
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Janusz Rudolf
Wykonywanie prac konserwatorskich
722[04].Z3.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Kazimierz Witosław
mgr inż. Andrzej Kacperczyk
Opracowanie redakcyjne:
mgr inż. Janusz Rudolf
Konsultacja:
mgr inż. Gabriela Poloczek
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[04].Z3.02.
„Wykonywanie prac konserwatorskich” zawartego w modułowym programie nauczania dla
zawodu kowal
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Dobór materiałów oraz technologii do regeneracji wyrobów kowalskich
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające 10
4.1.3. Ćwiczenia 10
4.1.4. Sprawdzian postępów 12
4.2. Prace pomocnicze przy kowalskich pracach konserwatorskich
13
4.2.1. Materiał nauczania
13
4.2.2. Pytania sprawdzające 15
4.2.3. Ćwiczenia 15
4.2.4. Sprawdzian postępów 17
4.3. Organizacja i techniki wykonywania kowalskich prac konserwatorskich
18
4.3.1. Materiał nauczania
18
4.3.2. Pytania sprawdzające 19
4.3.3. Ćwiczenia 22
4.3.4. Sprawdzian postępów 23
4.4. Wykonywanie kalkulacji prac konserwacji i renowacji zabytków
w zakresie kowalstwa artystycznego
22
4.4.1. Materiał nauczania
22
4.4.2. Pytania sprawdzające 22
4.4.3. Ćwiczenia 23
4.4.4. Sprawdzian postępów 23
4.5. Przepisy bezpieczeństwa pracy przy pracach konserwatorskich
24
4.5.1. Materiał nauczania
24
4.5.2. Pytania sprawdzające 25
4.5.3. Ćwiczenia 25
4.5.4. Sprawdzian postępów 26
5. Sprawdzian osiągnięć
27
6. Literatura
31

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik
będzie Ci pomocny w opanowaniu umiejętność z zakresu wykonywania prac
konserwatorskich, na zajęciach dydaktycznych w szkole kształcącej w zawodzie kowal
722[04].
W poradniku zamieszczono:
− wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
− cele kształcenia – wykaz umiejętności, jakie opanujesz podczas zajęć,
− materiał nauczania – podstawowe wiadomości dotyczące zagadnień z zakresu wykonania
prac konserwatorskich
− ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
− pytania sprawdzające,
− wykaz literatury, z jakiej uczniowie mogą korzystać podczas nauki.
Wskazane jest, aby zajęcia dydaktyczne były prowadzone różnymi metodami ze szczególnym
uwzględnieniem:
− pokazu z objaśnieniem,
− tekstu przewodniego,
− metody projektów,
− ćwiczeń praktycznych.
Formy organizacyjne pracy uczniów mogą być zróżnicowane, począwszy od samodzielnej
pracy uczniów do pracy zespołowej.
W celu przeprowadzenia sprawdzianu wiadomości i umiejętności ucznia, nauczyciel może
posłużyć się zamieszczonym w rozdziale 6 zestawem zadań testowych, zawierającym
różnego rodzaju zadania.
W tym rozdziale podano również:
− plan testu w formie tabelarycznej,
− punktacje zadań i uczenia się,
− propozycje norm wymagań,
− instrukcję dla nauczyciela,
− instrukcję dla ucznia,
− kartę odpowiedzi,
− zestaw zadań testowych.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp
i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych
prac. Przepisy te poznasz podczas trwania nauki.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych w module „Kowalstwo artystyczne”
Moduł 722[04].Z3
Kowalstwo artystyczne
722[04].Z3.01
Wykonywanie wyrobów artystycznych
722[04].Z3.02
Wykonywanie prac konserwatorskich
722[04].Z3.03
Wykonywanie galanterii metalowej

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
posługiwać się dokumentacją technika,
−
posługiwać się narzędziami pomiarowymi,
−
rozpoznawać podstawowe materiały kowalskie i ich stopy,
−
wykonywać podstawowe operacje kowalskie,
−
wykonywać podstawowe operacje kowalstwa artystycznego,
−
wykonywać prace spawalnicze w kowalstwie,
−
wykonywać konserwację maszyn, urządzeń i narzędzi stosowanych w pracy kowalskiej,
−
przestrzegać przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
− odczytać dokumentację w zakresie niezbędnym do wykonania kowalskich prac
konserwatorskich,
− dokonać pomiarów, posłużyć się sprzętem pomiarowym,
− zorganizować stanowisko pracy,
− dobrać rodzaj materiału do naprawionego przedmiotu,
− dobrać odpowiednią technologię wykonania do rodzaju prac konserwatorskich np.
spawanie, nitowanie, gięcie, kucie , skrawanie, kształtowanie artystyczne,
− zastosować powłoki ochronne i ozdobne odpowiednio do konserwowanego wyrobu,
− sporządzić zapotrzebowanie materiałowe do wykonania prac,
− porozumieć się z przełożonymi i współpracownikami i konserwatorami,
− wykonać pracę z zachowaniem zasad bhp, ochrony ppoż. i ochrony środowiska,
− sporządzić kalkulację kosztów,
− korzystać z internetu jako źródło wiedzy.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Dobór materiałów oraz technologii do regeneracji
wyrobów kowalskich
4.1.1. Materiał nauczania
Dobór materiałów oraz technologii do regeneracji wyrobów kowalskich
Wyroby kowalskie, a w szczególności wyroby artystyczne z biegiem lat ulegają
zniszczeniu. Najczęściej powodem zniszczenia jest wszechobecna korozja. Większość
wyrobów kowalskich narażona jest na działanie korozji, czyli proces stopniowego niszczenia
metali i ich stopów pod wpływem chemicznego lub elektrochemicznego oddziaływania
środowiska. Proces niszczenia materiału pod wpływem korozji rozpoczyna się w warstwach
powierzchniowych i przemieszcza się w głąb materiału. W wyniku takiego działania najpierw
zanikają na wyrobach kowalskich wykonane wzory, reliefy i cyzelowanie powierzchni.
W praktyce korozja jest zjawiskiem złożonym, powodującym niszczenie metali na
wolnym powietrzu (tzw. korozja atmosferyczna) następuje pod wpływem oddziaływania
chemicznego oraz elektrochemicznego pary wodnej i gazów zawartych w powietrzu. Korozja
równomierna, która swoim działaniem niszczącym obejmuje całą powierzchnię wyrobu
kowalskiego ma wpływ na zmianę wytrzymałości metalu. Natomiast korozja miejscowa
występująca na niewielkim obszarze, powoduje głębokie wżery znacznie zmniejszające
wytrzymałości materiału z którego wykonywany jest element kuty.
Najgroźniejszym dla wyrobów metalowych jest korozja międzykrystaliczna występująca
na granicy ziaren, sięgając w głąb materiału. Zewnątrz zjawisko to jest niewidoczne, ale
wytrzymałość materiału ulega znacznemu osłabieniu, co powoduje odłamanie lub
wykruszenie wyrobu kowalskiego. Na ten rodzaj narażony jest mosiądz, stopy aluminium
i stale austenityczne. Częstym zjawiskiem oprócz korozji niszczącym wyroby i konstrukcje
kowalskie jest ich świadoma dewastacja przez człowieka. Dotyczy to głównie wyrobów
kowalskich typu: kraty, balustrady, poręcze, ogrodzenia, meble ogrodzeniowe itp.
Przy regeneracji i naprawie wyrobów kowalskich należy dobrać odpowiedni gatunek
oraz rodzaj materiału. Jest to podyktowane zachowaniem kształtów oraz przeznaczenia
wyrobu kowalskiego.
W obecnym czasie kowal ma do dyspozycji cały asortyment wyrobów hutniczych
o określonych kształtach oraz gatunku materiału. Wiadomo, że powinny to być metale lub ich
stopy plastyczne, które dają się kształtować na zimno i na gorąco nie tracąc spójności
materiału. Regeneracji podaje się wyroby kowalskie, które wykonane były w różnych
okresach, które sięgają niekiedy XVI wieku.
Wyroby z tamtych okresów charakteryzują się techniką ich wykonania to jest
temperaturą kucia i wagą kutego żelaza. Na temperaturę wpływ miało palenisko kowalskie,
które umożliwiało naginanie żelaza o wadze 1 kg do temperatury około 1000
0
C. Na
powierzchni wyrobów z minionych wieków widoczne są niezbyt głębokie, ale wyraźne wżery
spowodowane gwałtownym utlenianiem żelaza. Ślady delikatnych uderzeń młota na
powierzchni wyrobu zachowanych przedmiotów żelaznych dowodzą, że kucie było nie tylko
obróbką zgrubną, ale też wykańczającą. Współczesny kowal mając do dyspozycji duże
kowadło i ciężkie młotki i praktycznie nieograniczoną ilość żelaza nagrzewa metal do
maksymalnej temperatury i kuje go silnymi uderzeniami młota. Nieuniknione przy tego
rodzaju obróbce niedokładności usuwa za pomocą szlifowania.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Znajomość opisanych powyżej dawnych i współczesnych technik wyrobów kowalskich
pozwala na określenie sposobu wykonywania regeneracji czy naprawy takiego wyrobu.
Dobór odpowiedniej technologii regeneracji wyrobów kowalskich zależy od wielu
czynników. Należy uwzględnić rodzaj materiału , z którego wykonywany jest regenerowany
wyrób kowalski, jego kształt, przeznaczenie i walory artystyczne.
Do typowych technologii regeneracji wyrobów kowalskich należy łączenie istniejących
elementów z nowymi lub częściami wyrobów. Przy regeneracji lub naprawie wyrobu
kowalskiego typu krata ozdobna, ogrodzenie, balustrada, zniszczone lub skorodowane
elementy wymienia się w części lub w całości. Należy wtedy zastosować odpowiedni do
istniejących rodzajów połączeń elementów wymienionych powyżej wyrobów.
Do najczęściej stosowanych operacji łączenia elementów w tych wyrobach zaliczamy:
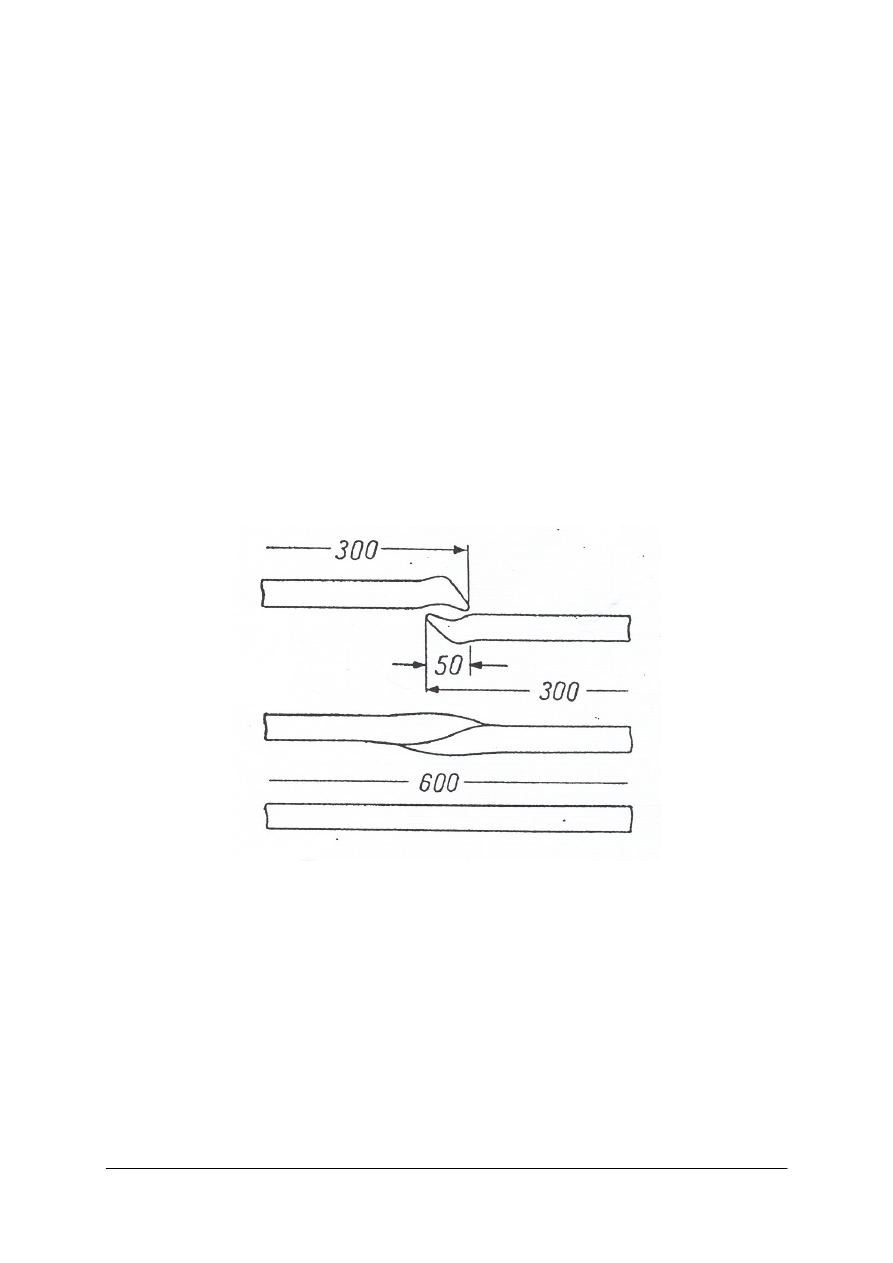
1. Zgrzewanie ogniskowe (kowalskie) polega na łączeniu stali o małej zawartości węgla
przez nagrzanie pod uderzeniem młota. Końce materiału najczęściej ścina się ukośnie lub
spęcza i odkuwa końce po ich nagrzaniu, starannie oczyszcza się ze zgorzeliny i łączy pod
odpowiednim naciskiem wywołanym uderzeniami młotka. Aby uzyskać w miejscu
zgrzewania taki sam przekrój materiału używa się różnego rodzaju podsadzek, nadstawek
i foremników. Operacja ta wymaga od kowala dużych umiejętności manualnych i zalicza
się do technologii dawnych. Przebieg zgrzewania ogniskowego przedstawia rysunek.
Rys.1. Przebieg zgrzewania ogniskowego żelaza płaskiego [1, s.94].
2. Spawanie to proces, którego brzegi łącznych części ulegają stopieniu, a ciekły metal
wypełnia istniejąca między nimi szczelinę. Spawanie dzielmy na elektryczne i gazowe.
Aby połączyć ze sobą dwa elementy regenerowanego lub naprawianego wyrobu
kowalskiego należy łączone brzegi odpowiednio ukształtować(ukosować). Wymiar i kat
ukosowania prętów, blach i kształtowników zależy od ich grubości. Wykonana spoina
powinna zapewnić po oszlifowaniu powierzchnię bez pęknięć i wgłębień. Jeśli jednak
występują jakieś widoczne ubytki, pęknięcia to operację tę należy powtórzyć aż do
całkowitego uzyskania po szlifowaniu równej i nie popękanej powierzchni. Spawanie
zaliczamy do technologii współczesnej, która jest szybka i skuteczna.
3. Lutowanie polega na tym, że metal rodzimy pozostaje w stanie stałym, a topi się jedynie
spoiwo zwane lutem wprowadzone do szczeliny między elementami łącząc je dzięki
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
zjawisku przyczepności powierzchniowej przy nieznacznym dyfundowaniu (przenikaniu)
w głąb metalu rodzinnego. Zależnie od temperatury lutu rozróżniamy lutowanie miękkie
(temperatura topnienia lutu do 550
o
C) i lutowanie twarde (temperatura topnienia lutu
powyżej 550
o
C). Przy naprawach oraz konserwacji wyrobów kowalskich lutowanie
można zastosować do łączenia elementów ozdobnych np. rozet wykonanych z cienkiej
blachy.
Odmianą lutowania twardego jest tzw. lutowanie przy użyciu mosiądzu jako lutu.
Połączenie lutowania, (czyli stopionego lutu) z metalem rodzimym np. wyrobu
kowalskiego następuje dopiero po osiągnięciu temperatury zwilżania lutu przez metal
rodzimy (np. temperatura zwilżania lutu przez żeliwo jest równa 650 – 800
o
C, przez stal
800-950
o
C). Przy tej temperaturze lutowanie „przyczepia się” do powierzchni metalu
rodzimego, jeśli jest on należycie oczyszczony i pozbawiony warstwy tlenków.
Powierzchnię tę należy chronić przed utlenieniem podczas lutowania stosując topniki.
Wypełnianie ubytków na powierzchni wyrobów kowalskich w czasie prac
konserwatorskich można zastosować przez nałożenie warstw lutu. Nadmiar lutu usuwa się
z powierzchni mechanicznie lub ręcznie narzędziami ślusarskimi np. palnikami. Metodę tę
stosować można przy naprawie wyrobu wykonanego ze stopów miedzi, brązu, mosiądzu.
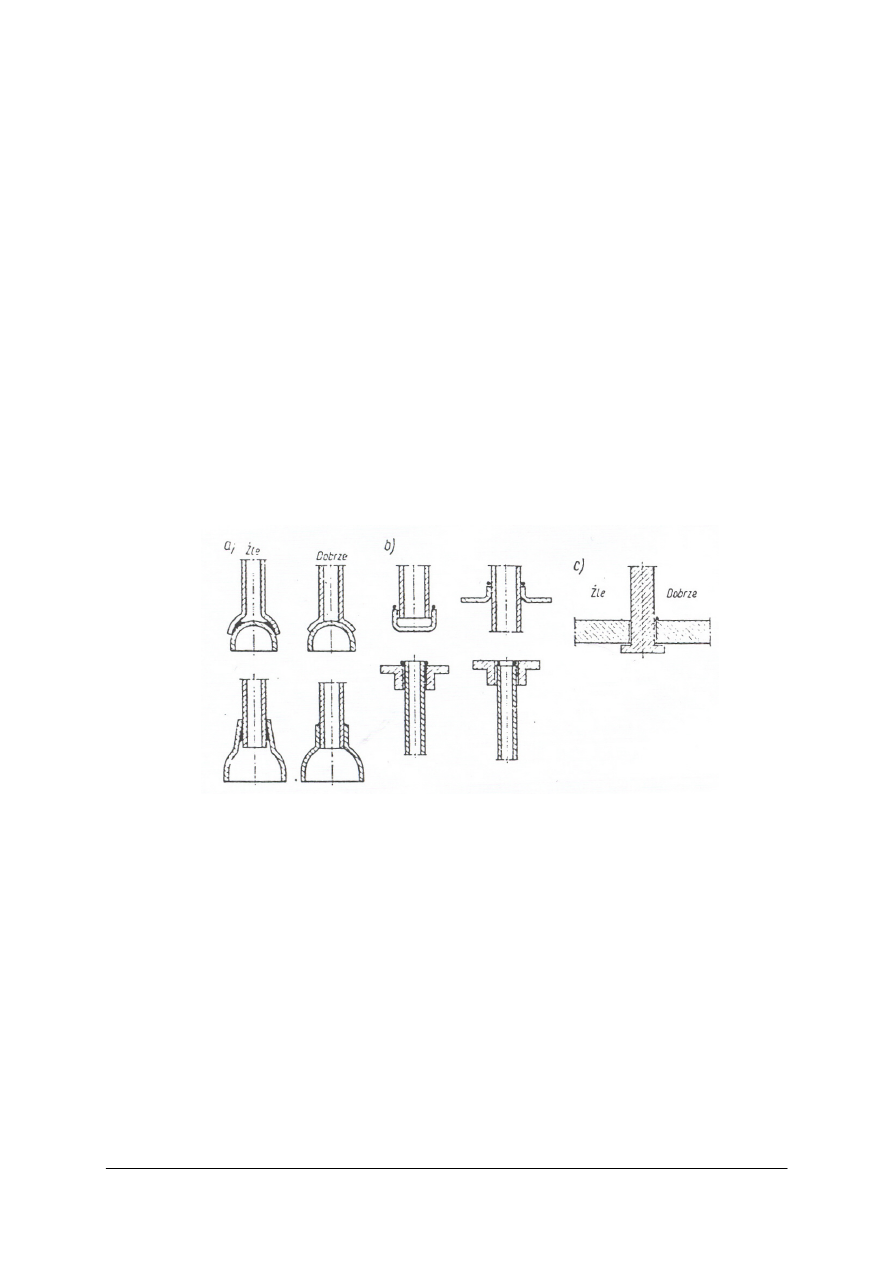
Na rysunku poniżej przedstawiono przykłady złączy lutowanych na twardo, źle i dobrze
wykonanych.
Rys. 2. Przykłady złączy lutowanych na twardo: a) złącza ukształtowane źle i dobrze, b) przykład umieszczenia
lutu, c) złe i dobre umieszczenia lutu. [12, s. 915]
4. Wykonywanie obejm i zakuwek na łączonych elementach regenerowanego wyrobu
stosuje się wtedy, gdy kraty, ogrodzenia, balustrady lub inne wyroby są łączone ze sobą w
taki sposób. Pozwala to na zachowanie takich samych kształtów obejm i zakuwek jak
istniejące oryginały. W taki sposób mogą być połączone ze sobą również elementy
kowalstwa artystycznego, a ich odnowienie lub wykonanie nowych pozwala na
utrzymanie wyrobów artystycznych istniejącego wyrobu.
Aby wykonać poprawnie obejmę lub zakuwkę, która będzie łączyć ze sobą dwa lub
więcej elementów należy:
− dobrać odpowiedni rodzaj materiału (taki jak oryginał),
− obciąć materiał w postaci prętów, płaskowników, blach na odpowiedni wymiar, po
wykonaniu obejmy lub zakuwki nie powstała luka między dwoma krawędziami,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
− nagrzać materiał do temperatury kucia i wykonać kształtowanie obejmy lub zakuwki
na łączonych elementach,
− zakuć lub pospawać końce obejmy lub zakuwki ,
− oczyścić ze zgorzeliny wykonane połączenie, a w przypadku spawania oszlifować
spoinę.
Technologia łączenia elementów przez wykonanie obejmy lub zakuwki jest dawna, ale
umożliwia zastosowanie spawania , co czyni ją współczesną.
5. Nitowanie to nierozłączne łączenie elementów za pomocą nitów. Wykonanie połączenia
nitowego polega na przebiciu lub wywierceniu otworów w łączonych elementach,
a następnie wstawieniu nitu i jego zamknięciu tj. wykonaniu drugiego łba tzw. Zakuwki
na zimno lub na gorąco. Pomimo, że jest to połączenie nierozłączne, stosuje się je przy
regeneracji wyrobów kowalskich podczas łączenia elementów kutych. W wyrobach
kowalstwa artystycznego często łączy się elementy kute, rozety ze sobą za pomocą nitów.
Łby tych nitów są często zdobione nacięciami lub kształtowane tak aby podnieść walory
artystyczne wyrobu.
Stosuje się nity normowe ogólnego przeznaczenia, ale również kowal sam wykonuje nity
na potrzeby wyrobu kowalskiego. Nitowanie to technologia łączenia wyrobów kutych
i artystycznych znana od dawna. Przy wykonywaniu regeneracji połączenia współcześnie
wykorzystamy elektronarzędzia, co nadaje jej wymiar współczesny.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co charakteryzuje powierzchnie wyrobów kutych dawniej?
2. Co należy uwzględnić przy doborze technologii regeneracji wyrobu kowalskiego?
3. Jakie zjawiska wpływają na niszczenie wyrobów kowalskich?
4. Na czym polega zgrzewanie ogniskowe (kowalskie)?
5. Na czym polega spawanie elementów kutych?
6. W jakim rodzaju wyrobów stosuje się zgrzewanie kowalskie i spawanie elementów
kutych?
7. Na czym polega wykonywanie obejm i zakuwek?
8. Kiedy stosuje się obejmy i zakuwki przy regeneracji wyrobów kowalskich?
9. Na czym polega nitowanie elementów kutych?
10. Kiedy stosujemy nitowanie jako regeneracje połączeń wyrobów kutych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonanie naprawy uszkodzonych elementów – dopasowanie i zgrzewanie ogniskowe
(kowalskie) dwóch elementów kraty ozdobnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dokonać analizy uszkodzonych elementów kraty lub zapoznać się z dokumentacją
rysunkową,
2) zaplanować czynności i operacje kowalskie,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
3) zorganizować stanowisko pracy, dobrać narzędzia i sprzęt oraz materiał do wykonania
ćwiczenia,
4) ciąć materiał na wymiar,
5) zgrzać materiał w palenisku kowalskim,
6) spęczać końce płaskownika, każdy osobno,
7) zgrzać jednocześnie oba końce,
8) przekuć przez wydłużenie miejsce zgrzania do właściwego przekroju,
9) wyrównać powierzchnie,
10) kontrolować na bieżąco wymiary zgrzanych elementów, ewentualnie dociąć do
wymaganego wymiaru,
11) wykonać ćwiczenie zgodnie z zasadami bhp i ppoż.,
12) oczyścić lub oszlifować miejsce łączenia elementów,
13) zaprezentuj efekt wykonywanej pacy.
Czas na wykonanie ćwiczenia 180 minut.
Wyposażenie stanowiska pracy:
− palenisko kowalskie,
− kowadło,
− narzędzia kowalskie (przecinak, gładzik, podstawka),
− zestaw młotków kowalskich,
− zestaw kleszczy kowalskich,
− szlifierka kątowa do ciecia i szlifowania,
− sprzęt ochrony indywidualnej,
− materiał: płaskownik 40x8 gat. St3,
− przymiar kreskowy L=1000,
− sprzęt ochrony indywidualnej (fartuch skórzany, rękawice, okulary),
− narzędzia ślusarskie (pilnik, piłka do metalu),
− literatura z rozdziału 6.
Ćwiczenie 2
Wykonanie naprawy balustrady ozdobnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z dokumentacją rysunkową lub wykonać oględziny balustrady ozdobnej,
2) zaplanować czynności technologiczne,
3) zorganizować stanowisko pracy dobrać materiał, narzędzia i sprzęt oraz urządzenia
potrzebne do wykonania ćwiczenia,
4) dobrać i stosować środki ochrony indywidualnej,
5) ciąć materiał na wymiar,
6) ukosować końce materiału,
7) ukosować końce konstrukcji balustrady,
8) łączyć przez spawanie elementy balustrady,
9) szlifować spoinę,
10) kontrolować na bieżąco wymiary oraz jakość wykonywanego połączenia spawanego,
11) wykonać ćwiczenie zgodnie z przepisami bhp i ppoż.,
12) posprzątać stanowisko pracy,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
13) zaprezentuj efekt wykonanego ćwiczenia,
14) uzasadnij sposób naprawy przez spawanie elementów balustrady.
Czas na wykonanie ćwiczenia 180 minut.
Wyposażenie stanowiska pracy:
− stół ślusarski z imadłem,
− przymiar kreskowy L=1000,
− szlifierka kątowa z tarcza do cięcia i szlifowania,
− narzędzia ślusarski (młotek, punktak, rysik, pilnik, piłka do metalu),
− spawarka elektryczna,
− elektrody ER 146 ∅ 2,5 ÷∅ 4,
− sprzęt ochrony indywidualnej: fartuch skórzany, rękawice spawalnicze, tarcza lub
przyłbica spawalnicza, okulary ochronne,
− płaskownik 40x8 gat. St3S,
− materiał: płaskownik 40x8 gat. St3,
− literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dobrać sposób naprawy kraty lub balustrady ozdobnej?
2) dobrać materiał do naprawy?
3) zorganizować stanowisko pracy do zgrzewania kowalskiego?
4) wykonać zgrzewanie ogniskowe elementów płaskich?
5) zorganizować stanowisko pracy do spawania elektrycznego elementów
ogrodzeń i balustrad?
6) spawać elektrycznie łączone elementy?
7) posługiwać się szlifierką kątową?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2.
Prace pomocnicze przy kowalskich pracach
konserwatorskich
4.2.1. Materiał nauczania
Prace konserwatorskie wykonywane przez kowala można podzielić na pomocnicze
i główne. Są one ze sobą ściśle powiązane zakres i jakość prac pomocniczych ma duży wpływ
na końcowy efekt wykonywania, regeneracji lub konserwacji wyrobów kowalskich.
Do prac pomocniczych przy kowalskich pracach konserwatorskich zaliczamy:
1. Cięcie materiału to podstawa jakichkolwiek późniejszych prac wykonywanych przez
kowala przy naprawie i regeneracji wyrobów kowalskich. Materiał używany do
regeneracji i naprawy wyrobów kowalskich ma ściśle określoną długość, która wynika
z dokonywanych pomiarów rzeczywistych lub zapisanych w dokumentacji technicznej.
Gatunek i kształt materiału określa sposób cięcia. Sposób cięcia określa również
zastosowana technologia prac konserwatorskich.Z powyższego wynika, że materiał
możemy ciąć ręcznie i mechanicznie. Ręczne przy użyciu piłki do metalu lub nożyc
tniemy pręty, płaskowniki, blachę ( o grubości do 3mm) rury, kształtowniki itp. Te same
wyroby hutnicze możemy ciąć stosując: szlifierkę kątową z tarczą do cięcia, nożyce
elektryczne, przecinarkę tarczową. Czynności te wykonujemy ręcznie przy użyciu
elektrycznych narzędzi przenośnych lub stacjonarnych. Cięcie materiału na potrzeby prac
konserwatorskich i regeneracyjnych możemy wykonać na mechanicznych nożycach
gilotynowych, piłach ramowych i taśmowych. Stosuje się również cięcie palnikiem
tlenowo-acetylenowym lub przepalanie elektrodą otuloną przy wykorzystaniu spawarki
elektrycznej.
2. Grzanie materiału to czynność, która ma wpływ na sam proces kucia (kształtowania)
materiału na gorąco. Oprócz tradycyjnego paleniska kowalskiego, grzanie materiału
(wsadu) możemy przeprowadzić w piecu elektrycznym lub gazowym. Piece elektryczne
mogą być oporowe elektrodowe, łukowe, katodowe. Podział ten wynika ze sposobu
otrzymania ciepła. Piece gazowe wykorzystują energię cieplną wyzwoloną podczas
procesu spalania. Zaletą stosowania pieca w stosunku do tradycyjnych palenisk
kowalskich jest pełna kontrola temperatury grzania, która w piecach jest nastawiona
i kontrolowana, natomiast w palenisku, kowal musi określić temperaturę grzania na
podstawie barw żarzenia. W obecnych czasach kowal może skorzystać również
z pirometru i na podstawie jego wskazań określić temperaturę grzania materiału.
3. Wykonanie oprzyrządowania lub matrycy kuźniczej wchodzi w zakres prac
pomocniczych przy produkcji półfabrykatów lub wyrobów kutych i artystycznych. Prace
renowacyjne, naprawcze i konserwatorskie wyrobów kowalskich zaliczamy do produkcji
jednostkowej, która nie przewiduje stosowania oprzyrządowania lub matryc, ponieważ
jest wykonywana na określonym jednym czasami niepowtarzalnym wyrobie.
Zakres prac konserwatorskich jest dość duży i może opierać się na różnych
technologiach, które wykorzystują różne operacje kowalskie. Z tego powodu możemy
wykorzystać istniejące oprzyrządowanie do wykonania określonych zabiegów
kowalskich przy naprawie, regeneracji lub konserwacji wyrobów kowalskich.
Odzwierciedlenie określonego kształtu, promienia, łuku, wyoblania w regenerowanym
wyrobie możemy uzyskać przez zastosowanie oprzyrządowania lub matrycy. Stosują
spawanie, wiercenie, gwintowanie i szlifowanie elementów przyrządu lub matrycy
możemy przygotować je do wykonania elementów w ramach prac konserwatorskich-
naprawczych. Jeśli zakres prac naprawczych obejmuje kilkanaście elementów, których

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
kształty są powtarzalne można wykonać oprzyrządowanie lub matrycę kuźniczą.
Przyspieszy to prace przy niewielkim nakładzie środków.
4. Przygotowanie powierzchni wyrobów kowalskich w pracach konserwatorskich ma duże
znaczenie. Wyroby kute zabezpiecza się przed korozją lub w celu poprawy walorów
artystycznych farbą lub powłokami ochronnymi. Otrzymywanie powłoki o żądanych
własnościach uzależnione jest od właściwego przygotowania. Należy usunąć z niej
wszystkie zanieczyszczenia-rdzę, olej, zgorzelinę, smary, brud, żużel, topniki stosowane
w procesie spawania i , sole i wodę. Niekiedy konieczne jest zwiększenie chropowatości
powierzchni lub nałożenie warstw podkładowych. Przygotowując powierzchnie do
pokrycia metodą galwaniczną odtłuszczamy lub wytrawiamy wyrób oraz go polerujemy.
Przed nakładaniem powłok metalizacyjnych z tworzyw sztucznych, a także przed
malowanie stosuje się obróbkę strumieniową-ścierną np. śrutowanie. Można także
stosować szlifowanie, które polega na ręcznym docisku przedmiotu do obracającej się
tarczy oklejonej proszkiem ściernym. Przed malowaniem powierzchnię wyrobu podaje
się szczotkowaniu. Zabieg ten wykonuje się za pomocą szczotek z drutu stalowego lub
mosiężnego, a następnie używa się szczotek z włókien naturalnych lub sztucznych. Przed
nakładaniem powłok ochronno-dekoracyjnych powierzchnie przedmiotu poddaje się
polerowaniu za pomocą tarczy filcowej lub flanelowej i pasty polerskiej. Prędkość
obrotowa tarczy zależy od rodzaju materiału. Dla stali wynosi ona 46 – 48 m/s, dla
miedzi 36 m/s, a dla metali szlachetnych 20-24 m/s. W obecnym czasie dostępne są masy
szpachlowe, którymi można wypełnić rysy, ubytki i pory na powierzchniach wyrobów
kowalskich, które posiadają własności mechaniczne i wytrzymałościowe zbliżone lub
takie same jak materiał z którego wykonany jest wyrób kowalski. Te własności szpachli
przy renowacji do przygotowania powierzchni o dużych ubytkach i skomplikowanych
kształtach.
5. Wiercenie i powiercanie otworów stosuje się przy naprawie lub regeneracji połączenia
nitowanego wyrobów kowalstwa artystycznego. Najczęściej stosujemy do zabiegów
wiertarki: elektryczne, ręczne, stołowe, kadłubowe lub promieniowe. Zależy to od
średnicy wierconego lub powiercanego otworu oraz wiertła, jako narzędzia. W
przypadku wiertarek ręcznych wiertło mocujemy w uchwycie wiertarki. Jeśli
zastosujemy wiertła o uchwycie stożkowym, to mocowanie ich odbywa się bezpośrednio
we wrzecionie wiertarki lub za pomocą tulejek redukcyjnych. Wiertła o chwycie
walcowym mocuje się w uchwytach wiertarskich. Pogłębianie jest to zabieg mający na
celu powiększenie istniejącego otworu na pewną głębokość. Powiercanie jest to zabieg
powiększający istniejący otwór na całej długości. Jest to zabieg, w którym należy
zwrócić szczególną uwagę przy rozpoznawaniu powiercania, ponieważ wiertło może
zatrzymać się na krawędzi istniejącego otworu, a co za tym idzie następuje szarpnięcie i
niekontrolowany obrót wiertarki ręcznej. Grozi to urazowi kończyn górnych (rąk).
Wywiercony lub powiercany otwór może mieć średnicę większą od dobranego nitu o 1
mm. Odpowiedni dobór obrotów wiertarki i stanowczy stały nacisk pozwala bezpiecznie
wykonać opisane zabiegi wiercenia i powiercania otworów w elementach kutych. Jeśli
zastosujemy do wiercenia wiertarkę z regulacją obrotów, to ich dobór zależy od średnicy
wiertła oraz rodzaju materiału, w którym wykonuje się opisane zabiegi.
Używając wiertarek innych niż ręczne materiał obrabiany mocujemy w imadle lub
uchwycie na stole wiertarki. Przed przystąpieniem do pracy na wiertarkach, należy
zapoznać się z przepisami bhp obowiązującymi przy obsłudze wiertarek.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie prace pomocnicze wykonuje się podczas konserwacji wyrobów kowalskich?
2. Jakie urządzenia służą do cięcia blach, płaskowników i prętów?
3. W czym przeprowadza się grzanie materiału kowalskiego?
4. Na jakiej podstawie określa się temperaturę grzania wsadu w palenisku kowalskim?
5. Do czego służą przyrządy i matryce kuźnicze?
6. jak przygotowuje się powierzchnię do malowania wyrobów kowalskich?
7. Jak przygotowuje się powierzchnię wyrobu do pokrycia metodą galwaniczną?
8. Czym charakteryzuje się masy szpachlowe?
9. Gdzie wykorzystuje się masy szpachlowe?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonanie matrycy kuźniczej do odtwarzania uszkodzonych elementów wyrobów
kowalskich.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z dokumentacją rysunkową lub wykonać oględziny elementów wyrobu,
które należy naprawić lub wymienić na nowe,
2) wykonać szkic matryc do wykonywania naprawianego elementu,
3) zaplanować czynności technologiczne do wykonywania ćwiczeń,
4) zorganizować stanowisko pracy, zorganizować materiał, narzędzia, urządzenia niezbędne
do wykonania ćwiczenia,
5) dobrać środki ochrony indywidualnej
6) ciąć materiał na wymiar z rys. i założeniami technologicznymi,
7) spawać elementy kształtujące do podstawy matrycy,
8) wiercić otwór w stemplu,
9) spawać uchwyt stempla,
10) stępić (szlifować) krawędzie kształtujące elementów podstawy i stempla,
11) kontrolować na bieżąco jakość wykonywanych zabiegów i operacji,
12) ustawić matrycę na prasie i wykonać próbne gięcie,
13) wykonać ćwiczenie zgodnie z zasadami bhp i ppoż.,
14) zaprezentować efekty wykonania ćwiczenia.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
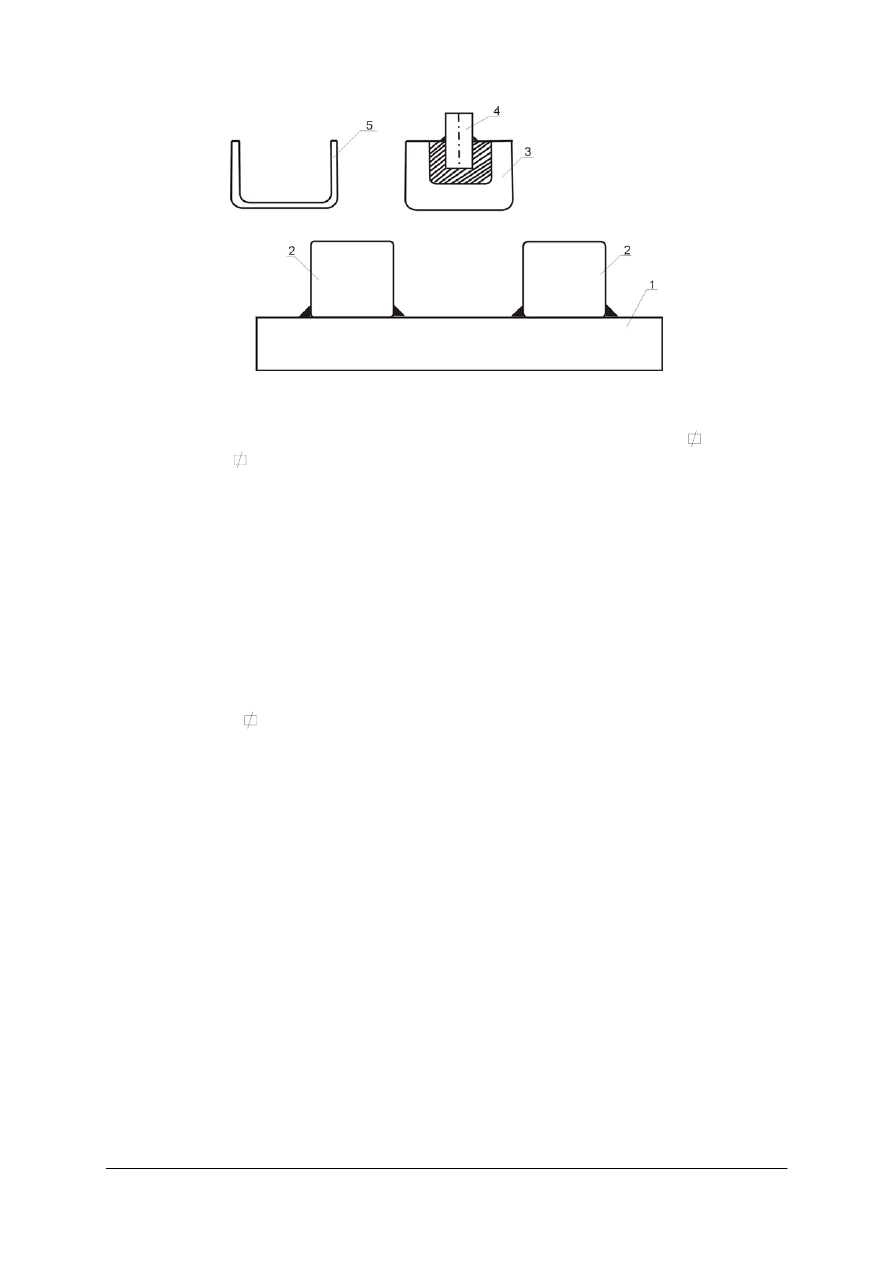
Rys 3. szkic matryc do wykonania elementu U – ukształtowanego
1.podstawa (
≠ 10x300x300), 2. Elementy kształtujące lewy i prawy ( 80x80x80),
3. Stempel (
80x80x80),4. Uchwyt stępa (
∅40x100), 5. Element U- ukształtowany (≠ 40x12)
Czas na wykonanie ćwiczenia 180 minut.
Wyposażenie stanowiska pracy:
− stół ślusarski z imadłem,
− przymiar kreskowy L=1000, suwmiarka L=140/0,1
− szlifierka kątowa z tarcza do cięcia i szlifowania,
− wiertarka kadłubowa,
− spawarka elektryczna
− elektrody ER 146 ∅ 2,5 ÷∅ 4,
− narzędzia ślusarski (młotek, punktak, rysik, pilniki),
− materiał : pręt 80x80, płask 10x300x300, ≠ 40x12
− piła ramowa ( lub taśmowa),
− prasa mimośrodowa lub hydrauliczna,
− sprzęt ochrony indywidualnej (rękawice robocze, okulary, fartuch skórzany, tarcza lub
przyłbica spawalnicza),
− literatura z rozdziału 6.
Ćwiczenie 2
Obliczenie długości wybranego kształtownika do gięcia o określonym kształcie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z dokumentacją rysunkową giętego elementu lub określić kształt wg wzoru,
2) wykonać szkic z naniesienie wszystkich niezbędnych wymiarów do gięcia materiału ,
3) określić rodzaj materiału( pręty, płaskowniki, rury, kształtowniki),
4) obliczyć długość materiału potrzebną do kształtowania materiału (wg rys.)
5) zeprezentować wykonane obliczenia,
6) uzasadnić sposób wykonanych obliczeń.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
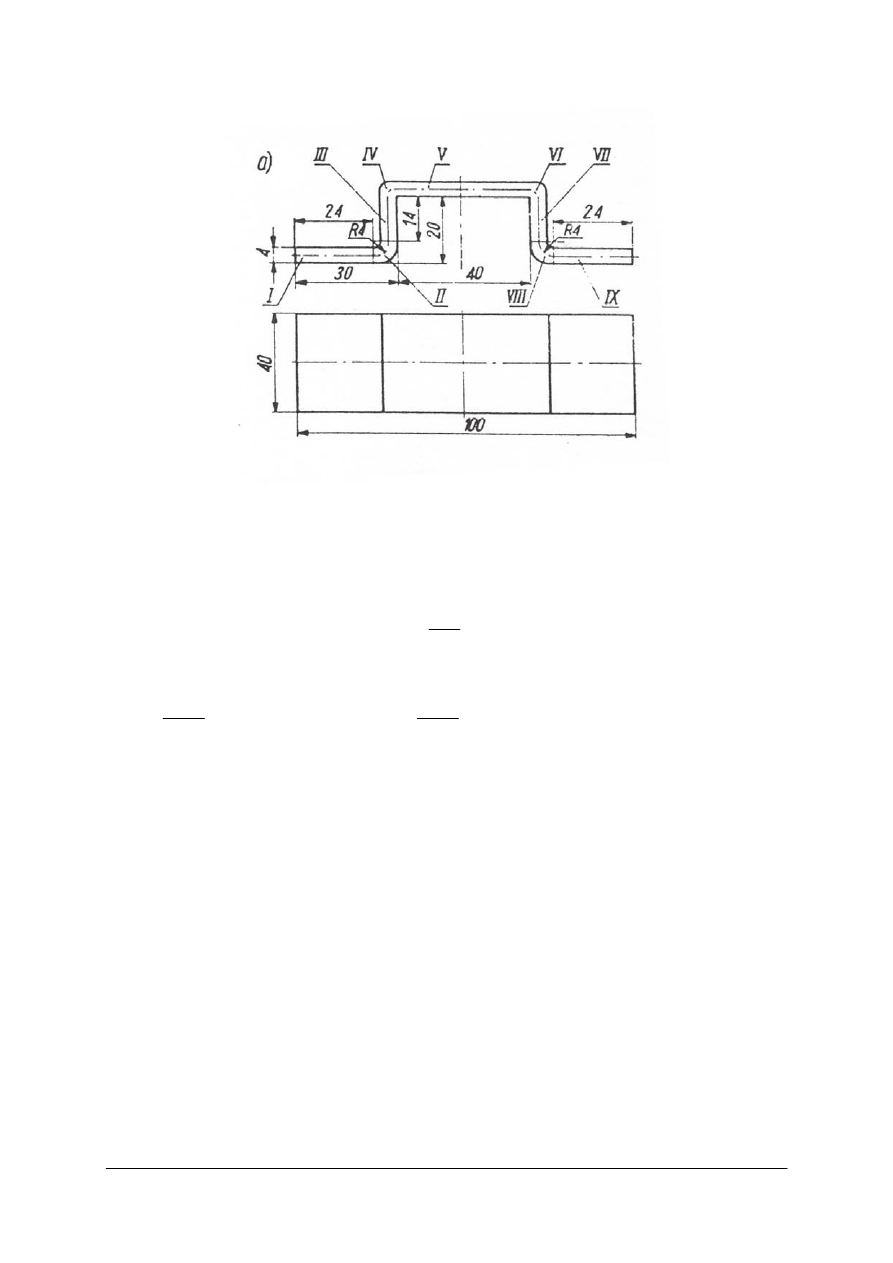
Rys.4. Skobel [1, s. 58].
Obliczenie materiału na skobel: materiał płask gat. St5, długość skobla dzielimy na dziewięć
odcinków (I-IX) i znajdujemy długość każdego z nich. Zaokrąglenia u dołu obliczmy na ¼
długości okręgu o promieniu R=4 mm czyli
4
2 R
π
. Zaokrąglenia u góry x 4mm (gięcie pręta
bez zaokrąglonej wewnętrznej strony przyjmuje się od 0,4-0,6 grubości pręta).
Zatem:
L=24+
4
4
2
⋅
π
+14+0,5x4+40+0,5+x4+14+
4
4
2
⋅
π
+ 24=132,56
≈ 133 mm
Wyposażenie stanowiska pracy:
− dokumentacja rysunkowa elementu (lub wzór elementu),
− kartka papieru formatu A4,
− przybory kreślarskie (ołówek, linijka, cyrkiel),
− suwmiarka, promieniomierz ( w przypadku wzorca wyrobu)
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) ciąć materiał na określoną długość?
2) obliczyć długość materiału do wykonania elementu?
3) określić temperaturę grzania materiału?
4) zaprojektować przyrząd lub matrycę kuźniczą?
5) spawać i montować elementy matrycy?
6) przygotować powierzchnię elementów kutych pod powłoki malarskie?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.3. Organizacja i techniki wykonywania kowalskich prac
konserwatorskich
4.3.1. Materiał nauczania
Przystępując do naprawy, regeneracji i konserwacji wyrobów kowalskich należy określić
zakres i kolejność wykonywania czynności, zabiegów i operacji.
Wyroby kute typu kraty ozdobne, ogrodzenia, balustrady, drzwi itp. są zamocowane na
stałe w obiektach budowlanych lub wmurowane w elementy betonowe. Po określeniu zakresu
naprawy lub konserwacji należy je zdemontować w taki sposób aby ponownie można było je
zamontować na swoim miejscu. Najczęściej demontaż elementów polega na odpowiednim
wycięciu wyrobu kowalskiego.
W przypadku, gdy w wyrobie kowalskim stosowano połączenie nitowane należy je
roznitować przez ścięcie łba nitu na zimno lub na gorąco. Można również nit rozwiercić, ale
wtedy niszczymy zupełnie łącznik w postaci nitu. Naprawa elementów kutych bez ich
demontażu sprowadza się jedynie do ich prostowania, spawania ewentualnie nitowania
i malowania doraźnego pojedynczych sztuk. Kompleksowa naprawa, regeneracja
i konserwacja powinna odbywać się w kuźni przy zastosowaniu zabiegów i operacji
kowalskich oraz technologii spawalniczych. Aby można było prawidłowo i skutecznie
wykonać prace konserwatorskie stanowisko pracy powinno być wyposażone we wszystkie
urządzenia, sprzęt, narzędzia i materiały służące do kucia ręcznego i maszynowego.
Ponadto powinna znajdować się na wyposażeniu kuźni spawarka elektryczna oraz
stanowisko do spawania gazowego. Oprócz tego na wyposażeniu powinno znajdować się
urządzenie do cięcia prętów, kształtowników i blach, wiertarka kadłubowa i elektronarzędzia
w postaci szlifierki, wiertarek i wycinarki. Wszystkie w/w urządzenia i narzędzia usprawnią
oraz przyśpieszą prace związane z konserwacją wyrobów kowalskich.
Dobór odpowiedniej techniki wykonania naprawy, regeneracji lub konserwacji wyrobów
kowalskich uzależniony jest od rodzaju materiału, kształtu, sposobu łączenia elementów oraz
walorów artystycznych.
Technologie te nie odbiegają od technologii, które zostały użyte do wykonania wyrobów
poddanych naprawie lub regeneracji. Dlatego stosuje się kucie ręczne wyrobów drobnych, jak
i mechaniczne młotem lub prasą z zastosowaniem zabiegów i operacji takich jak: wydłużanie
(odciąganie), odsadzanie (przesadzanie), spęczanie (zgrubianie, osadzanie), przebijanie
otworów, przecinanie (odcinanie, ucinanie) gięcie, skręcanie i zgrzewanie i gładzenie.
Oprócz wymienionych zabiegów i operacji kowalskich stosuje się spawanie i zgrzewanie
elektryczne, oraz technologie regeneracji powierzchni i ubytków przez zastosowanie
odpowiednich mas i wypełnień. Ponownie przekute powierzchnie lub krawędzie można
poddać np.: cyzelowaniu lub wykonaniu reliefów za pomocą stempli. Krawędzie skręconych
płaskowników lub kształtowników i prętów można poddać ponownemu zdobieniu przez
nacięcie wzorów za pomocą przecinaków kowalskich.
Jedną z metod naprawy elementów kutych w postaci krat, ogrodzeń, balustrad jest
wydłużanie (odciąganie) prętów kwadratowych. Praktycznie biorąc wydłużanie pręta
kwadratowego polega na tym, że przedmiot nagrzany do temperatury od 850 do 1250ºC
przenosi się z ogniska kowalskiego i poddaje się częstym i silnym uderzeniom bezpośrednio
młotkiem kowalskim lub mechanicznym na młocie. Pod wpływem uderzeń odkuwka
w miejscu uderzeń staje się cieńsza, natomiast długość jej i szerokość ulega zwiększeniu.
Następne uderzenie po obróceniu o 90º powoduje zmniejszenie szerokości kontem
powiększenia długości itd. Stale obracając przedmiot o 90º (po 2 lub 3 uderzeniach)
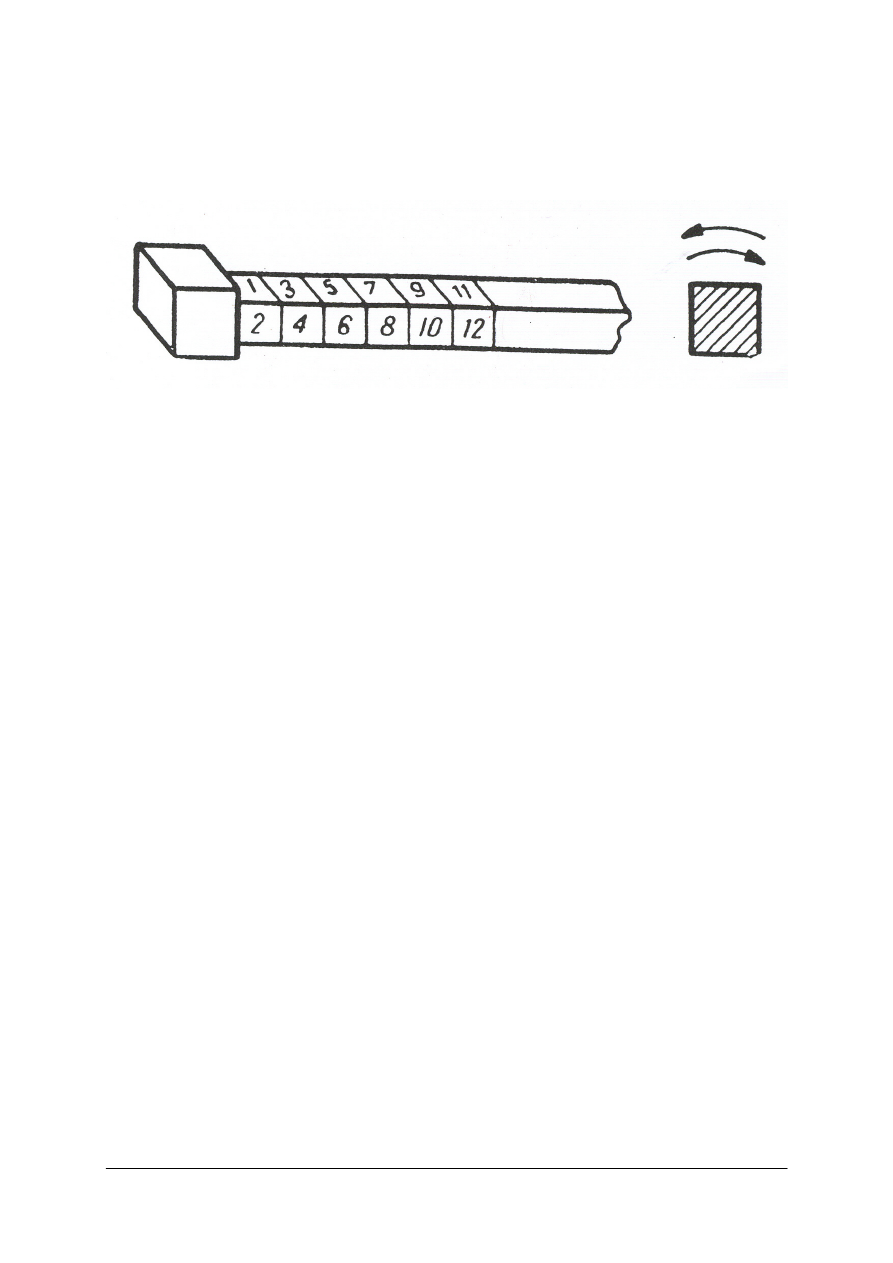
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
i poddając go silnym uderzeniom młota kowalskiego lub bijaka młota osiągamy wydłużenie
przedmiotu do żądanej długości, uzyskując jednocześnie określony przekrój.
Rys. 5. Wydłużanie pręta kwadratowego [1, s. 66].
Naprawę powierzchni wyrobów kutych można wykonać między innymi przez
zastosowanie napawania powierzchni. W tym celu należy dokładnie wyczyścić ubytki ze
zgorzeliny, brudu a następnie za pomocą elektrody napawać przygotowane miejsce. Po
każdym nałożeniu warstwy należy oszlifować napawane miejsce. Czynności te powtarza się
do momentu całkowitego uzupełnienia ubytku w powierzchni wyrobu kowalskiego.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie rodzaje połączeń występują w wyrobach kowalskich?
2. Na czym polega spawanie elektryczne i gazowe?
3. Co to są reliefy i gdzie się je wykonuje?
4. Na czym polega cyzelowanie powierzchni?
5. Wymień podstawowe operacje i zabiegi kowalskie
6. Na czym polega zgrzewanie ogniskowe?
7. Jak przebiega wydłużanie prętów kwadratowych?
8. Co to jest napawanie i gdzie się je stosuje?
9. Wymień znane Ci elektronarzędzia?
10. Za pomocą jakich narzędzi wykonuje się nacięcia i wzory na powierzchniach
i krawędziach wyrobów kutych?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wydłużanie pręta o przekroju kwadratowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) przygotować materiał, narzędzia i przyrządy do wykonania ćwiczenia,
3) rozpalić palenisko,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4) zagrzać pręt o przekroju kwadratowym do temperatury 850
0
-1200
0
C,
5) położyć na kowadle i kuć obracając go o 90
0
6) kontrolować na bieżąco wymiary długości oraz przekroju kwadratowego,
7) wygładzić powierzchnie pręta po kuciu,
8) zatępić ostre krawędzie,
9) zaprezentować efekt wykonywanego ćwiczenia.
Czas wykonania ćwiczenia 180 minut.
Wyposażenie stanowiska pracy:
− palenisko kowalskie,
− kowadło,
− zestaw kleszczy kowalskich,
− macki pomiarowe i przymiar kreskowy L=1000,
− młotki i gładziki kowalskie,
− sprzęt ochrony indywidualnej (fartuch skórzany, rękawice),
− literatura z rozdziału 6.
Ćwiczenie 2
Wykonanie naprawy uszkodzonych powierzchni wyrobów kutych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) przygotować materiał (element kuty), narzędzia, przyrządy potrzebne do wykonania
ćwiczenia,
3) dobrać sprzęt ochrony osobistej (okulary, rękawice spawalnicze, tarcza lub przyłbica
spawalnicza),
4) zlokalizować ubytek powierzchni kutej,
5) ustawić parametry do naprawienia elektroda otuloną,
6) oszlifować naprawione miejsce na powierzchni wyrobu kutego,
7) wykonać ćwiczenie zgodnie z zasadami bhp i ppoż.,
8) kontrolować na bieżąco jakość wykonywanych prac szczególnie w stosunku do kształtu
powierzchni wyrobu kutego,
9) przedstawić efekt wykonywanej pracy i uzasadnić dobór zastosowanej technologii.
Czas wykonania ćwiczenia 180 minut.
Wyposażenie stanowiska pracy:
− stół ślusarski z imadłem,
− spawarka elektryczna,
− elektrody ER 146 ∅ 2,5 ÷∅ 4,
− szlifierka kątowa z tarczą do szlifowania,
− zestaw narzędzi ślusarskich (pilniki, młotek)
− sprzęt ochrony indywidualnej (okulary, rękawice spawalnicze, fartuch skórzany, tarcza
lub przyłbica spawalnicza),
− element kuty z powierzchnią o widocznym ubytku,
− literatura z rozdziału 6.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) zorganizować stanowisko pracy do wykonywania naprawy lub konserwacji
wyrobów kowalskich?
2) wykonać reliefy na powierzchni wyrobów?
3) wykonać cyzelowanie powierzchni wyrobu kutego?
4) wykonać wydłużanie pręta kwadratowego?
5) wykonać napawanie powierzchni wyrobu kutego?
6) posługiwać się elektronarzędziami typu wiertarka, szlifierka?
7) dobrać sprzęt ochrony indywidualnej przy kuciu i spawaniu wyrobów
kowalskich?
8) dobrać narzędzia i materiały do wykonywania naprawy wyrobów
kowalskich?
9) posługiwać się dokumentacją rysunkową w zakresie wykonania prac
kowalskich?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.4. Wykonywanie kalkulacji prac konserwacji i renowacji
zabytków w zakresie kowalstwa artystycznego.
4.4.1. Materiał nauczania
Kalkulacja prac konserwacyjnych i renowacyjnych kowalskich wyrobów artystycznych
powinna obejmować:
• koszty użytych materiałów,
• koszty robocizny bezpośredniej,
• koszty robocizny pośredniej (montaż, demontaż)
• koszty transportu,
• koszty energii elektrycznej, mediów, paliwa (koksu),
• zysk ( np. 20% kosztów robocizny).
Jeśli chodzi o zakup materiałów (wyrobów hutniczych, mas szpachlowych, farb, lakierów
itp.), to koszty można określić na podstawie faktur zakupu tych materiałów. Określenie
kosztów prac pomocniczych (montaż, transport) jest dość proste ze względu na
przewidywany czas ich trwania. Największy problem występuje przy kalkulowaniu kosztów
robocizny bezpośredniej związanej z konserwacją i renowacją zabytków kowalstwa
artystycznego. Należy tu uwzględnić przewidywany czas wykonania wszystkich czynności,
który pozwoli na określenie kosztów robocizny.
Ze względu na specyficzny kształt wyrobów artystycznych oraz ich walory wizualne
dopiero po demontażu części można określić stan np. powierzchni i krawędzi, które należy
poddać renowacji. Dlatego kalkulacja powinna być wykonywana jako wstępna przed
wykonaniem konserwacji i renowacji zabytków kowalstwa artystycznego. Po wykonaniu
wszystkich prac planowanych i nie planowanych powinna powstać kalkulacja końcowa
(powykonawcza), która uwzględnia wszystkie wykonane czynności wraz z użytym do tego
materiałem oraz innymi opisanymi powyżej składnikami. Kalkulacja wstępna
i powykonawcza może różnić się znacznie od siebie, ale wynika to z różnicy pomiędzy
założeniami wstępnymi, a całościowo wykonanymi prawami renowacyjnymi.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń
1. Wymień składniki wchodzące w skład kalkulacji kosztów?
2. Jakie czynności wchodzą w zakres robocizny pośredniej?
3. Jakie czynności wchodzą w zakres robocizny bezpośredniej?
4. Od jakich kosztów oblicza się zysk od wykonywanego zlecenia?
5. Jaki jest zakres kalkulacji wstępnej?
6. Jaki jest zakres kalkulacji powykonawczej?
7. Z czego wynika różnica między wstępną a powykonawczą kalkulacją?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonanie kalkulacji prac konserwatorskich i renowacji zbytów w zakresie kowalstwa
artystycznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) określić zakres prac renowacyjnych wyrobu kowalstwa artystycznego ( oględziny
wybranego),
2) dobrać technologię wykonywania prac,
3) określić narzędzia, przyrządy i materiały niezbędne do wykonania prac (wyroby
hutnicze, farby, rozpuszczalniki, szpachle),
4) ewentualne koszty wykonania niezbędnego oprzyrządowania,
5) określić koszty demontażu, montażu i transportu,
6) obliczyć zysk (np. 20% - 30%),
7) przedstawić kalkulację (ewentualnie) powykonawczą z doliczonymi dodatkowymi
kosztami wykonania prac konserwatorskich,
8) uzasadnić sposób wykonania kalkulacji prac konserwatorskich.
Wyposażenie stanowiska pracy:
− wyrób kowalstwa artystycznego przeznaczony do renowacji lub konserwacji, szkic
wyrobu z opisem czynności konserwatorskich,
− kartka papieru A4,
− zestaw Polskich Norm, katalogów i cenników,
− kalkulator,
− literatura z rozdziału 6.
Czas wykonania ćwiczenia 180 minut.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić koszty materiałów?
2) określić koszty energii elektrycznej i mediów?
3) określić koszty transportu, montażu i demontażu?
4) określić koszty robocizny bezpośredniej?
5) wyliczyć zysk z wykonania zlecenia?
6) przedstawić kalkulacje wstępną?
7) przedstawić kalkulację powykonawczą?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.5. Przepisy bezpieczeństwa pracy przy pracach
konserwacyjnych
4.5.1. Materiał nauczania
Wykonywanie zadań zawodowych wymaga od pracownika (ucznia) znajomości
przepisów bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej. Znajomość tych
przepisów sprawdzana jest przez stosowanie ich w pracy bezpośrednio przy wykonywaniu
czynności praktycznych i obsłudze maszyn, urządzeń i sprzętu. Aby praca każdego robotnika
była wydajna i nie powodowała nadmiernego i nie potrzebnego zużycia sił powinna być
z góry przemyślana. Składa się na to umiejętne rozłożenie narzędzi i materiałów
skoordynowanie poszczególnych czynności i ich kolejności, unikanie zbędnych ruchów,
właściwa postawa przy urządzaniu, przestrzeganie przepisów bhp i ppoż.
Większość prac konserwatorskich i renowacyjnych wyrobów kowalskich przeprowadza
się w kuźni. Dlatego ubranie robocze przy wykonywaniu tych prac jest takie same jak przy
typowych pracach kowalskich oznacza to, że pracownik powinien mieć ubranie robocze
potwierdzone atestem CIOP (Centralnego Instytutu Ochrony Pracy), buty robocze z cholewką
i noskami stalowymi oraz podeszwą niepalną. Na głowie nakrycie w postaci czapki lub
beretu.
Do podstawowych środków ochrony indywidualnej zaliczyć należy:
− fartuch skórzany,
− rękawice robocze (skórzane),
− rękawice spawalnicze,
− ochronniki słuchu,
− okulary ochronne lub osłona twarzy,
− okulary spawalnicze,
− tarcza lub przyłbica spawalnicza.
Przy wykonywaniu prac związanych z demontażem lub montażem wyrobów kowalskich
na wysokości zalecane jest stosowanie zabezpieczeń w postaci szelek i lin. Pozostały sprzęt
używany podczas prac na wysokościach taki jak drabiny, rusztowania i pomosty powinny być
sprawne technicznie. Przed przystąpieniem do pracy na maszynach i urządzeniach kuźniczych
ich działanie należy sprawdzić przez próbne uruchomienie. Podobnie elektronarzędzia
powinny być próbnie uruchomione przed ich używaniem.
Ręczne narzędzia kowalskie i ślusarskie przed użyciem należy podać oględzinom
wzrokowym w celu określenia ich stanu technicznego. Przy kuciu na gorąco używane
narzędzia kowalskie należy chłodzić, tak aby nie stwarzały zagrożenia dla pracujących osób.
Przy wykonywaniu zadań zawodowych w zespołach dwu i więcej osobowych należy zwrócić
uwagę na współpracowników. Ważną rolę odgrywa właściwa komunikacja na stanowisku
pracy.
Wypowiedzi ze względu na hałas powinny być głośno i stanowczo artykułowane,
a czynności wykonywane po upewnieniu się, że współpracownik wie co należy wykonać.
Wyroby i półfabrykaty, które zostały nagrzane do wysokości temperatury należy składować
tak aby nie stanowiły zagrożenia przez poparzenie się osób współpracujących lub trzecich.
Przy pracach związanych z renowacją powierzchni, czyszczenia i malowania gdzie stosuje się
szpachle, rozcieńczalniki, kwasy, farby, lakiery stosować należy maseczki zabezpieczające
drogi oddechowe. Instalacje nawiewowe i wentylacyjne kuźni powinny być sprawne, aby
prawidłowo przebiegały prace spalania w palenisku kowalskim, a powstały w czasie kucia
dym, kurz i zapylenie zostały usunięte.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak wygląda ubranie robocze kowala?
2. Jakie czynniki wpływają na bezpieczną pracę w kuźni?
3. Co zaliczamy do środków ochrony indywidualnej przy pracach kowalskich?
4. Co zaliczamy do środków ochrony indywidualnej przy pracach spawalniczych?
5. Jakie czynności należy wykonać przed przystąpieniem do pracy na urządzeniach
i maszynach kuźniczych?
6. Jak powinna przebiegać komunikacja między pracownikami na stanowisku pracy?
7. Jakie zabezpieczenia stosuje się przy pracach na wysokości (powyżej 1m)?
8. Jakie są zadania instalacji nawiewnej w kuźni?
9. Jakie są zadania instalacji wentylacyjnej w kuźni?
10. Jak zabezpiecza się górne drogi oddechowe przy pracach renowacyjno-malarskich.
4.5.3. Ćwiczenia
Ćwiczenie 1
Dobór i zastosowanie środków ochrony indywidualnej podczas prac konserwatorskich.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać narzędzia, sprzęt, maszyny i urządzenia do wykonania ćwiczenia (zgodnie z
zakresem prac),
3) dobrać ubranie robocze i sprzęt ochrony indywidualnej do pracy w kuźni i przy pracach
spawalniczych, demontażowych, montażowych i konserwatorskich,
4) zapoznać się z instrukcja stanowiskowa bhp,
5) zapoznać się z instrukcja maszyn i urządzeń,
6) sprawdzić stan techniczny narzędzi, urządzeń i maszyn,
7) zaprezentować i uzasadnić organizację oraz wybór środków ochrony indywidualnej.
Czas wykonania ćwiczenia 180 minut.
Wyposażenie stanowiska pracy:
− instrukcje bhp i ppoż.,
− instrukcje obsługi maszyn i urządzeń,
− DTR maszyn i urządzeń,
− sprzęt ochrony indywidualnej przy pracach kowalskich,
− sprzęt ochrony indywidualnej przy spawaniu,
− sprzęt ochrony indywidualnej przy pracach na wysokościaci,
− narzędzia kowalskie,
− narzędzia ślusarskie,
− elektronarzędzia (wiertarki , szlifierki),
− narzędzia pomiarowe na gorąco,
− narzędzia pomiarowe (przymiar, suwmiarka),
− literatura z rozdział 6.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko pracy do wykonania prac konserwatorskich?
2) dobrać sprzęt ochrony indywidualnej przy pracach kowalskich?
3) dobrać sprzęt ochrony indywidualnej przy spawaniu?
4) sprawdzić stan techniczny narzędzi ręcznych kowalskich i ślusarskich?
5) sprawdzić stan techniczny maszyn?
6) bezpiecznie wykonać zaplanowane czynności, zabiegi i operacje?
7) porozumiewać się z innymi pracownikami przy wykonywaniu zadań
zawodowych?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 pytań o różnym stopniu trudności. Są to pytania
wielokrotnego wyboru, co oznacza, że tylko jedna z czterech możliwych odpowiedzi jest
poprawna.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Test składa się z dwóch części o różnym stopniu trudności.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci czas wolny.
9. Na rozwiązanie testu masz 60 min.
Powodzenia
ZESTAW ZADAŃ TESTOWYCH
1. Stal jest to stop:
a) żelaza z kobaltem,
b) żelaza z węglem,
c) żelaza z krzemem,
d) żelaza z srebrem.
2. Stal to stop zawierający do:
a) 0,02 % C,
b) 0,02 % C,
c) 0,2 % C,
d) 2%C.
3. Prostowanie blachy przy regeneracji wyrobu kowalskiego stosuje się w celu uzyskania:
a) falistości powierzchni,
b) płaskości powierzchni,
c) chropowatości powierzchni,
d) udarności powierzchni.
4. Regeneracje reliefów na powierzchni wyrobu kowalskiego wykonuje się:
a) młotkiem i przebijakiem,
b) młotkiem i przecinakiem,
c) młotkiem i stemplem,
d) młotkiem i rysikiem.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
5. Spawanie gazowe wykonuje się przy zastosowaniu mieszaniny gazów:
a) helu i argonu,
b) helu i dwutlenku węgla,
c) tlenu i acetylenu,
d) argonu i acetylenu.
6. Do ciecia elementów wyrobów kowalskich nie używa się:
a) szlifierki kątowej,
b) piłki do metalu,
c) nożyc dźwigniowych,
d) pilników zdzieraków.
7. Przecinaki kowalskie służą do:
a) przecinania materiału,
b) skręcania płaskowników,
c) przebijania otworów,
d) cyzelowania powierzchni.
8. Przed naniesieniem powłok ochronnych na wyrób kowalski i jego powierzchnie należy:
a) podać obróbce cieplnej,
b) odtłuścić i oczyścić z brudu,
c) przepłukać strumieniem wody,
d) czernić w oleju.
9. Przed spawaniem dwóch elementów kutych powierzchnie łączone należy:
a) naciąć przecinakiem kowalskim,
b) ukosować i oszlifować,
c) zabezpieczyć antykorozyjnym,
d) przekuć na zimno.
10. Zgrzewanie ogniskowe polega na:
a) łączeniu dwóch elementów na gorąco,
b) kształtowaniu dwóch elementów,
c) spawaniu dwóch elementów na gorąco,
d) wybijanie otworów w dwóch elementach.
11. Który z poniższych procesów naprawy wyrobów kutych jest poprawny:
a) montaż elementów, demontaż elementów, przekuwanie i spawanie,
b) demontaż, przekuwanie, spawanie i montaż elementów,
c) przekuwanie, montaż, demontaż i spawanie,
d) spawanie, montaż, przekuwanie, demontaż.
12. jaki jest koszt wykonania renowacji elementów kutych balustrady, jeśli koszt materiału
wynosi 1500 zł, a robocizna 2000zł, a zysk stanowi 20 % kosztów materiału:
a) 3000zł.,
b) 3500zł.,
c) 3900zł.,
d) 4500zł.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
13. Nacięcia na krawędziach płaskowników naprawianej kraty ozdobnej wykonuje się przy
użyciu:
a) młotka i gładzika,
b) młotka i przebijaka,
c) młotka i przecinaka,
d) młotka i dziurkownicy.
14. Do ochrony narządów słuchu służą:
a) okulary spawalnicze,
b) ochronniki słuchu,
c) maski przeciwpyłowe,
d) rękawice robocze.
15. Instalacja wentylacyjna w kuźni służy do:
a) nawilżania powietrza,
b) osuszania powietrza,
c) usuwania gazów i pyłów,
d) nawiewu powietrza do paleniska.
16. Nitowanie elementów kutych po regeneracji przeprowadza się za pomocą:
a) zgrzewania ogniskowego,
b) obejm i zakuwek,
c) zakuwania i formowania,
d) przecinania i gładzenia.
17. Zastosowanie obejm i zakuwek w naprawianych wyrobach kowalskich ma na celu:
a) połączenie ze sobą dwóch lub więcej elementów,
b) skręcenie prętów płaskich,
c) prostowanie blach na gorąco,
d) skręcanie prętów kwadratowych.
18. Najgroźniejsze skutki dla wyrobów kowalskich przynosi:
a) korozja równomierna,
b) korozja międzykrystaliczna,
c) korozja miejscowa,
d) korozja wżerowa.
19. Zachowanie powtarzalności kształtów kutych przy regeneracji wymagają zastosowania:
a) spęczania materiału na gorąco,
b) użycia matrycy lub przyrządu,
c) kucia ręcznego swobodnego,
d) gładzenia powierzchni po kuciu.
20. Do pomiaru wymiaru kutego na gorąco materiału użyć należy:
a) macek wewnętrznych lub zewnętrznych,
b) przymiaru kreskowego,
c) suwmiarki uniwersalnej,
d) liniału krawędziowego.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Wykonywanie prac konserwatorskich
Zakreśl poprawną odpowiedź, wpisz brakujące części zdania lub wykonaj rysunek
Nr
zadania
Odpowiedź Punkty
1 a b c d
2 a b c d
3 a b c d
4 a b c d
5 a b c d
6 a b c d
7 a b c d
8 a b c d
9 a b c d
10
a b c d
11
a b c d
12
a b c d
13
a b c d
14
a b c d
15
a b c d
16
a b c d
17
a b c d
18
a b c d
19
a b c d
20
a b c d
Razem:
Data……………….
……………………………
podpis
ucznia

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
LITERATURA
1. Andrzejewski W: Roboty kowalskie i ślusarskie w budownictwie, PWT, Warszawa 1952
2. Badora K. , Waszkiewicz S. : Rysunek zawodowy dla ślusarza wyrobów artystycznych,
WSiP, Warszawa 1976
3. Bożenko L. : Maszynoznawstwo do szkoły zasadniczej, WSiP, Warszawa 1998
4. Czerwiński W. : Materiałoznawstwo dla ZSZ, Warszawa 1976
5. Gogółka W. , Kiecoń B. : Kuźnictwo PWSZ, Warszawa 1974
6. Górecki A. , Grzegórski Z. : Ślusarstwo przemysłowe i usługowe. WSiP,
Warszawa 1998
7. Górecki A. : technologia ogólna. WSiP, Warszawa 2000
8. Mac S. : Obróbka metali z materiałoznawstwa WSiP, Warszawa 1999
9. Miller J., Jarmoszuk S. : Ślusarstwo i spawalnictwo. WSiP, Warszawa 1995
10. Płochowska-Grzemowska H. : Kuźnictwo Cz. 2 WSiP, Warszawa 1975
11. Solis H. : Ślusarstwo artystyczne WSiP, Warszawa 1976
12. Surowiak W. : Poradnik warsztatowca mechanika. WN-T, Warszawa 1962
13. Ziłko J. : Konstrukcje stalowe Cz. 2 WSiP, Warszawa 1995
Wyszukiwarka
Podobne podstrony:
15 Wykonywanie prac konserwator Nieznany
15 Wykonywanie prac konserwatorskich
24 Wykonywanie prac z zakresu obróbki ręcznej
BHP przy wykonywaniu prac z zakresu gospodarki leśnej, 1 bhp w zakladach
2 wykaz WYMAGANIA WYKONYWANIA PRAC SZCZEGÓLNIE NIEBEZPIECZNYCH W, egzaminy zawodowe technik bhp, 3,
Spis i prowadzenie prac konserwacyjnych na budynku, Bezpieczeństwo pożarowe
Instrukcja bhp prz wykonywaniu prac admin biurowych
Notatki Wykonywanie Prac Biurowych
18 Wykonywanie prac plastyczno technicznych
04 Wykonywanie prac z zakresu obróbki ręcznej
Instrukcja BHP przy wykonywaniu prac?karskich(1)
06 Wykonywanie prac z zakresu obróbki mechanicznej metali
06 Wykonywanie prac przygotowawczo zakończeniowych
Prowadzenie prac konserwatorskich, nowe
13 Wykonywanie prac związanych z utrzymaniem czystości
03 Wykonywanie prac biurowychid Nieznany (2)
32 Wykonywanie prac montazowych Nieznany
więcej podobnych podstron