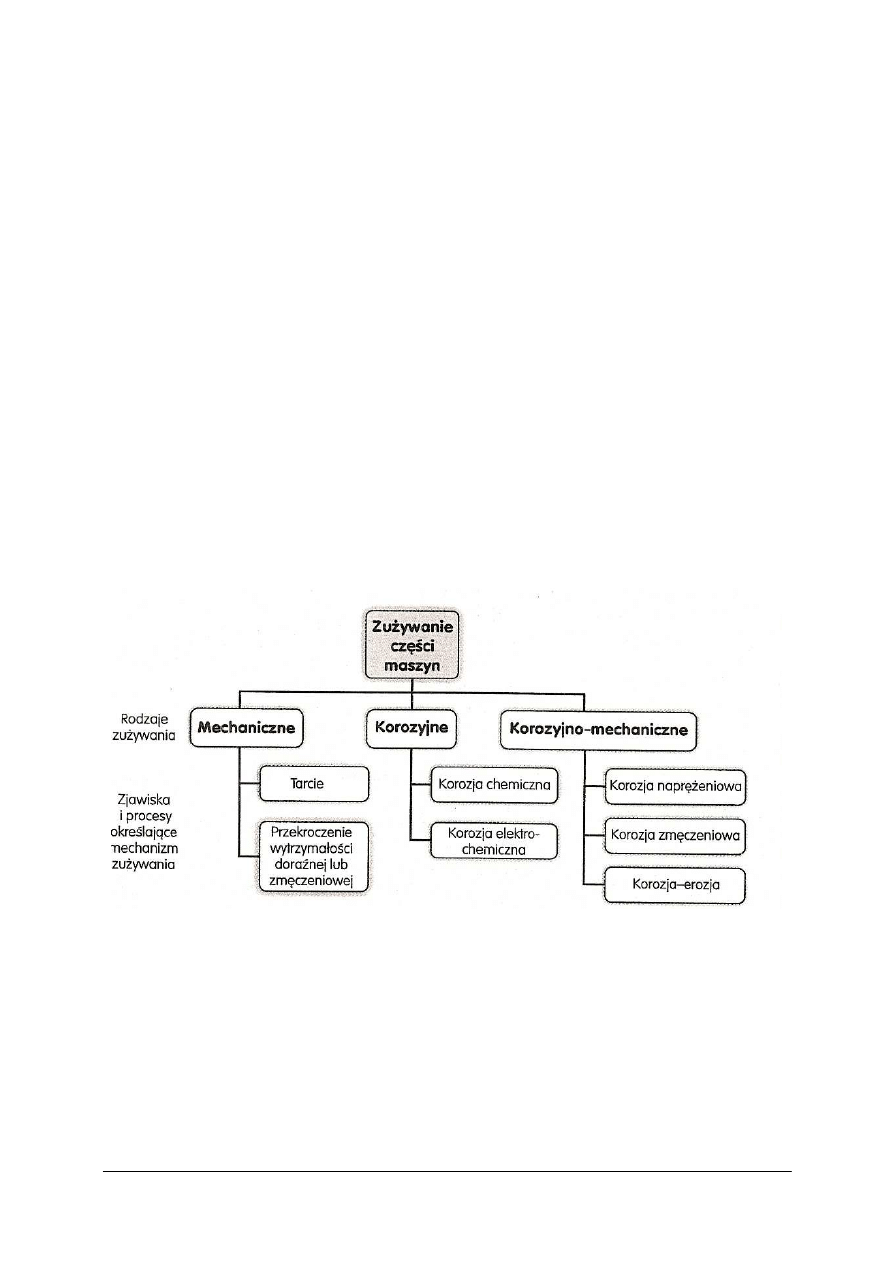
Ze względu na rodzaj oddziałującego czynnika rozróżnia się zużywanie mechaniczne,
korozyjne i korozyjno – mechaniczne. Podział taki przedstawiony jest na rysunku 6.
Rys. 6. Rodzaje zużywania części maszyn [5, s. 20]
Zużywanie mechaniczne
W przypadku tarcia ślizgowego powodującego zużywanie ścierne, wyodrębnia się trzy
typowe okresy:
1)
docieranie,
2)
zużywanie umiarkowane – normalna praca, zwykle o stałej intensywności,
3)
zużywanie awaryjne (patologiczne).
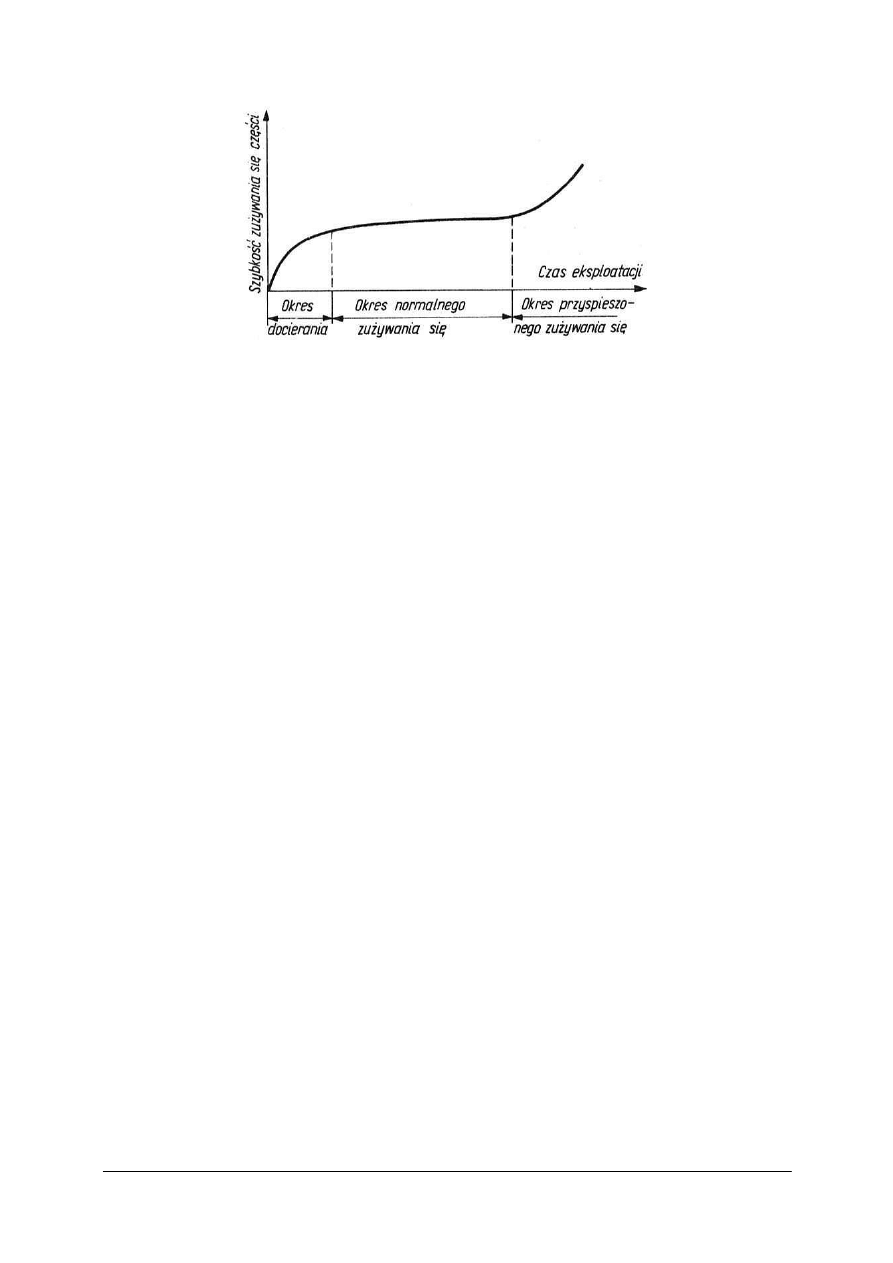
Okresy zużywania się części w zależności od czasu eksploatacji pokazane są na rys. 7.
Najbardziej dynamiczne zużywanie się części następuje w okresie docierania
i w końcowej fazie żywotności części. Jeżeli część jest prawidłowo eksploatowana to okres
normalnego zużywania powinien być najdłuższy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
I
II
III
Rys. 7. Zależność szybkości zużywania się części od czasu eksploatacji [2, s. 9]
Okres I, zwany docieraniem jest stosunkowo krótki, a zarazem bardzo ważny
dla prawidłowego działania urządzenia. Następuje wówczas dogładzanie i dopasowywanie
się współpracujących powierzchni. W początkowej fazie ubytki materiału są dość intensywne.
W końcu okresu rzeczywista powierzchnia styku obu części powiększa się, maleje
intensywność zużywania oraz ustabilizuje się stan naprężeń i odkształceń w warstwie
wierzchniej.
Okres II to normalna praca elementów maszyny. Charakteryzuje się powolnym
przebiegiem zachodzących zjawisk oraz zmniejszoną i prawie stałą intensywnością
zużywania. Trwałość części maszyn określa się na podstawie tego okresu.
Okres III zaczyna się w chwili, gdy następuje przekroczenie dopuszczalnego luzu danej
pary trącej. Wówczas występuje zakłócenie normalnej współpracy części, co objawia
się skutkami: nadmiernym nagrzewaniem się, obniżeniem sprawności mechanicznej,
wzrostem zużycia środka smarnego, obniżeniem dokładności oraz sztywności połączenia.
Dalsza eksploatacja w tych warunkach powoduje zniszczenie lub awarię pary trącej.
W przypadku tarcia tocznego zmiany zachodzące w okresie docierania i zużywania
normalnego, wywołane zgniotem materiału warstwy wierzchniej, są w zasadzie
niezauważalne. W skutek zmian zmęczeniowych w tej warstwie, po pewnym czasie następuje
wypadanie z niej cząstek materiału, co jest początkiem zużywania lawinowego, awaryjnego.
Długość oraz intensywność poszczególnych okresów zużywania zależą od:
–
cech konstrukcyjnych współpracujących części, kształtu ich powierzchni, rodzaju
materiałów, obciążenia i smarowania,
–
cech technologicznych współpracujących części: rodzaju ostatecznej obróbki, jakości
obróbki cieplnej lub cieplno – chemicznej, chropowatości powierzchni i jakości montażu,
–
cech eksploatacji: prawidłowego użytkowania, konserwacji oraz obsługi między
naprawami.
Zużywanie korozyjne
Korozja to niszczenie metali pod wpływem chemicznej lub elektrochemicznej reakcji
z otaczającym środowiskiem. Przebiega ona z różną intensywnością, zależną od warunków
eksploatacji metalu oraz jego składu i struktury. Korozji ulegają prawie wszystkie metale
techniczne z wyjątkiem złota, srebra i platyny. Niszczenie korozyjne towarzyszy eksploatacji
wszystkich maszyn i urządzeń mechanicznych, a straty nim spowodowane niekiedy
wielokrotnie przewyższają skutki zużywania mechanicznego.
Korozja chemiczna to niszczenie metali w wyniku działania na nie suchych gazów
lub cieczy nieprzewodzących prądu elektrycznego. Warstwa korozyjna powstaje w wyniku

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
zaadsorbowania gazu, który następnie zostaje dysocjowany dzięki powinowactwu z metalem
lub wskutek podwyższenia temperatury.
Korozja elektrochemiczna to niszczenie metalu wskutek zetknięcia się go z wodą
lub roztworem, które mogą stanowić elektrolit przewodzący prąd między lokalnymi
ogniwami znajdującymi się na powierzchni metalu. Tworzeniu się ogniw sprzyjają
zanieczyszczenia występujące w metalach oraz niejednorodność ich składu chemicznego
i struktury.
Objawem zniszczenia korozyjnego może być rdzewienie, pękanie lub spadek
wytrzymałości mechanicznej albo ciągliwości metali. Ze względu na wygląd zewnętrzny
metali lub zmianę ich właściwości fizycznych, proces korozji można podzielić na cztery
grupy.
1)
Korozja równomierna obejmuje całą powierzchnię materiału. Do tej grupy zalicza
się rdzewienie żelaza i matowienie (utlenianie powierzchniowe) srebra.
2)
Korozja wżerowa występuje tylko w pewnych miejscach w postaci plam lub wżerów
często sięgających głęboko w materiał. Narażone są na nią metale, na które działa szybko
przepływająca ciecz, stąd nazywa się ją też korozją uderzeniową lub korozjo-erozją.
3)
Odcynkowanie (rodzaj korozji, któremu ulegają stopy cynku) i korozja selektywna
(parting).
4)
Korozja międzykrystaliczna, lokalna, przebiegająca na granicy ziaren metalu, powoduje
spadek jego wytrzymałości i ciągliwości. Postępuje ona bardzo szybko, atakując głębiej
położone warstwy, co czasem jest przyczyną katastrofalnych zniszczeń. Korozja
międzykrystaliczna występuje często w nieprawidłowo obrabianej cieplnie stali
kwasoodpornej i duralowych stopach aluminium (4% Cu).
Zużywanie korozyjno-mechaniczne
Zużywanie korozyjno – mechaniczne jest spowodowane korozją oraz mechanicznym
oddziaływaniem współpracujących elementów. Ze względu na specyfikę czynnika
mechanicznego można wyróżnić trzy główne procesy określające mechanizm tego
zużywania.
Korozja naprężeniowa jest wynikiem jednoczesnego działania statycznych naprężeń
rozciągających oraz środowiska. Następstwem jej są pęknięcia części maszyn. W procesie
wyróżnia się:
–
okres początkowy – następuje przebicie warstewki ochronnej materiału; uszkodzenia
mają charakter elektromechaniczny,
–
okres rozprzestrzeniania pęknięć – przebiega bardzo szybko i głównie na drodze
mechanicznej,
–
okres lawinowego niszczenia.
Korozja zmęczeniowa jest wynikiem współdziałania korozji elektromechanicznej
i zmiennych naprężeń spowodowanych powstawaniem ostrych wżerów przechodzących
w pęknięcia wypełnione produktami korozji. Jednoczesne działania naprężeń cyklicznych
i agresywnego środowiska ciekłego obniżają wytrzymałość stali na zmęczenie od 1,5 do 10
razy. Naprężenie zmienne powstające w wyniku obciążeń cyklicznych wywołują korozję
międzykrystaliczną i śródkrystaliczną. Uszkodzenie spowodowane korozją zmęczeniową
jest znacznie większe niż suma uszkodzeń wynikających z samego naprężenia zmiennego
i korozji elektrochemicznej.
Zużywanie erozyjne (odmiana zużywania korozyjno-erozyjnego) to proces niszczenia
warstwy wierzchniej elementów maszyn polegający na powstawaniu ubytków materiału
w wyniku oddziaływania cząstek ciał stałych, cieczy i gazów o dużej energii kinetycznej
lub prądu elektrycznego. Występuje przede wszystkim w maszynach przepływowych
i wynika z przemieszczania się z dużą prędkością czynnika roboczego (w dyszach silników
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
rakietowych, silnikach helikopterów, filtrach cyklonowych, instalacjach do przeróbki ropy
naftowej) oraz w maszynach elektrycznych. Charakter zużywania erozyjnego zależy
od warunków, w jakich występuje ubytek materiału.
Uszkodzenia obiektu eksploatacji
Uszkodzenie obiektu eksploatacji to zdarzenie losowe, powodujące, że obiekt czasowo
lub na stałe traci stan zdatności i przechodzi do stanu częściowej zdatności lub
do niezdatności.
Uszkodzenie następuje wtedy, gdy wartości parametrów określających obciążenie
obiektu (elementu, podzespołu, zespołu) przekraczają jego graniczne wartości wytrzymałości
(odporności). Uszkodzenie jest, więc zdarzeniem, niezamierzonym (pomijając uszkodzenie
celowe).
Podział uszkodzeń
Uszkodzenia stopniowe występują wtedy, gdy wartość obciążenia zewnętrznego
stopniowo zwiększa się i/lub wytrzymałość obiektu stopniowo się pogarsza do chwili,
aż wystąpi uszkodzenie.
Uszkodzenie nagłe – jest to nagła (niespodziewana) zmiana obciążenia lub nagły spadek
wytrzymałości obiektu.
Uwzględniając kryterium zdatności uszkodzenia można podzielić na:
–
uszkodzenia usuwalne (nazywane także czasowymi lub chwilowymi),
–
uszkodzenia nieusuwalne (nazywane także stałymi),
Uwzględniając wpływ uszkodzenia na działanie obiektu, wyróżnia się uszkodzenia:
–
krytyczne, wykluczające możliwość dalszego użytkowania obiektu,
–
ważne, wymagające niezwłocznego podjęcia działań związanych z przywróceniem
zdatności obiektu,
–
mało ważne, gdy podjęcie działań związanych z przywróceniem zdatności obiektu może
być odłożone w czasie,
–
nieistotne, których wpływ na działanie obiektu można pominąć.
W ramach podziału uwzględniającego rozległość skutków uszkodzeń, wyróżnia
się ich następujące rodzaje: usterka, uszkodzenie, awaria, zniszczenie.
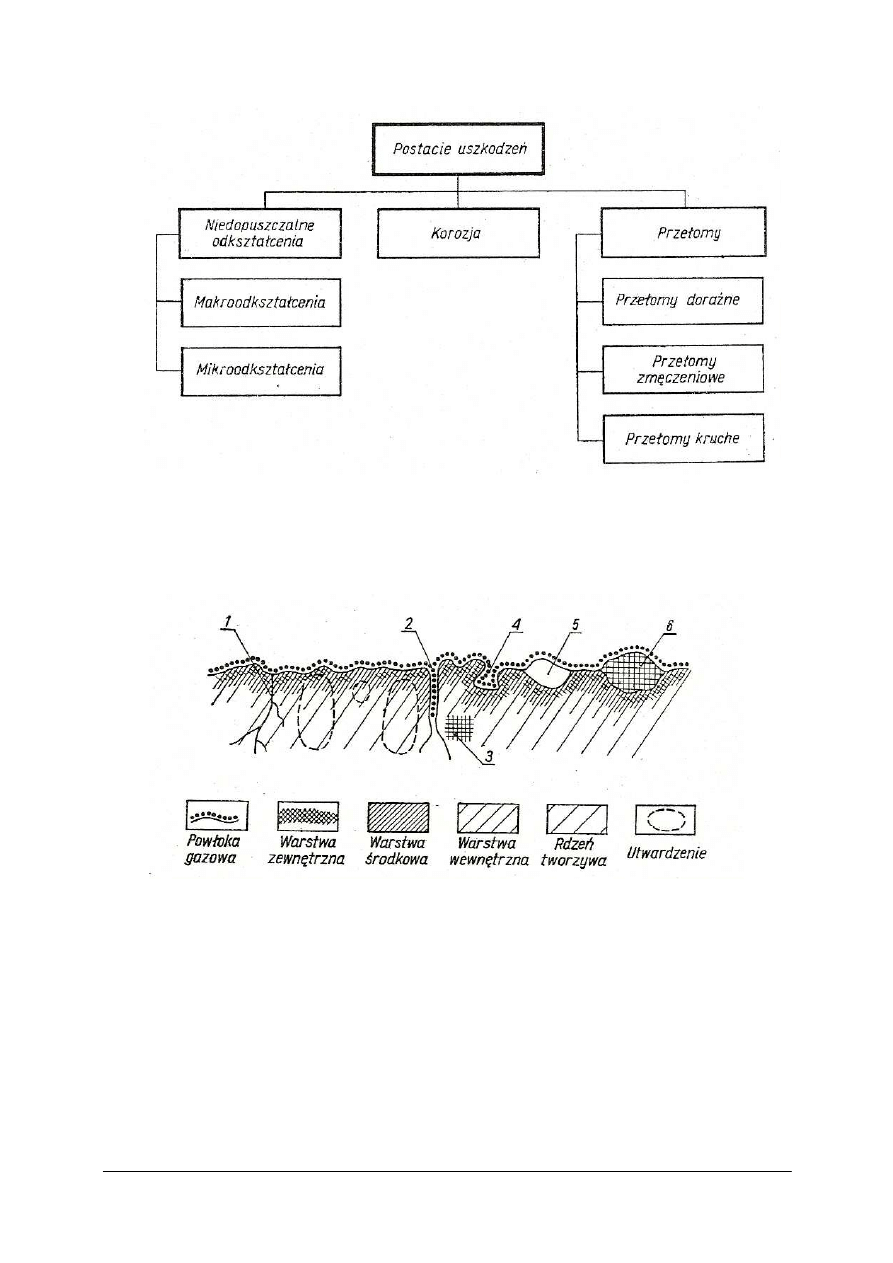
Na rysunku 8 przedstawiona jest klasyfikacja uszkodzeń w makro- i mikrostrukturze
części maszyn. W przypadku makroskopowych pęknięć występują przełomy kruche
i zmęczeniowe, a w mikrostrukturze występują przełomy międzyziarniste i śródziarniste.
Przełomy zmęczeniowe charakteryzują się wyraźnymi odkształceniami plastycznymi
w części przełomu, czego nie ma w przełomach kruchych.
Przełomy międzyziarniste (międzykrystaliczne) są to rozwarstwienia tworzywa
przechodzące na granicy, ziaren krystalicznych.
Przełomy śródziarniste to rozwarstwienia tworzywa przechodzące przez ziarna
krystaliczne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 8. Klasyfikacja postaci uszkodzeń urządzeń w makro – i mikrostrukturze części maszyn [3, s. 351]
Na rysunku 9 przedstawiony jest przekrój przez warstwę wierzchnią z pokazanymi
uszkodzeniami, które najczęściej występują.
Rys. 9. Schemat poprzecznego przekroju warstwy wierzchniej z typowymi uszkodzeniami; 1 – mikropęknięcia,
2 – szczeliny, 3 – rzadzizny, 4 – pory, 5 – wyrwy, 6 – wtrącenia [3, s. 353]
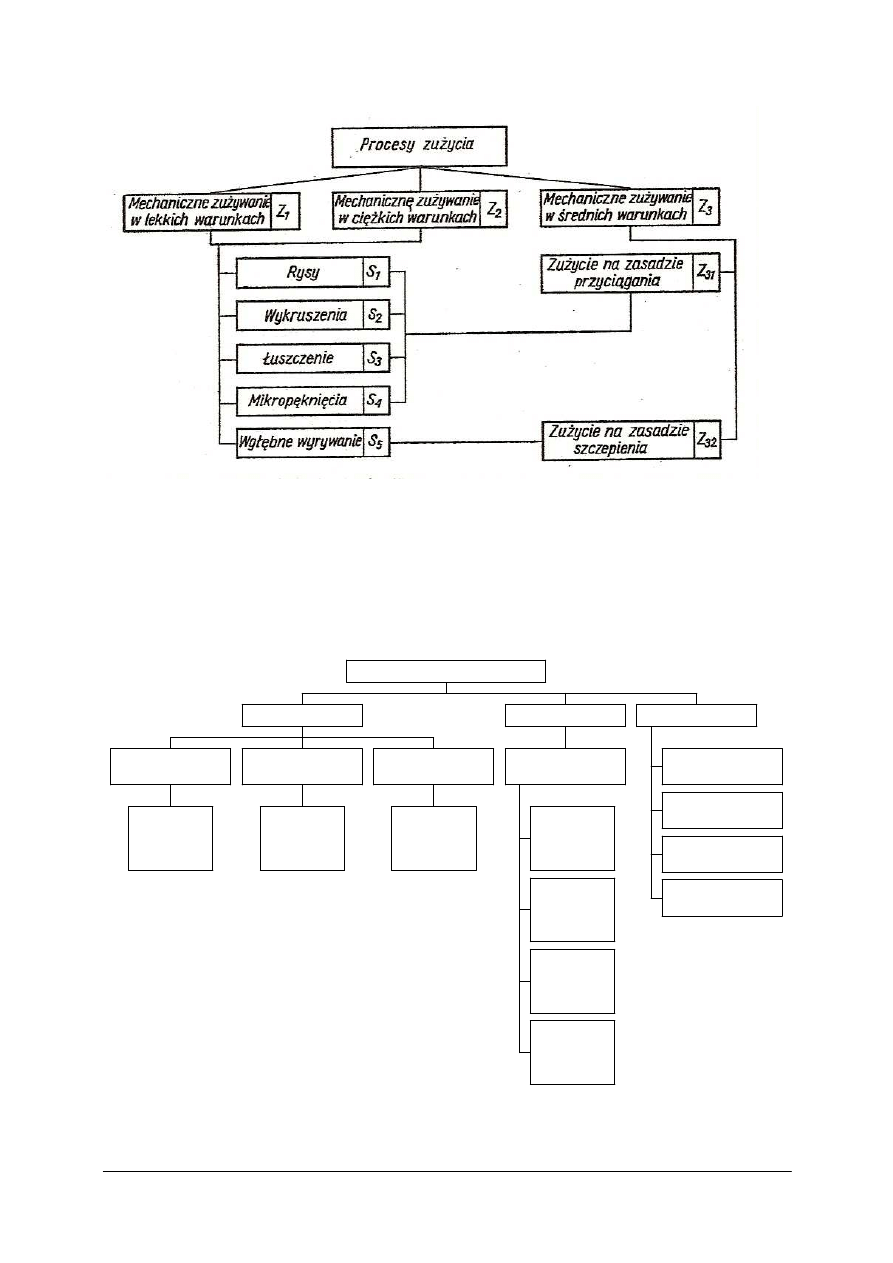
Rysunek 10 przedstawia podział uszkodzeń ze względu na warunki pracy w procesie
mechanicznego zużywania w warunkach lekkich, średnich i ciężkich.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 10. Podział uszkodzeń ze względu na warunki pracy części [3, s. 353]
Przyczyny powstawania uszkodzeń
Przyczyny wywołujące uszkodzenia obiektów technicznych są związane bądź z samym
obiektem (z realizowanymi przez obiekt działaniami), bądź z jego otoczeniem. Na podstawie
przeprowadzanych badań w zakładach remontujących maszyny można wyodrębnić
przyczyny powstawania uszkodzeń przedstawione na rysunku 11.
Przekroczenie
dopuszczlnych
obciążeń
doraźnych
MECHANICZNE
Przekroczenie
dopuszczalnych
obciążeń
cieplnych
CIEPLNE
Oddziaływania
intensywne
fizyko-
chemiczne
FIZYKO-CHEMICZNE
BEZPOŚREDNIE
Zmęczenie
objętościowe
materiału
Zużycie
ś
cierne
Zmęczenie
powierzchniowe
Kawitacja
MECHANICZNE
POŚREDNIE
Wady
konstrukcyjne
Wady
produkcyjne
Wady
materiałowe
Błędy
eksploatacji
PIERWOTNE
PRZYCZYNY USZKODZEŃ MASZYN
Rys. 11. Schemat przyczyn uszkodzeń maszyn.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Sposoby usuwania uszkodzeń
Zidentyfikowanie
uszkodzenia
podczas
eksploatacji
jest
podstawą
działań
przywracających obiektowi możliwości realizacji jego zadań. Zakres tych działań
jest związany z rodzajem uszkodzenia, jego lokalizacją oraz zasięgiem.
Od rodzaju uszkodzenia zależy szybkość jego usunięcia. Ma to znaczenie szczególnie
w przypadku obiektów złożonych, gdyż tam można spodziewać się równoczesnego
wystąpienia wielu uszkodzeń.
O rodzaju działań decydują takie czynniki jak:
–
wpływ uszkodzenia na parametry użytkowe obiektu technicznego,
–
wpływ uszkodzenia na bezpieczeństwo użytkowania obiektu,
–
możliwość naprawy uszkodzonego elementu obiektu.
Typowe sposoby usuwania uszkodzeń to:
–
wyłączenie i zastąpienie uszkodzonego elementu jego sprawnym rezerwowym
odpowiednikiem; gdy uszkodzony element nie może być zastąpiony sprawnym,
dopuszcza się wyłączenie go z eksploatacji (po odpowiednim zabezpieczeniu)
i użytkowanie obiektu z ograniczoną wydajnością,
–
wyłączenie i naprawa uszkodzonego elementu obiektu.
Procedura usunięcia uszkodzenia obejmuje następujące zadania przygotowawcze:
–
identyfikację i lokalizację uszkodzenia,
–
rozpoznanie zaistniałych skutków uszkodzenia,
–
ocenę potencjalnych dalszych skutków uszkodzenia.
Realizacja wymienionych zadań umożliwia określenie zakresu prac naprawczych
oraz potrzeb związanych z:
–
personelem,
–
narzędziami,
–
materiałami i częściami zamiennymi,
–
nakładami finansowymi,
–
innymi potrzebami (np. środkami transportu, specjalistycznymi stanowiskami
remontowymi).
Smarowanie
Smarowaniem nazywa się wprowadzenie substancji smarującej między powierzchnie
trące oraz związane z tym przekształcenie tarcia suchego w płynne lub mieszane.
W zależności od metody powstawania warstwy smarującej, rozróżnia się smarowanie:
–
hydrostatyczne,
–
hydrodynamiczne.
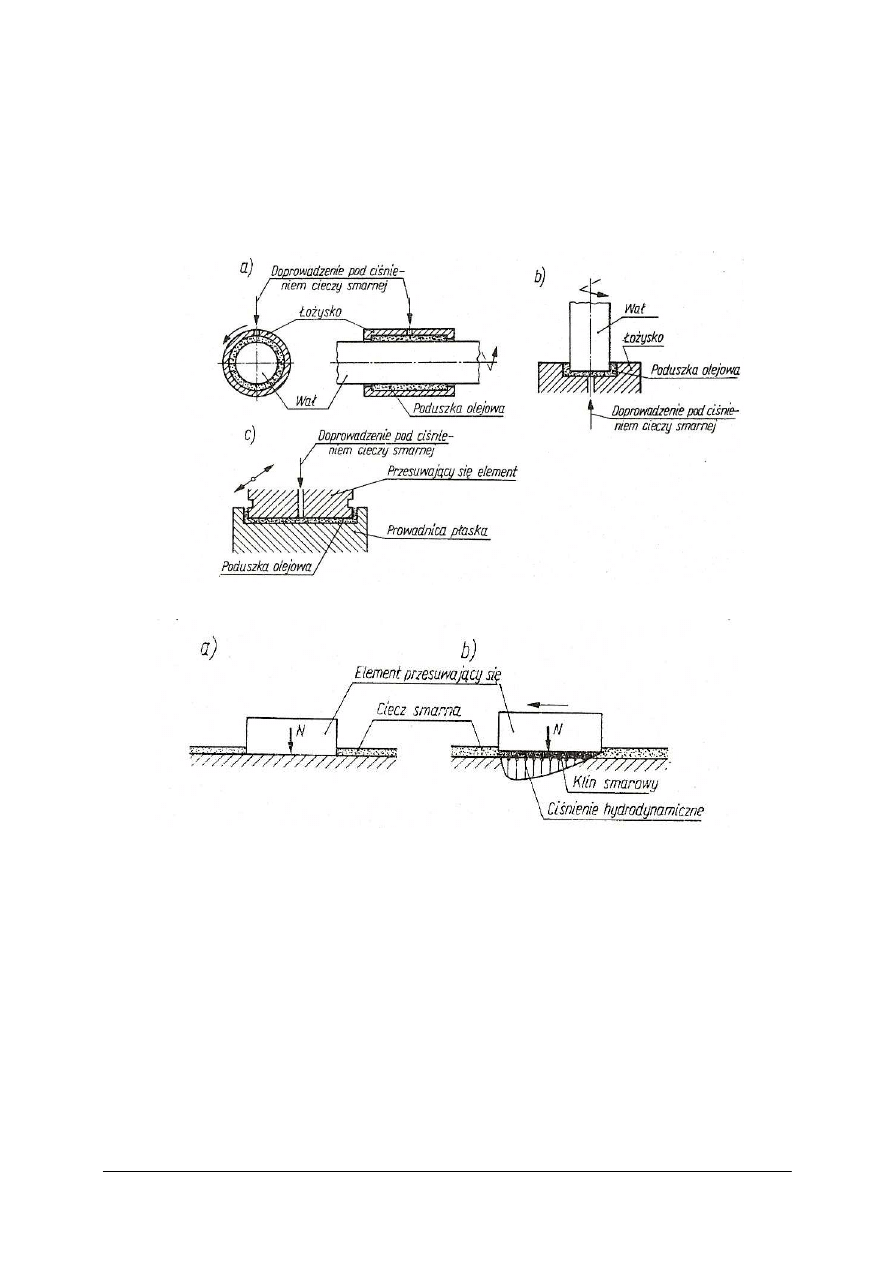
Smarowanie hydrostatyczne występuje wtedy, gdy dla uzyskania tarcia płynnego
warstwa cieczy smarnej jest dostarczana pod ciśnieniem do obszaru między
współpracującymi powierzchniami. Smarowanie hydrostatyczne jest stosowane w różnego
rodzaju łożyskach promieniowych i osiowych oraz w przesuwanych prowadnicach ciężkich
obrabiarek (rys. 12).
Smarowanie hydrodynamiczne występuje wówczas, gdy dla uzyskania tarcia płynnego
niezbędna warstwa cieczy smarnej powstaje w wyniku ruchu względnego obu
współpracujących elementów.
Ciecz smarna wypełnia całkowicie przestrzeń między współpracującymi elementami
i jest dostarczana okresowo lub w sposób ciągły, gdy podczas ruchu współpracujących
elementów wydziela się duża ilość ciepła.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Ruch względny współpracujących elementów wytwarza w warstwie cieczy smarnej
ciśnienie hydrodynamiczne. Obciążenie zewnętrzne działające na nieruchomy element
(rys. 13a) powoduje wyciskanie cieczy smarnej spomiędzy współpracujących powierzchni.
Gdy element ruchomy rozpoczyna ruch, jego powierzchnia porywa cząsteczki cieczy smarnej,
a w wyniku tarcia wewnętrznego w cieczy powstaje ciśnienie hydrodynamiczne wytwarzające
tzw. klin smarowy (rys. 13b).
Rys. 12. Smarowanie hydrostatyczne: a) w łożysku ślizgowym promieniowym, b) w łożysku ślizgowym
osiowym, c) w prowadnicy płaskiej [3, s. 338]
Rys. 13. Powstawanie klina smarowego przy hydrodynamicznym smarowaniu powierzchni płaskich;
a) w stanie spoczynku, b) w ruchu. N – obciążenie zewnętrzne działające na powierzchni styku
[3, s. 339]
Technika smarowania
Smarowanie jest dokonywane przez wprowadzenie między współpracujące powierzchnie
ciała trzeciego (cieczy smarnej) o bardzo małym tarciu wewnętrznym, w celu zmniejszenia
współczynnika tarcia.
W maszynach i urządzeniach stosuje się dwa podstawowe układy smarowania:
indywidualny i centralny.
Przy smarowaniu indywidualnym każdy punkt smarowania ma swój własny zbiornik
napełniany okresowo.
Smarowanie centralne polega na tym, że wiele punktów smarowania jest zasilanych
ze wspólnego zbiornika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Podstawowymi elementami układów smarowania, które znalazły zastosowanie
w maszynach i urządzeniach, są: smarownice, pompy, filtry, zawory rozdzielcze, zbiorniki,
urządzenia kontrolne, przewody i złącza.
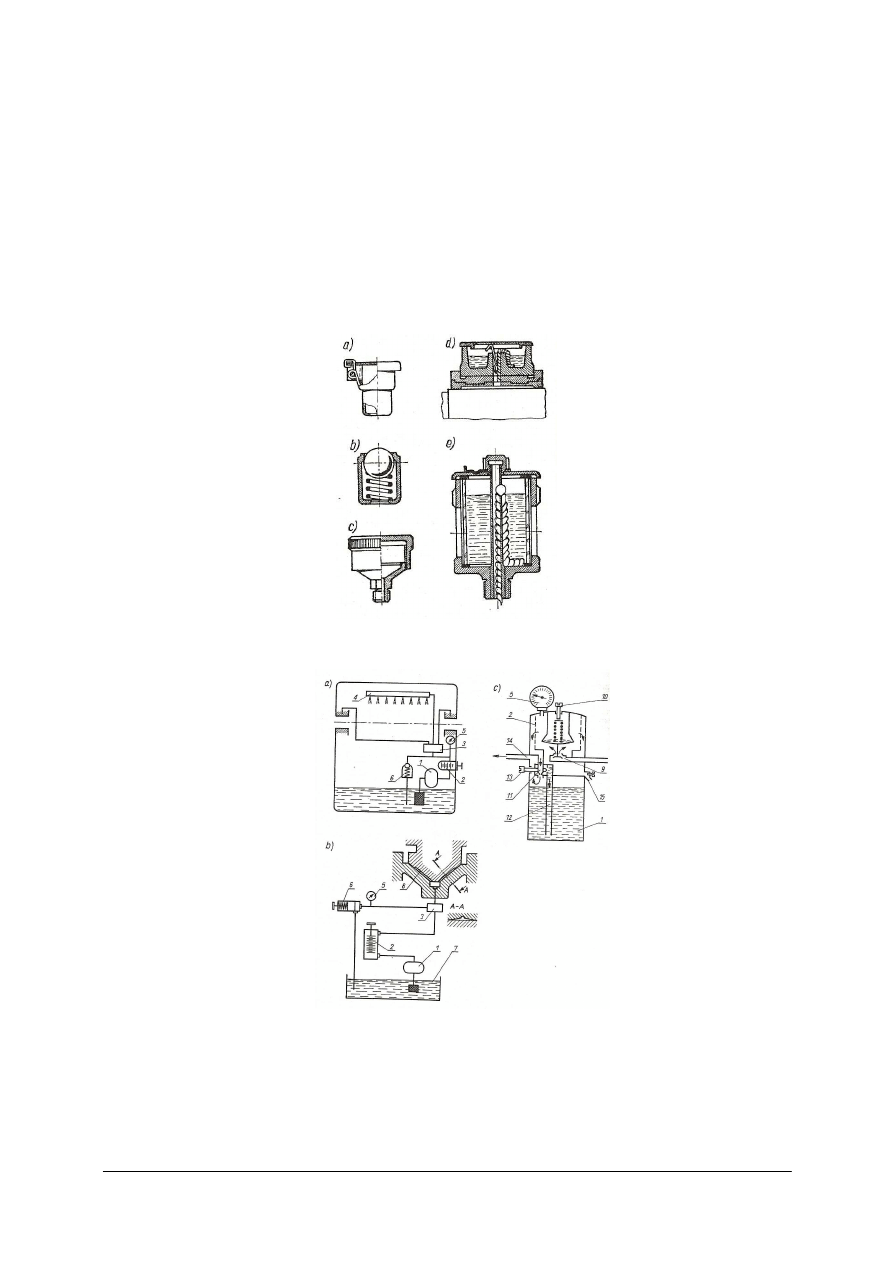
Smarownice są urządzeniami, które po ręcznym napełnieniu smarem lub olejem
samoczynnie zasilają nim współpracujące części. Przykłady różnych smarownic przedstawia
rysunek 14.
W układach smarowania olejem pod ciśnieniem znalazły zastosowanie pompy tłoczkowe
ręczne, zębate i hydrauliczne. Do urządzeń kontrolnych układu smarowania zalicza
się wskaźniki poziomu oleju, manometry oraz wyłączniki elektryczne, które umożliwiają
pracę obrabiarki, gdy w układzie smarowania jest odpowiednie ciśnienie oleju. Na rysunku
15 pokazano różne rodzaje smarowania.
Rys. 14. Smarownice: a) wprasowana w korpus z odchylną samozamykającą się pokrywą, b) wprasowana
kulkowa, c) wkręcana na smar stały, d) knotowa w korpusie pokrywy łożyska ślizgowego, e) knotowa
ze zbiornikiem szklanym [3, s. 343]
Rys. 15. Rodzaje smarowania: a) z obiegiem oleju pod ciśnieniem, b) pod ciśnieniem prowadnic strugarki,
c) rozpylacz do wytwarzania mgły olejowej; 1 – pompa, 2 – filtr, 3 – rozdzielnica, 4 – rurka
rozprowadzająca, 5 – manometr, 6 – zawór przelewowy, 7 – zbiornik, 8 – rowki smarowe, 9 – zawór
redukcyjny sprężonego powietrza, 10 – śruba regulacyjna zaworu redukcyjnego, 11 – dysza
sprężonego powietrza, 12 – rura zasysająca olej, 13 – śruba regulująca ilość zasysanego oleju,
14 – przewód doprowadzający mgłę olejową, 15 – zawór do odprowadzania wody [3, s. 344]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
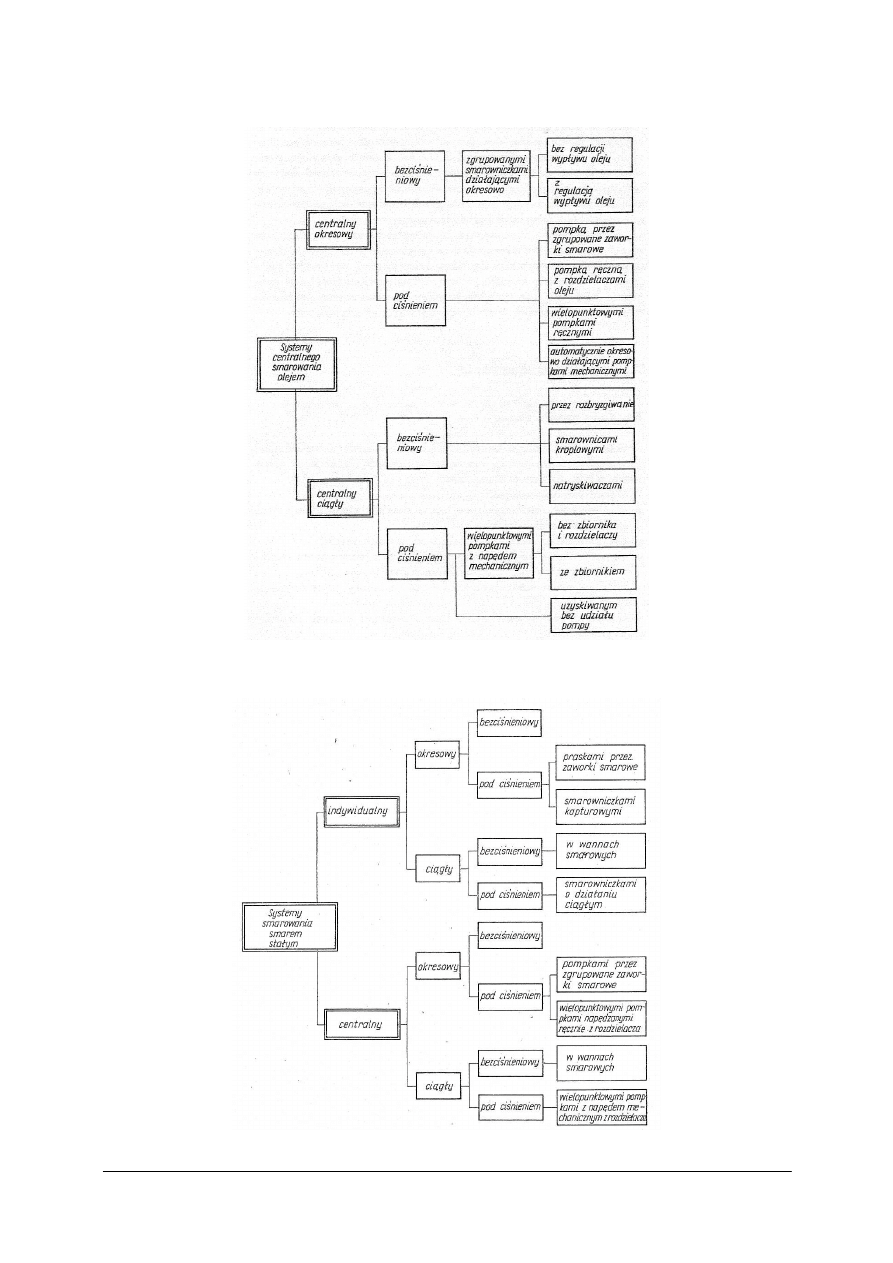
Systemy centralnego smarowania ilustruje rysunek 16.
Rys. 16. Systemy centralnego smarowania olejem [4, s. 138]
Systemy smarowania smarem stałym przedstawiono na rysunku 17.
Rys. 17. Systemy smarowania smarem stałym [4, s. 141]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
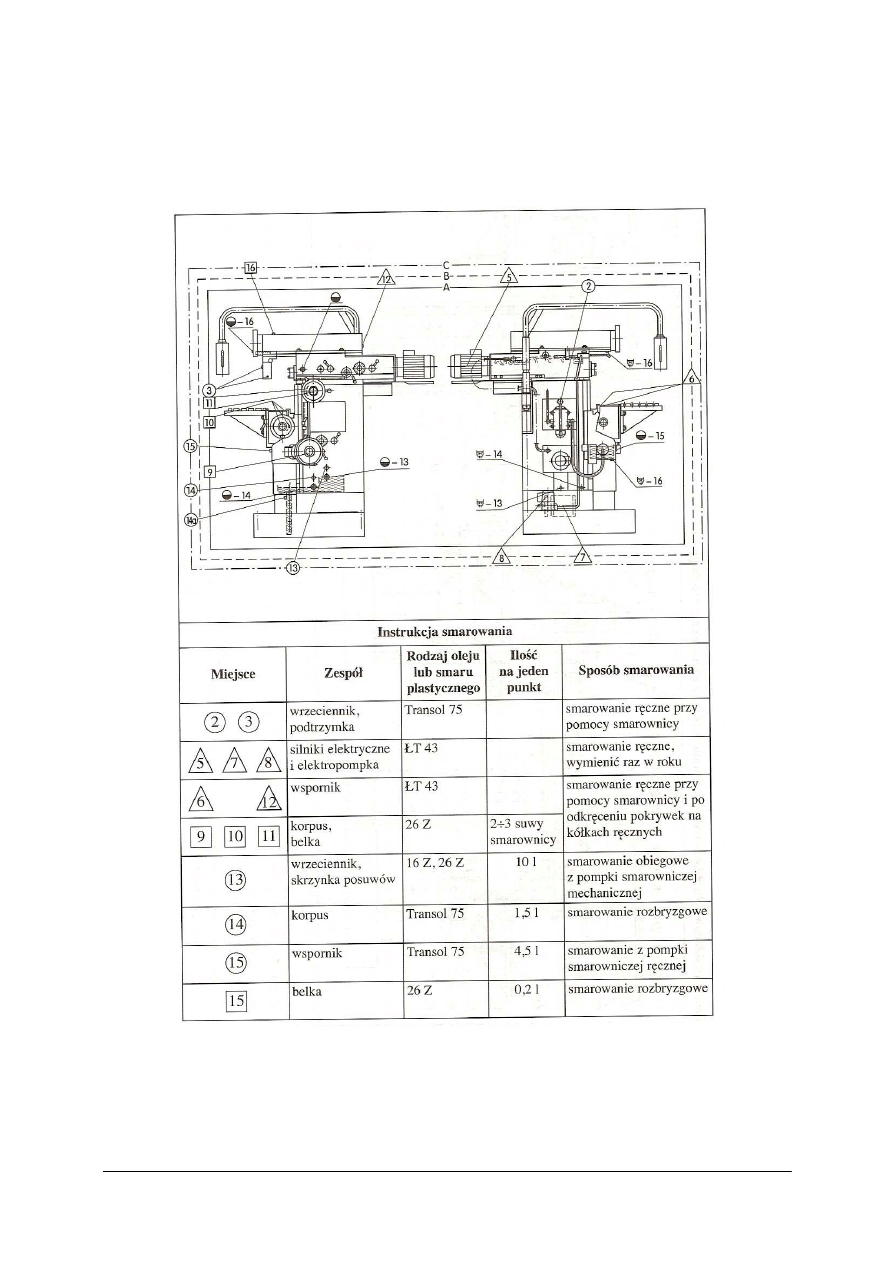
Smarowanie
maszyn
musi
być
wykonane
według
instrukcji
smarowania.
W tabeli 1 przedstawiono przykład takiej instrukcji smarowania.
Tabela 1. Instrukcja smarowania [5, s. 59]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest tarcie?
2.
Jakie są rodzaje tarcia?
3.
Jakie są rodzaje tarcia z udziałem środków smarnych?
4.
Jak dzielimy zużywanie mechaniczne?
5.
Jak można podzielić uszkodzenia ze względu na zdatność?
6.
Jakie są przyczyny powstawania uszkodzeń?
7.
Jakimi sposobami usuwamy uszkodzenia?
8.
Co to jest smarowanie?
9.
Jakie są układy smarowania?
10.
Jakie są podstawowe elementy układów smarowania?
11.
Na podstawie, jakich dokumentów wykonuje się smarowanie maszyn?
4.2.3. Ćwiczenia
Ćwiczenie 1
Na podstawie otrzymanej instrukcji smarowania (maszyny, urządzenia lub mechanizmu)
określ, jakie zastosowano gatunki oleju (smaru) oraz sposoby smarowania i ilości oleju.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokładnie przeanalizować instrukcję smarowania,
2)
wynotować zastosowane gatunki oleju (smaru),
3)
zapisać ilości oleju jakie trzeba użyć,
4)
zanotować sposoby smarowania,
5)
wpisać uzyskane dane w arkusz ćwiczeń,
6)
dokonać prezentacji opracowania.
Wyposażenie stanowiska pracy:
–
instrukcja smarowania,
–
arkusz papieru formatu A4,
–
formularz z pytaniami prowadzącymi,
–
arkusz do ćwiczeń.
Ćwiczenie 2
Na podstawie oględzin uszkodzonego urządzenia określ rodzaj uszkodzenia, podaj
przyczynę powstania uszkodzenia i sposób jego usunięcia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać oględzin urządzenia,
2)
określić rodzaj uszkodzenia,
3)
określić przyczynę powstania uszkodzenia,
4)
ustalić sposób jego usunięcia,
5)
wypełnić arkusz do ćwiczeń,
6)
dokonać prezentacji opracowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Wyposażenie stanowiska pracy:
–
uszkodzone urządzenie,
–
arkusz papieru formatu A4,
–
arkusz do ćwiczeń.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować rodzaje tarcia z udziałem środka smarnego?
□
□
2)
wykazać różnicę między tarciem hydrostatycznym a hydrodynamicznym? □
□
3)
dokonać podziału uszkodzeń?
□
□
4)
na podstawie oględzin określić rodzaj uszkodzenia?
□
□
5)
posłużyć się instrukcją smarowania?
□
□

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3. Stosowanie materiałów eksploatacyjnych
4.3.1. Materiał nauczania
Użytkowane urządzenia mogą osiągać właściwą wydajność tylko wówczas,
gdy ich mechanizmy będą miały zapewnione warunki pracy zgodne z ich założeniem
i właściwościami konstrukcyjnymi. Zmiana tych warunków odbije się na pracy całego
urządzenia powodując przyspieszone zużycie mechanizmów i części, a nawet
ich uszkodzenie.
Przeciwdziałanie zużywaniu części maszyn polega na stworzeniu możliwości
złagodzenia owych procesów. Do tych procesów zaliczamy właściwy dobór materiałów
eksploatacyjnych. Funkcje materiałów eksploatacyjnych:
−
zmniejszenie tarcia i zużycia,
−
chłodzenie,
−
uszczelnianie,
−
przenoszenie sygnałów,
−
redukcja hałasu,
−
ochrona przed korozją,
−
usuwanie produktów zużycia.
Rodzaje materiałów eksploatacyjnych:
−
smary plastyczne i oleje smarowne,
−
ciecze hydrauliczne,
−
oleje sprężarkowe, turbinowe, przekładniowe, obróbkowe i inne: grzewcze,
hartownicze, izolacyjne.
Smary
Racjonalne smarowanie, oprócz znacznego zmniejszenia intensywności tarcia
i przedłużenia trwałości maszyn, przyczynia się także do zwiększenia sprawności
mechanicznej. Spośród wielu funkcji środków smarnych należy wymienić przede wszystkim:
–
zmniejszenie oporów tarcia, co zmniejsza straty energii oraz zużycie urządzeń,
–
usuwanie zanieczyszczeń ze współpracujących powierzchni,
–
ochronę przed korozją,
–
odprowadzenie ciepła z obszaru tarcia,
–
amortyzację drgań i obciążeń uderzeniowych,
–
zmniejszanie luzów i skutków ich powiększania się w połączeniach ruchowych.
Ś
rodki smarne stosowane w eksploatacji urządzeń mechanicznych można podzielić
następująco:
1)
ze względu na przeznaczenie:
–
płynne silnikowe (oleje silnikowe),
–
płynne przekładniowe (oleje przekładniowe),
–
płynne wrzecionowe (oleje wrzecionowe),
–
smary plastyczne do łożysk ślizgowych i tocznych,
–
ś
rodki smarne specjalne.
2)
ze względu na konsystencję:
–
płynne (ciecze, gazy), np. olej, powietrze,
–
smary plastyczne,
–
stałe, np. grafit, dwusiarczek molibdenu (MoS
2
).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
3)
ze względu na pochodzenie:
–
mineralne – otrzymywane z ropy naftowej,
–
organiczne – otrzymywane z tłuszczów organicznych, np. olej rzepakowy; ich wadą
jest to, że ulegają starzeniu, zaletą zaś biodegradowalność,
–
syntetyczne – otrzymywane w wyniku syntezy chemicznej.
Najkorzystniejsze warunki smarowania uzyskuje się dzięki środkom smarnym płynnym –
olejom. Stosuje się je do części silnie obciążonych, pracujących z dużą prędkością obrotową,
kiedy to wydzielają się znaczne ilości ciepła. W innych przypadkach, gdy nie można
ze względów konstrukcyjnych zastosować zamkniętej obudowy – stosuje się smary
plastyczne. Do smarów tych często dodaje się środki smarne stałe, tworzące
na powierzchniach trących cienkie warstwy odporne na duże naciski. Środki stale są odporne
na duże naciski, wysoką temperaturę i są chemicznie stabilne.
Do smarowania maszyn i urządzeń używa się różnych gatunków olejów maszynowych
i smarów stałych.
Są one następujące:
–
olej maszynowy 4 – do smarowania lekko obciążonych łożysk ślizgowych, pracujących
przy dużych prędkościach obrotowych,
–
olej maszynowy 8 – do smarowania lekko obciążonych łożysk ślizgowych i tocznych,
pracujących przy dużych prędkościach obrotowych,
–
olej maszynowy 10 – ma podobne zastosowanie jak olej maszynowy 8 oraz służy
do smarowania wrzecion o prędkości obrotowej 4000 do 7000 obr/min,
–
olej maszynowy 16 – do smarowania łożysk ślizgowych,
–
olej maszynowy 26 – do smarowania lekko obciążonych łożysk ślizgowych i przekładni
zębatych,
–
olej maszynowy 40 – do smarowania średnio obciążonych łożysk ślizgowych i tocznych
oraz przekładni zębatych i prowadnic,
–
olej maszynowy 65 – ma podobne zastosowanie jak olej maszynowy 40,
lecz przy większych obciążeniach i obciążeniach w podwyższonej temperaturze,
–
olej maszynowy nisko krzepnący 4Z (temperatura krzepnięcia –25
o
C) – do smarowania
łożysk ślizgowych i tocznych przy prędkości obrotowej ponad 800 obr/min,
–
olej maszynowy nisko krzepnący 10Z (temperatura krzepnięcia –45
o
C) – do
smarowania lekko obciążonych szybkoobrotowych łożysk tocznych i ślizgowych oraz
wrzecion o prędkości obrotowej 4000 ÷ 7000 obr/min,
–
olej maszynowy nisko krzepnący 16Z (temperatura krzepnięcia –30
0
C) – do
smarowania łożysk ślizgowych,
–
olej maszynowy nisko krzepnący 26Z (temperatura krzepnięcia –25
0
C) – do
smarowania lekko obciążonych łożysk ślizgowych i przekładni zębatych,
–
olej maszynowy nisko krzepnący 40Z (temperatura krzepnięcia –20
0
C) – do
smarowania średnio obciążonych łożysk ślizgowych oraz przekładni zębatych,
–
smar maszynowy 1 – do smarowania lekko obciążonych powierzchni ślizgowych
o temperaturze pracy do 50
o
C,
–
smar maszynowy 2 – do smarowania średnio obciążonych powierzchni ślizgowych
o temperaturze pracy do 60
o
C,
–
smar maszynowy SŁG – 3 i SŁG – 4B – do smarowania silnie obciążonych łożysk
ś
lizgowych o temperaturze pracy do 140
o
C,
–
smary ŁT – 1, ŁT – 2, ŁT – 3, ŁT – 4S, ŁT – 5, ŁT – 1 – 13 – do smarowania łożysk
tocznych w zależności od obciążenia łożyska, temperatury i warunków jego pracy,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
–
oleje typu Hipol – stosuje się w przekładniach obciążonych i pracujących w zmiennych
warunkach.
Oleje nisko krzepnące stosuje się do smarowania maszyn i urządzeń pracujących
w niskich temperaturach otoczenia. Pozostałe oleje mają temperaturę krzepnięcia +5
o
C
i mogą być stosowane w maszynach pracujących w temperaturze pokojowej.
Duże znaczenie ekonomiczne dla każdego zakładu ma regenerowanie oraz odzyskiwanie
olejów. Oleje przepracowane, po dokładnym oczyszczeniu i dodaniu specjalnych składników
uszlachetniających, można ponownie używać. Ma to duże znaczenie, gdyż wszystkie oleje
powstają w wyniku przeróbki ropy naftowej, którą trzeba importować. W zamkniętych
układach smarowania obiegowego oraz kąpielowego, tj. przy smarowaniu skrzynek
przekładniowych, wrzecienników, suportów itp. olej przepracowany odzyskuje się w czasie
jego okresowej wymiany.
Wszędzie tam, gdzie są używane paliwa płynne i smary oraz gdzie się je przechowuje
muszą być ściśle przestrzegane przepisy przeciwpożarowe. W pomieszczeniach
produkcyjnych i pomocniczych, gdzie są stosowane paliwa (np. hamowanie silników, mycie
części itd.) przed rozpoczęciem pracy musi być włączona wentylacja, która zapobiega
powstawaniu mieszanin wybuchowych. Stosowane urządzenia muszą mieć konstrukcje
przeciwwybuchową (zastosowane materiały i rozwiązania konstrukcyjne nie mogą
powodować podczas ruchu iskrzenia). Przed wejściem do pomieszczeń magazynowych,
w których odbywa się m.in. rozlewnie paliw, należy najpierw je wywietrzyć i włączyć
wentylację, aby usunąć ewentualne opary paliw. Wszędzie tam, gdzie ma się do czynienia
z materiałami łatwo palnymi nie można stosować otwartego ognia, np. palników
acetylenowo-tlenowych, palących się papierosów.
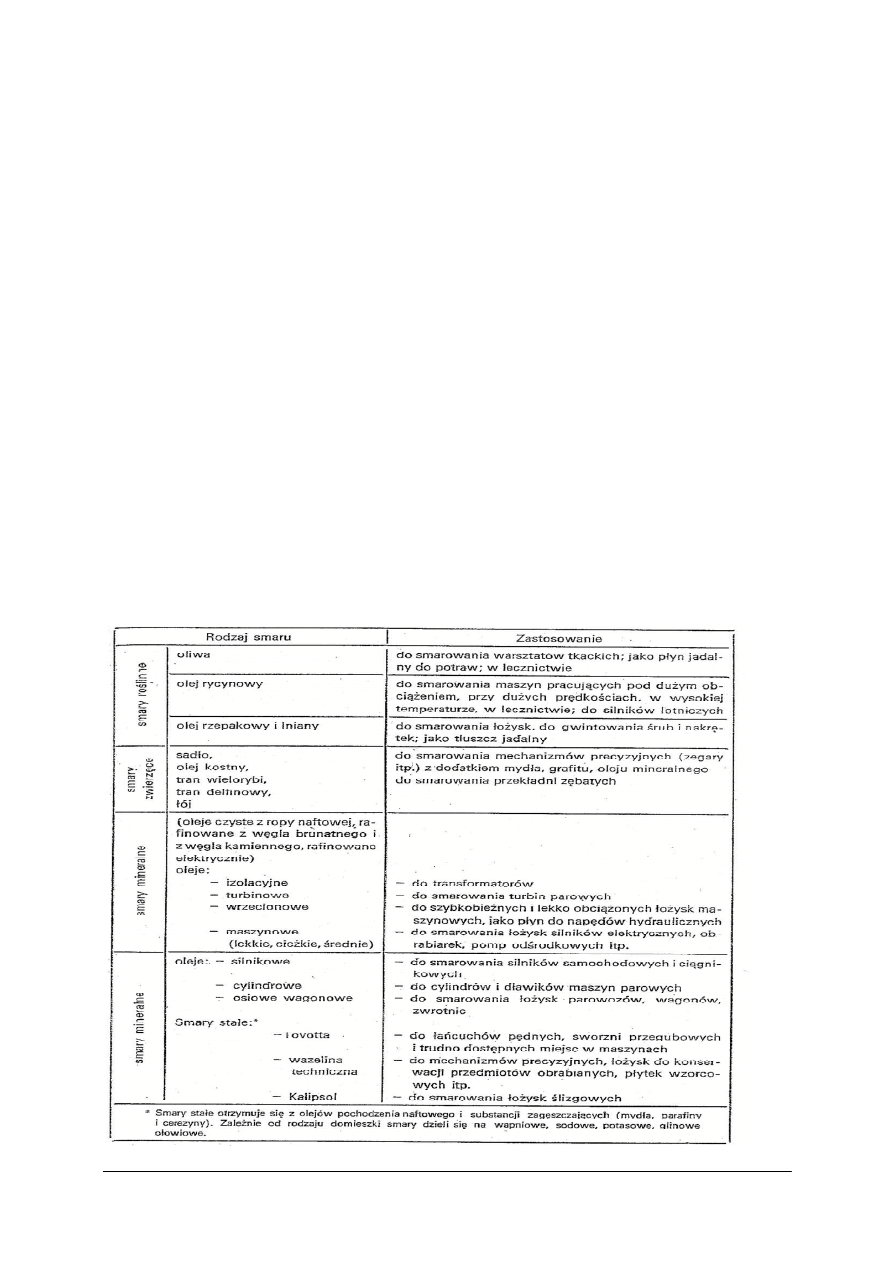
Zastosowanie ważniejszych smarów przedstawiono w innym ujęciu w tabeli 2.
Tabela 2. Zastosowanie ważniejszych smarów [6, s. 363]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Smarowanie gazowe
Smarowanie gazowe stosuje się przy wysokiej (800
o
C) i niskiej (13K) temperaturze.
Własności smarne gazów zmieniają się nieznacznie z temperaturą i są znacznie niższe od
olejów smarowych. Obciążenia przenoszone przez łożyska aerodynamiczne są względnie
małe.
Stosowane w turbinach gazowych (czynnikiem smarującym jest gaz transportowany),
w wysokoobrotowych łożyskach urządzeń precyzyjnych, żyroskopach, reaktorach jądrowych,
układach chłodziarek. W momencie rozruchu ma miejsce tarcie suche, więc gdy istnieje
potrzeba chronienia łożysk stosuje się smarowanie aerostatyczne z układem sprężarkowym
zewnętrznym.
Ciecze hydrauliczne
Ciecz robocza w układach hydraulicznych powinna spełniać takie funkcje podstawowe jak:
−
przenoszenie energii i sygnałów (mała ściśliwość),
−
uszczelnianie układu (duża lepkość cieczy),
−
smarowanie par tarciowych (lepkość w warunkach roboczych),
−
odprowadzanie ciepła (niska lepkość z dobrym smarowaniem),
−
ochrona przed zużyciem (dodatki przeciwzużyciowe),
−
ochrona przed korozją (inhibitory korozji),
−
zabezpieczenie przed szkodliwym działaniem powietrza,
−
zabezpieczenie przed szkodliwym działaniem wody.
Skład oleju hydraulicznego powinien być tak dobrany, aby olej nie tworzył dużej ilości
piany, a jednocześnie posiadał zdolności szybkiego wydzielania powietrza z objętości (olej
może zawierać do 9% powietrza).
Obok zwiększonej ściśliwości, obecność powietrza przyśpiesza proces starzenia oleju.
Ciecz robocza powinna posiadać zdolność wchłonięcia pewnej ilości wody (kondensatu
z wilgotnego powietrza) ale również zdolność do demulgowania tj. wydzielenia wody
w większej ilości pojawiającej się w oleju (przecieki z zewnątrz).
Z uwagi na występującą wysoką jakość urządzeń (małe luzy) ciecze hydrauliczne muszą
zachowywać wysoką czystość i muszą się dać łatwo filtrować
Oleje sprężarkowe
Smarowanie elementów mających bezpośredni kontakt ze sprężanym czynnikiem winno
się odbywać przy pomocy specjalnie opracowanych olejów sprężarkowych Ogólne
wymagania wynikają z:
−
temperatury i ciśnienia sprężanego gazu (odporność na utlenianie i brak skłonności do
tworzenia osadów),
−
olej nie powinien zawierać lotnych składników, a jego temperatura zapłonu powinna być
wyższa od najwyższej temperatury w układzie o ok. 50
o
C,
−
wymaganej czystości medium,
−
konstrukcji sprężarki.
Lepkość oleju powinna być na tyle duża, aby zapewnić dobre smarowanie, jednak na tyle
niska, aby umożliwić wnikanie oleju w węzły smarowe.
Oleje turbinowe
Oleje turbinowe mają za zadanie:
−
smarowanie i odprowadzanie ciepła z łożysk,
−
smarowanie i chłodzenie przekładni mechanicznych,
−
przenoszenie impulsów w hydraulicznym układzie sterowania pracą turbiny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Oleje turbinowe musi więc charakteryzować:
−
odpowiednia plastyczność,
−
wysoka odporność na utlenianie,
−
bardzo dobre własności przeciwrdzewne,
−
brak zanieczyszczeń mechanicznych,
−
odporność na pienienie,
−
zdolność do wydzielania zdespergowanego w oleju powietrza (określane jako czas
potrzebny do osiągnięcia 0,2% objętości).
Problemem jest pojawianie się wody w oleju (turbiny parowe), która wpływa negatywnie
na własności olejów.
Przemysłowe oleje przekładniowe
Wśród różnego typu przekładni, szczególnie ciężkie warunki pracy mają przekładnie
zębate (wysokie naciski i temperatura styku, współpraca w warunkach tarcia tocznego
z poślizgiem) Od środków smarujących przekładnie wymaga się:
−
zmniejszenia tarcia, zużycia i ochrony przed zatarciem (środki EP = Extreme Pressure),
−
chłodzenia styku tarciowego,
−
zmniejszanie hałasu i wibracji,
−
odprowadzania produktów zużycia ze strefy tarcia,
−
ochrony przed korozją,
−
stabilności termicznej i odporności na utlenianie,
−
odporności na pienienie i zdolności do szybkiego wydzielania powietrza.
Rodzaj środka smarowego, który można zastosować w danej przekładni zależy od
temperatury pracy i obciążeń przekładni:
−
przy niskich obciążeniach i temperaturze 0–70
o
C stosowane są stałe powłoki smarowe,
−
ze wzrostem obciążenia przechodzi się na smary plastyczne i oleje mineralne,
−
najwyższe obciążenia przenoszą oleje EP (do 120
o
C)
−
przy temperaturach niższych niż 0
o
C i powyżej 100
o
C konieczne jest stosowanie
poliglikoli i polialfaolefin.
Ciecze obróbkowe
W procesach wytwarzania elementów maszyn często stosuje się obróbkę ubytkową
(toczenie, frezowanie, wiercenie itp.), plastyczną (wytłaczanie) oraz obróbkę specjalną (np.
obróbka erozyjna). Np. podczas procesu skrawania wytwarza się duża ilość ciepła i konieczne
jest stosowanie cieczy chłodzących, które jednocześnie spełniają funkcje smarowe i ochronne
(przed korozją).
Przy wytłaczaniu zastosowanie cieczy pozwala na zmniejszenie oporów tarcia przy
obróbce i odprowadzenie ciepła z procesu.
Najszerszą grupę stanowią ciecze chłodząco-smarujące stosowane przy obróbce
ubytkowej. Są to:
−
oleje obróbkowe,
−
emulsje do obróbki metali,
−
mikroemulsje,
−
ciecze syntetyczne,
−
pasty obróbkowe,
−
gazy,
−
inne środki specjalne (roztopione metale, sole).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Oleje obróbkowe (mineralne i inne) stosuje się, gdy wymagana jest duża dokładność
obróbki. Dodaje się do nich dodatki smarnościowe, inhibitory korozji i utleniania. Wadą jest
małe ciepło właściwe, co ogranicza ilość ciepła odprowadzanego ze strefy skrawania.
Emulsje obróbkowe zawierają najczęściej 2–8% oleju emulgującego. Przez dużą
zawartość wody lepiej odprowadzają ciepło. Znajdują zastosowanie przy obróbce z dużymi
prędkościami przy niewielkich obciążeniach w strefie styku Syntetyczne ciecze obróbkowe
(roztwory substancji chemicznych) nie zawierają olejów mineralnych. Obok dobrych
własności eksploatacyjnych mają wysoką stabilność eksploatacyjną.
Inne środki przemysłowe
Oleje znajdują zastosowanie jeszcze w innych dziedzinach przemysłu, są to:
−
oleje grzewcze,
−
oleje hartownicze,
−
oleje izolacyjne.
Oleje grzewcze stosuje się jako nośniki ciepła do maksymalnej temperatury 340
o
C (oleje
mineralne). Mają zadowalającą pojemność cieplną i małą lepkość (zachodzi efektywna
wymiana ciepła).
Oleje hartownicze zapewniają schłodzenie hartowanego elementu z szybkością kilkuset
stopni na sekundę. Temperaturę w której jest najlepsze odprowadzanie ciepła można
kształtować przez stosowanie odpowiednich dodatków. Stosowane są wielkocząsteczkowe
polimery, które przy wysokiej temperaturze tworzą na powierzchni elementu hartowanego
osady będące miejscem zarodkowania powstawania pęcherzyków (miejsc intensywnej
wymiany ciepła).
Wśród olei izolacyjnych rozróżnia się:
−
transformatorowe – mające izolować i chłodzić uzwojenia oraz rdzeń transformatorów,
−
łącznikowe – służące do gaszenie łuku elektrycznego w stykach elektrycznych,
−
kablowe – przeznaczone do izolowania i chłodzenia kabli energetycznych,
−
kondesatorowe – które są zarówno cieczami izolacyjnymi jak i dielektrykami wpływając
na pojemność kondensatorów.
Zazwyczaj oleje izolacyjne są przeznaczone do długotrwałej pracy (nawet 20 lat). Muszą
posiadać odpowiednie własności w tym odporność na utlenianie, niską skłonność do
wydzielania gazów, wysoką temperaturę zapłonu, odpowiednią płynność.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie funkcje spełniają środki smarne?
2.
Jak dzielimy środki smarne?
3.
Kiedy stosujemy smarowanie gazowe?
4.
Jak powinno przebiegać prawidłowe gospodarowanie materiałami eksploatacyjnymi?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.3.3. Ćwiczenia
Ćwiczenie 1
Na podstawie Dokumentacji Techniczno-Ruchowej dobierz potrzebne materiały
eksploatacyjne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać dokładnej analizy dokumentacji pod kątem występowania materiałów
eksploatacyjnych,
2)
wypisać potrzebne materiały eksploatacyjne,
3)
uszeregować je według ważności spełniania zadań,
4)
dokonać oznaczenia tych materiałów,
5)
wypełnić arkusz do ćwiczeń,
6)
dokonać prezentacji opracowania.
Wyposażenie stanowiska pracy:
–
komplet dokumentacji DTR,
–
arkusz papieru formatu A4,
–
formularz z pytaniami prowadzącymi,
–
arkusz do ćwiczeń,
–
literatura z rozdziału 6 Poradnika dla ucznia,
–
wskazana możliwość dostępu do komputera i Internetu.
Ćwiczenie 2
Na podstawie wylosowanych oznaczeń materiałów eksploatacyjnych dokonaj
rozpoznania i przeznaczenia tych materiałów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z wylosowanymi oznaczeniami,
2)
zapisać jakie to materiały,
3)
opisać jakie będą spełniać zadania,
4)
wypełnić arkusz do ćwiczeń,
5)
dokonać prezentacji opracowania.
Wyposażenie stanowiska pracy:
–
wydruk wylosowanych oznaczeń,
–
arkusz papieru formatu A4,
–
formularz z pytaniami prowadzącymi,
–
arkusz do ćwiczeń,
–
katalogi z materiałami eksploatacyjnymi,
–
wskazana możliwość dostępu do komputera i Internetu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić funkcje środków smarnych?
□
□
2)
dokonać podziału środków smarnych?
□
□
3)
dokonać podziału materiałów eksploatacyjnych?
□
□
4)
dokonać doboru materiałów eksploatacyjnych?
□
□
5)
posłużyć się dokumentacją DTR?
□
□

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.4.
Zasady użytkowania i obsługiwania maszyn i urządzeń
4.4.1.
Materiał nauczania
O prawidłowym użytkowaniu maszyn i urządzeń oraz efektywności pracy decydują,
kwalifikacje pracowników, czyli przygotowanie do zawodu, doświadczenie oraz zdolności
i chęć do pracy.
Kierowanie użytkowaniem maszyn i urządzeń polega na wydawaniu i wykonywaniu
poleceń oraz kontrolowaniu i koordynowaniu tego procesu.
W celu unikania awarii maszyny, należy użytkować ją zgodnie z przeznaczeniem
oraz przestrzegać zalecanych zasad użytkowania.
Okres przyspieszonego zużywania powinien nastąpić po długim okresie normalnej
eksploatacji i wtedy następuje bardzo szybkie zużycie, co wiąże się z częstymi i drogimi
naprawami lub złomowaniem maszyny.
Naprawa obiektów technicznych ma na celu przywrócenie wartości użytkowej wskutek
zużycia. W zakładach przemysłowych obowiązuje system planowo-zapobiegawczych napraw,
który zorganizowany jest zgodnie z wcześniej przygotowanymi instrukcjami
i normami.
System planowo-zapobiegawczych napraw obejmuje całokształt czynności związanych
z należytym użytkowaniem, konserwacją, przeglądami technicznymi i planowaniem
oraz wykonywaniem napraw maszyn i urządzeń.
System ten przewiduje dokładne planowanie przeglądów i napraw oraz ustala ich zakres
oraz częstotliwość, co powoduje znaczne przedłużenie okresu eksploatacji maszyn i urządzeń.
Za stan techniczny i właściwą eksploatację maszyn i urządzeń odpowiada kierownik
wydziału użytkującego dane maszyny lub urządzenia. Natomiast odpowiedzialność
za zapewnienie prawidłowych zasad gospodarki konserwacyjno-naprawczej ponoszą działy
głównego mechanika i głównego energetyka przedsiębiorstwa.
Remonty kapitalne oraz średnie maszyn i urządzeń wykonuje się w wydziałach
remontowych danego przedsiębiorstwa. Wydziały te muszą być wyposażone w odpowiednie
obrabiarki i urządzenia umożliwiające wykonanie napraw oraz muszą dysponować pełnym
asortymentem części zamiennych. Remonty kapitalne maszyn i urządzeń wykonuje
się również w specjalistycznych zakładach remontowych.
Okres między dwoma remontami kapitalnymi lub czas zainstalowania nowej maszyny
do remontu kapitalnego, mierzony w godzinach pracy maszyny lub w kalendarzowych
jednostkach czasu, nazywa się cyklem remontowym. W okresie tym, czyli między dwoma
kolejnymi remontami kapitalnymi, dokonuje się w ustalonej kolejności i odstępach czasu
przeglądów (obsług okresowych) oraz remontów bieżących i średnich. Długość cyklu
remontowego i jego struktura, tzn. liczba, rodzaj i kolejność przeglądów (obsług okresowych)
i remontów w czasie cyklu, zależą od tego, w jaki sposób występuje nierównomierność
zużywania się części. Poszczególne części zużywają się w różnym czasie i dlatego należy
w różnych okresach przewidywać remonty bieżące lub średnie, ażeby wymienić lub naprawić
pewne grupy części.
Dla poszczególnych maszyn i urządzeń przyjmuje się cykle remontowe o różnej długości
i strukturze:
–
dla obrabiarek skrawających do metali oraz pras mechanicznych i hydraulicznych
przewiduje się cykl dziewięcioremontowy o czasie cyklu 24000 godzin i następującej
kolejności przeglądów i remontów:
0/K-OO-RB-OO-RB-OO-RS-OO-RB-OO-RB-OO-RS-OO-RB-OO-RB-OO-RK

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
–
dla obrabiarek automatycznych, młotów, kuźniarek i nożyc przyjmuje się cykl
sześcioremontowy o czasie cyklu 16000 godzin i następującej kolejności przeglądów
i remontów:
0/K-OO-RB-OO-RB-OO-RS-OO-RB-OO-RB-OO-RK
gdzie:
0/K – data uruchomienia lub ostatniego remontu kapitalnego,
OO – obsługa okresowa (przegląd techniczny), obejmująca czynności związane
z regulacją zespołów i mechanizmów, usunięciem usterek i uszkodzeń,
myciem i czyszczeniem, ustaleniem stopnia zużycia poszczególnych części
i zespołów dla określenia szczegółowego zakresu naprawy,
RB – remont bieżący, obejmuje naprawę lub wymianę szybko zużywających się
części. W zakres remontu bieżącego wchodzą również wszystkie czynności
przeglądu technicznego,
RS – remont średni, obejmuje naprawę lub wymianę szybciej zużywających się
części zespołów w celu zapewnienia prawidłowej eksploatacji maszyny lub
urządzenia do następnego remontu średniego i kapitalnego. Remont średni
obejmuje również wszystkie czynności remontu bieżącego,
RK – remont kapitalny, obejmuje naprawę lub wymianę wszystkich części, a nawet
całych zespołów ulegających zużyciu w celu przywrócenia pierwotnej lub
zbliżonej do pierwotnej wartości użytkowej maszyny lub urządzenia.
W uzasadnionych przypadkach dopuszcza się odstępstwa od przyjętych struktur i czasu
trwania cyklu. Odstępstwa te mogą wynikać z innych rozwiązań konstrukcyjnych danej
maszyny lub dokonanych modernizacji. Czas trwania cyklu dla tych samych maszyn może
być różny i zależy do warunków pracy i obciążenia.
Remonty i przeglądy w zakładzie przemysłowym planuje się w odniesieniu do każdej
maszyny na podstawie jej cyklu remontowego oraz do całego parku maszynowego, ustalając
roczne i miesięczne plany remontów. Cykl remontowy, zaplanowane terminy poszczególnych
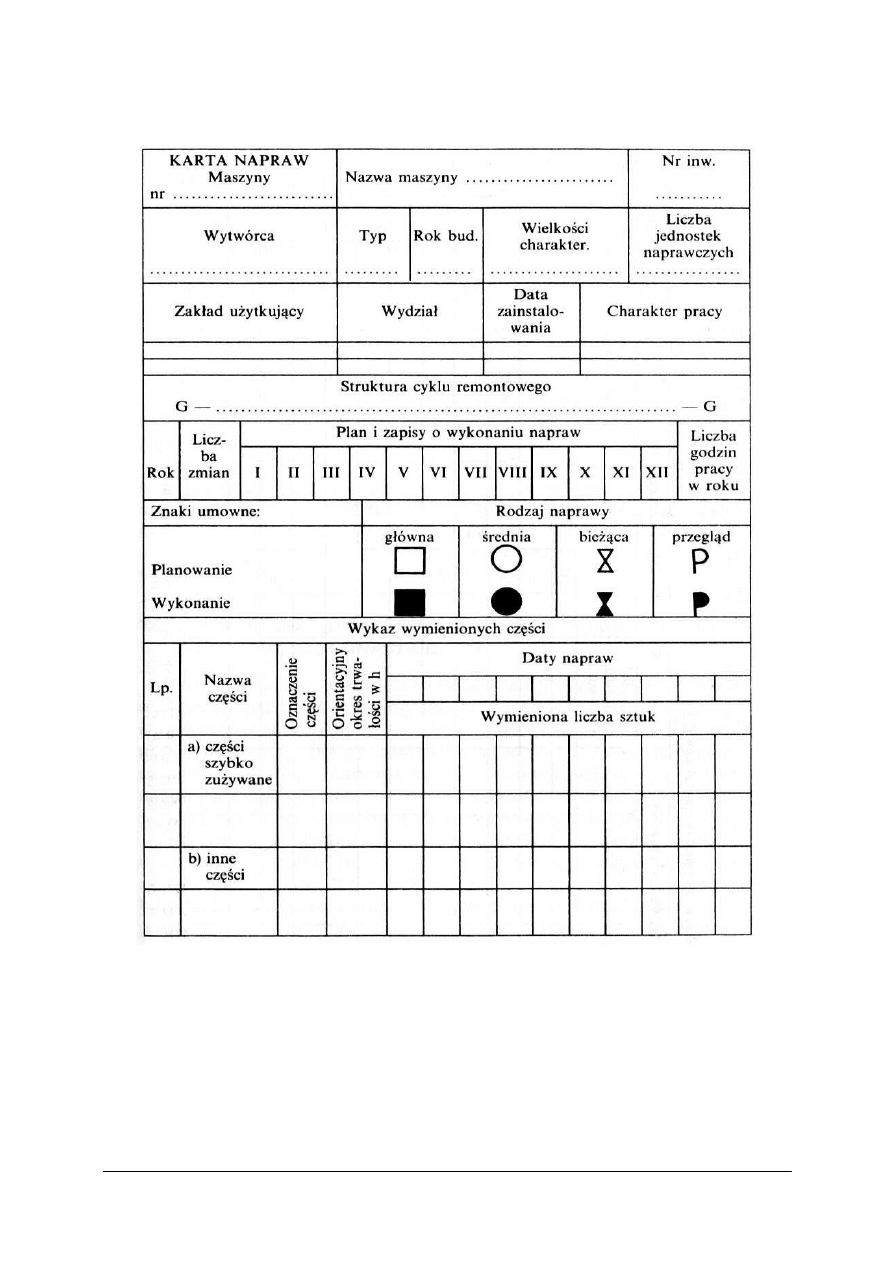
przeglądów i napraw oraz wykaz wymienionych części dla danej maszyny zapisuje
się w karcie napraw (remontu) maszyny. Wzór tego dokumentu znajduje się w tabeli 3.
W karcie tej odnotowuje się również wykonane naprawy i przeglądy, liczbę godzin pracy
maszyny w roku i wymienione części. Na podstawie kart naprawczych maszyn wykonuje się
roczny plan napraw i przeglądów dla całego parku maszynowego danego zakładu
przemysłowego. Wzór tego dokumentu znajduje się w tabeli 4.
Zakres napraw dla konkretnego przypadku określany jest w Dokumentacji Techniczno-
Ruchowej (DTR) tej maszyny. Przegląd techniczny wykonuje się wykorzystując przestoje
od pracy, bezpośrednio na wydziale gdzie pracuje maszyna.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Tabela 3. Karta naprawy (remontu) maszyny [4, s. 317]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
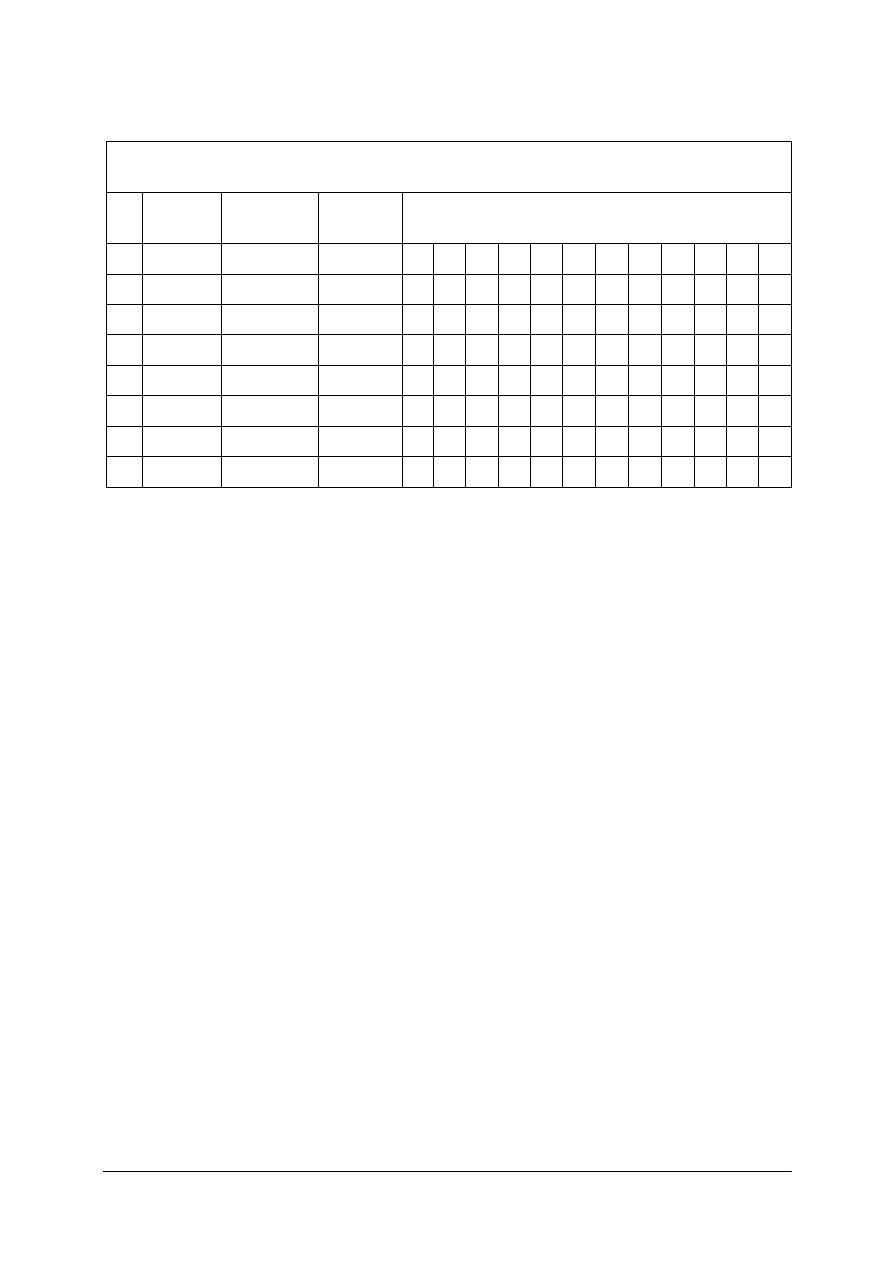
Tabela 4. Roczny plan remontów i przeglądów [4, s. 318]
Nazwa zakładu pracy
Roczny
plan
napraw
przeglądów
rok................
Lp
Nazwa
Maszyny
Nr
inwentarza
Liczba
jednostek
Miesiące
1
2
3
4
I
II III IV V VI VII VII IX X XI XII
W zakres prac wykonywanych podczas obsługi okresowej (przeglądu technicznego)
wchodzą:
–
częściowy demontaż maszyny lub urządzenia,
–
czyszczenie i mycie poszczególnych elementów maszyny lub urządzenia, bądź mycie
i czyszczenie układów smarowania i chłodzenia oraz wymianę olejów lub innych
ś
rodków smarnych,
–
sprawdzenie i pomiar zespołów dławicowych, styków i zespołów uszczelniających,
–
przegląd i badanie łożysk, sprzęgieł i czopów wałów, przekładni zębatych, łańcuchów
napędowych, pędni, urządzeń ciernych, armatury, przewodów elektrycznych, izolacji
maszyn elektrycznych,
–
wykonanie pomiarów luzów,
–
określanie stopnia zużycia i czasów pracy zespołów i części, a tym samym ustalenie
zakresu rzeczowego oraz terminu następnego remontu,
–
sprawdzenie i wyregulowanie dokładności pracy maszyny zgodnie z ustaloną dla niej
klasą dokładności,
–
sprawdzenie za pomocą odpowiednich przyrządów pomiarowo-kontrolnych osi maszyn
i urządzeń technologicznych,
–
wyważenie urządzeń napędowych maszyny lub urządzenia technologicznego,
–
sprawdzenie działania przyrządów pomiarowo – kontrolnych i urządzeń regulacyjnych,
–
usuwanie drobnych uszkodzeń, a także ewentualna wymiana niektórych części,
–
wykonanie wszystkich czynności wchodzących w zakres obsługi codziennej
(sprawdzenie czystości maszyn, częstotliwości i jakości smarowania mechanizmów
i połączeń oraz ich regulacji, działania mechanizmów, stanu osłon ochrony i ogólnego
bezpieczeństwa pracy).
W przypadku stwierdzenia podczas przeglądu usterek, uszkodzeń lub zużycia
poszczególnych części lub zespołów, wymagających naprawy lub wymiany, należy
zanotować to w protokole przeglądu i zakwalifikować obrabiarkę do naprawy, ustalając
również jej zakres. Drobne naprawy można wykonać w ramach przeglądu technicznego.
Podczas odbioru obrabiarki po przeglądzie sprawdza się stan zabezpieczenia przed
wypadkiem oraz działanie obrabiarki bez obciążenia i pod obciążeniem. Jeżeli podczas
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
przeglądu dokonano także naprawy, to sprawdza się wówczas wykonanie zakresu prac
wymienianych w protokole przeglądu. Wyniki pomiarów i prób wpisuje się do protokołu
odbioru obrabiarki po naprawie. Wzór tego dokumentu technologicznego znajduje się
w tabeli 5.
Tabela 5. Protokół odbioru obrabiarki po naprawie [4, s. 324]
PROTOKÓŁ ODBIORU OBRABIARKI PO NAPRAWIE NR ..............................
Zakład .............................................................................................................Wydział ...............
Nazwa obrabiarki ........................................ typ .................................. nr inw. .........................
Obrabiarka przepracowała od ostatniej naprawy ......................................... godz. .....................
Rodzaj naprawy ................................. data rozp. ................................... data zak. ......................
I. Wykaz przedłożonych dokumentów stanowiących podstawę do odbioru obrabiarki po
naprawie
(zlecenie wykonania naprawy, protokół przeglądu kwalifikującego do naprawy, wyniki
kontroli między operacyjnej itd).
II. Ocena stanu wykonania wszystkich prac objętych zakresem naprawy wg protokołu
przeglądu
III. Ocena stanu zabezpieczeń przed wypadkami
IV. Wyniki prób pracy obrabiarki bez obciążenia na stanowisku prób
V. Wyniki prób pracy obrabiarki pod obciążeniem na stanowisku prób
VI. Wyniki sprawdzania dokładności obrabiarki
VII. Orzeczenie komisji odbioru
VIII. Wyniki pomiarów, odbioru ostatecznego na stanowisku roboczym po wstępnej 2 ÷ 3
dniowej eksploatacji
IX. Końcowe zalecenia komisji:
Data …………………………….
Podpisy komisji odbioru ..........................................
..........................................

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Remont bieżący obejmuje naprawę lub wymianę szybko zużywających się części
oraz czynności regulacyjne. Dokonuje się jej przeważnie bez demontażu maszyny lub
urządzenia z fundamentu. Koszt remontu bieżącego nie powinien przekroczyć 15% wartości
odtworzeniowej maszyny.
Remont bieżący obejmuje:
–
wszystkie czynności wykonywane podczas bieżącej obsługi codziennej oraz
przy przeglądach,
–
wymianę lub naprawę najszybciej zużywających się części, jeśli te czynności wynikają
z ustalonego cyklu remontowego.
Zakres czynności wykonywanych podczas remontu bieżącego zależy przede
wszystkim od:
–
stopnia skomplikowania budowy maszyny,
–
ustalonych warunków eksploatacyjnych,
–
przyjętej metody remontów,
–
jakości i terminowości wykonywanych przeglądów okresowych.
Zasady bezpiecznego użytkowania maszyn
Istotnym czynnikiem wpływającym na jakość i wydajność pracy jest bezpieczeństwo
i higiena pracy. Stworzenie bezpiecznych, higienicznych warunków pracy jest obowiązkiem
pracodawcy. Bezpośredni użytkownik (operator) maszyny musi przestrzegać w pełni
ustanowionych w tym zakresie przepisów. Przepisy takie określa się w sposób zwięzły
w formie instrukcji. Mogą to być instrukcje BHP, dotyczące wszystkich pracowników,
a także dotyczące użytkownika konkretnych maszyn i urządzeń, tzw. instrukcje stanowiskowe
przeznaczone dla operatorów.
Ważnym elementem oceny bezpiecznego użytkowania maszyn jest ocena ryzyka
zawodowego na określonym stanowisku pracy. W związku z tym opracowuje
się dokumentację, która zawiera:
–
przygotowanie
do
oceny
stanowiska
pracy
(ustalenie
wymagań
ogólnych
dla pomieszczenia, stanowiska pracy i pracownika, identyfikację zagrożeń i stosowanych
ś
rodków ochrony),
–
opracowanie karty pomiaru ryzyka zawodowego,
–
opracowanie dokumentacji programu naprawczego (opracowanie działań korygujących
i zapobiegawczych, zapoznanie pracowników z wynikami oceny, ustalenie daty następnej
oceny).
Bezpośredni nadzór i odpowiedzialność za stan techniczny oraz prawidłowe
wykorzystanie i użytkowanie maszyn i urządzeń należą do kierownika wydziału.
Bezpośrednią odpowiedzialność za użytkowanie maszyny ponoszą kierownicy
oddziałów, mistrzowie i brygadziści oraz pracownicy obsługujący. Dlatego powinni ściśle
przestrzegać instrukcji użytkowania, a szczególnie smarowania i utrzymywać porządek na
stanowisku pracy. O wszelkich zauważonych usterkach, awariach i nieprawidłowościach
powinni natychmiast zawiadomić swoich przełożonych.
Do sprawnego obsługiwania maszyn i urządzeń, szczególnie konserwacji, przeglądów
i usuwania drobnych awarii, wyznaczone są tzw. brygady utrzymania ruchu.
Służby eksploatacyjne kierują użytkowaniem urządzeń. W systemie kierowania można
wyróżnić trzy podstawowe procesy działania: wykorzystanie posiadanych zasobów,
ich utrzymanie i odnowienie. Zadania takich służb przedstawione są w tabeli 6.
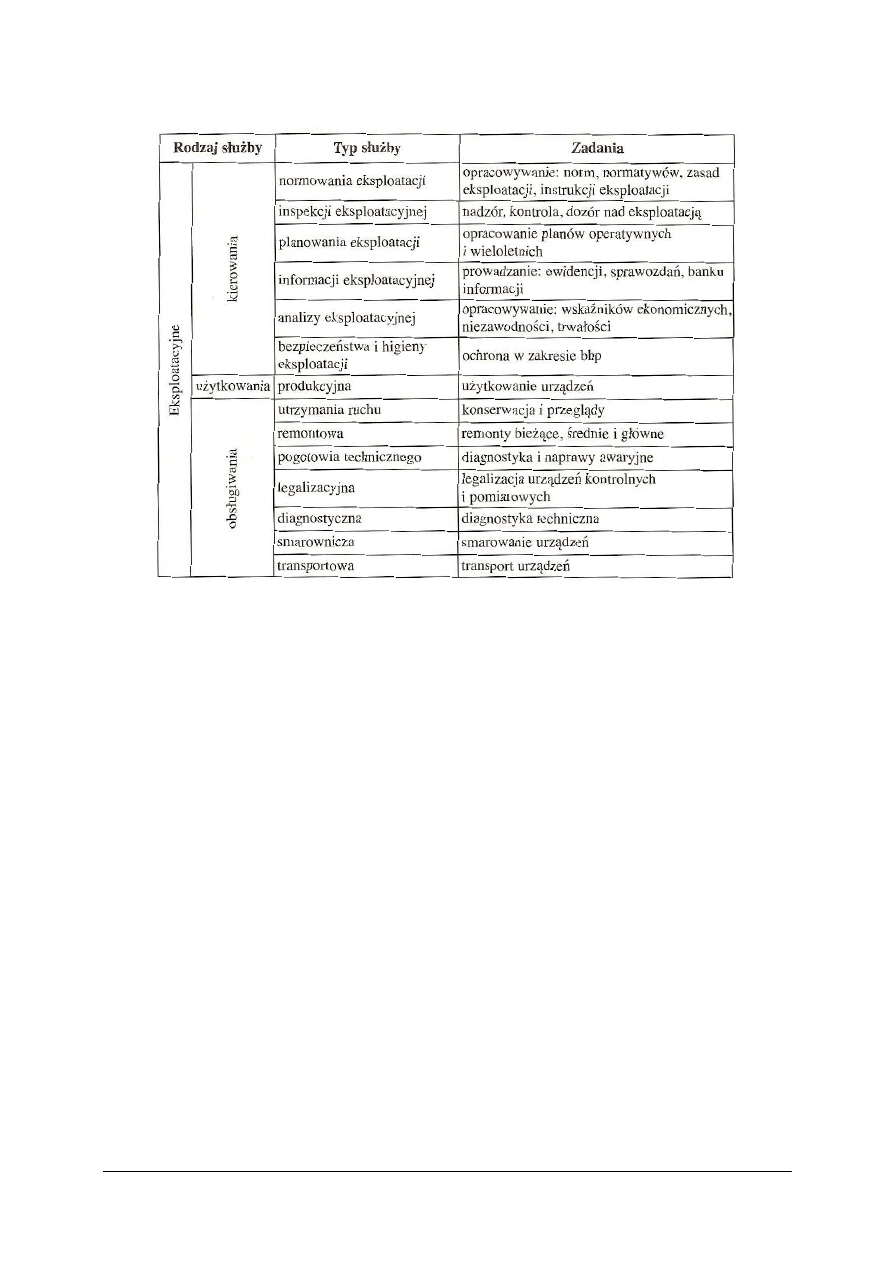
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Tabela 6. Zadania służb eksploatacyjnych [5, s. 83]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie prace należy wykonać podczas przeglądu technicznego (okresowego) maszyny?
2.
Jakie rozróżniamy czynności konserwacyjno-naprawcze?
3.
Co zawiera Dokumentacja Techniczno-Ruchowa maszyny?
4.
W jaki sposób zaplanować cykl remontowy maszyny?
5.
Jakie rozróżniamy dokumenty technologiczne cyklu remontowego?
6.
Jak zaplanować przebieg przeglądu technicznego (okresowego)?
7.
Co zawiera dokumentacja technologiczna remontu maszyny?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj przegląd techniczny (obsługę okresową) młota matrycowego. Zapisz
w punktach przebieg prac wykonywanych podczas przeglądu technicznego (obsługi
okresowej) młota matrycowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeprowadzić analizę instrukcji (tekstu przewodniego),
2)
zorganizować stanowisko pracy,
3)
zapisać kolejne zabiegi wykonywane podczas przeglądu technicznego (obsługi
okresowej) młota,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4)
wykonać przegląd techniczny (obsługę okresową) młota przygotowanego do przeglądu,
zgodnie z zaleceniami tekstu przewodniego,
5)
dokonać oceny poprawności wykonanego ćwiczenia,
6)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania (tekst przewodni),
–
młot matrycowy,
–
dokumentacja przygotowana do przeglądu technicznego młota,
–
komplet narzędzi kontrolno-pomiarowych,
–
literatura z rozdziału 6 Poradnika dla ucznia.
Ćwiczenie 2
Uzupełnij druk: „Karta naprawy maszyny” dla młota sprężarkowego. Brakujące dane
wypisz z załączonej Dokumentacji Techniczno-Ruchowej młota.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować instrukcję (tekst przewodni) oraz materiał nauczania (pkt. 4.4.1.),
2)
zorganizować stanowisko pracy,
3)
przeanalizować treści zapisane w ,,Karcie naprawy maszyny”,
4)
przeanalizować dokumentację techniczno-ruchową młota sprężarkowego,
5)
wypełnić druk: Karta naprawy maszyny (zgodnie z załączoną instrukcją),
6)
dokonać oceny poprawności wykonanego ćwiczenia,
7)
zaprezentować efekty swojej pracy.
Wyposażenie stanowiska pracy:
–
druk dokumentu: Karta naprawy maszyny,
–
Dokumentacja Techniczno-Ruchowa młota sprężarkowego,
–
instrukcja do wykonania ćwiczenia (tekst przewodni),
–
literatura z rozdziału 6 Poradnika dla ucznia.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować cykl naprawczy maszyny?
2)
określić zakres czynności konserwacyjno-naprawczych?
3)
objaśnić cel planowania remontów?
4)
wypełnić dokumenty technologiczne cyklu remontowego maszyny?
5)
zaplanować przebieg czynności konserwacyjno-naprawczych?
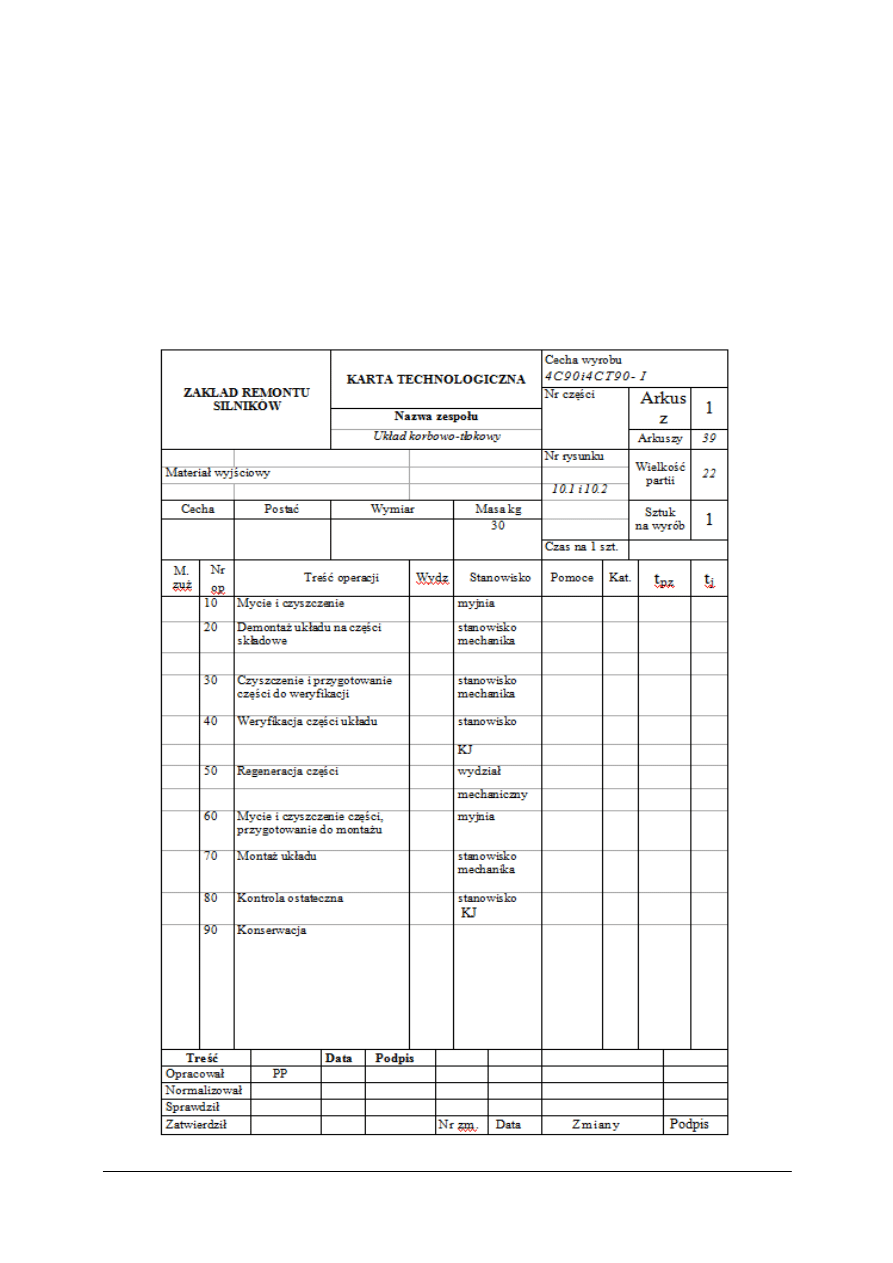
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.5. Proces technologiczny remontu maszyn. Weryfikacja części
maszyn i metody ich regeneracji
4.5.1. Materiał nauczania
Procesy technologiczne remontu maszyn są różne w zależności od rodzaju remontu
oraz maszyny, która jest poddawana remontowi. Zakres remontu dla konkretnego przypadku
określany jest w dokumentacji techniczno – ruchowej (DTR) tej maszyny.
Przykład karty technologicznej remontu układu korbowo
−
tłokowego pokazuje tabela 7.
Tabela 7. Karta technologiczna procesu technologicznego naprawy (remontu) [5, s.118]
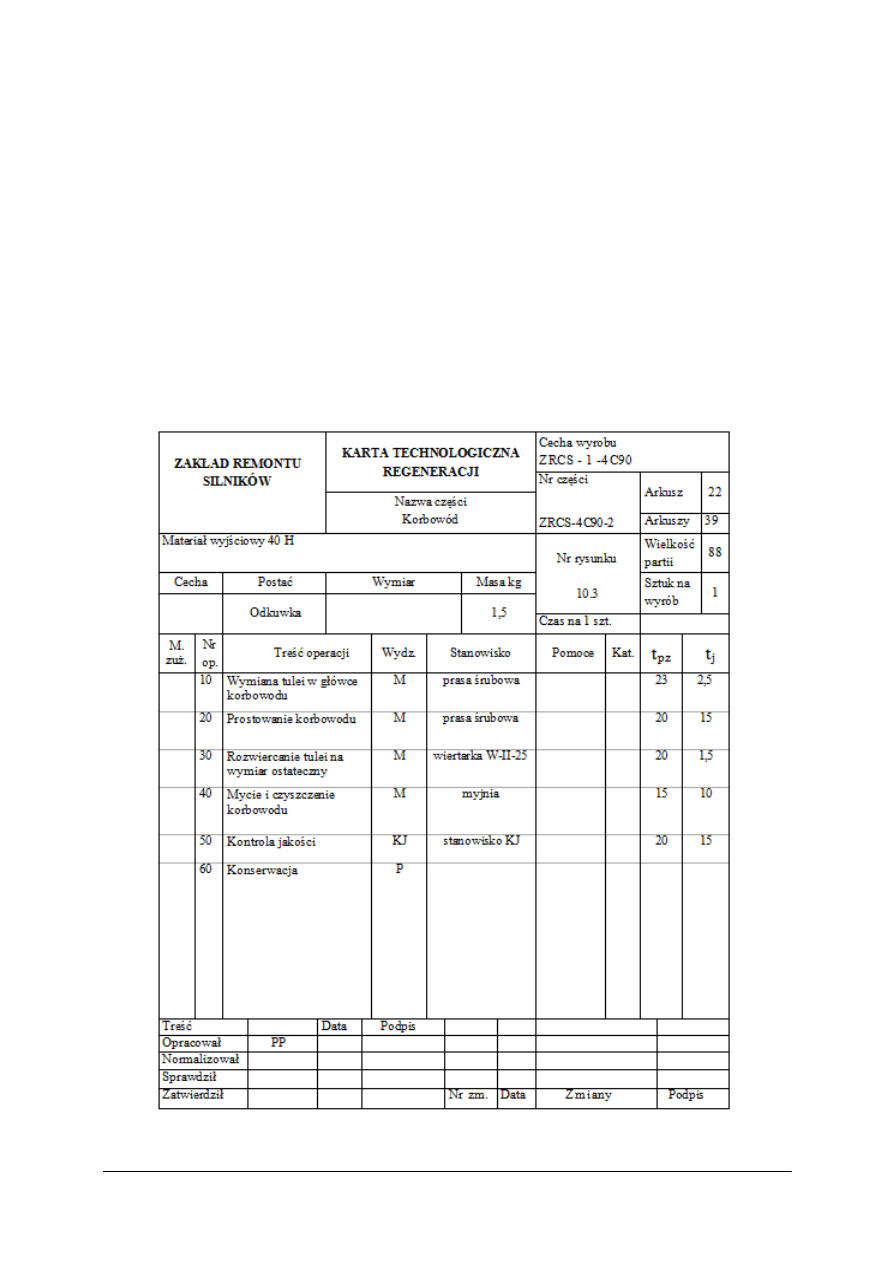
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Fazy procesu technologicznego remontu są następujące:
–
przyjęcie maszyn i urządzeń do remontu,
–
oczyszczenie i demontaż,
–
weryfikacja zespołów i części,
–
regeneracja i wymiana części,
–
montaż,
–
badania oraz odbiór maszyn i urządzeń po remoncie,
–
ustawienie maszyn i urządzeń.
Karta Technologiczna Remontu jest podstawowym dokumentem zawierającym spis
wszystkich faz procesu.
Remonty posiadają również szczegółowe dokumenty technologiczne. Przykładem takich
dokumentów jest Karta Technologiczna Regeneracji przedstawiona w tabeli 8 oraz Karta
Technologiczna Montażu przedstawiona w tabeli 9
Tabela 8
.
Karta technologiczna regeneracji [5, s. 121]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Tabela 9. Karta technologiczna montażu [5, s. 123]
Opracował
PP
Sprawdził
ZAKŁAD REMONTU
SILNIKÓW
KARTA TECHNOLOGICZNA
MONTAśU
Typ urządzenia
Silnik 4 C 90
Układ
korbowo-tłokowy
Zatwierdził
Nr operacji
Pracownik
Nazwa i opis czynności
Nr instrukcji
Warunki
wykonania
Wyposażenie
technologiczne
Grupa
Czas
10
Mechanik
montaż podzespołu
korbowodu cylindra 1
1
zestaw kluczy
20
Mechanik
montaż podzespołu
korbowodu cylindra 2
2
zestaw kluczy
30
Mechanik
montaż podzespołu
korbowodu cylindra 3
3
zestaw kluczy
40
Mechanik
montaż podzespołu
korbowodu cylindra 4
4
zestaw kluczy
50
Mechanik
przygotowanie wału
korbowego do montażu
5
zestaw kluczy
60
Mechanik
montaż podzespołu
korbowodu cylindra 1 na
wale
6
zestaw kluczy
70
Mechanik
montaż podzespołu
korbowodu cylindra 2 na
wale
7
zestaw kluczy
80
Mechanik
montaż podzespołu
korbowodu cylindra 3 na
wale
8
zestaw kluczy
90
Mechanik
montaż podzespołu
korbowodu cylindra 4 na
wale
9
zestaw kluczy
100
Mechanik
montaż koła zamachowego
10
zestaw kluczy
110
Kontroler
kontrola jakości
11
wyposażenie KJ
Proces technologiczny remontu maszyn rozpatrzymy na przykładzie remontu średniego
i remontu kapitalnego maszyny.
Remont średni ma znacznie szerszy zakres niż bieżący i może być dokonywany
na stanowisku pracy maszyny lub po zdemontowaniu jej z fundamentu i dostarczeniu
do wydziału remontowego. Koszt takiego remontu nie powinien przekroczyć 40÷50%
wartości odtworzeniowej maszyny.
W zakres pracy wykonywanych podczas remontu średniego wchodzą:
–
czynności przeglądu technicznego (okresowego) i remontu bieżącego,
–
czyszczenie, mycie zdemontowanych zespołów i części oraz ich weryfikacja,
–
określenie zakresu prac i wykonanie protokołu przeglądu,
–
wymiana zużytych łożysk tocznych,
–
regeneracja zużytych czopów wałków,
–
regulacja, regeneracja lub wymiana łożysk ślizgowych oraz dopasowanie do nich czopów
wałów,
–
wymiana okładzin ciernych sprzęgieł i hamulców,
–
regeneracja powierzchni ciernych przekładni bezstopniowych,
–
wymiana uszkodzonych klinów i wpustów oraz naprawa rowków i dopasowanie,
–
wymiana uszkodzonych przewodów układów smarowania, chłodzenia i hydraulicznego,
–
naprawa pomp olejowych i chłodzenia,
–
naprawa urządzeń napędu hydraulicznego,
–
struganie powierzchni roboczych stołów i naprawa rowków teowych,
–
szlifowanie lub skrobanie łoża maszyny w razie potrzeby,
–
naprawa urządzeń kopiujących,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
–
wymiana zużytych kół zębatych i wałków,
–
naprawa wyposażenia normalnego i specjalnego w razie potrzeby,
–
regeneracja części,
–
montaż maszyn, sprawdzenie działania bez obciążenia i pod obciążeniem, sprawdzenie
dokładności.
Odbiór maszyny po remoncie średnim jest dokonywany na tych samych zasadach,
co po remoncie bieżącym.
Kolejność czynności wykonywanych podczas remontu średniego jest następująca:
–
odłączenie maszyny od sieci elektrycznej i wymontowanie silnika,
–
oczyszczenie całej maszyny,
–
demontaż maszyny na zespoły przewidziane do naprawy,
–
czyszczenie zespołów,
–
demontaż zespołów,
–
mycie poszczególnych części i ich weryfikacja,
–
montaż zespołów,
–
sprawdzenie dokładności i próby maszyny.
Remont kapitalny ma na celu przywrócenie maszynie pełnej wartości użytkowej. Zakres
remontu kapitalnego obejmuje całkowity demontaż maszyn, weryfikację części oraz naprawę
lub wymianę wszystkich zużytych części i zespołów. Koszt remontu kapitalnego nie powinien
przekroczyć 75% wartości odtworzeniowej maszyny.
Weryfikacja części maszyn ma na celu ocenę jakości używanych części maszyn
oraz podjęcie decyzji, co do dalszego użytkowania. Przed weryfikacją części maszynowe
są dokładnie myte, a jeśli zachodzi potrzeba to również czyszczone mechanicznie np. przez
piaskowanie. Dokładne czyszczenie i mycie powierzchni umożliwia precyzyjne stwierdzenie
stopnia zużycia.
Ocena poszczególnych części oparta jest na wzrokowej obserwacji oraz dokładnych
pomiarach. W związku z tym potrzebne są odpowiednie narzędzia pomiarowe, jak suwmiarki,
mikrometry, czujniki, szczelinomierze itp. Po takiej ocenie następuje segregacja części
i sporządzanie wykazu usterek. Części, które nie wymagają żadnej naprawy są gromadzone
oddzielnie i pobierane do ponownego montażu maszyny. Niektórych części nie opłaca
się naprawiać i te stanowią grupę do złomowania lub materiału, który można zużytkować
do wykonania innych części. Ostatnią grupę stanowią części wymagające naprawy,
przekazuje się je do odpowiednich oddziałów w celu przywrócenia im przydatności
do dalszego użytkowania.
Wszystkie części trzech grup oznakowuje się (cechuje się) w widoczny sposób,
aby nie zaszły pomyłki. Cech tych, np. w postaci znaków wykonanych farbami różnych
kolorów na częściach do naprawy, nie należy umieszczać na powierzchniach pracujących.
Natomiast na częściach wybrakowanych cechy umieszcza się w miejscu, które stało
się przedmiotem wyeliminowania części, jako niezdatnej do naprawy. Wyniki weryfikacji
odnotowuje się na specjalnym arkuszu weryfikacyjnym.
Części zużyte należy zastąpić nowymi i w związku z tym trzeba dysponować częściami
zamiennymi. Duża liczba części masowo używanych w budowie maszyn podlega
normalizacji. Do części znormalizowanych ogólnego zastosowania należą np. śruby, nakrętki,
wkręty. Części te przeważnie znajdują się w magazynie i nie ma kłopotów z ich otrzymaniem.
Normalizacja w dużym stopniu ułatwia prace naprawcze. Części przydatne tylko
do określonej maszyny lub urządzenia, jak np. części zamienne do samochodów, motocykli,
obrabiarek, są ujęte katalogami fabrycznymi, przy czym każda z nich ma swój symbol lub
numer. Części te są produkowane w dużych seriach i można je zakupić. Części te muszą być
wykonane bardzo dokładnie, o małych tolerancjach wymiarowych, żeby gwarantowały pełną
wymienność bez dodatkowego dopasowania. Naprawa maszyn przez wymianę części trwa
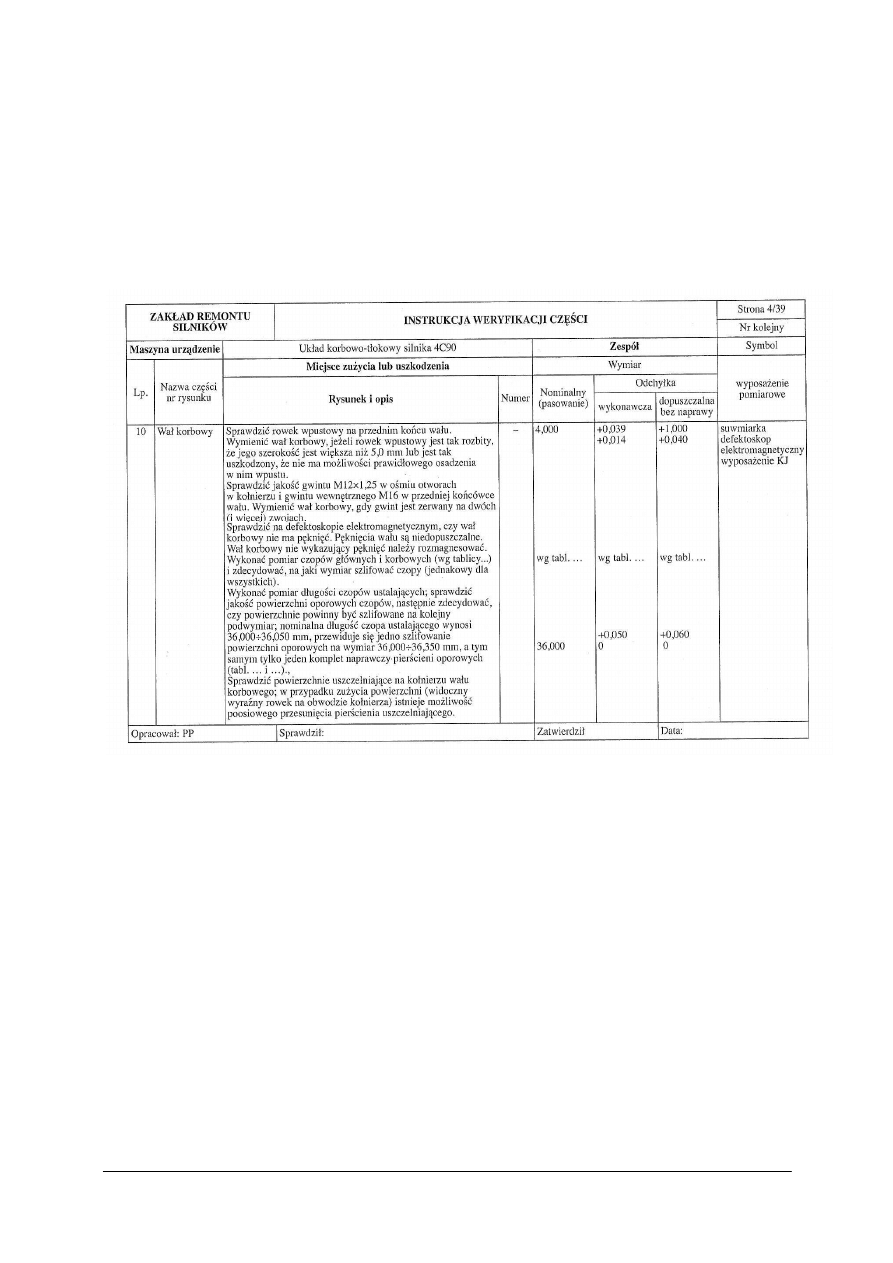
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
przeważnie bardzo krótko i jest bardzo ekonomiczna. Nie zawsze jednak można otrzymać
części zamienne, zwłaszcza do maszyn i urządzeń starych, już nie produkowanych,
lub niektórych maszyn pochodzenia zagranicznego. Wtedy części te należy dorabiać,
co jest bardzo kosztowne.
W czasie dokonywania weryfikacji części posługujemy się specjalną instrukcją, w której
opisujemy miejsce zużycia lub uszkodzenia tej części z ewentualnym rysunkiem.
Przykład takiej karty pokazano w tabeli 10.
Tabela 10. Przykładowa instrukcja weryfikacji części [5, s. 120]
Weryfikacja zespołów może odbywać się przed demontażem lub po odłączeniu zespołu.
Badania zespołów często prowadzone są na oddzielnych stanowiskach diagnostycznych.
Regeneracja części maszyn to przywracanie właściwości użytkowych częściom
zużytym lub uszkodzonym. Regeneracja może mieć charakter obróbki kompleksowej
lub wystarczy wykonać operację regeneracyjną. Typowe operacje regeneracyjne to
tulejowanie lub obróbka fragmentu części maszynowej. W zależności od specyfiki części
metody regeneracji są następujące:
–
wymiarów remontowanych,
–
elementów dodatkowych np. kompensujących,
–
selekcji części użytkowanych,
–
odkształceń plastycznych np. spęczanie, prostowanie,
–
nakładanie powłok metalowych np. napawanie, nakładanie powłok galwanicznych,
–
nakładanie powłok z tworzyw sztucznych,
–
nakładanie powłok galwanicznych,
–
nakładanie kompozytów metalożywicznych.
Wybór metody regeneracyjnej zależy głównie od czynników charakteryzujących części
maszyn, a mianowicie:
–
rodzaju elementu,
–
rodzaju materiału,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
–
sposobu obróbki cieplnej i rodzaju obróbki powierzchni,
–
rodzaju, wartości i rozkładu zużycia oraz uszkodzenia,
–
kształtu i profilu elementu,
–
rodzaju pasowania.
Natomiast na wybór sposobu regeneracji mają wpływ:
–
przyczepność warstwy regeneracyjnej do podłoża,
–
trwałość i odporność warstwy na zużycie,
–
wytrzymałość połączenia regeneracyjnego w rzeczywistych warunkach użytkowania,
–
inne cechy warstwy lub połączenia regeneracyjnego, a zwłaszcza możliwość wystąpienia
pęknięć.
Badania oraz odbiór maszyn i urządzeń po remoncie
Badania oraz odbiór maszyn i urządzeń po remoncie ma na celu sprawdzenie,
czy uzyskano wymaganą zdatność użytkową wyrobu (jakość) oraz czy został wykonany
zakres wszystkich uprzednio ustalonych prac.
Na przykład odbiór prasy po naprawie polega na sprawdzeniu dokładności i działania bez
obciążeń i pod obciążeniem. Pomiarów dokładności dokonuje się na podstawie ściśle
określonych norm, które przewidują dokonanie pomiarów dotyczących:
–
płaskości powierzchni stołu i płaskości powierzchni suwaka,
–
prostopadłości przesuwu suwaka do płaszczyzny stołu i prostopadłości osi gniazda
narzędziowego suwaka do dolnej płaszczyzny suwaka,
–
równoległości dolnej płaszczyzny suwaka do płaszczyzny stołu,
–
bicia promieniowego i osiowego kół zamocowanych na wale głównym i na wale
pośrednim.
Dopuszczalne odchyłki i sposób pomiaru określa norma PN-70/M-55691.
Podczas próby pracy na biegu luzem i pod obciążeniem sprawdza się prawidłowość
działania mechanizmów i pasowanie łożysk ślizgowych badając, czy nie nagrzewają
się nadmiernie. Ostateczny odbiór prasy następuje po 3-dniowej wstępnej eksploatacji.
Odbiór maszyn i urządzeń po remoncie odbywa się na podstawie tzw. warunków odbioru
technicznego (WOT), opracowanych szczegółowo dla każdego rodzaju i typu maszyn
i urządzeń, które umożliwiają kontrolę jakości remontowanego urządzenia lub maszyny.
Warunki odbioru technicznego maszyn i urządzeń po remoncie powinny zawierać:
–
dokładną nazwę, symbol i typ urządzenia lub maszyny, dla której zostały opracowane,
–
wykaz norm stosowanych przy odbiorze,
–
opis techniczny urządzenia lub maszyny,
–
główne dane techniczne charakteryzujące urządzenie lub maszynę,
–
wykaz i wzory protokółów odbiorczych i kart pomiarów,
–
wykaz części wykonywanych z materiałów atestowanych oraz sposób ich cechowania,
–
wytyczne dotyczące przygotowania maszyny do badań odbiorczych,
–
określenie miejsca i rodzaju odbioru,
–
określenie rodzajów i zakresu badań odbiorczych,
–
wykaz i charakterystykę przyrządów i urządzeń do przeprowadzania badań,
–
zakres wymagań technicznych stawianych maszynie oraz dopuszczalne odchyłki
od założonych danych,
–
wytyczne do sprawdzenia wyglądu zewnętrznego,
–
wytyczne do sprawdzenia elementów sterowania i obsługi,
–
wytyczne do sprawdzenia maszyny nieobciążonej (na biegu luzem),
–
wytyczne do sprawdzenia maszyny podczas pełnego obciążenia,
–
inne wytyczne wynikające ze specyfiki maszyny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Bezpieczeństwo i higiena pracy podczas remontów
Stanowiska remontowe powinny być zorganizowane w pomieszczeniach odpowiednio
przystosowanych, zapewniających higieniczne warunki pracy. O wielkości powierzchni
i wysokości pomieszczeń decydują wielkości remontowanych maszyn.
Na każdego pracownika zatrudnionego przy pracach remontowych powinno przypadać
nie mniej niż 13 m
3
wolnego pomieszczenia oraz co najmniej 2 m
2
wolnej przestrzeni
podłogi, na której nie ma urządzeń technicznych, maszyn, sprzętu oraz remontowanej
maszyny.
Podłogi w pomieszczeniach warsztatowych nie mogą być śliskie, muszą być szczelne,
bez wybojów i zadziorów, wykonane z materiałów niewytwarzających pyłów, łatwe
do czyszczenia, nieprzewodzące ciepła oraz wytrzymałe na obciążenia.
Okna w pomieszczeniach warsztatowych powinny zapewniać dostateczne oświetlenie
naturalne oraz należyte przewietrzenie tych pomieszczeń. Szyby w oknach muszą być zawsze
czyste, w razie potrzeby należy je zaopatrzyć w urządzenia chroniące przed promieniowaniem
słonecznym.
Urządzenia mogące powodować wypadki, np. części wirujące lub przesuwające
się z dużą prędkością, znajdujące się w przejściach i miejscach łatwo dostępnych, powinny
być osłonięte odpowiednimi osłonami, barierami, zagrodami. Przejścia miedzy stanowiskami
pracy nie mogą być zastawiane ani zaśmiecane.
Wszelkie podstawy i podpórki do ustawiania ciężkich urządzeń na wysokości powyżej
0,6 m powinny być stabilne i pewne w użyciu.
Podczas prób pierwszego uruchomienia maszyny po remoncie, szczególnie prób
wytrzymałościowych części mechanicznych i przy zwiększonej prędkości obrotowej, obsługa
nadzorująca wykonanie prób powinna mieć odpowiednio zabezpieczone stanowisko
lub powinna zachować bezpieczna odległość od maszyny.
We wszystkich pomieszczeniach wydziału remontowego, w których występują czynniki
zwiększające niebezpieczeństwo porażenia prądem elektrycznym takie jak: wilgotność,
podłogi wykonane z materiału nieizolującego, wysoka temperatura, pył przewodzący prąd itp.
należy stosować napięcie obniżone do 24 V.
Stanowiska, na których istnieje możliwość porażenia prądem, powinny być wyposażone
w odpowiedni sprzęt bhp: drążki izolacyjne, rękawice, kalosze gumowe dielektryczne,
pomosty izolacyjne, chodniki gumowe. Narzędzia montera elektryka powinny być specjalnie
izolowane. Należy bezwzględnie stosować się do przepisów przeciwpożarowych.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest proces technologiczny remontu?
2.
Jakie operacje należy wykonać w procesie remontowym?
3.
Jakie dokumenty technologiczne opisują proces remontowy?
4.
Czy wypełnisz dokumentację procesu technologicznego remontu?
5.
Czy wykonasz operacje procesu technologicznego remontu maszyn?
6.
Co zawiera dokument Warunki Odbioru Technicznego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
4.5.3. Ćwiczenia
Ćwiczenie 1
Zapisz, w punktach, treść kolejnych operacji procesu technologicznego remontu
kapitalnego prasy mimośrodowej. Wykonaj operację demontażu mechanizmu napędowego
tej prasy na części składowe, przeprowadź weryfikację zdemontowanych części oraz wykonaj
naprawę napędu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją bhp na stanowisku demontażu,
2) zorganizować stanowisko pracy,
3) zapoznać się z materiałem nauczania,
4) ustalić i zapisać kolejne operacje naprawy mechanizmu napędowego,
5) ustalić kolejność czynności podczas demontażu mechanizmu napędowego,
6) dokonać demontażu mechanizmu napędowego na części składowe,
7) dokonać weryfikacji części mechanizmu,
8) dokonać naprawy mechanizmu,
9
dokonać oceny poprawności wykonania ćwiczenia,
10) zaprezentować efekty swojej pracy.
Wyposażenie stanowiska pracy:
–
papier formatu A4 z zapisanym poleceniem do zadania,
–
przyrządy pomiarowe,
–
stół montażowy,
–
prasa mimośrodowa,
–
części zamienne mechanizmu napędowego,
–
ś
rodki czyszczące,
–
komplet narzędzi do demontażu i montażu.
Ćwiczenie 2
Wykonaj regenerację uszkodzonego połączenia wpustowego dla załączonego zespołu.
Uzupełnij druk „Karta technologiczna regeneracji”.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcjami bhp na stanowiskach obróbkowych,
2)
przeanalizować treść zadania,
3)
zorganizować stanowisko pracy,
4)
zapoznać się z materiałem nauczania,
5)
dokonać regeneracji rowka wpustowego na wale,
6)
dokonać oceny poprawności wykonania ćwiczenia,
7)
zaprezentować efekty swojej pracy.
Wyposażenie stanowiska pracy:
–
dokumentacja przygotowana przez nauczyciela,
–
zespół z połączeniem wpustowym,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
–
przyrządy pomiarowe,
–
spawarka,
–
frezarka,
–
tokarka.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować operacje procesu technologicznego remontu?
2)
wypełnić dokumentację technologiczną remontu?
3)
dokonać weryfikacji części maszyn i zespołów?
4)
dokonać regeneracji części maszyn?
5)
wykonać operacje montażu i demontażu zespołów maszyn
i urządzeń?
6)
określić zakres dokumentu Warunki Odbioru Technicznego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKACJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, odłóż zaznaczenie odpowiedzi
na później i wróć do niego, gdy zostanie Ci wolny czas.
8.
Na rozwiązanie testu masz 40 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1.
Proces technologiczny napraw obejmuje wykonanie
a)
rysunków ofertowych.
b)
rysunków wykonawczych.
c)
czyszczenia i demontażu.
d)
fundamentowania maszyny.
2.
Obiektem technicznym jest
a)
dowolny wytwór cywilizacji technicznej.
b)
tylko hala produkcyjna.
c)
tylko hala montażowa.
d)
tylko budynek administracyjny.
3.
Przez pojęcie obsługiwania maszyny i urządzenia należy rozumieć
a)
przeglądy techniczne.
b)
utrzymywanie obiektu w stanie zdatności.
c)
zapobieganie powstawaniu uszkodzeń.
d)
obsługa maszyn w czasie pracy.
4.
Zarządzanie obiektem technicznym to procesy
a)
decyzyjne.
b)
planistyczne.
c)
planistyczno-decyzyjne.
d)
utrzymujące obiekt w stanie zdatności.
5.
W urządzeniach mechanicznych tarcie występuje
a)
we wszystkich zespołach i mechanizmach ruchowych.
b)
tylko w zespołach.
c)
tylko w mechanizmach.
d)
tylko w częściach wykonujących ruch.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
6.
Weryfikacji podlegają
a)
tylko wybrane elementy maszyn.
b)
tylko uszkodzone elementy maszyn.
c)
wszystkie elementy maszyn.
d)
tylko elementy przeznaczone do remontu.
7.
Dla młotów, kuźniarek i nożyc przyjmuje się cykl
a)
pięcioremontowy.
b)
sześcioremontowy.
c)
ośmioremontowy.
d)
dziewięcioremontowy.
8.
Indywidualny układ smarowania występuje wtedy, gdy
a)
ś
rodek smarny jest dostarczany indywidualnie do urządzenia.
b)
każdy punkt smarowania ma własny zbiornik.
c)
punkt smarowania jest jeden dla maszyny.
d)
każdy pracownik indywidualnie dokonuje smarowania.
9.
W zakres cyklu remontowego wchodzi największa ilość
a)
przeglądów technicznych.
b)
remontów kapitalnych.
c)
remontów średnich.
d)
remontów bieżących.
10.
Koszt remontu kapitalnego nie powinien przekroczyć wartości odtworzeniowej maszyny
w wysokości
a)
65%.
b)
70%.
c)
75%.
d)
80%.
11.
Olej maszynowy o symbolu 16 przeznaczony jest do smarowania
a)
łożysk tocznych.
b)
łożysk ślizgowych.
c)
przekładni zębatych.
d)
prowadnic.
12.
Podczas zużywania ustabilizowanego ubytek materiału z powierzchni następuje
a)
w chwili uruchamiania maszyny.
b)
przez cały czas trwania procesu.
c)
w chwili zwiększonego obciążenia.
d)
przez narastanie mikropęknięć.
13.
Oleje hartownicze mają na celu
a)
chłodzenie elementu z szybkością kilkuset stopni na sekundę.
b)
zgromadzenie dużej ilości ciepła.
c)
izolowanie i chłodzenie uzwojenia.
d)
chłodzenie, smarownie i ochronę przed korozją .

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
14.
Korozja elektrochemiczna jest procesem niszczenia metali pod wpływem
a)
prądu elektrycznego przepływającego za pośrednictwem elektrolitu.
b)
działania gazów toksycznych.
c)
działania środków chemicznych.
d)
zmian warunków atmosferycznych.
15.
Regeneracją części maszyn nazywamy
a)
przywracanie ich właściwości użytkowych.
b)
wymianę uszkodzonych na nowe.
c)
dobieranie zamienników.
d)
likwidację uszkodzonych.
16.
Warunki odbioru technicznego maszyn nie powinny zawierać
a)
wytycznych dotyczących sprawdzenia wydajności maszyn.
b)
wytycznych dotyczących sprawdzenia dokładności maszyn.
c)
wytycznych dotyczących określania amortyzacji maszyn.
d)
określenia miejsca odbioru maszyn.
17.
Smar maszynowy o symbolu 2 służy do smarowania średnio obciążonych powierzchni
ś
lizgowych o temperaturze pracy do
a)
60
o
C.
b)
70
o
C.
c)
80
o
C.
d)
85
o
C.
18.
Codzienna obsługa maszyn nie obejmuje sprawdzenia
a)
czystości maszyn.
b)
działania mechanizmów jezdnych.
c)
pomiaru bicia wrzeciona.
d)
stanu osłon ochronnych.
19.
Zużycie umiarkowane następuje gdy maszyna
a)
pracuje na wolnych obrotach.
b)
jest racjonalnie wykorzystywana.
c)
wykorzystywana w warunkach sprzyjających.
d)
pracuje w normalnych warunkach.
20.
Smarownice są urządzeniami, które
a)
automatycznie smarują części.
b)
po ręcznym napełnieniu smarem lub olejem samoczynnie zasilają nim
współpracujące części.
c)
samoczynnie pobierają środek smarny.
d)
sygnalizują brak środka smarnego między częściami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
KARTA ODPOWIEDZI
Imię i nazwisko ...............................................................................
Użytkowanie i obsługiwanie maszyn i urządzeń
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
6.
LITERATURA
1.
Górecki A, Grzegórski Z.: Technologia. Ślusarstwo przemysłowe i usługowe. WSiP,
Warszawa 1998
2.
Górecki A. Grzegórski Z: Technologia. Montaż, naprawa i eksploatacja maszyn
i urządzeń przemysłowych. WSiP, Warszawa 1996
3.
Grzegórski Z.: Technologia. Eksploatacja i naprawa maszyn i urządzeń. WSiP,
Warszawa 1984
4.
Grzegórski Z.: Technologia. Montaż maszyn i urządzeń. WSiP, Warszawa 1983
5.
Legutko S.: Podstawy eksploatacji maszyn i urządzeń. WSiP, Warszawa 2004
6.
Solis H., Lenart T.: Technologia i eksploatacja maszyn. WSiP, Warszawa 1982
7.
Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 2001
Czasopisma:
–
Mechanik,
–
Przegląd Mechaniczny.
Wyszukiwarka
Podobne podstrony:
operator maszyn i urzadzen do obrobki plastycznej 812[01] z1 02 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z1 02 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 02 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 02 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z1 01 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 02 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z1 01 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 02 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 02 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 02 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 02 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z1 01 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z1 01 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 03 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 04 n
więcej podobnych podstron