
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
1
AUTOMATISCHE SCHLEIFMASCHINE
MODELL LC35E-CNC
Bedienungsanleitung für CNC-Steuerung
UT.MA. s.r.l.
Via Francesco Petrarca, 16
50021 Barberino Val d’Elsa (FI) Italien
Tel. 0039-055-8078244 Fax 0039-055-8078498

AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
2
Die Schleifmaschine LC35E CNC verfügt über eine dedizierte numerische
Steuerung, die das Schärfen von geraden Fräsern und Spiralfräsern verwaltet.
Ihre Programmierung ist äußerst einfach, da die geführten Menüs keine
SCHWERWIEGENDEN PROGRAMMIERUNGSFEHLER zulassen.
Einige der Programmierungsparameter verlangen dennoch besondere Vorsicht von
Seiten des Benutzers:
ANZAHL
ZÄHNE,
STEIGUNG
SPIRALE,
ZUSTELLUNG
DER
SCHLEIFSCHEIBE, ZUSTELLUNG DES TEILKOPFS können unwiderrufliche
Schäden am geschärften Fräser verursachen, wenn ihre Werte nicht korrekt sind.
Nachfolgend wird die Philosophie der numerischen Steuerung und ihr Gebrauch
erklärt.
VERWENDUNG DER NUMERISCHEN STEUERUNG
Die Verwendung der numerischen Steuerung ist nicht sehr kompliziert, da geführte
Menüs es ermöglichen, nur die in dem Moment beteiligten Parameter zu
programmieren.
Die wichtigsten Elemente der Steuerung sind mit Tastatur und Monitor verbunden,
daher sollte man sich für eine korrekte Verwendung mit diesen vertraut machen.
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
3
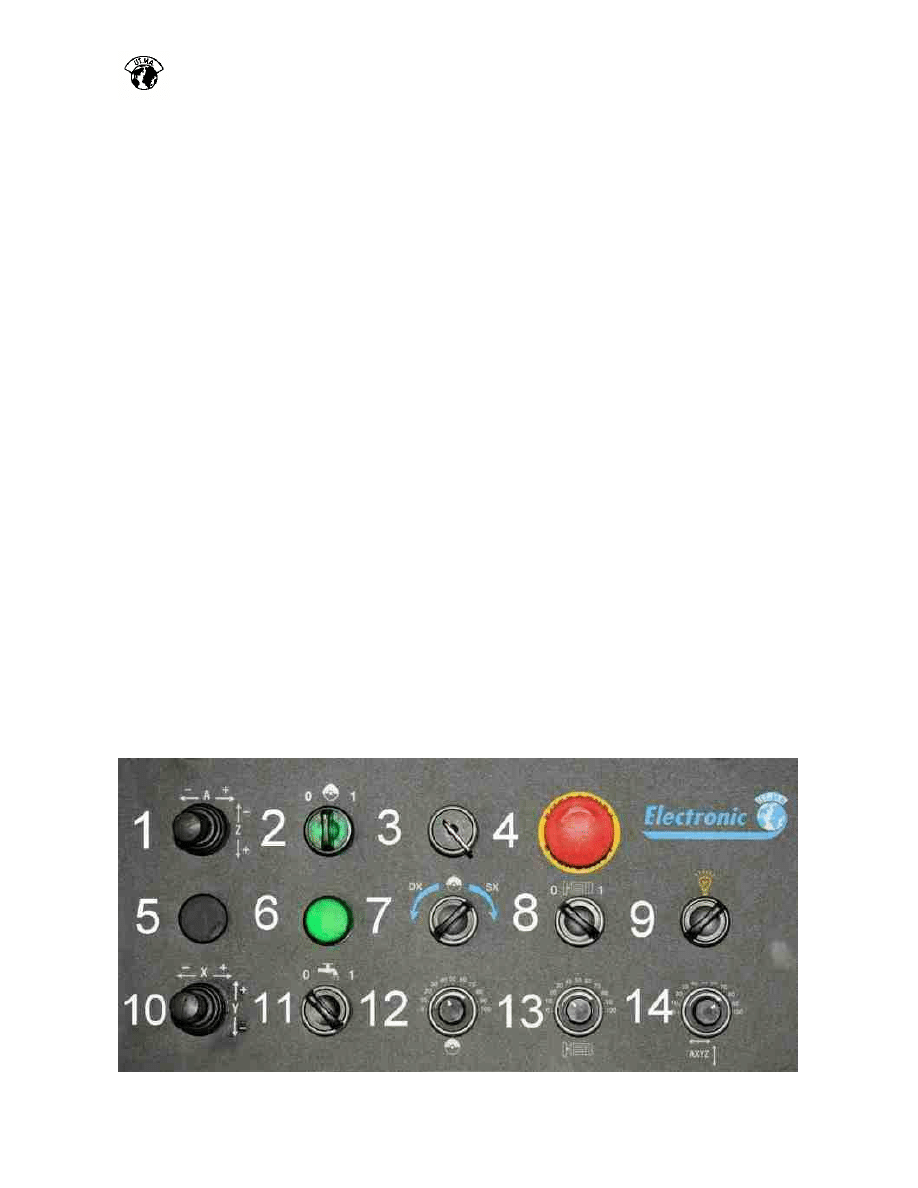
Die elektromechanischen Vorrichtungen haben folgende Funktionen:
1- Joystick zur Bewegung Säule (Z-Achse) und Rotation des Teilkopfs (A-Achse)
2- Wählschalter zur Aktivierung der Schleifscheibenrotation
3- Generalschlüssel
4- Not-Stopp-Taste
5- Freier Platz für Sonderanwendungen
6- Kontrolllampe Schalttafel unter Spannung
7- Wählschalter Schleifscheibenrotation rechts/links
8- Wählschalter Motorstart Spindelstock (optional)
9- Wählschalter Lampe an
10- Joystick Bewegung Wagen (X-Achse) und Schlitten (Y-Achse)
11- Wählschalter zum Einschalten der Kühlanlage
12- Potentiometer zur Einstellung der Rotationsgeschwindigkeit der Schleifscheibe
13- Potentiometer zur Einstellung der Rotationsgeschwindigkeit des Spindelstocks
14- Potentiometer zur Einstellung der Geschwindigkeit der Achsbewegung
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
4
PROGRAMM VMD und FUNKTIONSTASTEN
Das Programm VMD hat eine besonders wichtige Funktion für die Verwendung der
numerischen Steuerung.
Darüber werden nämlich alle Programmierungsparameter eingegeben.
Durch Aktivierung des Türsperrschalters auf der Rückseite der Maschine startet
automatisch der Computer. Wenn Windows geöffnet ist, muss man auf das Symbol
des Programms VMD klicken, um das Schleifprogramm zu starten.
Das Schleifprogramm folgt einer sehr präzisen Philosophie was die Benutzung der
Schaltflächen betrifft. Nachfolgend werden alle Schaltflächen und ihre Verwendung
aufgeführt.
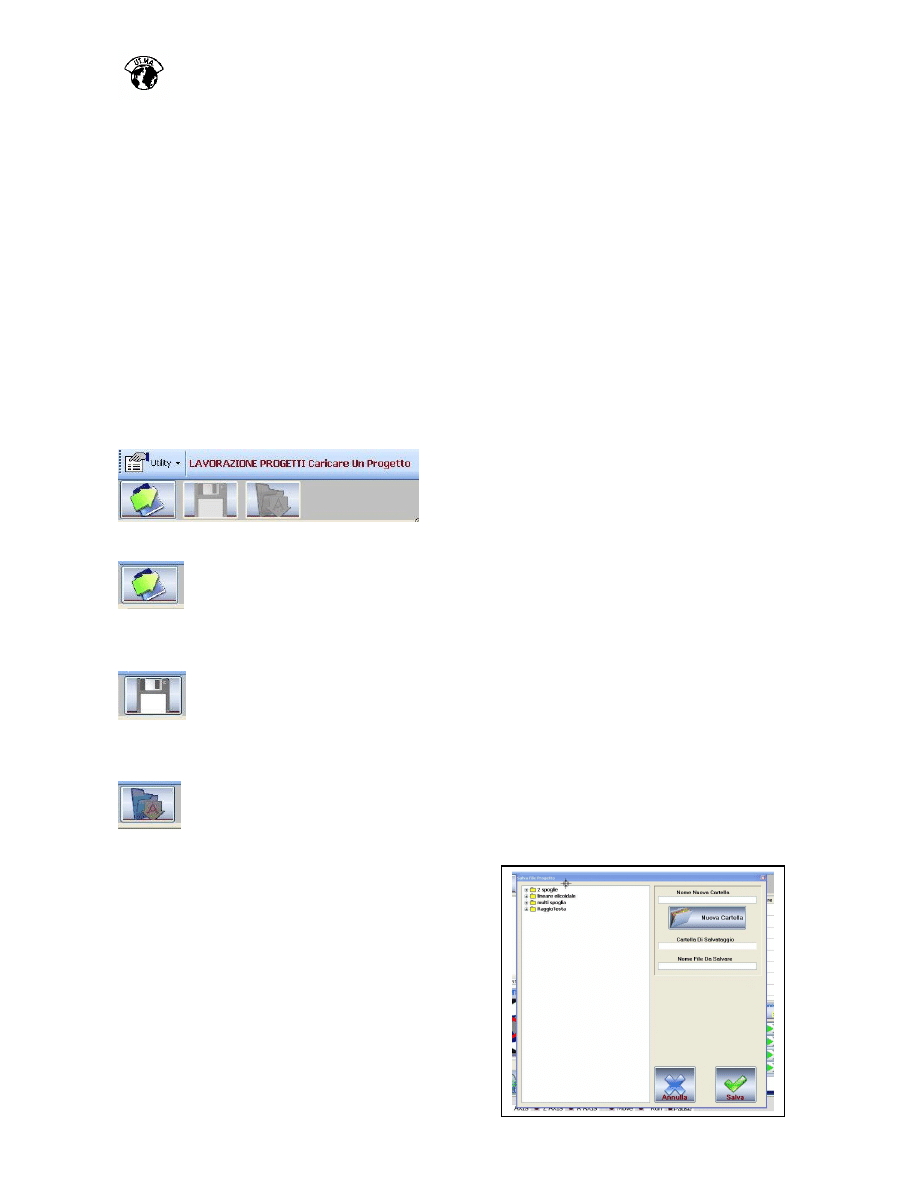
Die drei Schaltflächen im ersten
Bildschirmfenster oben haben folgende Funktionen:
Ein Projekt öffnen:
man wählt das Programm, das man ausführen will und darin eine schon vorhandene
Datei
Ein Projekt speichern:
durch Klick auf diese Schaltfläche speichert man die Daten des Programms und
ersetzt die zuvor vorhandenen
Eine Projektdatei speichern:
speichert die Daten des Programms mit einem neuen Namen und eventuell in einem
neuen Ordner
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
5
Die Schaltflächen im mittleren Teil des Bildschirms sind für die Programmierung und
Positionierung der Achsen notwendige Elemente, die weiter unten erklärt werden.
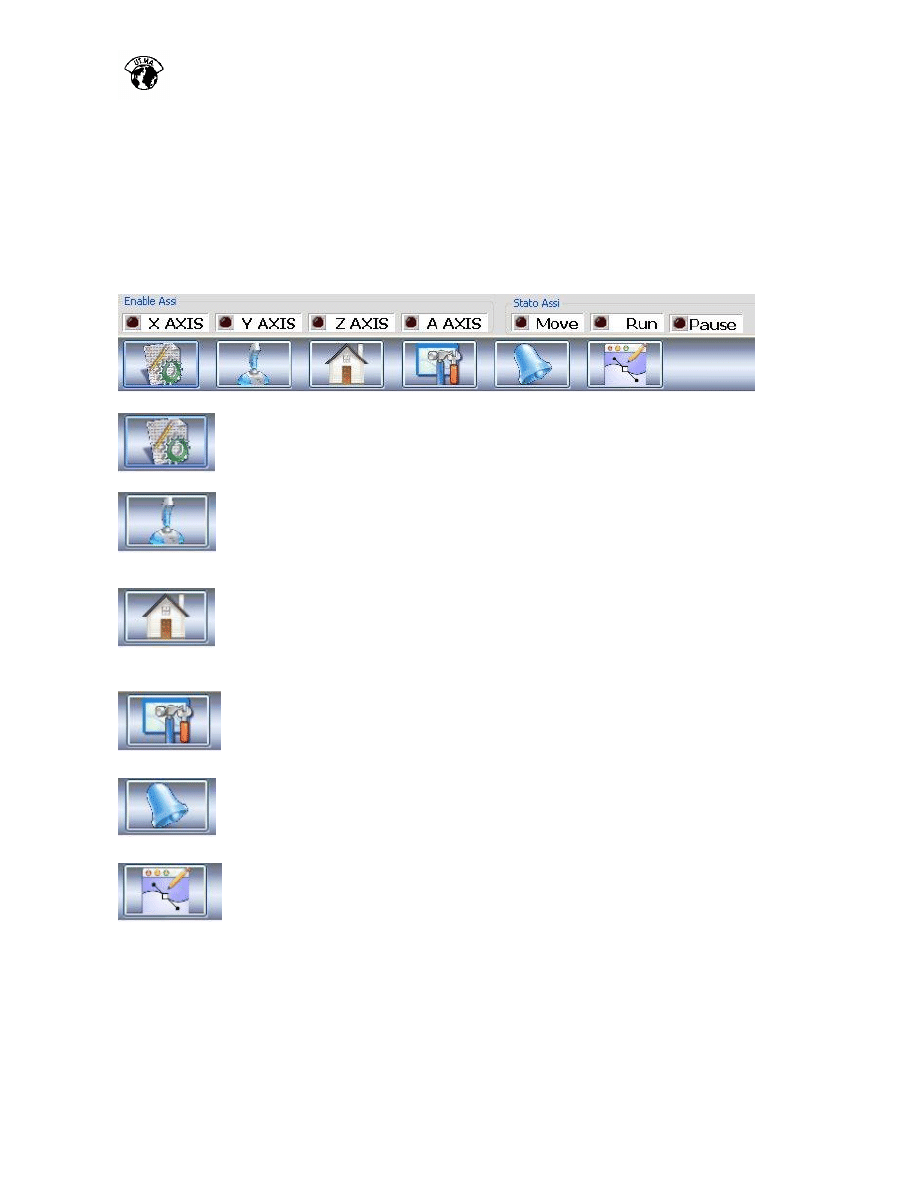
Im unteren Teil des Bildschirms befinden sich Funktionssteuerungen
Funktion Programmierung Schleifen
Funktion freie Programmierung mit ISO-Sprache
Funktion Nullstellung der Achsen
Funktion nicht aktiv
Funktion Maschinenalarme
Funktion Profilieren optional
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
6
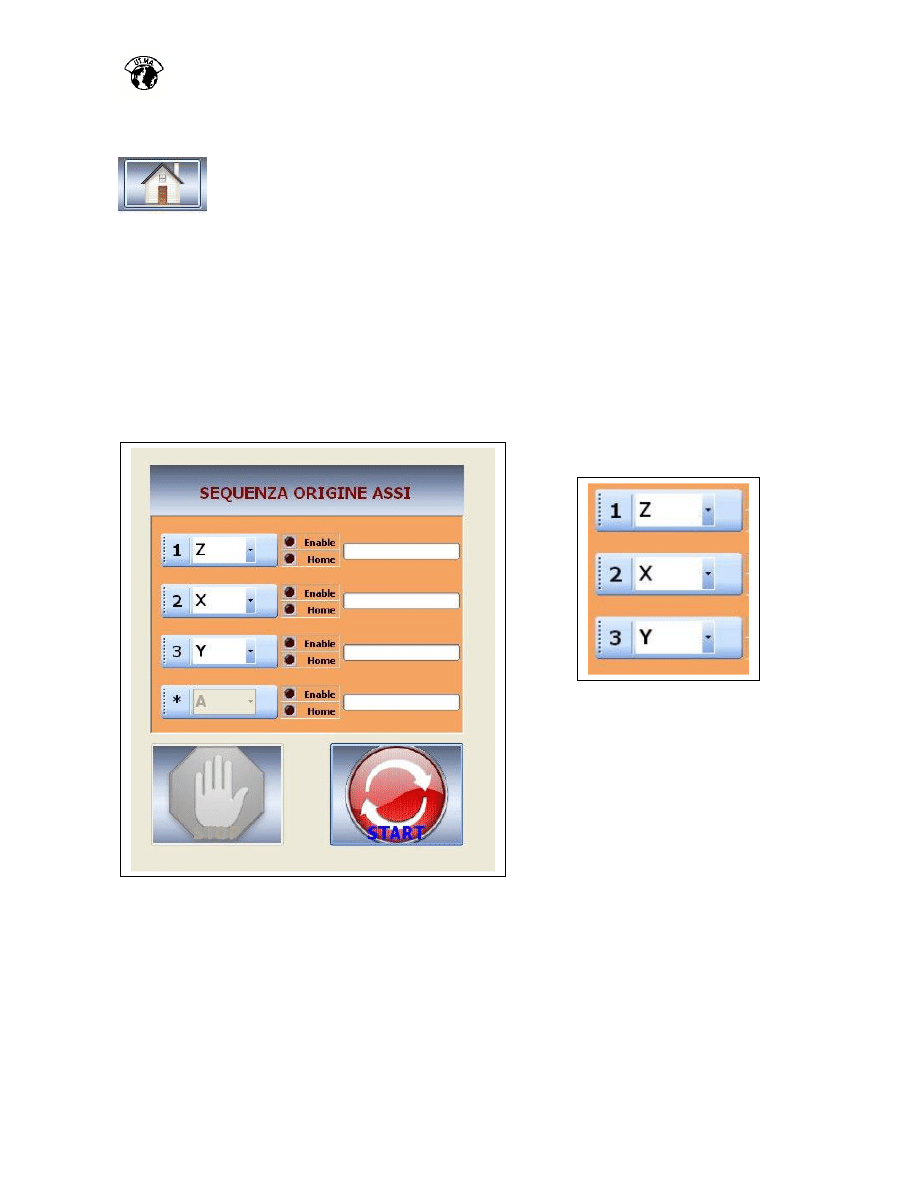
Nach Start des Programms müssen zuerst die Achsen nullgestellt werden.
Den Schlüssel „3“ drehen, um die Antriebe unter Spannung zu setzen und dann die
Funktion Nullstellung der Achsen wählen.
Es öffnet sich das Fenster für die Nullstellung und durch Betätigung der Schaltfläche
Start beginnen die Achsen sich nacheinander zu bewegen und positionieren sich auf
den Null-Maßsensor der Maschine.
Die Bewegungsfolge der Achsen wird von der im Feld 1, 2 und 3 gewählten Achse
festgelegt.
Die Funktion kann jederzeit unterbrochen werden, indem man die Schaltfläche Stopp
betätigt.
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
7
Funktion Programmierung Schleifen
Nach der Nullstellung der Achsen hat man durch Aktivierung der
Programmierfunktion Zugang zur eigentlichen Programmierung des Schleifens.
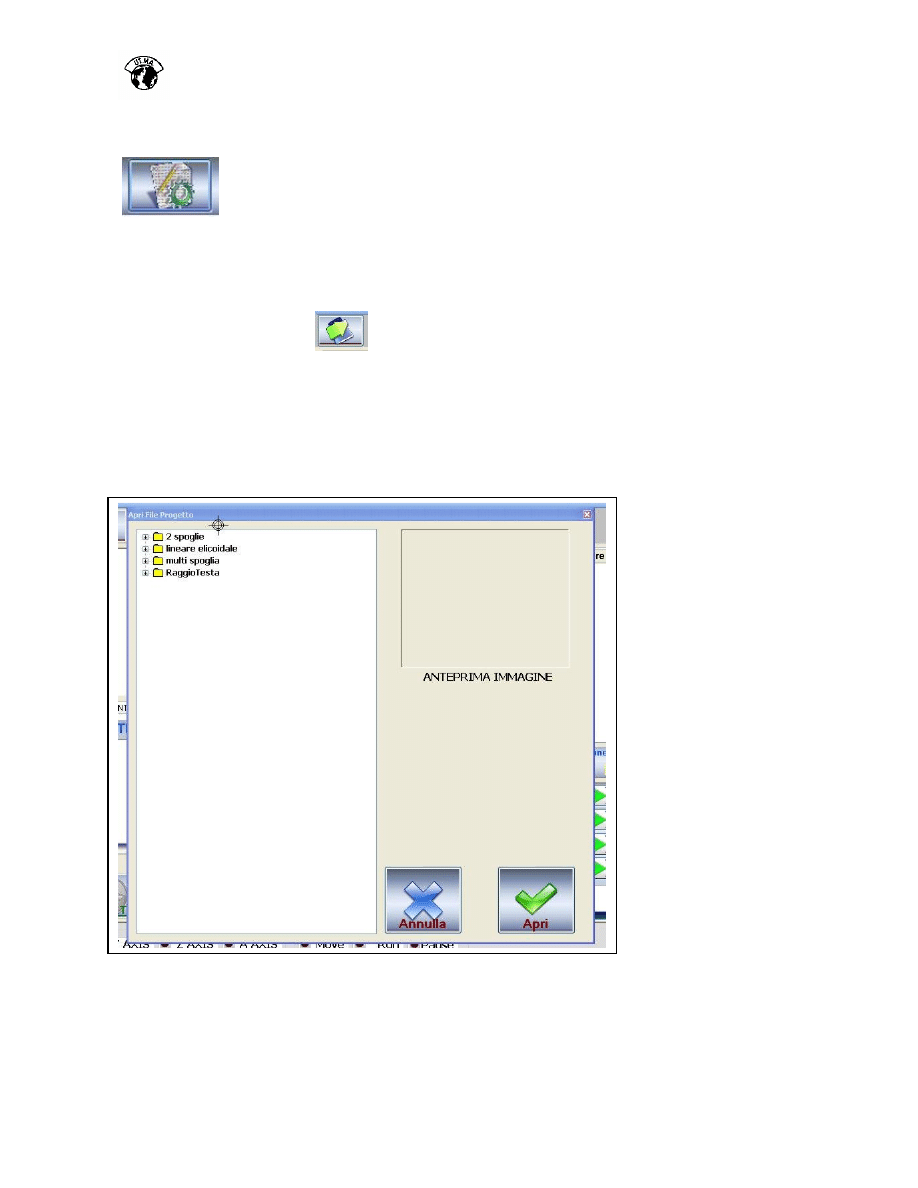
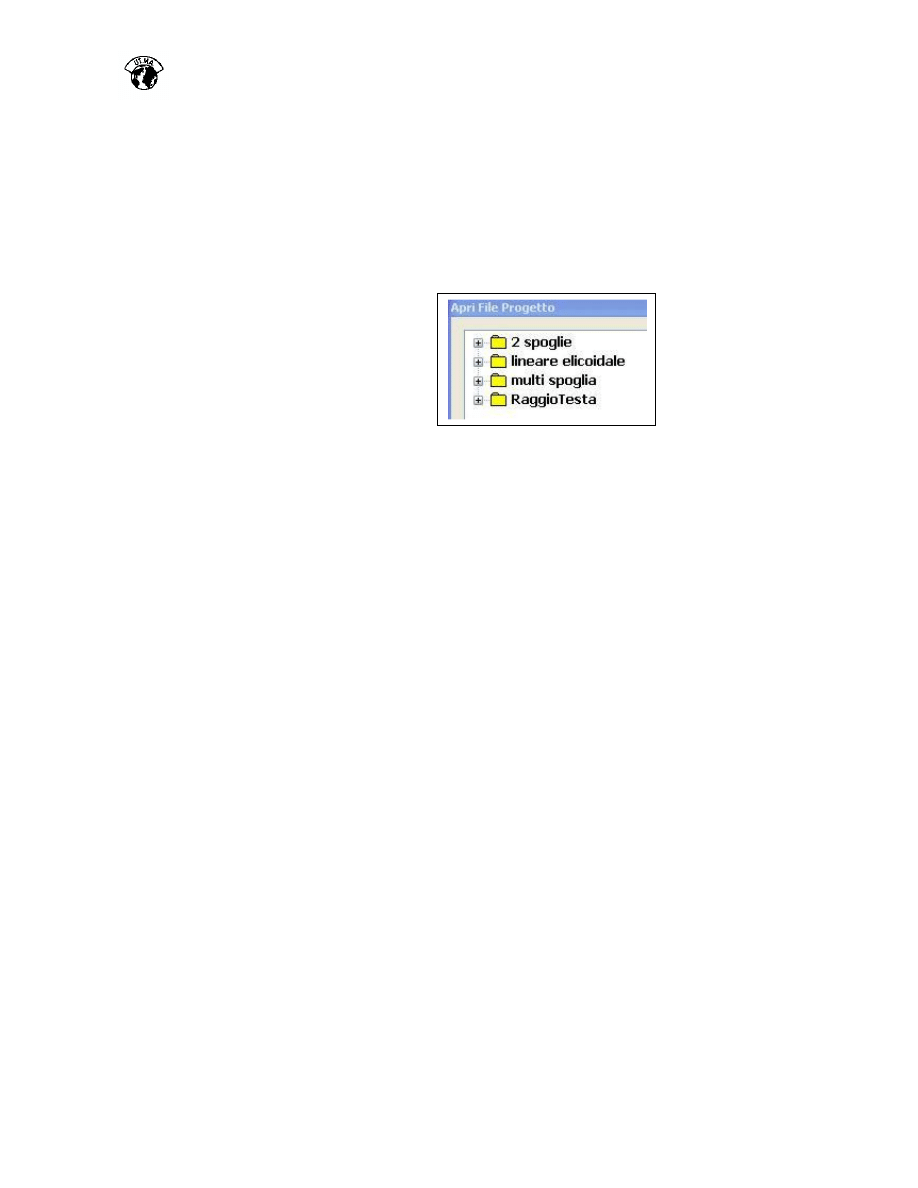
Als erstes ist ein Projekt
zu öffnen und die Art des Programms zu wählen, das
ausgeführt werden soll:
Programm 2 Freiwinkel
Programm linear spiralgenutet
Programm mehrere Freiwinkel
Programm Kopfradius
Wenn man eines dieser Programme wählt, öffnet sich ein Unterordner, in dem die
schon gespeicherten Dateien dieses Programms enthalten sind.
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
8
Wenn man eine Datei wählt und auf ÖFFNEN klickt, gelangt man zu den
Programmierfunktionen des Fräsers:
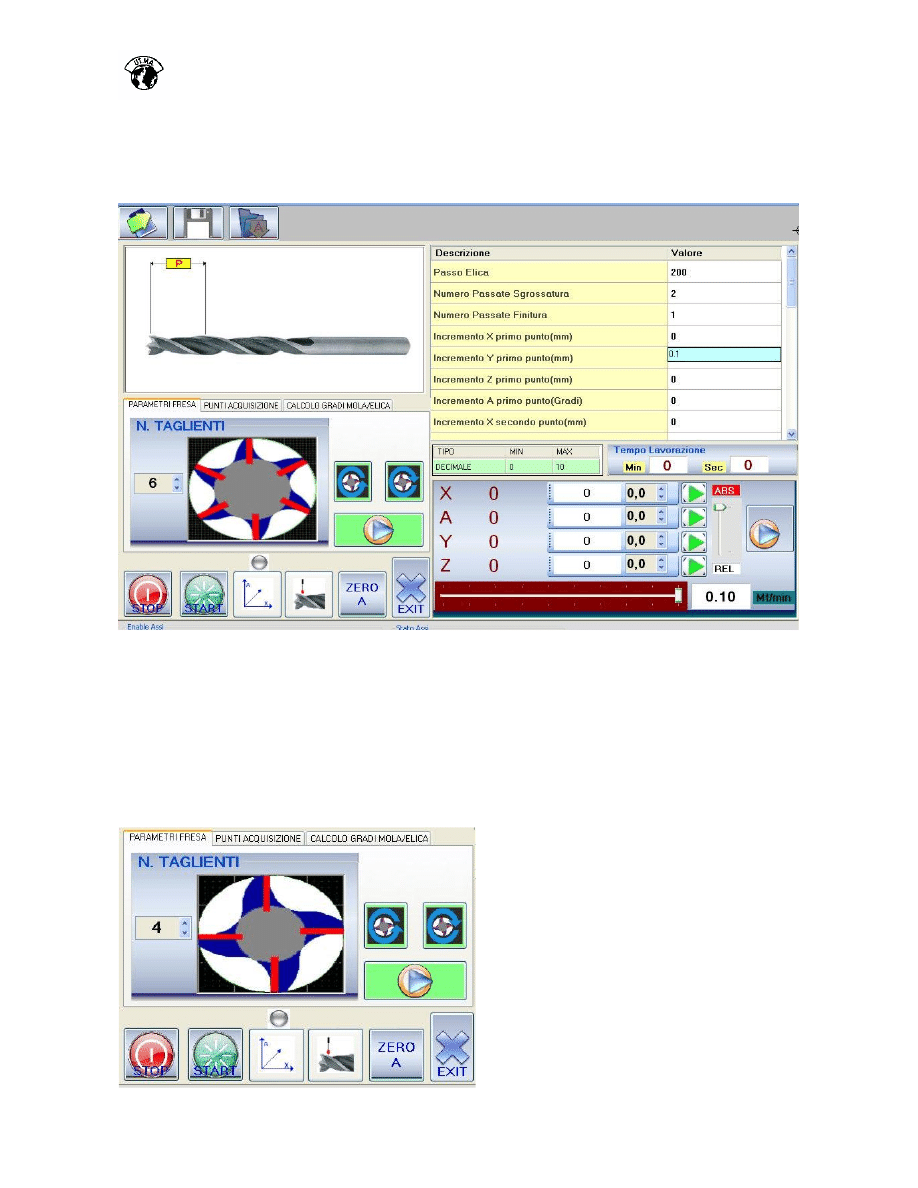
Auf der rechten Seite des Bildschirms befinden sich die Beschreibung und der den
Schleifparametern zuzuweisende Wert. Die Beschreibungen ändern sich je nach
Programm und werden weiter unten ausgeführt.
Nachdem man die Schleifwerte programmiert hat, muss man die Zahl der Schneiden
des Fräsers eingeben und daraufhin die Anfangs- und Endpunkte des Schleifens
festlegen.
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
9
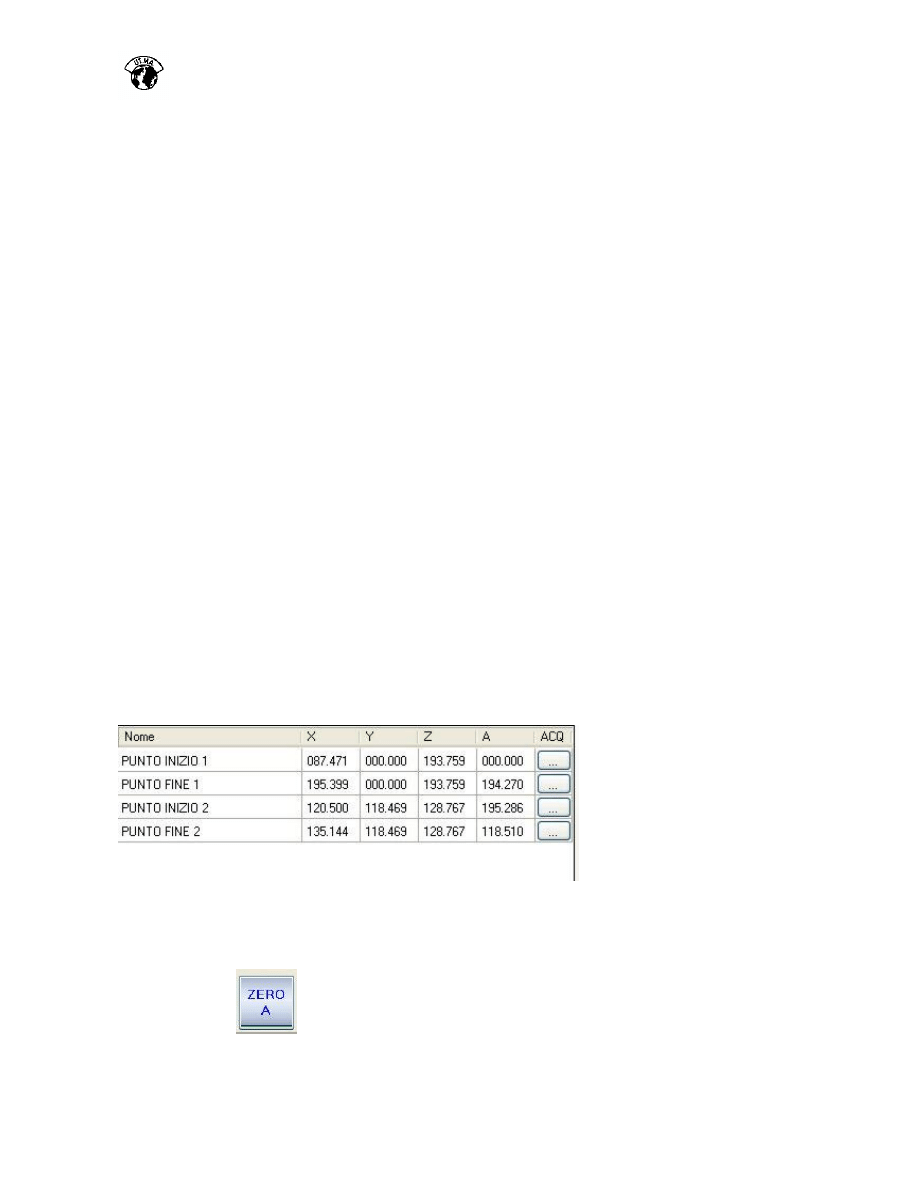
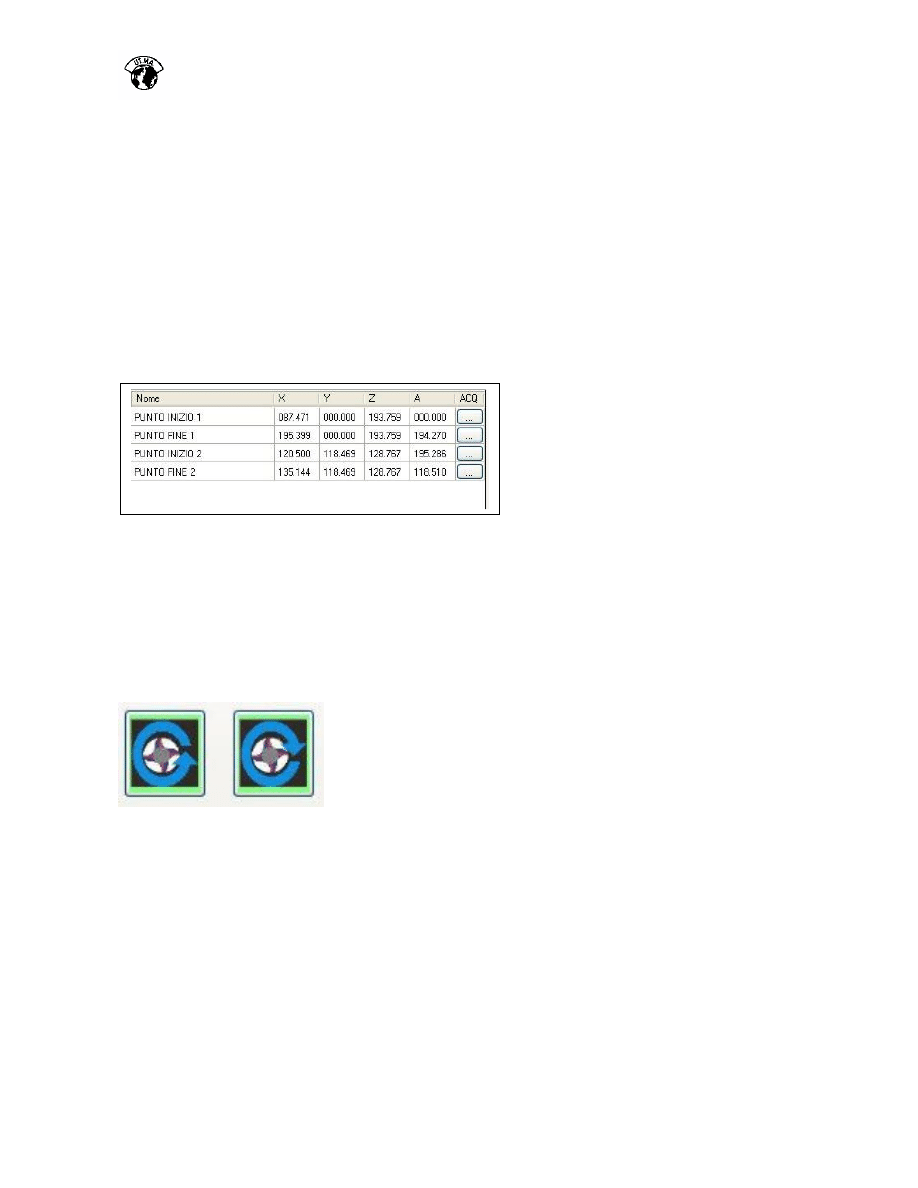
ERFASSUNGSPUNKTE
Die Funktion der Erfassung der Punkte bestimmt die Anfangs- und Endpunkte
innerhalb derer der Schliff des Fräsers durchgeführt wird.
Um die Punkte des Arbeitsbeginns und -endes festzulegen, muss man die
Schleifscheibe mit Hilfe der JOYSTICKS „1“ und „10“ in korrekten Bezug zu dem
zu schleifenden Stück positionieren.
Der Teilkopf „A“ mit der Schneide der Fräse muss in die richtige Startstellung
gebracht werden und die Schleifscheibe auf die richtige Schleifhöhe.
Nach diesen Positionierungen ist die Schleifscheibe mit dem Wählschalter „7“ in
Rotation zu versetzen und mit Hilfe des Joysticks „10“ muss die X-Achse (Wagen)
bewegt werden, um das Stück mit der Schleifscheibe in Berührung zu bringen. Dann
sicherstellen, dass die Achsen korrekt positioniert sind (man muss praktisch einen
manuellen Schliff ausführen).
Während dieser Phase muss die Bewegung der Achsen langsam erfolgen, um falsche
Bedienungsvorgänge und damit Schäden am Werkzeug oder an der Schleifscheibe zu
vermeiden.
Das Potentiometer Achsgeschwindigkeit „14“ auf niedrige Werte einstellen
Nachdem sichergestellt ist, dass das Werkzeug und die Schleifscheibe korrekt
positioniert sind:
Die X-Achse bewegen, um die Schleifscheibe aus der Schneide des Werkzeugs zu
entfernen, in einem Abstand, der die Rotation des Teilkopfs gestattet, ohne dass das
Werkzeug gegen die Schleifscheibe stößt.
Jetzt die Taste
betätigen, um die Position des Teilkopfs nullzustellen,
dann
die Taste ACQ betätigen, um die Position der Achsen zu Arbeitsbeginn zu
bestätigen.
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
10
Wenn ein Spiralfräser geschliffen werden soll, muss die Schaltfläche zur
Interpolation der Achsen aktiviert werden (die darüberstehende LED
leuchtet auf), diese Funktion benötigt einige Sekunden.
Wichtig: um einen Spiralfräser anzusetzen, muss vor Aktivierung der Schaltfläche die
Schneide des Werkzeugs eingestellt werden, indem man sie in Berührung mit dem
Mittensensor bringt und den Teilkopf um die verlangten Grade dreht.
Danach muss der Wagen X vorgeschoben werden, um das Stück in Berührung mit
der Schleifscheibe zu bringen.
Dieser vorbereitende Arbeitsgang ist notwendig, da nach Aktivierung der
Schaltfläche zur Interpolation der Achsen (die darüberstehende LED leuchtet auf) die
Achsen X und A sich interpolierend bewegen und es daher nicht möglich ist, die
Position der Schneide einzustellen.
Wenn eine gerade Fräse zu schärfen ist, muss die Schaltfläche zur
Interpolation der Achsen deaktiviert werden.
Die Rotation der Schleifscheibe aktivieren, die X-Achse mit dem Joystick „10“
bewegen, bis die Schleifscheibe am Ende der Schneide des Werkzeugs steht.
Dann die Schaltfläche ACQ anklicken, um den Endpunkt 1 zu bestätigen.
Wenn die Bearbeitung das Schärfen eines zweiten Punkts vorsieht, den Teilkopf und
die übrigen Achsen an den Beginn des Schleifpunkts stellen und die Taste ACQ des
Anfangspunkts 2 betätigen. Dann die Schneide von Hand schleifen (die X-Achse mit
dem Joystick „10“ bewegen) und die Taste ACQ des Endpunkts 2 betätigen.
Achtung, wenn man keine Bearbeitung eines zweiten Punkts vorsieht, ist es äußerst
wichtig, dass der Parameter Bearbeitung Zweiter Punkt auf NEIN eingestellt ist.
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
11
Wenn nach Erfassung der Anfangs- und Endpositionen die Bemaßung von einer oder
mehreren Achsen geändert werden soll, kann man die neue Bemaßung in das Feld der
entsprechenden Achse schreiben.
Zum Beispiel wenn man die Z-Achse im ersten Punkt von 193,759 auf 193,859
ändern will, braucht man nur auf das Feld Z-Achse zu klicken und den neuen Wert
einzugeben.
Im Fall des Spiralschliffs kann man nur die Parameter der Achsen Y und Z ändern
und nicht A & X, da deren Bewegung zueinander interpoliert ist.
Wenn man während der Phase der Erfassung der Punkte die Schneide des Fräsers
wechseln will, um den Schliff auf einer nachfolgenden Schneide zu prüfen, kann man
den Teilkopf mit den Funktionstasten im oder gegen den Uhrzeigersinn drehen.
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
12
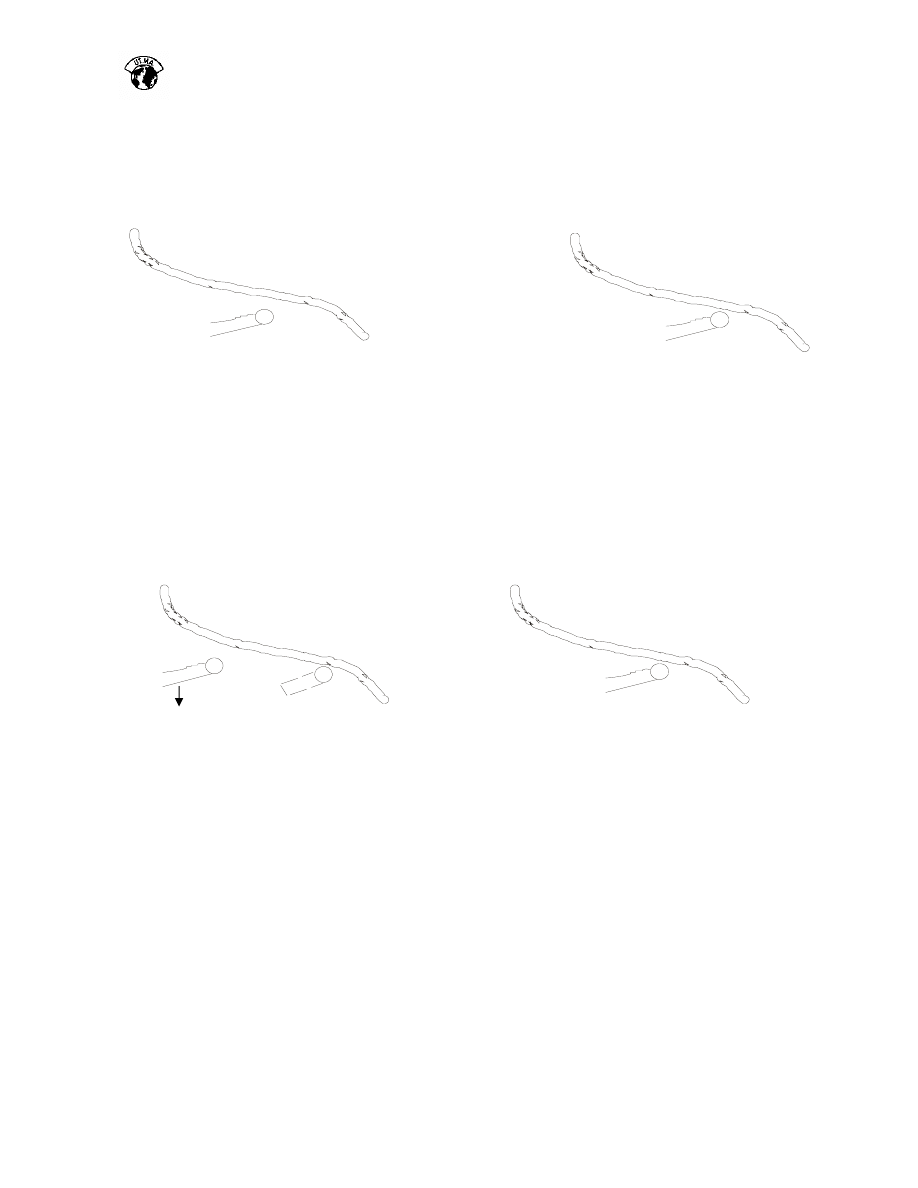
SUCHE SPIRALSTEIGUNG
Mit der CNC- Steuerung kann man die Steigung der Spirale eines Spiralfräsers mit
Hilfe des speziellen Tasters suchen.
Die Funktion Suche Spirale wählen und man erhält:
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
13
Den Sensor mit Hilfe des Joysticks in die Nähe einer Teilung im Inneren der Rille des
Fräsers bringen und dann die Suche starten.
Sensor
Sensor
Der Teilkopf dreht sich, um die Schneide in Berührung mit dem Sensor zu bringen,
danach verstellt sich die X-Achse um die im Feld Steigung X programmierte
Entfernung und die Steuerung beginnt erneut die Suche der Teilung, wonach die
berechnete Steigung angezeigt wird.
Neue Position Sensor
Sensor
Nun die Schaltfläche Send anklicken, um den Wert der Spirale in den Parameter des
Programms einzugeben.
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
14
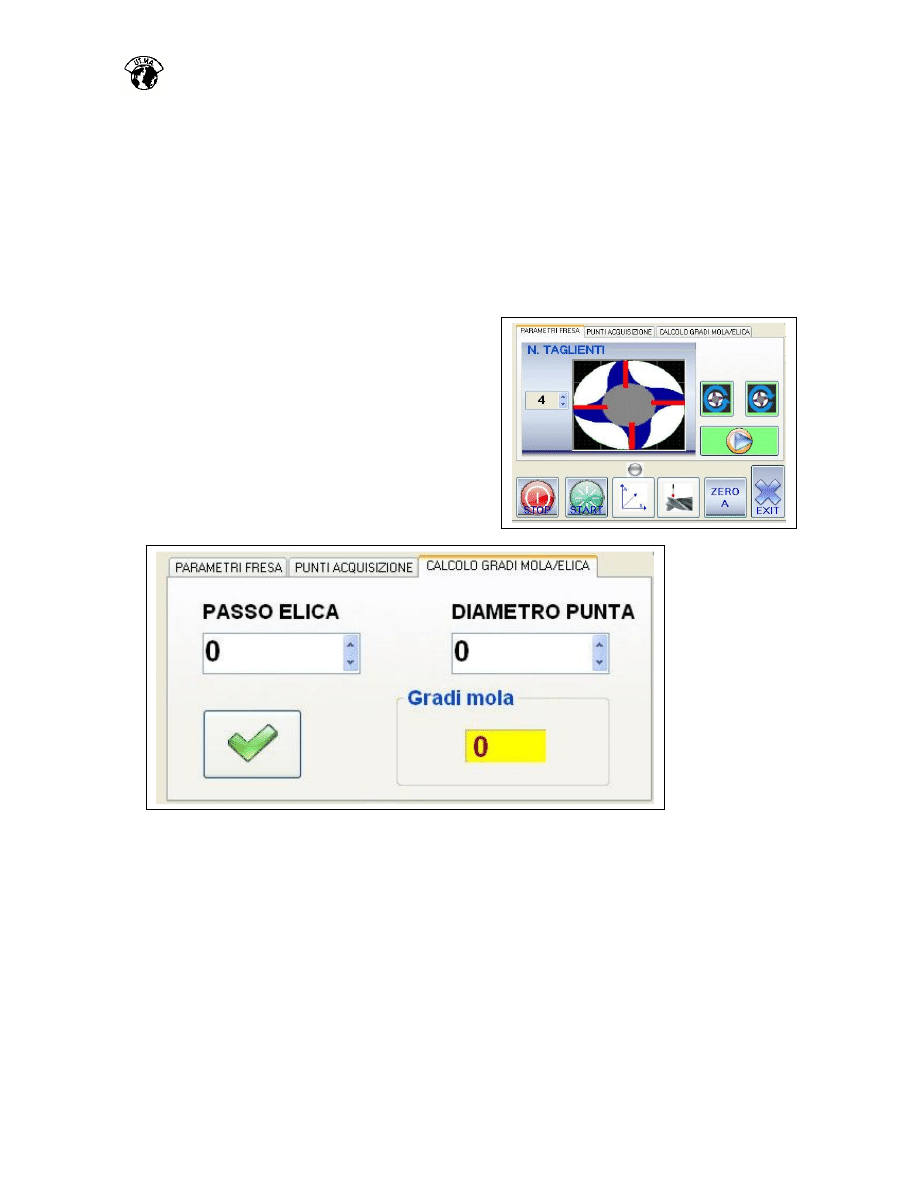
Berechnung der Neigung der Schleifscheibe
Um die Spirale eines Fräsers zu schärfen, muss man die Schleifscheibe mit
spezifischen Gradwerten neigen. Diese Gradwerte variieren je nach Steigung der
Spirale und Durchmesser des Fräsers.
Die Neigungsgrade erhält man durch
Aktivierung der Funktion
Gradberechnung Schleifscheibe/Spirale
Die darauffolgende Bildschirmseite zeigt:
Den Wert der Spirale in das Feld Spiralsteigung eingeben.
Den Durchmesser des Fräsers in das Feld Bohrerdurchmesser eingeben.
Die Schaltfläche “Enter
√
” anklicken. Das Programm berechnet die Neigungsgrade
und zeigt den Wert im Feld Grad der Schleifscheibe an.
Daraufhin muss der Schleifkopf gedreht werden, um die richtige Schleifstellung der
Schleifscheibe zu erhalten.
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
15
GESCHWINDIGKEITSPOTENTIOMETER
Das Geschwindigkeitspotentiometer 14 dient zur Reduzierung der
Verstellgeschwindigkeit der Achsen X Wagen, A Teilkopf und Z Säule.
Auf diese Art kann man die Verstellgeschwindigkeit (Schleifgeschwindigkeit) der
Achsen während des Automatikzyklus kontrollieren.
Das Potentiometer reduziert die im Programm eingestellten
Bearbeitungsgeschwindigkeiten in Prozenten.
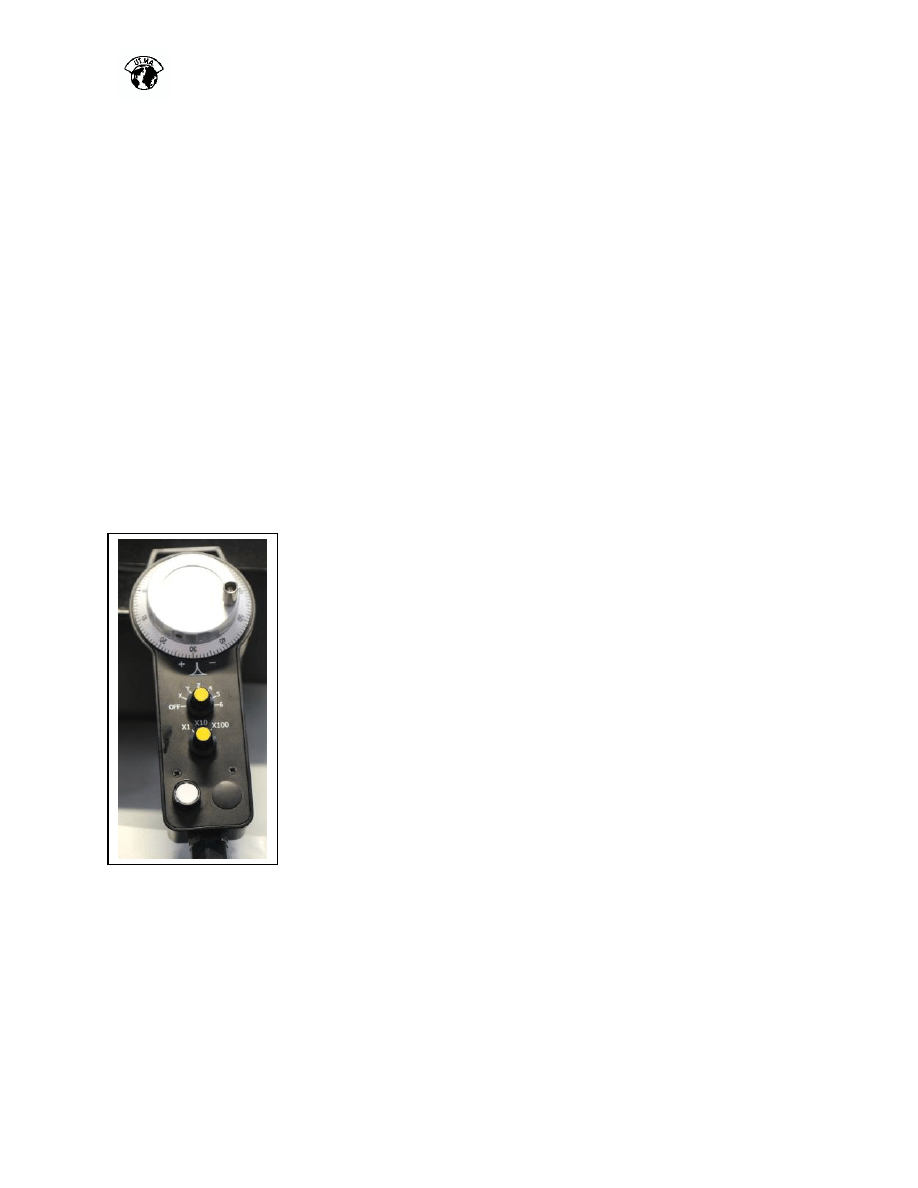
ELEKTRONISCHES HANDRAD
Das elektronische Handrad ist ein für den Gebrauch der
Maschine äußerst nützliches Instrument.
Seine Funktion ist es, die Verstellung einer Achse in
Verbindung mit der Rotation des Drehknopfs des Handrads zu
bestimmen.
Mit diesem Zubehör kann man eine Achse mikrometrisch
verstellen.
Das Handrad verfügt über 2 Wählschalter.
Ein Wählschalter zur Auswahl der Achse, die bewegt werden
soll.
Ein Wählschalter zur Auswahl der Skale der Verstellung 1X
10X 100X
Das elektronische Handrad ist immer aktiv, auch während des
Automatikzyklus. Um es zu verwenden, muss man die zentrale Drucktaste gedrückt
halten und den Drehknopf drehen.
Auf dem Display wird der Wert seiner Rotation angezeigt.
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
16
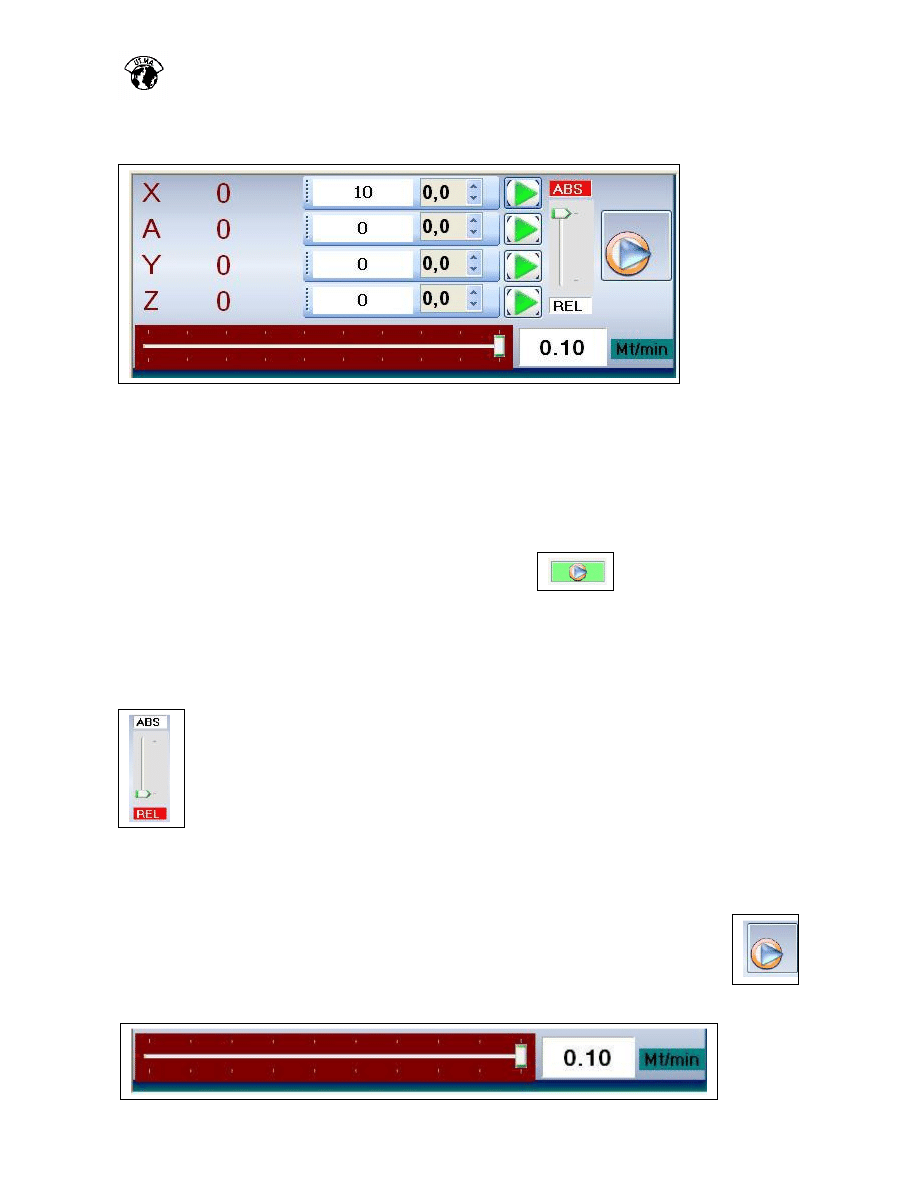
BEWEGUNG DER ACHSEN ÜBER BEMASSUNGEN
Wenn man eine Achse mit dem Joystick verstellt, wird die Bemaßung, an der sie sich
befindet auf dem Bildschirm neben dem Bezug der Achse in Rot angezeigt.
Wenn man die Achse in einen ganz präzisen Punkt stellen möchte, kann man in das
danebenstehende Feld den Wert schreiben und die Bewegungsgeschwindigkeit
eingeben, z.B. 0,5, und dann die grüne Schalfläche
anklicken, um die
Achse zu verstellen.
Wenn z.B. die X-Achse sich auf 100 mm befindet und eine Verstellung von 10 mm
programmiert wird, stellt sich die X-Achse auf die absolute Bemaßung von 10 mm.
Wenn man den Cursor von ABS (absolut) auf Rel (Relativ) versetzt
Durch Anklicken der grünen Schaltfläche verschiebt sich die Achse auf
eine Bemaßung, die sich aus dem Wert der programmierten Verstellung (+
oder -) und der Bemaßung, auf der sich die Achse derzeit befindet,
zusammensetzt.
Wenn z.B. die X-Achse sich auf 100 mm befindet und eine Verstellung von
10 mm programmiert wird, ist die neue Bemaßung der X-Achse 110 mm.
Man kann die Verschiebung mehrerer Achsen gleichzeitig programmieren, dazu für
jede Achse die zu erreichende Bemaßung eingeben und die Schaltfläche
anklicken.
In diesem Fall wird die Verschiebungsgeschwindigkeit der Achsen über
den Cursor kontrolliert.
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
17
BEARBEITUNGSPROGRAMME
Die Maschine wird mit den folgenden Programmen zum Schleifen von Fräsen
geliefert:
Programm 2 Freiwinkel
Programm linear spiralgenutet
Programm mehrere Freiwinkel
Programm Kopfradius
2 FREIWINKEL
Programm für Rückenschliff von geraden und
Spiralfräsern mit 1. und 2. Freiwinkel, wobei nur ein
Anfangs- und Endpunkt der Bearbeitung gewählt
wird.
LINEAR-SPIRALGENUTET Universalprogramm zum Schleifen von geraden
Fräsern und Spiralfräsern.
MEHRERE FREIWINKEL Programm für Rückenschliff von geraden Fräsern und
Spiralfräsern mit mehreren Freiwinkeln, wobei nur
ein Anfangs- und Endpunkt der Bearbeitung gewählt
wird.
KOPFRADIUS
Schleifprogramm Spiralfräser mit Kopfradius. Das
Programm gestattet das Radiusschleifen auf dem
äußeren Freiwinkel.
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
18
PROGRAMMIERUNG
Dies ist eine der wichtigsten Funktionen, denn mit ihr werden die Schleifparameter
des Fräsers eingegeben.
Zur Eingabe der Zahlenwerte braucht man nur mit der Maus auf das entsprechende
Feld zu klicken und den gewünschten Wert einzutippen.
In den Feldern, in denen keine Zahl einzugeben ist, kann man unter verschiedenen
Optionen wählen.
Beispielsweise
Die nachfolgenden zu programmierenden Parameter und ihre Erklärung beziehen sich
auf das Programm LINEAR SPIRALGENUTET (das umfassendste und
gebräuchlichste Programm). In der Erklärung der übrigen Schleifprogramme werden
nur jene Parameter erklärt, die nicht beim Programm Linear Spiralgenutet aufgeführt
sind.

AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
19
Programm Linear Spiralgenutet
Spiralsteigung
Anzahl Schruppgänge
Anzahl Schlichtgänge
Zustellung X erster Punkt (mm)
Zustellung Y erster Punkt (mm)
Zustellung Z erster Punkt (mm)
Zustellung A erster Punkt (Grad)
Zustellung X zweiter Punkt (mm)
Zustellung Y zweiter Punkt (mm)
Zustellung Z zweiter Punkt (mm)
Zustellung A zweiter Punkt (Grad)
Bearbeitung zweiter Punkt JA-NEIN
Trennung X erster Punkt (mm)
Trennung Y erster Punkt (mm)
Trennung Z erster Punkt (mm)
Trennung A erster Punkt (Grad)
Trennung X zweiter Punkt (mm)
Trennung Y zweiter Punkt (mm)
Trennung Z zweiter Punkt (mm)
Trennung A zweiter Punkt (Grad)
Art der Bearbeitung Tauchschliff - Pendelschliff
Schruppgeschwindigkeit hin
Schruppgeschwindigkeit zurück
Schlichtgeschwindigkeit hin
Schlichtgeschwindigkeit zurück
Zustellungsgeschwindigkeit
Leerbewegungsgeschwindigkeit
Art der Trennung Vorwärts-Rückwärts

AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
20
SPIRALSTEIGUNG
Zeigt die Steigung der Spirale des Fräsers an. Der Wert kann Positiv sein, für Fräser
mit positiver Spiralsteigung, oder Negativ für Fräser mit negativer Steigung.
Wenn die Steigung nicht bekannt ist, kann sie mit einem Taster zu Suche der Spirale
erfasst werden (siehe Kapitel Berechnung Spirale).
ANZAHL SCHRUPPGÄNGE
Gibt die Anzahl der Schruppgänge an, die man durchzuführen gedenkt.
Während der Schruppphase wird die Position einer Achse um den im Parameter
Zustellung programmierten Wert erhöht.
ANZAHL SCHLICHTGÄNGE
Gibt die Anzahl der Schlichtgänge an, die man durchzuführen gedenkt.
Während der Schlichtphase wird die Zustellung des Teilkopfs und des Wagens nicht
berücksichtigt.
ZUSTELLUNG X ERSTER PUNKT (MM)
Zeigt die Zustellung des Wagens X an. Die Zustellung ist in Millimetern
ausgedrückt, mit Auflösung des Hundertstel.
Die Zustellung kann Positiv sein (Wagenbewegung nach rechts) oder Negativ
(Wagenbewegung nach links).
ZUSTELLUNG Y ERSTER PUNKT (MM)
Zeigt die Zustellung des Schlittens Y an. Die Zustellung ist in Millimetern
ausgedrückt, mit Auflösung des Hundertstel.
Die Zustellung kann Positiv sein (Schlittenbewegung vorwärts auf den Bediener zu)
oder Negativ (Schlittenbewegung zurück).
ZUSTELLUNG Z ERSTER PUNKT (MM)
Zeigt die Zustellung der Säule Z an. Die Zustellung ist in Millimetern ausgedrückt,
mit Auflösung des Hundertstel.
Die Zustellung kann Positiv sein (Bewegung nach unten) oder Negativ (Bewegung
nach oben).

AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
21
ZUSTELLUNG A ERSTER PUNKT (GRAD)
Zeigt die Zustellung des Teilkopfs A an. Die Zustellung ist in Grad ausgedrückt, mit
Auflösung des hundertstel Grad.
Die Zustellung kann Positiv sein (Drehung im Uhrzeigersinn) oder Negativ
(Drehung gegen den Uhrzeigersinn).
Hinweis: Der in den Parametern ZUSTELLUNG eingegebene Wert steht für die
Gesamtmenge, die man während des Schleifens abtragen möchte. Dieser Wert wird
durch die Zahl der SCHRUPPGÄNGE geteilt.
Zustellung X zweiter Punkt (mm)
Zustellung Y zweiter Punkt (mm)
Zustellung Z zweiter Punkt (mm)
Zustellung A zweiter Punkt (Grad)
Diese Parameter erfüllen die gleiche Funktion der Zustellung der Achsen erster
Punkt, nur dass sie auf das Schärfen des zweiten erfassten Punkts der Bearbeitung
angewandt werden.
BEARBEITUNG ZWEITER PUNKT
Mit diesem Parameter kann festgelegt werden, ob beide erfassten Arbeitspunkte oder
nur der erste geschärft werden sollen. JA oder NEIN wählen.
TRENNUNG X ERSTER PUNKT (MM)
TRENNUNG Y ERSTER PUNKT (MM)
TRENNUNG Z ERSTER PUNKT (MM)
TRENNUNG A ERSTER PUNKT (GRAD)
Die Trennung der Achse ist, wenn sie programmiert wurde, während der
Rücklaufphase vom Schärfen aktiv.
Sie ist in Millimetern oder Grad ausgedrückt, mit Annäherung an das Hundertstel. Sie
kann sowohl positiv als auch negativ sein.
Der Zweck der Programmierung des Parameters Trennung ist es, das Stück von der
Schleifscheibe zu entfernen, so dass es die Schleifscheibe nicht berührt.
TRENNUNG X ZWEITER PUNKT (MM)
TRENNUNG Y ZWEITER PUNKT (MM)
TRENNUNG Z ZWEITER PUNKT (MM)
TRENNUNG A ZWEITER PUNKT (GRAD)
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
22
Diese Parameter erfüllen die gleiche Funktion der Trennung der Achsen erster Punkt,
nur dass sie auf das Schärfen des zweiten erfassten Punkts der Bearbeitung
angewandt werden.
Die Trennung am zweiten Punkt hat die gleiche Funktion der Trennung am ersten
Punkt.
ART DER BEARBEITUNG
Tauchschliff Zustellung der Achse bei jeder kompletten Drehung des Teilkopfs.
Der Schruppgang wird an allen Schneiden des Fräsers durchgeführt, dann beginnt
wieder der Schleifdurchgang mit dem nächsten Schruppgang.
Pendelschliff man führt alle Schruppgänge an einer Schneide durch und geht dann
zum Schärfen der nächsten Schneide über.
SCHRUPPGESCHWINDIGKEIT HIN
Gibt die Schleifgeschwindigkeit vorwärts während des Schruppens an.
SCHRUPPGESCHWINDIGKEIT ZURÜCK
Gibt die Schleifgeschwindigkeit zurück während des Schruppens an.
SCHLICHTGESCHWINDIGKEIT HIN
Gibt die Schleifgeschwindigkeit vorwärts während des Schlichtens an.
SCHLICHTGESCHWINDIGKEIT ZURÜCK
Gibt die Schleifgeschwindigkeit zurück während des Schlichtens an.
ZUSTELLUNGSGESCHWINDIGKEIT
Gibt die Geschwindigkeit der Verstellung der Achsen während der Zustellung an.
LEERBEWEGUNGSGESCHWINDIGKEIT
Gibt die Geschwindigkeit der Verstellung der Achsen während der
Positionierungsphasen an.
Die Geschwindigkeiten sind in Metern/Minute ausgedrückt. Wir empfehlen sehr
niedrige Werte für die Schleif- und Zustellgeschwindigkeiten (0,1-1) und höhere
Werte (1-3) für die Rückkehr- und Leerbewegungsgeschwindigkeiten.

AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
23
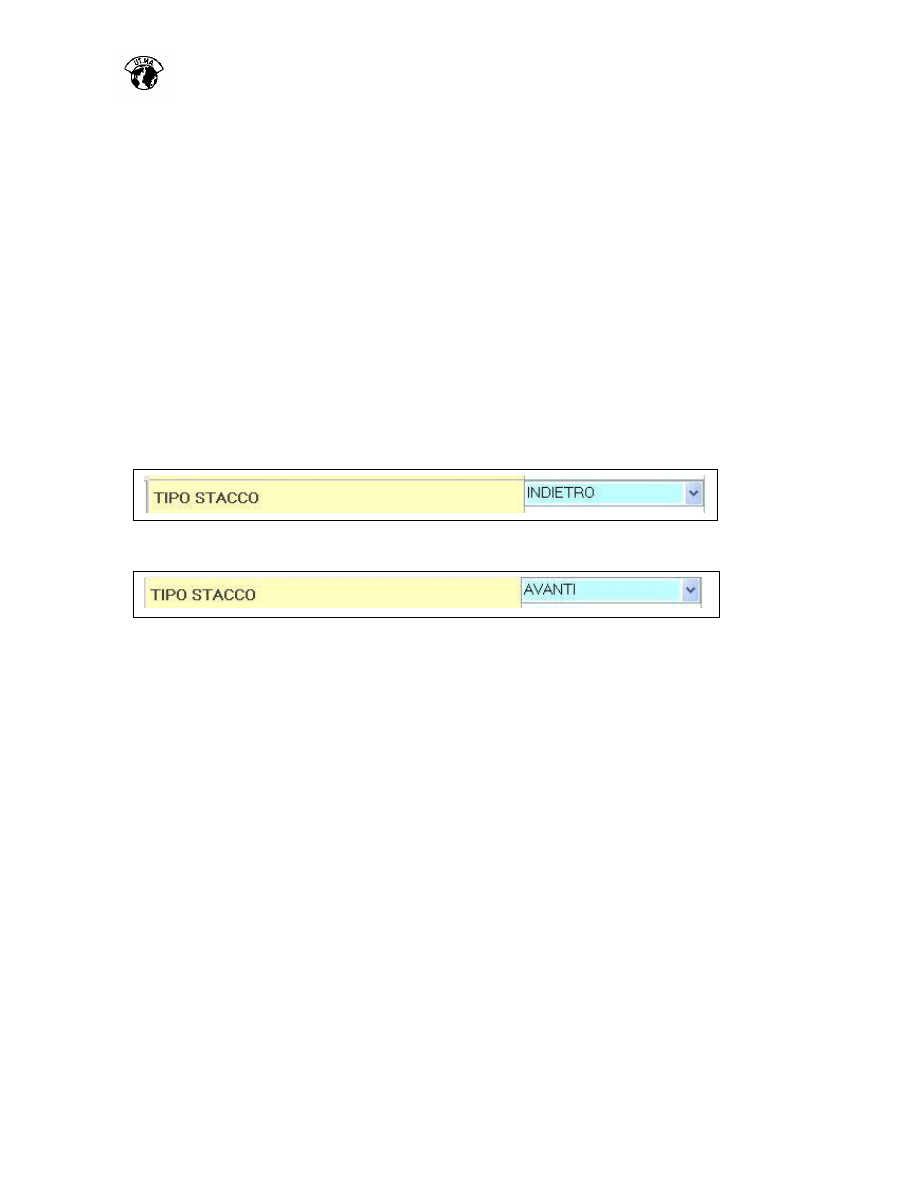
ART DER TRENNUNG
Der Zweck der Programmierung des Parameters Trennung ist es, das Stück von der
Schleifscheibe zu entfernen, so dass es die Schleifscheibe nicht berührt.
Die Trennung der Achsen erfolgt je nach gewähltem Schleiftyp:
vor / zurück
Wenn der Parameter auf ZURÜCK eingestellt ist, bringen die Achsen die
Schleifscheibe in Berührung mit dem Zahn, beim Vorschub wird der Zahn über die
gesamte programmierte Länge geschärft; am Endanschlag entfernt sich die
Schleifscheibe von der geschärften Oberfläche (es verstellt sich die Achse, deren
Trennungswert programmiert wurde) und die Achsen laufen zurück, ohne dass die
Schleifscheibe den Zahn berührt.
Wenn der Parameter auf VOR eingestellt ist, laufen die Achsen bis zum Ende der
programmierten Schleiflänge vor, ohne dass die Schleifscheibe die zu schärfende
Oberfläche berührt (es verstellt sich die Achse, deren Trennungswert programmiert
wurde), am Endanschlag fährt die Schleifscheibe vor, bis sie mit der zu schleifenden
Oberfläche in Berührung kommt und der Zahn wird während des Rücklaufs
geschärft.
SCHR.GESCHW. HIN
Gibt die Schleifgeschwindigkeit vorwärts während des Schruppens an.
SCHR.GESCHW. ZURÜCK
Gibt die Schleifgeschwindigkeit rückwärts während des Schruppens an.
SCHL.GESCHW. HIN
Gibt die Schleifgeschwindigkeit vorwärts während des Schlichtens an.
SCHL.GESCHW. ZURÜCK
Gibt die Schleifgeschwindigkeit rückwärts während des Schlichtens an.

AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
24
2 FREIWINKEL
Programm für Rückenschliff von geraden und Spiralfräsern mit 1. und 2. Freiwinkel,
wobei nur ein Anfangs- und Endpunkt der Bearbeitung gewählt wird.
Spiralsteigung
Anzahl Schruppgänge
Anzahl Schlichtgänge
Zustellung Y (mm)
Zustellung A (Grad)
Zweiter Freiwinkel (Grad)
Nachstellen Y zweiter Freiwinkel (mm)
Trennung Y zurück (mm)
Bearbeitung zweiter Freiwinkel JA-NEIN
Art der Bearbeitung Tauchschliff - Pendelschliff
Schruppgeschwindigkeit hin
Schruppgeschwindigkeit zurück
Schlichtgeschwindigkeit hin
Schlichtgeschwindigkeit zurück
Zustellungsgeschwindigkeit
Leerbewegungsgeschwindigkeit
GRAD ZWEITER FREIWINKEL
Rotationsgrade Teilkopf für Positionierung zweiter Freiwinkel
NACHSTELLEN Y ZWEITER FREIWINKEL
Vorschub der Y-Achse zur Wiederherstellung des Kontakts zwischen der
Schleifscheibe und dem Werkzeug, der infolge der Rotation des Teilkopfs auf die für
den Schliff des 2. Freiwinkels festgelegten Grade verloren geht.
BEARBEITUNG ZWEITER FREIWINKEL JA-NEIN
Mit diesem Parameter ist es möglich festzulegen, ob beide Freiwinkel geschliffen
werden oder ob die Bearbeitung des zweiten Freiwinkels blockiert wird.

AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
25
PROGRAMM MEHRERE FREIWINKEL
Programm für Rückenschliff von geraden und Spiralfräsern mit mehreren
Freiwinkeln, wobei nur ein Anfangs- und Endpunkt der Bearbeitung gewählt wird.
Spiralsteigung
Anzahl Schruppgänge
Anzahl Schlichtgänge
Zustellung Y (mm)
Zustellung A (Grad)
Trennung Y zurück (mm)
Freiwinkel (Grad)
Progressive Zustellung Y (mm)
Anzahl Freiwinkel
Art der Bearbeitung Tauchschliff - Pendelschliff
Schruppgeschwindigkeit hin
Schruppgeschwindigkeit zurück
Schlichtgeschwindigkeit hin
Schlichtgeschwindigkeit zurück
Zustellungsgeschwindigkeit
Leerbewegungsgeschwindigkeit
GRAD FREIWINKEL
Rotationsgrad Teilkopf für jeden Freiwinkel.
PROGRESSIVE ZUSTELLUNG Y (mm)
Vorschub der Y-Achse jedes Mal, wenn man den nachfolgenden Freiwinkel
positioniert.
ANZAHL FREIWINKEL
Gesamtzahl der Freiwinkel, die realisiert werden sollen.

AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
26
PROGRAMM KOPFRADIUS
Spiralsteigung
Kopfradius
Trennung Z
Trennung X
Bearbeitung nur Radius Ja - Nein
Geschwindigkeit Spirale
Geschwindigkeit Abrunden
Teilungsgeschwindigkeit
Leerbewegungsgeschwindigkeit
KOPFRADIUS
Es wird der Wert des durchzuführenden Radius festgelegt.
BEARBEITUNG NUR RADIUS JA - NEIN
Mit diesem Parameter kann man das Schleifen nur des Radius bestimmen.
GESCHWINDIGKEIT SPIRALE
Gibt die Schleifgeschwindigkeit der Spirale an.
GESCHWINDIGKEIT ABRUNDEN
Gibt die Schleifgeschwindigkeit während der Ausführung des Abrundens an.
TEILUNGSGESCHWINDIGKEIT
Gibt die Rotationsgeschwindigkeit des Teilkopfs beim Wechsel der Schneide an.
Bei diesem Schliff muss man zur Festlegung der Erfassungspunkte wie folgt
vorgehen:
Der erste Anfangspunkt muss am Ende der Spirale erfasst werden (dem Teil, der dem
Teilkopf am nächsten ist).
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
27
Nachdem der erste Punkt bestimmt ist, die Interpolation der Achsen aktivieren und
mit der X-Achse zurücksetzen, bis man aus dem Fräser austritt, dann ist die Z-Achse
bis zur Mitte des Fräserdurchmessers abzusenken und die X-Achse vorzuschieben,
um den Kontakt des Werkzeugs mit der Schleifscheibe zu finden.
In diesem Punkt die „Erfassung“ des Endpunkts des Fräsers bestätigen.

AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
28
START DES ARBEITSZYKLUS
Nachdem man alle Parameter eingestellt und die Arbeitspunkte
bestimmt hat, muss man die mittlere Klappe schließen und man kann
den Arbeitszyklus starten, indem man die Schaltfläche Start anklickt.
Die Bearbeitung kann jederzeit über die Schaltfläche Stop
unterbrochen werden.
Wir empfehlen, bei Start des Arbeitszyklus die Geschwindigkeit der Achsen über das
Potentiometer „14“ auf ein Minimum zu reduzieren und sie dann nach Beginn der
Bearbeitung allmählich zu erhöhen.
Während des Arbeitszyklus zeigt eine Uhr die Ausführungszeit an.
Falls eine Notunterbrechung des Zyklus erforderlich ist, den pilzförmigen Not-Aus-
Taster „4“ drücken.
Der Not-Aus-Pilz nimmt der Schalttafel den Strom, lässt aber den Computer
eingeschaltet, damit nicht alle Programmierungsdaten verloren gehen.
Der einzige Schalter, der der ganzen Maschine den Strom nimmt, ist der
Türverriegelungsschalter an der Tür der Schalttafel.
Bevor man den Strom der Maschine abschaltet, muss man den Computer nach dem
normalen Verfahren von Windows herunterfahren: Start/Computer ausschalten.
AUTOMATISCHE SCHLEIFMASCHINE LC35UND CNC
DEF LC35 E CNC MANUALE DEL CNC_ted Rev. 11-11-2008
29
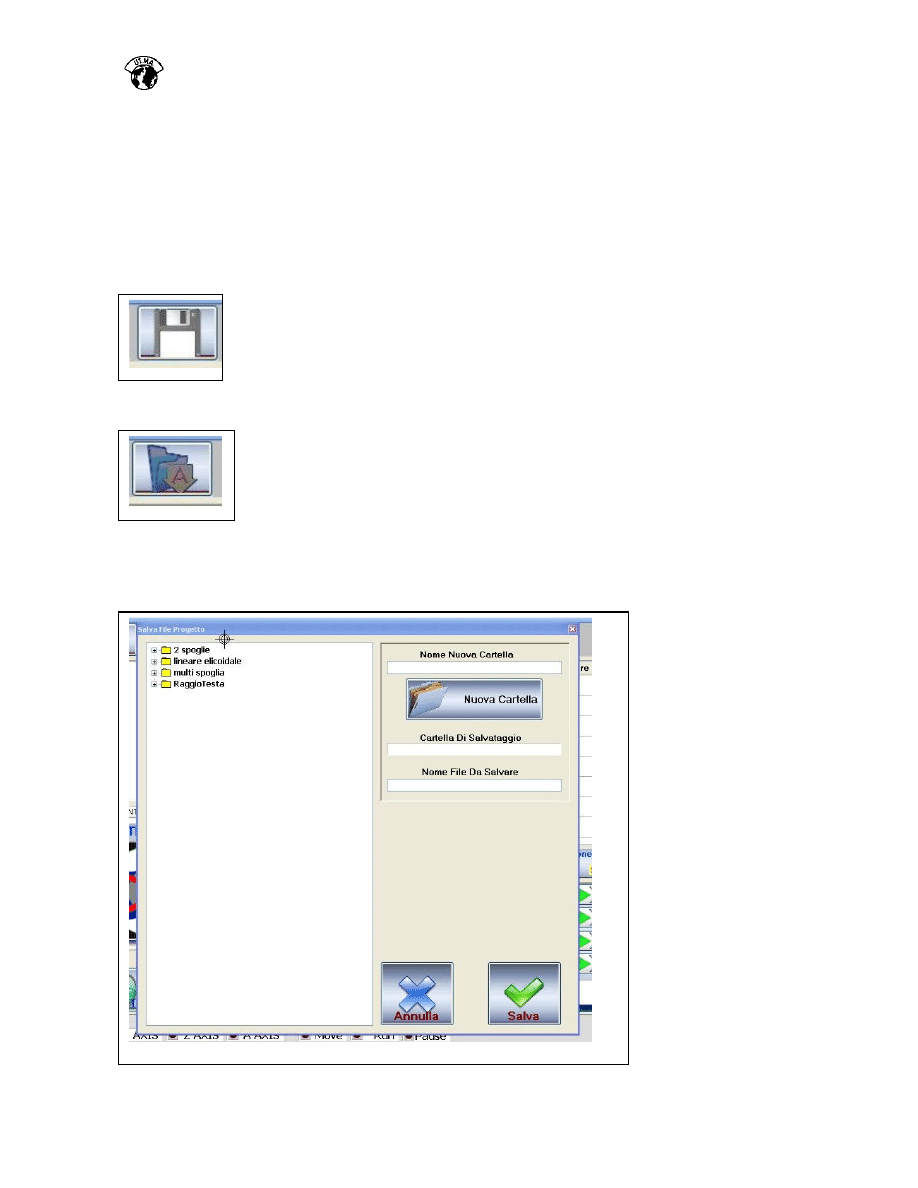
PROGRAMM SPEICHERN
Man kann ein Bearbeitungsprogramm speichern und so alle Arbeitsdaten für einen
späteren Schliff aufbewahren.
Durch Klick auf dieses Symbol ersetzt man das existierende Programm
durch die aktuellen Werte.
Durch Klick auf dieses Symbol öffnet sich der nächste Ordner.
Dort kann man die Directory (Verzeichnis) wählen, in der die Datei
gespeichert werden soll und dem Programm einen Namen geben.
Wyszukiwarka
Podobne podstrony:
Automatyczna szlifierka LC35E CNC (PL)
cnc - opracowane pytania, Automatyka i Robotyka, sV, ZMiSW
cnc - opracowane pytania, Automatyka i Robotyka, Semestr 5, ZMiSW, kolos lab
FESTO Podstawy automatyzacji
Automatyka (wyk 3i4) Przel zawory reg
Automatyzacja w KiC (w 2) Obiekty reg
AutomatykaII 18
Automatyka wykład 8
Wybrane elementy automatyki instalacyjnej
12 Podstawy automatyki Układy sterowania logicznego
Automatyka dynamiakPAOo 2
Automatyka okrętowa – praca kontrolna 2
automatyczne swiatla
podstawy automatyki ćwiczenia lista nr 4b
AUTOMATYZACJA PROCESÓW SPAWALNICZYCH
Podstawy automatyki cz1
więcej podobnych podstron