
Automatyczna szlifierka
Model LC35E-CNC
Instrukcja obsługi maszyny sterowanej numerycznie
UT.MA. r.s.l.
Via Francesco Petrarca 16
20021 Barberino Val d’Elsa (FI) Włochy
Tel. 0039-055-8078244 Fax 0039-055-8078498

Szlifierka LC35E-CNC posiada dedykowane sterowanie numeryczne, które zarządza ostrzeniem frezów
prostych i spiralnych.
Jej programowanie jest nad wyraz łatwe, ponieważ wprowadzone MENU (nie pasuje mi to menu ale nie
potrafię znaleźć kontekstu) nie dopuszczają poważnych błędów programowania.
Niektóre parametry programowania wymagają jednak od użytkownika szczególnej ostrożności: liczba
zębów, skok pochylenia/nachylenia spirali freza, dosuw tarczy szlifierskiej, dosuw głowicy mogą
spowodować nieodwracalne szkody, jeśli ich wartości nie zostaną poprawnie podane.
Stosowanie sterowania numerycznego
Zastosowanie sterowania numerycznego nie jest skomplikowane, ponieważ wprowadzone MENU (tak
jak wyżej) umożliwiają programowanie tylko parametrów biorących udział w danym momencie.
Najważniejsze elementy sterowania związane są z klawiaturą i monitorem, należy zatem zapoznać się z
ich właściwym użytkowaniem.

Elektromechaniczne urządzenia mają następujące funkcje:
Funkcje przycisków na tablicy sterowniczej (nie wiem czy tak nie byłoby lepiej)
1 – Joystick do przesuwu kolumny (oś Z) i obrotu głowicy (oś A)
2 – Przełącznik do włączania obrotów tarczy szlifierskiej
3 – Włącznik główny
4 – Przycisk bezpieczeństwa
5 – Wolne miejsce na szczególne zastosowania
6 – Lampka kontrolna: tablica rozdzielcza pod napięciem
7 – Przełącznik obrotów tarczy szlifierskiej w prawo/ w lewo
8 – Włącznik silnika wrzeciennika (opcjonalnie)
9 – Włącznik oświetlenia
10 – Joystick do poruszania stołu (oś X) i sań (oś Y)
11 – Włącznik chłodzenia
12 – Potencjometr do ustawiania prędkości obrotowej tarczy szlifierskiej
13 – Potencjometr do ustawiania prędkości obrotowej wrzeciennika
14 – Potencjometr do ustawiania prędkości ruchu osi
PROGRAM VMD I KLAWISZE FUNKCJI
Program VMD ma szczególnie ważną funkcję dla zastosowania sterowania numerycznego. Dzięki niemu
wprowadzane są wszystkie parametry programowania.
Komputer uruchamia się automatycznie poprzez aktywację włącznika blokady drzwi na tylnej stronie
maszyny. Gdy WINDOWS się uruchomi, należy kliknąć na ikonę/symbol programu VMD, aby rozpocząć
program szlifowania.
Program szlifowania opiera się na precyzyjnej filozofii dotyczącej używania ikon. Poniżej wymieniono
wszystkie symbole ikon i ich zastosowanie.
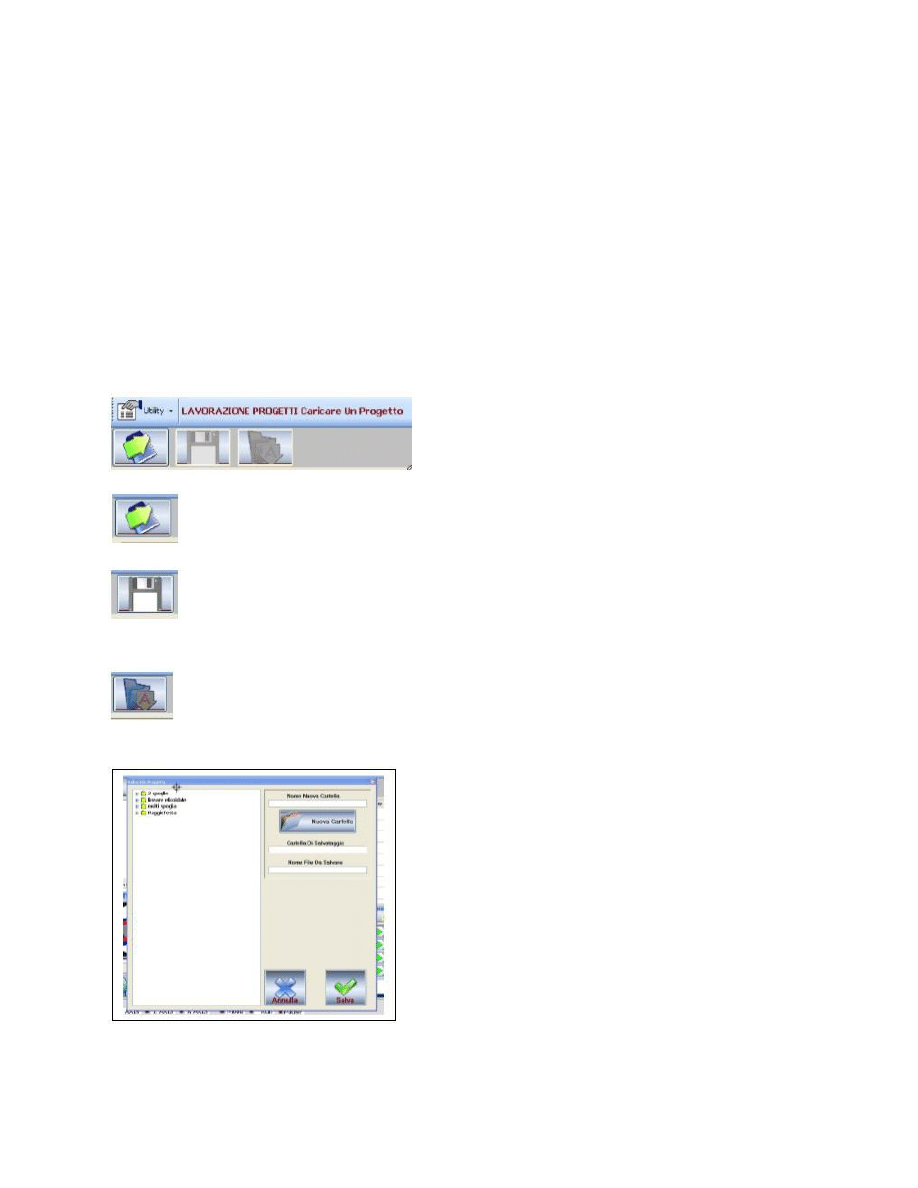
Te trzy ikony w pierwszym okienku na monitorze u góry mają następujące funkcje:
Otworzyć projekt: wybór programu, który chce się uruchomić i już istniejący plik
Zapisać projekt: poprzez kliknięcie na tą ikonkę zapisuje się dane programu i uzupełnia te już
istniejące
Zapisać plik projektu: Zapisuje się dane programu pod nową nazwą i ewentualnie w nowym
katalogu

Ikonki w środkowej części monitora są niezbędnymi elementami do programowania i pozycjonowania
osi, są objaśnione w dalszej części.
W dolnej części ekranu znajdują się ikony sterownia funkcjami (???).
Funkcja programowania szlifowania
Funkcja programowanie przy użyciu języka ISO (G-kody)???
Funkcja zerowania osi/pozycja zerowa osi
Funkcja nieaktywny
Funkcja alarm
Funkcja profilowanie (opcjonalnie)
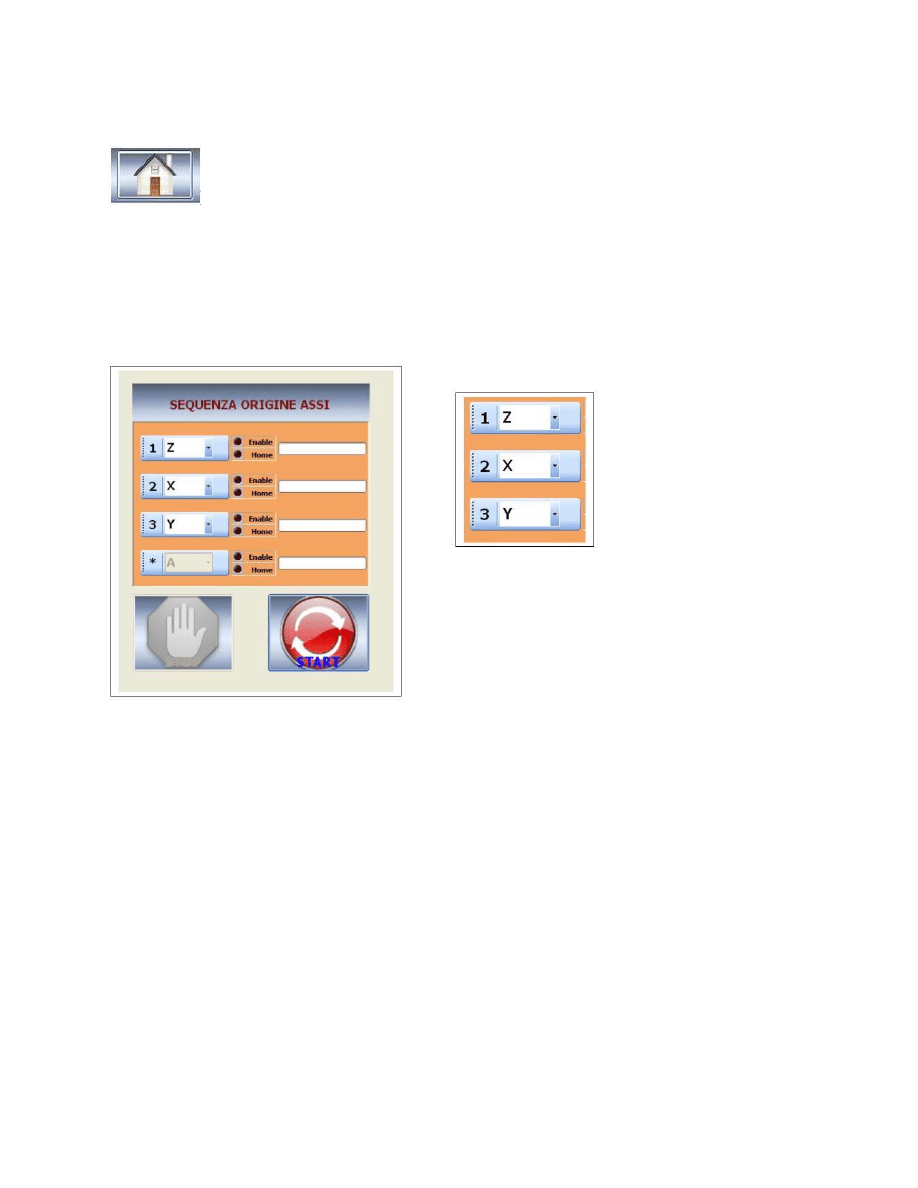
Po rozpoczęciu pracy z programem osie muszą zostać najpierw ustawione w położeniu zerowym.
Należy przekręcić włącznik „3”, aby włączyć zasilanie, a następnie wybrać funkcję – pozycja zerowa osi.
Okno pozycji zerowej otworzy się, po naciśnięciu przycisku START osie zaczną się poruszać i ustawią się
na pozycji zerowej.
Kolejność ruchu osi jest ustalana poprzez ustawienia polu 1, 2 lub 3.
Funkcja ta może zostać przerwana w każdym momencie, wystarczy uruchomić przycisk STOP.
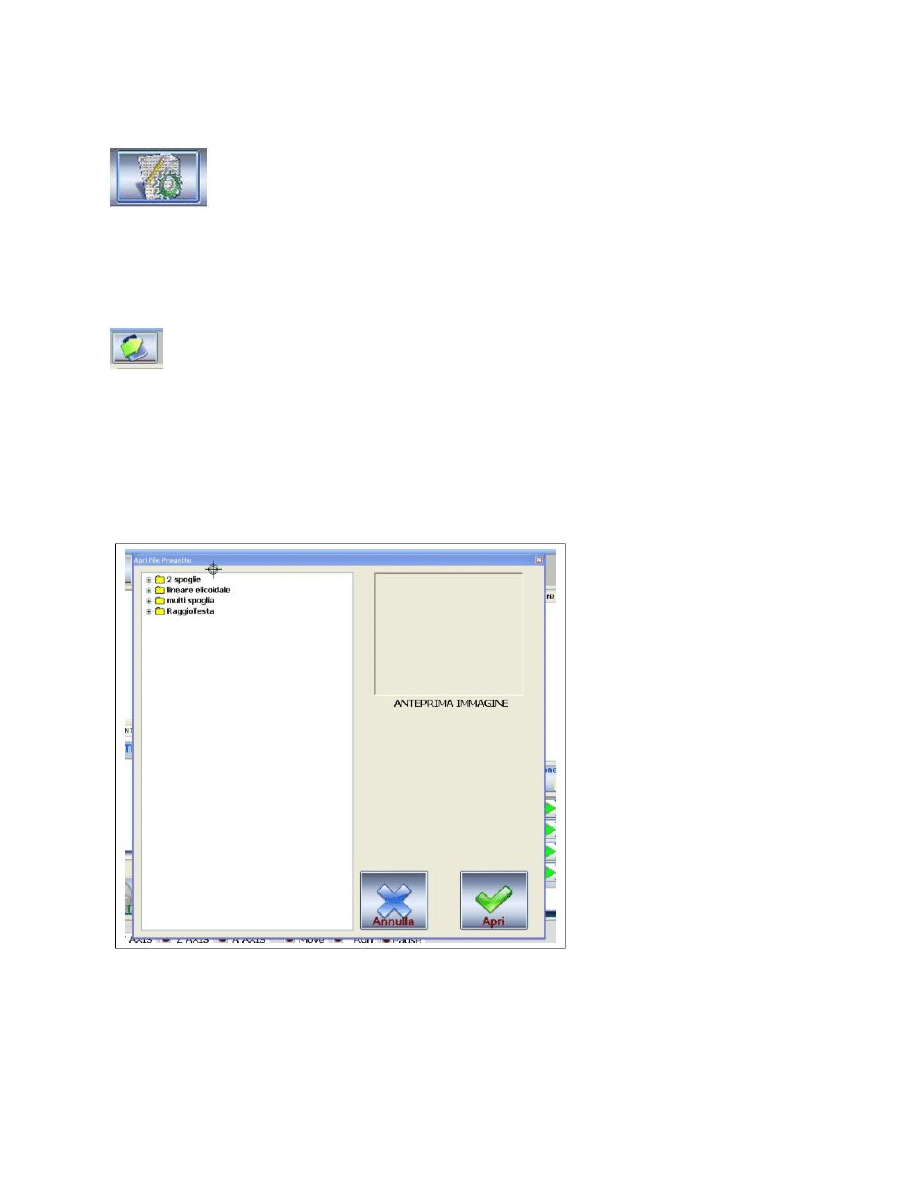
Funkcja programowania szlifowania
Po ustawieniu osi w położeniu zerowym otrzymuje się dostęp do właściwego programowania
szlifowania.
W pierwszej kolejności należy otworzyć projekt i wybrać rodzaj programu, który ma być realizowany:
Program: 2 kąty przyłożenia ostrza
Program: rowkowanie liniowe, spiralne ??? nie wiem jak to określić
Program: kilka kątów przyłożenia ostrza
Program: promień głowicy podziałowej
Gdy jeden z tych programów zostanie wybrany, otworzy się podkatalog, w którym zawarte są zapisane
dane tego programu.

Po wybraniu i otworzeniu pliku uzyskuje się dostęp do funkcji programowania frezów.
Po prawej stronie ekranu znajdują się opisy i wartości przyporządkowane do parametrów szlifowania.
Opisy zmieniają się w zależności od programu i następnie eksportowane są na dół (??? a nie czasem że
zostanie to wyjaśnione poniżej).
Po tym jak wartości szlifowania zostaną zaprogramowane, trzeba podać liczbę ostrzy frezów i określić
punkty początku i końca szlifowania.
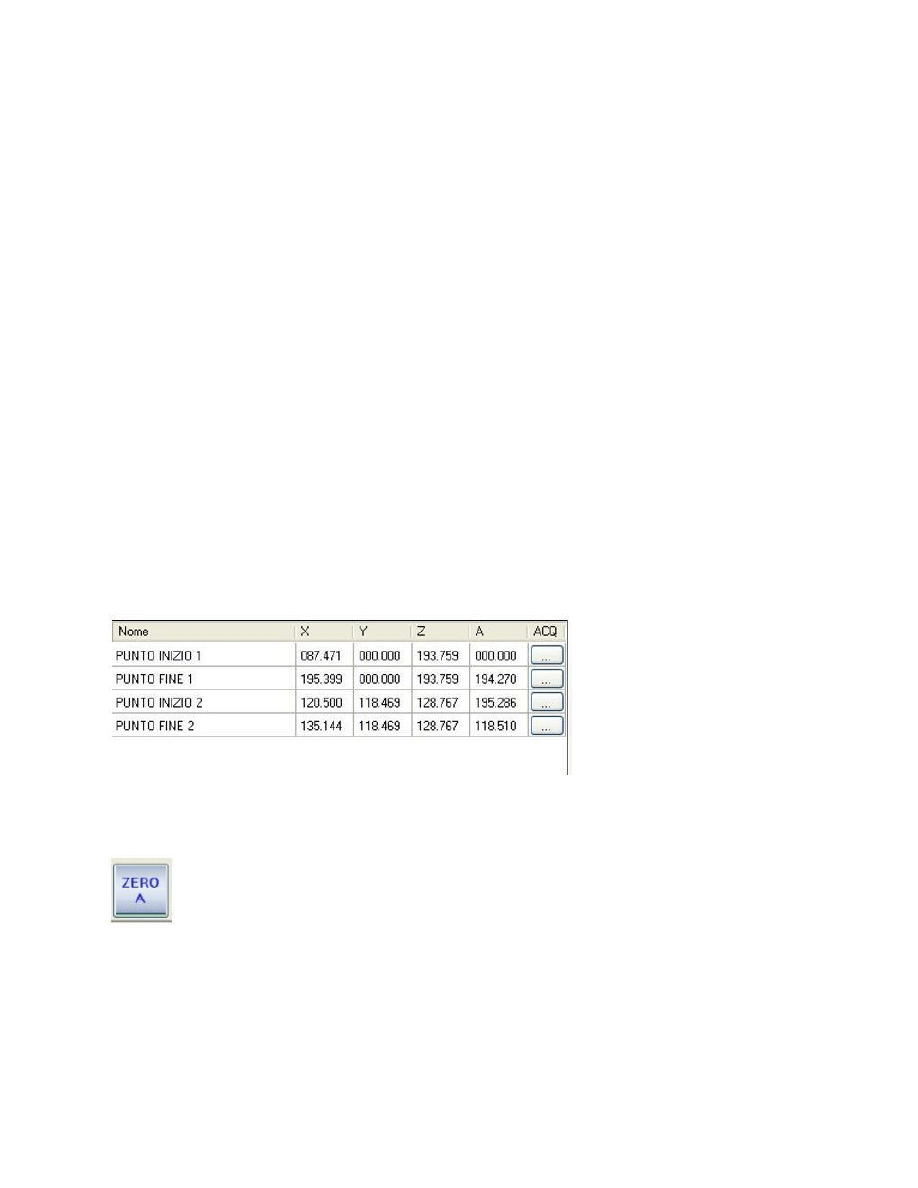
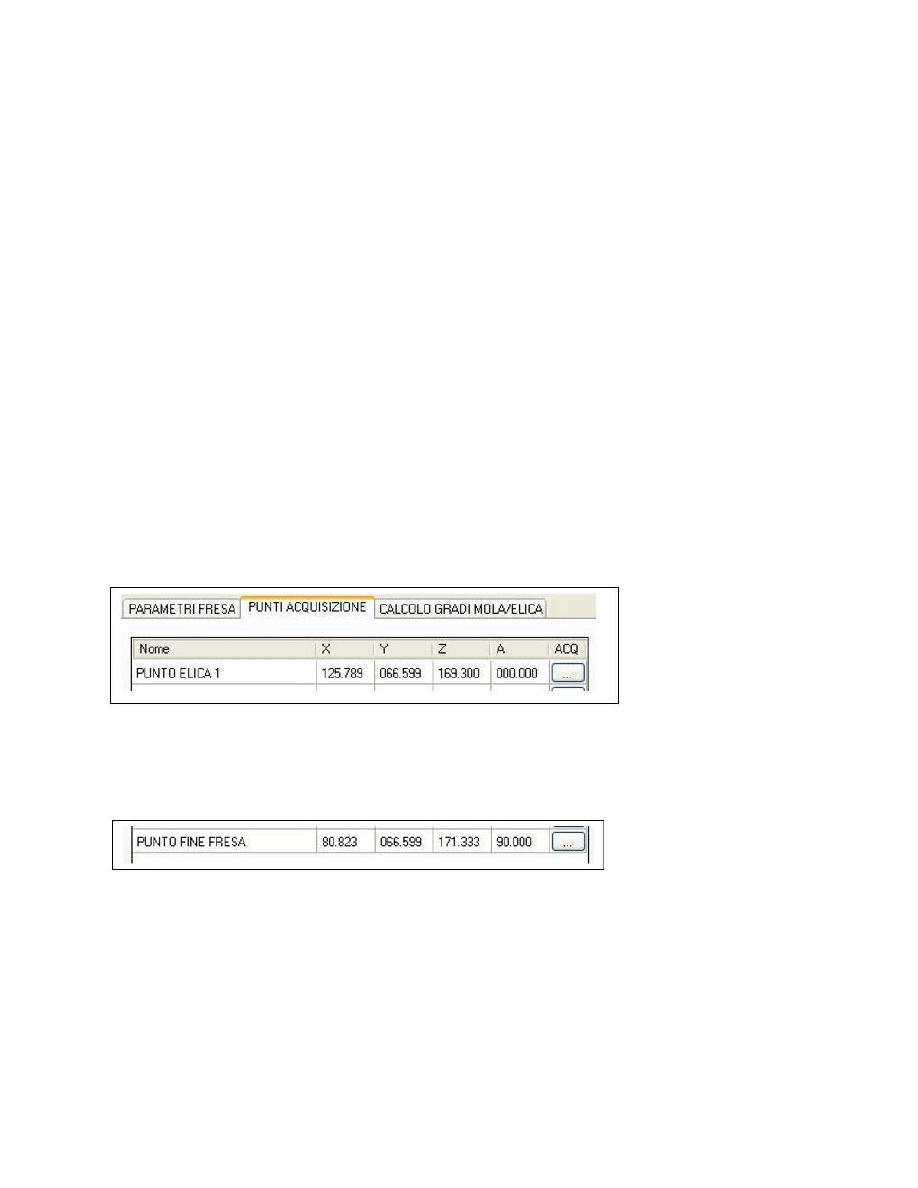
Punkty wykrywalności
Funkcja wykrywalności punktów określa punkty początku i końca, w obrębie których przeprowadzany
jest szlif frezu.
Aby stwierdzić punkty początku i końca pracy należy za pomocą joysticka „1”i „10” ustawić tarczę
szlifierską we właściwym położeniu do szlifowanego narzędzia/elementu
Głowica podziałowa „A” z (zamontowanym) ostrzem freza musi zostać ustawiona w odpowiedniej
pozycji wyjściowej/początkowej, a tarcza szlifierska na odpowiedniej wysokości szlifowania.
Po ustawieniu pozycji należy włączyć obroty tarczy szlifierskiej przy użyciu przełącznika „7” i za pomocą
joysticka „10” oś „X” musi być wprawiona w ruch, aby doprowadzić do zetknięcia narzędzia z tarczą
szlifierską. Potem należy upewnić się, że osie są ustawione we właściwej pozycji (trzeba wykonać ręczny
szlif/ostrzenie).
Podczas tej fazy ruch osi musi następować powoli, aby uniknąć złych procesów obsługi i tym samym
szkód w narzędziu lub tarczy szlifierskiej.
Potencjometr prędkość osi „14” ustawić na niskie wartości.
Po upewnieniu się, że narzędzie i tarcza szlifierska są ustawione we właściwej pozycji:
Należy przesunąć oś „X” , żeby oddalić tarczę szlifierską od ostrza narzędzia na odległość, która pozwoli
na obrót głowicy podziałowej tak, aby narzędzie nie uderzyło o tarczę szlifierską.
Teraz uruchomić przycisk ZERO A, aby ustawić głowicę w pozycji zerowej, następnie uruchomić przycisk
ACQ, aby potwierdzić pozycję osi na początku procesu pracy.
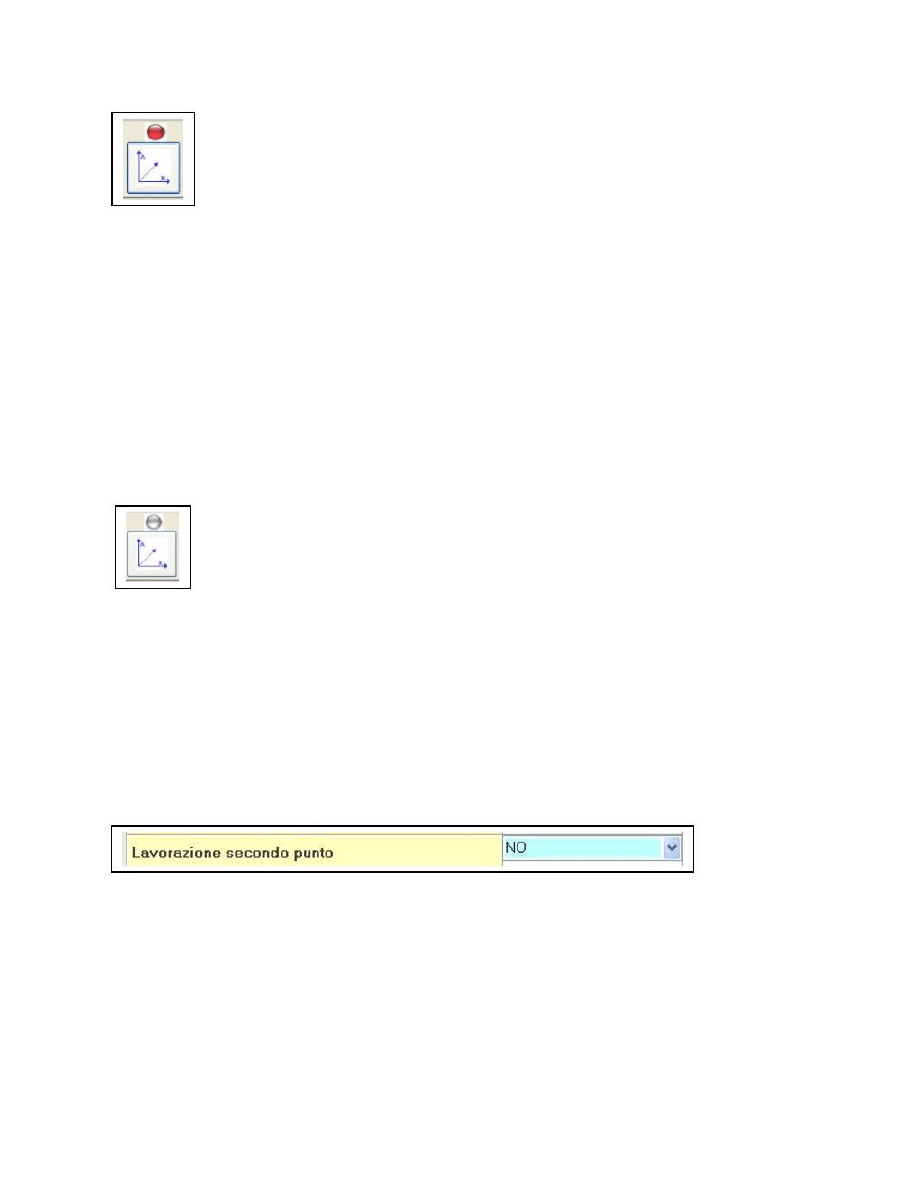
Gdy ma być szlifowany frez spiralny, musi zostać aktywowany przycisk interpolacji osi
(zaświeca się dioda LED nad symbolem), na tą funkcję potrzeba kilku sekund.
Ważne: aby ustawić frez spiralny, przed aktywacją przycisku trzeba ustawić ostrze narzędzia
doprowadzając je do zetknięcia z centralnym czujnikiem ??? i obrócić głowicę podziałową o
odpowiednią ilość stopni/odpowiedni kąt.
Potem stół „X” musi zostać przesunięty, aby doprowadzić do styku narzędzia z tarczą szlifierską.
Ta operacja przygotowująca jest konieczna, ponieważ po aktywacji przycisku interpolacji osi (dioda LED
nad symbolem świeci się) osie X i A poruszają się interpolacyjnie i nie jest możliwa zmiana ustawienia
pozycji ostrza.
Gdy ostrzony będzie frez prosty przycisk interpolacji osi musi zostać dezaktywowany.
Włączyć obroty tarczy szlifierskiej, poruszyć oś „X” joystickiem „10”, aż tarcza szlifierska znajdzie się na
końcu ostrza narzędzia. Następnie kliknąć przycisk ACQ, aby potwierdzić punkt końcowy 1.
Gdy obróbka przewiduje ostrzenie drugiego punktu, ustawić głowicę podziałową i pozostałe osie na
początku punktu szlifowania i uruchomić przycisk ACQ punktu początkowego 2. Następnie szlifować
ręcznie (poruszać oś „X” joystickiem „10”) i uruchomić przycisk ACQ punktu końcowego 2.
Uwaga, gdy nie przewiduje się obróbki drugiego punktu, niezwykle ważne jest, aby parametr obróbka
drugiego punktu ustawić na NIE.
Gdy po ustaleniu pozycji początkowej i końcowej położenie jednej lub kilku osi ma być zmienione, można
wpisać nowe wartości położenia w pole odpowiedniej osi.

Na przykład gdy chce się zmienić oś „Z” w pierwszym punkcie z 193,759 na 193,859, należy kliknąć na
pole osi „Z” i wpisać nową wartość.
W przypadku szlifowania spiralnego można zmienić tylko parametry osi „Y” i „Z”, a nie osi „A” i „X”,
ponieważ ich ruch względem siebie jest interpolowany.
Jeśli chcesz zmienić krawędź tnącą/ostrze frezu podczas wykrywania punktów, aby sprawdzić szlif na
kolejnej krawędzi tnącej/ostrzu, możesz użyć klawiszy funkcyjnych, aby obrócić głowicę rozdzielającą w
prawo lub w lewo.
Szukanie nachylenia spirali freza (tego nie jestem pewny)
Sterowanie numeryczne CNC umożliwia szukanie nachylenia spirali freza spiralnego za pomocą
specjalnego czujnika.
Należy wybrać funkcję/ikonę „szukanie spirali” i otrzymuje się:
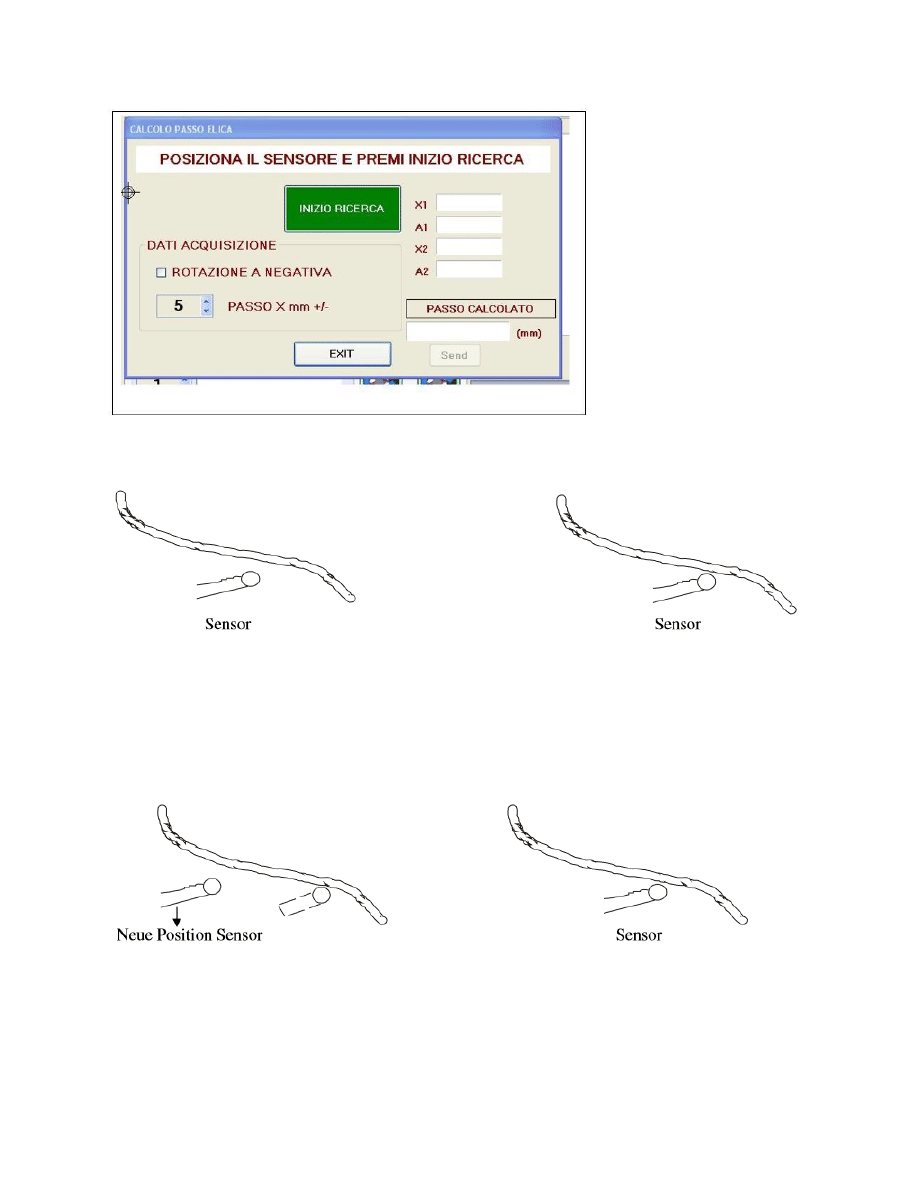
Doprowadzić czujnik za pomocą joysticka w pobliże podziału (???? nie wiem o co biega) we wnętrzu
rowka freza i rozpocząć szukanie.
Głowica podziałowa obraca się, żeby doprowadzić ostrze do zetknięcia się z czujnikiem. Następnie oś „X”
przestawia się o odległość zaprogramowaną w polu skok gwintu „X”, a sterowanie rozpoczyna na nowo
szukanie podziału, wg którego będzie obliczona nachylenie spirali freza.
Należy kliknąć przycisk SEND, żeby podać wartość spirali do parametru programu.
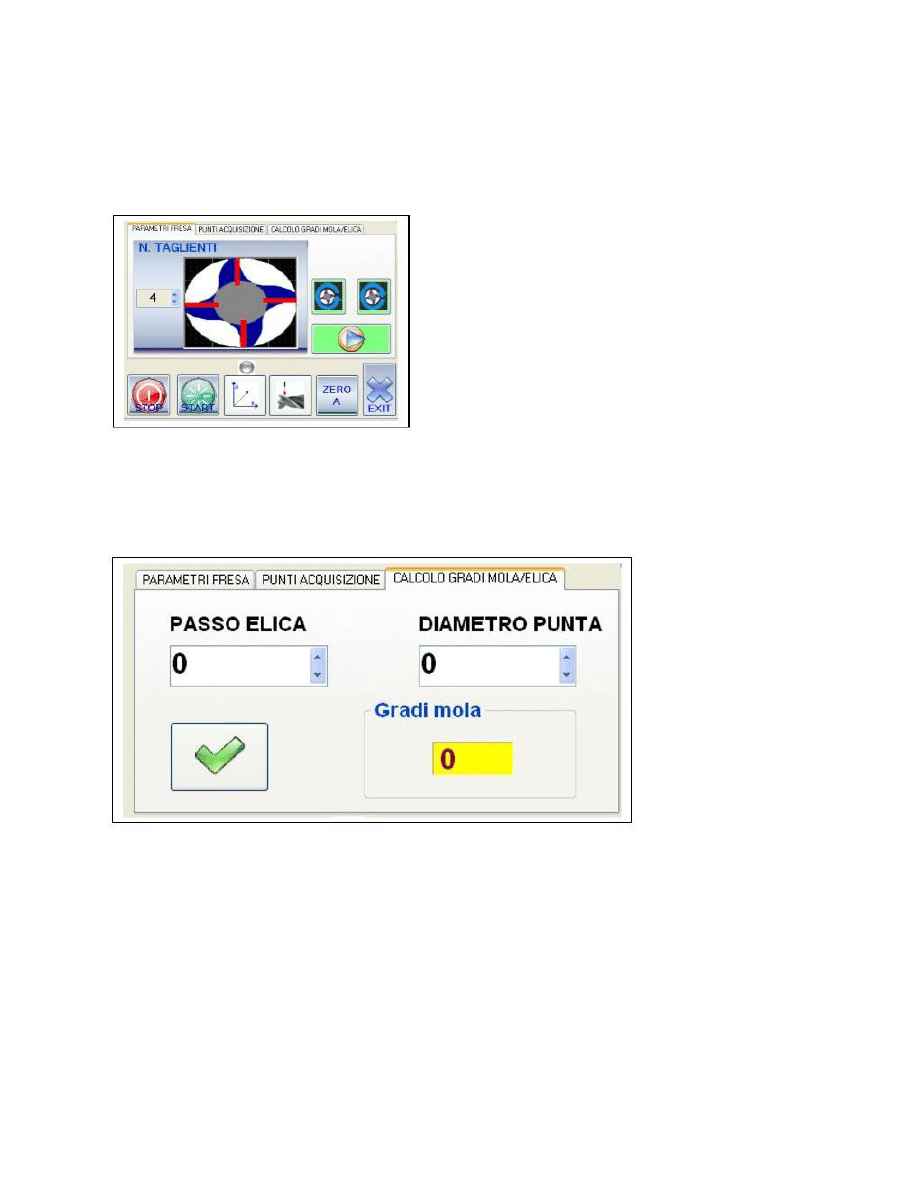
Obliczanie nachylenia tarczy szlifierskiej
Żeby ostrzyć spiralę freza, trzeba nachylić tarczę szlifierską o określoną wartość stopni. Te wartości
zmieniają się w zależności od nachylenia spirali i średnicy freza.
Stopień nachylenia otrzymuje się poprzez aktywowanie funkcji „obliczanie stopnia tarczy szlifierskiej/
spirali”.
Na ekranie pokaże się strona:
Podać wartość spirali w pole kąt nachylenia spirali.
Podać średnicę w pole średnica freza.
Kliknąć przycisk ENTER. Program oblicza stopień nachylenia i pokazuje wartość w polu stopnie tarczy
szlifierskiej.
Następnie głowica szlifierska musi być obracana, aby uzyskać właściwe ustawienie tarczy szlifierskiej.

Potencjometr prędkości
Potencjometr prędkości 14 służy do redukowania prędkości przesuwu osi „X” stół, „A” głowica
podziałowa i „Z” kolumna.
W ten sposób można kontrolować prędkość posuwu osi podczas automatycznego cyklu.
Potencjometr redukuje prędkość obróbki, ustawione w programie w procentach.
Elektroniczne pokrętło
Elektroniczne pokrętło jest bardzo przydatne przy korzystaniu z maszyny.
Jego funkcja polega na określaniu posuwu osi poprzez obracanie pokrętłem. Tym urządzeniem można
przestawiać oś mikrometrycznie / co do mikrometra.
Pokrętło dysponuje dwoma przełącznikami.
Jeden przełącznik do wyboru osi, która ma być poruszana.
Jeden przełącznik do wyboru skali przestawienia 1X, 10X, 100X.
Elektroniczne pokrętło jest zawsze aktywne, także podczas zautomatyzowanego cyklu. Żeby je użyć,
trzeba nacisnąć i przytrzymać centralny przycisk i kręcić pokrętłem.
Na wyświetlaczu zostanie podana wartość jego obrotu.
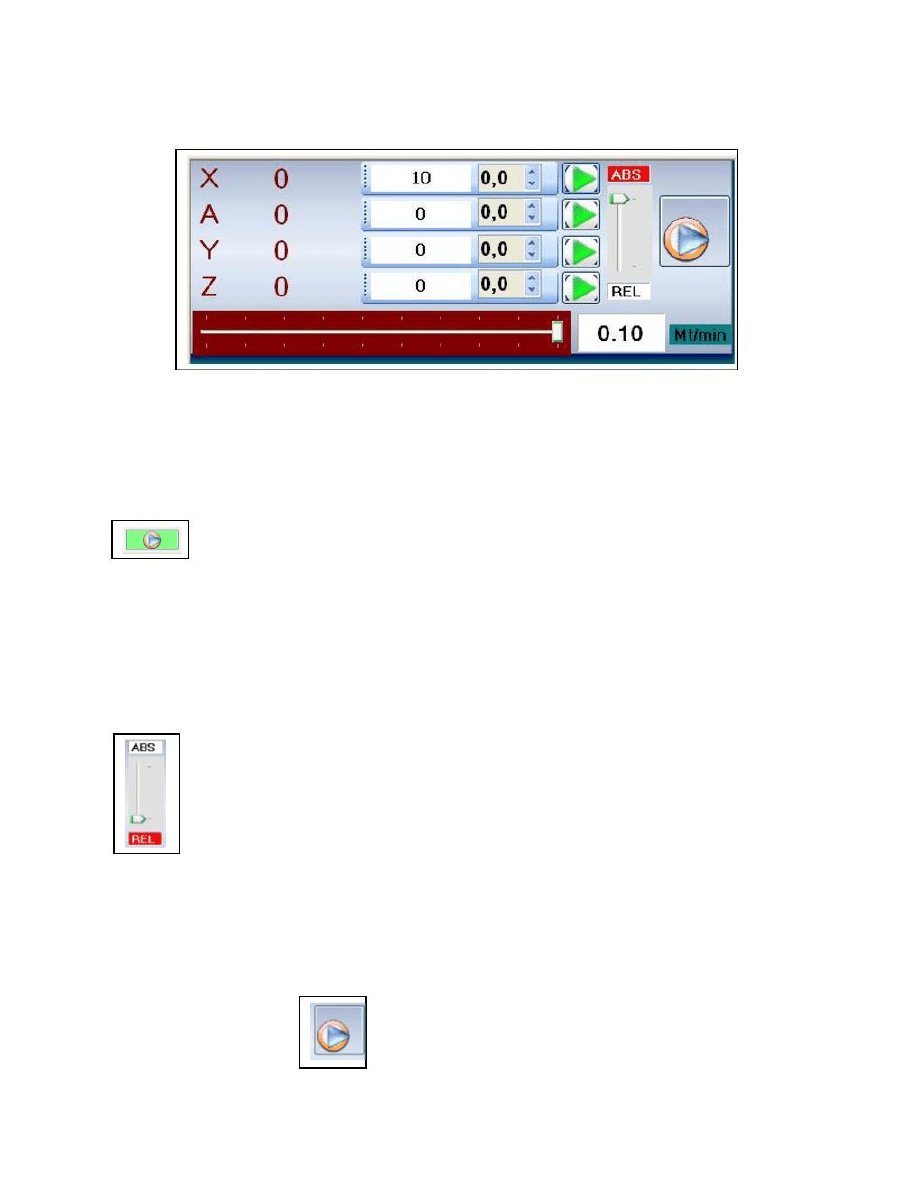
Ustawianie wymiarów na osiach ????
Podczas regulacji osi joystickiem wymiar będzie wyświetlany na czerwono na ekranie obok oznaczenia
poszczególnych osi.
Gdy chce się ustawić oś w bardzo precyzyjnym punkcie, można w znajdujące się obok pole wpisać
wartość i podać prędkość ruchu, np. 0,5 i wtedy kliknąć zielony przycisk aby przestawić oś.
Gdy np. oś „X” znajduje się na 100 mm i programuje się przestawienie o 10 mm, ustawia się oś „X” na
wymiarowanie absolutne wpisując 10 mm.
Jeśli przesuniesz kursor z ABS (absolutny) do Rel (względny/inkrementalny) klikając zielony przycisk, oś
przesuwa się do wymiaru składającego się z wartości zaprogramowanej korekty (+ lub -) i wymiaru, na
którym znajduje się obecnie oś.
Jeśli np. Jeśli oś „X” znajduje się na 100 mm i zaprogramowano regulację 10 mm, nowy wymiar
położenia osi „X” wynosi 110 mm.
Można programować jednocześnie przesunięcie kilku osi, należy podać wymiarowanie dostępne dla
każdej osi i kliknąć przycisk.
W tym przypadku prędkość przesuwania osi jest kontrolowana kursorem.
Programy obróbki
Maszyna dostarcza następujące programy szlifowania frezów:
Program: 2 kąty przyłożenia ostrza
Program: rowkowanie liniowe, spiralne
Program: kilka kątów przyłożenia ostrza
Program: promień głowicy podziałowej
2 kąty przyłożenia ostrza – program do szlifowania frezów prostych i spiralnych z jednym lub dwoma
kątami przyłożenia ostrza, przy czym wybierany jest tylko jeden punkt początkowy i końcowy obróbki.
Rowkowanie liniowe, spiralne – program uniwersalny do szlifowania frezów prostych i spiralnych
Kilka kątów przyłożenia ostrza - program do szlifowania frezów prostych i spiralnych z kilkoma kątami
przyłożenia ostrza, przy czym wybierany jest tylko jeden punkt początkowy i końcowy obróbki.

Promień głowicy podziałowej – program szlifowania frezów spiralnych z promieniem głowicy
podziałowej. Program umożliwia szlifowanie promieniem na zewnętrznym kącie przyłożenia ostrza.
Programowanie
To jest jedna z najważniejszych funkcji, ponieważ tu podawane są parametry szlifowania frezów.
Aby podać wartości liczbowe należy kliknąć myszką na odpowiednie pole i wpisać żądaną wartość.
W polach, w których nie ma możliwość podania wartości liczbowej, można wybrać spośród różnych
opcji.
Przykładowo
Następne parametry wymagane do programowania i ich wyjaśnienia odnoszą się do programu
rowkowanie liniowe, spiralne (najbardziej obszerny i użytkowy program). Co się tyczy pozostałych
programów szlifowania, będą wyjaśniane tylko te parametry, które nie zostały wprowadzone w
programie rowkowanie liniowe, spiralne.

Program rowkowanie liniowe, spiralne
Pochylenie spirali freza ???????
Liczba przejść zgrubnych
Liczba przejść wykańczających
Przesunięcie (przesuw/dosuw) na osi X - pierwszy punkt (mm)
Przesunięcie (przesuw/dosuw) na osi Y pierwszy punkt (mm)
Przesunięcie (przesuw/dosuw) na osi Z pierwszy punkt (mm)
Przesunięcie (przesuw/dosuw) na osi A pierwszy punkt (stopień)
Przesunięcie (przesuw/dosuw) na osi X drugi punkt (mm)
Przesunięcie (przesuw/dosuw) a osi Y drugi punkt (mm)
Przesunięcie (przesuw/dosuw) na osi Z drugi punkt (mm)
Przesunięcie (przesuw/dosuw) na osi A drugi punkt (stopień)
Obróbka drugi punkt TAK – NIE
Odsunięcie na osi X pierwszy punkt (mm)
Odsunięcie na osi Y pierwszy punkt (mm)
Odsunięcie na osi Z pierwszy punkt (mm)
Odsunięcie na osi A pierwszy punkt (stopień)
Odsunięcie na osi X drugi punkt (mm)
Odsunięcie na osi Y drugi punkt (mm)
Odsunięcie na osi Z drugi punkt (mm)
Odsunięcie na osi A drugi punkt (stopień)
Rodzaj obróbki szlifowanie wgłębne – szlifowanie wahadłowe
Prędkość obróbki zgrubnej - do przodu ????
Prędkość obróbki zgrubnej - z powrotem
Prędkość obróbki wykańczającej – do przodu
Prędkość obróbki wykańczającej - z powrotem
Prędkość dosuwania

Prędkość ruchu jałowego ?????
Rodzaj odsunięcia do przodu – do tyłu
Pochylenia spirali freza????
Pokazuje pochylenia spirali freza. Wartość może być DODATNIA dla freza z dodatnim pochyleniem i
UJEMNA dla frezy z ujemnym pochyleniem spirali. Gdy pochylenie spirali nie jest znany, można go
określić za pomocą czujnika do szukania spirali (patrz rozdział obliczanie spirali).
Liczba przejść zgrubnych
Podaje liczbę przejść zgrubnych, które należy przeprowadzić. Podczas obróbki pozycja osi jest
podwyższana o wartość zaprogramowaną w parametrze dosuwanie.
Liczba przejść wykańczających
Podaje liczbę przejść wykańczających, które są do wykonania. Podczas obróbki wykańczającej nie
uwzględnia się dosuwania głowicy podziałowej i stołu.
Przesunięcie (przesuw/dosuw) na osi X pierwszy punkt (mm)
Pokazuje przesuw stołu X. Przesuw jest wyrażony w milimetrach (do jednej setnej milimetra). Dosuw
może mieć znak dodatni (ruch stołu w prawo) albo znak ujemny (ruch stołu w lewo).
Przesunięcie (przesuw/dosuw) na osi Y pierwszy punkt (mm)
Pokazuje przesuw sań Y. Przesuw jest wyrażony w milimetrach, co do jednej setnej milimetra. Dosuw
może mieć znak dodatni (ruch sań do przodu w stronę operatora) albo znak ujemny (ruch sań z
powrotem/od operatora).
Przesunięcie (przesuw/dosuw) na osi Z pierwszy punkt (mm)
Pokazuje przesuw kolumny Z. Przesuw jest wyrażony w milimetrach, co do jednej setnej milimetra.
Przesuw może mieć znak dodatni (ruch na dół) albo znak ujemny (ruch do góry)
Przesunięcie (przesuw/dosuw) na osi A pierwszy punkt (stopień)
Pokazuje przesuw głowicy podziałowej. Przesuw jest wyrażony w stopniach, z dokładnością co do jednej
setnej stopnia. Przesuw może mieć znak dodatni (obracanie zgodnie z ruchem wskazówek zegara) albo
znak ujemny (obracanie przeciwnie do ruchu wskazówek zegara).
Wskazówka: Wartość podana w parametrach DOSUW oznacza łączną ilość, którą chce się wyrównać
podczas szlifowania. Wartość ta jest dzielona przez liczbę przejść zgrubnych.
Przesunięcie (przesuw/dosuw) na osi X drugi punkt (mm)
Przesunięcie (przesuw/dosuw) na osi Y drugi punkt (mm)
Przesunięcie (przesuw/dosuw) na osi Z drugi punkt (mm)
Przesunięcie (przesuw/dosuw) na osi A drugi punkt (stopień)
Parametry te pełnią tę samą funkcję jak dla obróbki pierwszego punktu, z tym wyjątkiem, że są
stosowane do obróbki drugiego wykrytego punktu.
Obróbka drugi punkt
Tym parametrem ustala się, czy oba punkty, czy tylko jeden ma być ostrzony. Należy wybrać: TAK albo
NIE.
Ten parametr może być użyty do określenia, czy oba przechwycone punkty, czy tylko pierwszy, powinny
być ostrzone. Wybierz TAK lub NIE.
Odsunięcie na osi X pierwszy punkt (mm)
Odsunięcie na osi Y pierwszy punkt (mm)
Odsunięcie na osi Z pierwszy punkt (mm)
Odsunięcie na osi A pierwszy punkt (stopień)
Odsunięcie osi, jeśli zostało zaprogramowane, jest aktywne podczas fazy ruchu powrotnego. Jest
wyrażone w milimetrach albo stopniach z dokładnością do jednej setnej. Może mieć zarówno znak
dodatni i ujemny. Celem programowania parametru odsunięcia jest oddalenie narzędzia od tarczy
szlifierskiej tak, żeby się z nią nie stykał .
Odsunięcie na osi X drugi punkt (mm)
Odsunięcie na osi Y drugi punkt (mm)
Odsunięcie na osi Z drugi punkt (mm)
Odsunięcie na osi A drugi punkt (stopień)
Parametry te pełnią tę samą funkcję jak dla obróbki pierwszego punktu, z tym wyjątkiem, że są
stosowane do obróbki drugiego wykrytego punktu. Odsunięcie przy drugim punkcie ma tą samą funkcję
co odsunięcie przy drugim punkcie.
Rodzaj obróbki
Szlifowanie wgłębne – dosuw osi przy każdym kompletnym obrocie głowicy podziałowej. Operacja
obróbki zgrubnej jest wykonywana na wszystkich krawędziach skrawających frezu, a następnie cykl
szlifowania rozpoczyna się ponownie przy następnym przejściu obróbki zgrubnej.
Szlifowanie wahadłowe – szlifowanie wahadłowe wykonuje wszystkie przejścia zgrubne na jednej
krawędzi tnącej, a następnie przechodzi do ostrzenia następnej krawędzi skrawającej.
Prędkość obróbki zgrubnej do przodu
Nadaje prędkość szlifowania do przodu podczas obróbki zgrubnej.
Prędkość obróbki zgrubnej z powrotem
Nadaje prędkość szlifowania z powrotem podczas obróbki zgrubnej.
Prędkość obróbki wykańczającej do przodu
Nadaje prędkość szlifowania do przodu podczas obróbki wykańczającej.
Prędkość obróbki wykańczającej z powrotem
Nadaje prędkość szlifowania do przodu podczas obróbki wykańczającej.
Prędkość dosuwu
Nadaje prędkość przesuwania osi podczas dosuwu.
Prędkość ruchu jałowego ??????
Określa prędkość regulacji osi podczas faz pozycjonowania.
Prędkości wyrażone są w metrach na minutę. Polecamy bardzo niskie wartości dla prędkości szlifowania
i dosuwania (0,1-1) i wyższe wartości (1-3) dla prędkości powrotnych i ruchu jałowego.
Rodzaj odsunięcia ??????
Celem programowania parametru odsunięcia jest oddalenie narzędzia od tarczy szlifierskiej tak, żeby się
z nią nie stykał. Odsunięcie osi następuje w zależności od wybranego typu szlifowania: do przodu lub do
tyłu.
Gdy parametr jest ustawiony na DO TYŁU, przesuwy osi doprowadzają tarczę szlifierską do zetknięcia się
z zębem/narzędziem, przy posuwie ząb jest ostrzony na całej zaprogramowanej długości, przy
końcowym zetknięciu się tarcza szlifierska oddala się od ostrzonej powierzchni (przestawia się oś, której

wartość odsunięcia została zaprogramowana) i następuje ruch powrotny na poszczególnych osiach tak,
aby tarcza nie zetknęła się z zębem/narzędziem.
Gdy parametr jest ustawiony na DO PRZODU, przesuw osi przebiega aż do końca zaprogramowanej
długości szlifowania tak, aby tarcza szlifierska nie zetknęła się z powierzchnią przeznaczoną do ostrzenia
(przestawia się oś, której wartość rozdzielenia została zaprogramowana), na końcu tarcza dosuwa się, aż
zetknie się z powierzchnią przeznaczoną do szlifowania, a ząb/narzędzie będzie ostrzone podczas ruchu
powrotnego.
Prędkość obróbki zgrubnej do przodu - nadaje prędkość szlifowania do przodu podczas obróbki zgrubnej.
Prędkość obróbki zgrubnej z powrotem - nadaje prędkość szlifowania z powrotem podczas obróbki
zgrubnej.
Prędkość obróbki wykańczającej do przodu - nadaje prędkość szlifowania do przodu podczas obróbki
wykańczającej.
Prędkość obróbki wykańczającej z powrotem - nadaje prędkość szlifowania do przodu podczas obróbki
wykańczającej.
2 kąty przyłożenia ostrza
Program do szlifowania frezów prostych i spiralnych z jednym lub dwoma kątami przyłożenia ostrza, przy
czym wybierany jest tylko jeden punkt początkowy i końcowy obróbki.
Pochylenie spirali freza ???????
Liczba przejść zgrubnych
Liczba przejść wykańczających
Przesunięcie (przesuw/dosuw) na osi Y (mm)
Przesunięcie (przesuw/dosuw) na osi A (stopnie)
Drugi kąt przyłożenia ostrza (stopnie)
Nastawianie Y drugi kąt przyłożenia (mm)
Odsunięcie na osi Y do tyłu
Obróbka drugiego kąta przyłożenia ostrza TAK - NIE
Rodzaj obróbki szlifowanie wgłębne – szlifowanie wahadłowe

Prędkość obróbki zgrubnej - do przodu ???
Prędkość obróbki zgrubnej - z powrotem
Prędkość obróbki wykańczającej – do przodu
Prędkość obróbki wykańczającej - z powrotem
Prędkość dosuwania
Prędkość ruchu jałowego ?????
Stopnie drugiego kąta przyłożenia ostrza
Stopnie obrotu głowicy podziałowej na pozycję drugiego kąta przyłożenia ostrza.
Nastawianie Y drugi kąt przyłożenia
Posuw osi Y w celu przywrócenia kontaktu tarczy szlifierskiej z narzędziem, który jest tracony na skutek
obrotu głowicy podziałowej do określonego stopnia szlifowania drugiego kąta przyłożenia.
Obróbka drugiego kąta przyłożenia ostrza TAK - NIE
Tym parametrem można określić, czy oba kąty przyłożenia będą szlifowane albo czy obróbka drugiego
kąta przyłożenia będzie blokowana.
Program kilka kątów przyłożenia ostrza
Program do szlifowania grzbietowego fryzów prostych i spiralnych z kilkoma kątami przyłożenia ostrza,
przy czym wybierany jest tylko jeden punkt początkowy i końcowy obróbki.
Pochylenie spirali freza ???????
Liczba przejść zgrubnych
Liczba przejść wykańczających
Przesunięcie (przesuw/dosuw) na osi Y (mm)
Przesunięcie (przesuw/dosuw) na osi A (stopnie)
Odsunięcie na osi Y do tyłu
Kąt przyłożenia ostrza (stopnie)
Progresywne posuw/dosuw Y (mm)

Liczba kątów przyłożenia ostrza
Rodzaj obróbki szlifowanie wgłębne – szlifowanie wahadłowe
Prędkość obróbki zgrubnej - do przodu ????
Prędkość obróbki zgrubnej - z powrotem
Prędkość obróbki wykańczającej – do przodu
Prędkość obróbki wykańczającej - z powrotem
Prędkość dosuwania
Prędkość ruchu jałowego ?????
Stopnie kąta przyłożenia ostrza
Stopnie obrotu głowicy podziałowej dla każdego kąta przyłożenia.
Progresywne posuw/dosuw Y
Posuw osi Y za każdym razem, gdy pozycjonuje się następujący kąt przyłożenia.
Liczba kątów przyłożenia ostrza
Łączna liczba kątów przyłożenia, które mają być zrealizowane.
Program promień głowicy podziałowej
Pochylenie spirali freza ???????
Promień głowicy podziałowej
Odsunięcie na osi Z
Odsunięcie na osi X
Obróbka tylko promień TAK – NIE
Prędkość spirala ???? (to są jakieś ich dziwne hasła)
Prędkość zaokrąglanie ???? (to są jakieś ich dziwne hasła)
Prędkość podziału
Prędkość ruchu jałowego ?????
Promień głowicy podziałowej
Ustalana jest wartość promienia.
Obróbka tylko promień TAK – NIE
Tym parametrem można określić szlifowanie tylko promienia.
Prędkość spirala
Nadaje prędkość szlifowania spirali.
Prędkość zaokrąglanie
Nadaje prędkość szlifowania podczas wykonywania zaokrąglania.
Prędkość podziału
Nadaje prędkość obrotową głowicy podziałowej przy zmianie ostrza. Przy tym szlifowaniu należy
postępować w następujący sposób:
Pierwszy punkt początkowy musi zostać uchwycony na końcu spirali (części, która jest najbliżej głowicy).
Po określeniu pierwszego punktu, aktywuj interpolację osi i cofnąć oś X, aż wyjdziesz z freza, następnie
obniż oś Z do środka średnicy freza i przesuń oś X, aby znaleźć kontakt narzędzia z tarczą szlifierską.
W tym miejscu potwierdź „wykrycie” punktu końcowego frezu.
Start cyklu pracy
Po ustawieniu wszystkich parametrów i określeniu punktów pracy należy zamknąć środkową klapę i
można rozpocząć cykl pracy, klikając na przycisk START.
Obróbkę można przerwać w każdej chwili, klikając na przycisk STOP.
Polecamy przy rozpoczęciu cyklu pracy zredukować do minimum prędkość osi poprzez potencjometr
„14” i potem po rozpoczęciu obróbki stopniowo ją zwiększać.
Podczas cyklu pracy zegar pokazuje czas realizacji.
W przypadku gdy konieczne będzie przerwanie cyklu pracy, należy wcisnąć przycisk „4” (w kształcie
grzyba). Wyłącznik awaryjny pozbawi tablicę sterowniczą prądu, ale zostawi komputer włączony, aby nie
stracić wszystkich danych programowania.
Jedyny włącznik, który odcina całą maszynę od prądu, to włącznik blokady drzwi na drzwiach tablicy
sterowniczej.
Zanim odłączy się maszynę od prądu, należy zamknąć komputer zgodnie z normalnym postępowaniem
Windows: wyłączyć komputer/start.
Zapisywanie programu
Można zapisać program obróbki i przechować wszystkie dane robocze do późniejszego szlifowania.
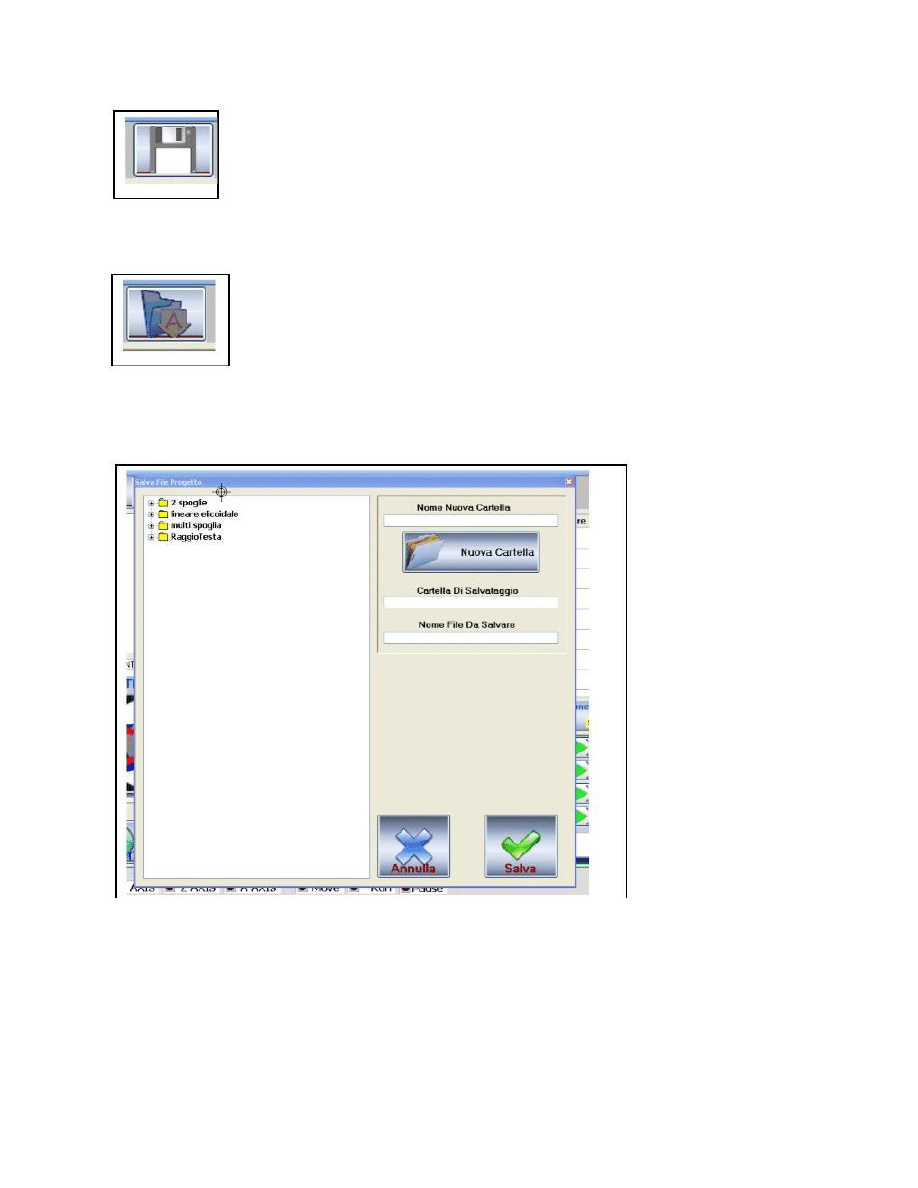
Poprzez kliknięcie na ten symbol uzupełnia się istniejący program o aktualne wartości.
Poprzez kliknięcie na ten symbol otwiera się następny katalog. Tam można wybrać
wykaz, w którym plik ma zostać zapisany i nadać programowi nazwę.
Wyszukiwarka
Podobne podstrony:
Automatyczna szlifierka LC35E CNC
automatyka moje spr5, STUDIA PŁ, TECHNOLOGIA ŻYWNOŚCI I ŻYWIENIA CZŁOWIEKA, ROK II, SEM 3, POMIARY A
AutoMapa 6 17 Mapa 1502 PL Linki
organizacja odp na pytania (Automatycznie zapisany) [ www potrzebujegotowki pl ]
cnc 1 v1 0 pl H56LQWVAJFQUA7XLCRGXFM7R4CYBGMWS2CEF3RY
Zagadnienia Inzynierskie dwustopniowe 30g, Biotechnologia PŁ, Automatyka i pomiary
s02 sterownikplc ukladyzpamiecia www.przeklej.pl, Transport UTP, semestr 4, Automatyka
automat schodowy asp 02 instrukcja pl
zgapa na egz cnc www.przeklej.pl(2), Politechnika Poznańska (PP), Obrabiarki CNC, Wykład, obrabiark
automat schodowy asp 10 instrukcja pl
Systemy pomiarowo-regulacyjne, STUDIA PŁ, TECHNOLOGIA ŻYWNOŚCI I ŻYWIENIA CZŁOWIEKA, ROK II, SEM 3,
w5, STUDIA PŁ, TECHNOLOGIA ŻYWNOŚCI I ŻYWIENIA CZŁOWIEKA, ROK II, SEM 3, POMIARY AUTOMATYKA I ELEKTR
Geodyna 3000 PL (tłumaczone automatem z Szwedzkiego)
sciaga aip, STUDIA PŁ, TECHNOLOGIA ŻYWNOŚCI I ŻYWIENIA CZŁOWIEKA, ROK II, SEM 3, POMIARY AUTOMATYKA
automatyka(1), STUDIA PŁ, TECHNOLOGIA ŻYWNOŚCI I ŻYWIENIA CZŁOWIEKA, ROK II, SEM 3, POMIARY AUTOMATY
więcej podobnych podstron