„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Janusz Tokarski
Wykonywanie
prac
montażowych,
pakowanie
i magazynowanie wyrobów 311[32].Z5.
03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Waldemar Szymański
mgr inż. Łukasz Styczyński
Opracowanie redakcyjne:
mgr inż. Teresa Jaszczyk
Konsultacja:
mgr inż. Teresa Jaszczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[32].Z5.03
Wykonywanie prac montażowych, pakowanie i magazynowanie wyrobów zawartego
w modułowym programie nauczania dla zawodu technik technologii drewna.
.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
4
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Charakterystyka sposobów montażu wyrobów
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
11
4.2. Przebieg procesu montażu z wykorzystaniem urządzeń montażowych 12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
13
4.2.3. Ćwiczenia
13
4.2.4. Sprawdzian postępów
14
4.3. Tolerancja i pasowanie elementów stałych i ruchomych w wyrobie
15
4.3.1 Materiał nauczania
15
4.3.2 Pytania sprawdzające
19
4.3.3 Ćwiczenia
19
4.3.4 Sprawdzian postępów
20
4.4. Ocena jakości wyrobów
21
4.4.1. Materiał nauczania
21
4.4.2. Pytania sprawdzające
23
4.4.3. Ćwiczenia
23
4.4.4. Sprawdzian postępów
24
4.5.
Okuwanie, montowanie i obsługa zmechanizowanych urządzeń
montażowych stosowanych przy montażu mebli rozbieralnych
i nierozbieralnych
25
4.5.1. Materiał nauczania
25
4.5.2. Pytania sprawdzające
32
4.5.3. Ćwiczenia
32
4.5.4. Sprawdzian postępów
33
4.6. Ocena prac montażowych oraz techniczno–jakościowych, ocena
wyrobów półproduktów i produktów
34
4.6.1. Materiał nauczania
34
4.6.2. Pytania sprawdzające
35
4.6.3. Ćwiczenia
36
4.6.4. Sprawdzian postępów
36
4.7. Opracowanie schematu procesu technologicznego montażu
określonego wyrobu
37
4.7.1. Materiał nauczania
37
4.7.2. Pytania sprawdzające
37
4.7.3. Ćwiczenia
37
4.7.4. Sprawdzian postępów
38
4.8. Transport wewnątrzzakładowy
39
4.8.1. Materiał nauczania
39
4.8.2. Pytania sprawdzające
42
4.8.3. Ćwiczenia
42
4.8.4. Sprawdzian postępów
43

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
4.9. Zasady gospodarki magazynowej i magazynowanie materiałów,
wyrobów i elementów
44
4.9.1. Materiał nauczania
44
4.9.2. Pytania sprawdzające
47
4.9.3. Ćwiczenia
47
4.9.4. Sprawdzian postępów
48
4.10. Rodzaje opakowań, pakowanie i zabezpieczenie w środkach transportu 49
4.10.1. Materiał nauczania
49
4.10.2. Pytania sprawdzające
52
4.10.3. Ćwiczenia
53
4.10.4. Sprawdzian postępów
54
5. Sprawdzian osiągnięć
55
6. Literatura
60

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
1. WPROWADZENIE
Poradnik będzie Ci pomocny w nabywaniu umiejętności z zakresu wykonywania prac
montażowych, pozwoli ocenić jakość wyrobów, zaprogramować proces montażu mebli,
zapoznać się z zasadami pakowania i transportu mebli, a także określi zasady magazynowania
wyrobów z drewna.
Jednostka modułowa 311[32].Z5.03 Wykonywanie prac montażowych, pakowanie
i magazynowanie wyrobów.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności, które powinieneś posiadać
aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej, które określają umiejętności jakie opanujesz
w wyniku procesu kształcenia.
3. Materiał nauczania, który zawiera informacje niezbędne do realizacji zaplanowanych
szczegółowych celów kształcenia, umożliwia samodzielne przygotowanie się do
wykonania ćwiczenia i zaliczenia sprawdzianów.
Wykorzystaj do poszerzenia wiedzy wskazaną literaturę oraz inne źródła informacji.
Obejmuje on również:
–
pytania sprawdzające wiedzę niezbędną do wykonania ćwiczenia,
–
ćwiczenia z opisem sposobu ich wykonania oraz wyposażenia stanowiska pracy,
–
sprawdzian postępów, który umożliwi sprawdzenie poziomu Twojej wiedzy po
wykonaniu ćwiczenia.
4. Sprawdzian osiągnięć w postaci zestawu pytań sprawdzających opanowanie umiejętności
określonych w tej jednostce modułowej.
5. Wykaz literatury dotyczącej programu jednostki modułowej.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po zapoznaniu się z materiałem nauczania spróbuj zaliczyć sprawdzian z zakresu jednostki
modułowej. Wykonując sprawdzian postępów powinieneś odpowiadać na pytania tak lub nie
co oznacza, że opanowałeś materiał lub nie.
Bezpieczeństwo i higiena pracy
Przy obsłudze urządzeń montażowych zalecane są ogólne zasady bezpiecznej pracy
obowiązujące podczas prac na maszynach do klejenia drewna. Szczególną uwagę należy
zwrócić na bezpieczne sterowanie urządzeniami pneumatycznymi i hydraulicznymi
mechanizmami dociskowymi. Urządzenia sterujące powinny być zabezpieczone przed
przypadkowym uruchomieniem, szczególnie gdy przy urządzeniu pracuje więcej niż jeden
pracownik.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
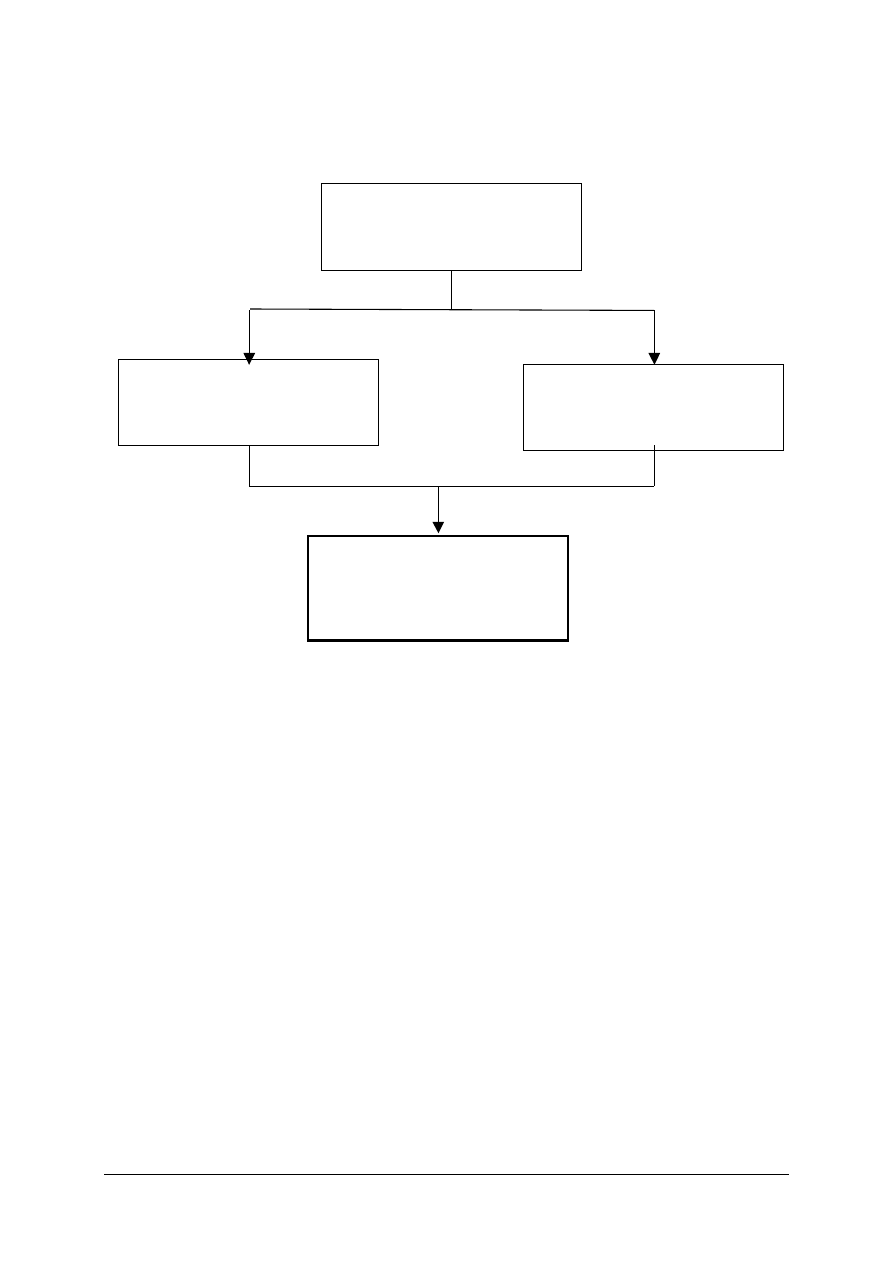
Schemat układu jednostek modułowych
311[32]Z5
Technologia montażu
i magazynowania
311[32]Z5.03
Wykonywanie prac montażowych,
pakowanie
i magazynowanie wyrobów
311[32]Z5.02
Dobieranie maszyn
i urządzeń montażowych
311[32]Z5.01
Rozpoznawanie okuć, akcesoriów
i łączników
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji jednostki modułowej powinieneś umieć:
−
stosować urządzenia do wywierania nacisku,
−
dobierać i stosować urządzenia montażowe,
−
dobierać narzędzia do konkretnych prac montażowych,
−
posługiwać się schematami kinematycznymi urządzeń montażowych,
−
przygotowywać urządzenie montażowe do pracy,
−
rozróżniać typowe części urządzeń montażowych,
−
posługiwać się dokumentacją techniczną,
−
wykorzystywać techniki komputerowe,
−
organizować stanowisko pracy zgodnie z zasadami bhp,
−
rozróżniać poszczególne rodzaje konstrukcji mebli.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
określić sposoby łączenia elementów w podzespoły i zespoły,
−
zastosować układ tolerancji i pasowań,
−
dokonać montażu elementów w podzespoły i zespoły,
−
posłużyć się sprawdzianami w czasie montażu mebli,
−
ocenić jakość zmontowanych wyrobów,
−
ocenić prawidłowość przebiegu prac montażowych,
−
określić zasady magazynowania materiałów, elementów i wyrobów,
−
dobrać sposób transportu operacyjnego,
−
sklasyfikować opakowania wyrobów z drewna,
−
dobrać opakowania dla różnych wyrobów,
−
zapakować wskazany wyrób,
−
opracować instrukcję montażu, pakowania, przechowywania i transportu wyrobów,
−
określić przyczyny powstawania błędów produkcyjnych i sposoby ich usuwania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1 Charakterystyka sposobów montażu wyrobów
4.1.1 Materiał nauczania
Sposoby montażu mebli
Montaż mebli polega na łączeniu elementów i podzespołów w wyrób gotowy. Istotą
montażu jest sklejanie złączy nierozłącznych, przytwierdzenie łączników oraz ruchomych
części, takich jak: drzwi, szuflady, półki itp.
Warunkiem prawidłowego montażu elementów jest dokładność obróbki skrawaniem,
szczególnie prawidłowe wykonanie i rozmieszczenie połączeń stolarskich oraz zgodne
z rysunkiem wymiary elementów.
Higroskopijność drewna i tworzyw drzewnych powoduje, że zmiany wilgotności
i temperatury otoczenia wywołują kurczenie się i pęcznienie elementów meblowych
i połączeń stolarskich. Dlatego temperatura i wilgotność otoczenia powinny być jednakowe
w oddziałach obróbki skrawaniem i w pomieszczeniach, gdzie odbywa się montaż mebli.
Do montażu należy przeznaczać jedynie elementy jakościowo odpowiadające warunkom
technicznym. Wskazane jest, aby w elementach dostarczanych do montażu były wykonane
wszelkie gniazda i wgłębienia na okucia. Prawidłowo zorganizowany montaż przebiega w ten
sposób, że najpierw łączy się elementy w płaskie podzespoły, a następnie z elementów
i podzespołów tworzy się zespoły przestrzenne.
Montaż potokowy występuje w seryjnej produkcji mebli. Polega on na tym, że jeden
wyrób montuje się na różnych stanowiskach roboczych przystosowanych do określonych
czynności montażowych. W tych wypadkach wykonywany wyrób przemieszcza się z jednego
stanowiska roboczego na drugie.
Transport może odbywać się ręcznie lub mechanicznie za pomocą przenośników.
Montażu można dokonywać za pomocą narzędzi ręcznych lub mechanicznych urządzeń
montażowych. Istotą ich działania jest wywieranie nacisku na montowane elementy tak, aby
przylegały one do siebie. W miejscach połączeń podczas montażu, elementy muszą być
ustawione względem siebie pod takimi kątami, aby tworzyły zaplanowaną konstrukcję
przestrzenną. W razie stosowania narzędzi ręcznych, kąty występujące między elementami
muszą być specjalnie ustawione. W mechanicznych urządzeniach montażowych, montowane
elementy samoczynnie ustawia się w takiej pozycji, w jakiej znajdują się w gotowym
wyrobie, co znacznie ułatwia montaż.
Montaż części i całości konstrukcji meblarskich
Łączenie może być nierozłączne (zespolone) lub rozłączne.
Łączenia nierozłącznego dokonuje się głównie za pomocą spoin klejowych, natomiast
rozłącznego – za pomocą okuć łączących.
Wytrzymałość spoin klejowych łączących części konstrukcji nie powinna być mniejsza
od wytrzymałości materiałów, z których te części zostały wykonane. Poza tym spoina klejowa
powinna być odporna na działanie destrukcyjnych czynników, działających na wyrób
w czasie użytkowania. Spoina nie może różnić się barwą od sklejonego materiału, nie może
zmieniać barwy sklejonego materiału i nie może działać destrukcyjne na powłoki
wykończeniowe i okucia. Dotyczy to przede wszystkim spoin klejowych łączących okleiny
z podłożem.
Wytrzymałość i odporność miejsc łączących ze sobą nieruchome i ruchome części mebla
okuciami łączącymi muszą odpowiadać warunkom wynikającym z użytkowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Istotne dla montażu zespołów i wyrobów są przede wszystkim: dokładność obróbki, w tym
okuwania, szczelności złączy, zwłaszcza rozłącznych, oraz prawidłowo zachowane luzy
pomiędzy częściami ruchomymi mebla.
W zależności od ustaleń objętych dokumentacją projektową oraz niezamierzonych
i niekorzystnych skutków zewnętrznych obróbki łączeniem, uzyskane w jej wyniku części
i całości konstrukcji mogą podlegać po osiągnięciu technologicznej wytrzymałości spoin
klejowych, dodatkowej powierzchniowej obróbce skrawaniem, a w przypadku podzespołów,
także obróbce w zakresie ogólnego kształtu i profilów złączeniowych.
Po stwierdzeniu, że wymiary kształtu i geometria powierzchni części konstrukcyjnej,
a także ich wilgotność i wygląd zewnętrzny odpowiadają warunkom zawartym
w dokumentacji projektowej, przekazuje się je do montażu podzespołów, zespołów, w końcu
do montażu ogólnego.
Montaż jest podstawowym etapem procesu wytwarzania wyrobów meblarskich.
W przypadku mebli rozbieralnych, całości lub część montażu ostatecznego może się również
odbywać w warsztatach przymagazynowych lub w punktach sprzedaży, jak i bezpośrednio
w mieszkaniu użytkownika. Opinie, co do takiego postępowania są podzielone. Korzyści
zarówno
w
transporcie
(lepsze
wykorzystanie
przestrzeni
załadowczych),
jak
i w magazynowaniu (lepsze wykorzystanie przestrzeni składowania) są niewątpliwe.
Natomiast zastrzeżenia budzą, wygórowany koszt montażu (montaż próbny w wytwórni
i ostateczny u odbiorcy) oraz trudności w kompletowaniu zestawów mebli i w doborze
okleiny.
W praktyce są stosowane dwa rodzaje montażu: seryjny, a zatem i potokowy – głównie
w produkcji przemysłowej oraz indywidualny – głównie w produkcji o charakterze
rzemieślniczym. W pierwszym przypadku, cały montaż, względnie też tylko montaż
ostateczny odbywa się na taśmie o ruchu ciągłym. Uzyskujemy wtedy zamierzoną ilość
wyrobów z matematyczną dokładnością. Wybór rodzaju montażu jest zależny głównie od
dokładności wykonania łączonych ze sobą części, konstrukcji wyrobu i planu produkcji.
Montaż podzespołów i zespołów lub wyrobów odbywa się z reguły w odpowiednich
urządzeniach ściskowych, specjalnie do tego celu zaprojektowanych i wykonanych. Istota
działania, tych w zasadzie prostych urządzeń polega na zaciśnięciu odpowiednio ustawionych
w urządzeniu części, składających się na przedmiot montażu i utrwaleniu jego kształtu. Siły
wywołujące docisk mogą działać w zależności od potrzeby w jednym lub dwóch kierunkach
wzajemnie do siebie prostopadłych, albo też umożliwiać równoczesne dociśnięcie przedmiotu
montażu po przekątnych. Montaż podzespołów odbywa się z reguły w urządzeniach,
w których siły działają w jednym kierunku, natomiast montaż zespołów i wyrobów –
w urządzeniach, w których siły działają w dwóch kierunkach.
W praktyce przyjmuje się, że ciśnienie jednostkowe wywierane na łączone części przedmiotu
montażu wynosi 60 ÷ 80 N/m
2
.
Urządzenie montażowe składa się w zasadzie ze specjalnego stołu (łoża) służącego do
właściwego ustawienia łączonych części w stosunku do siebie oraz z mechanizmu
dociskowego, zazwyczaj ścisków mechanicznych, pneumatycznych, hydraulicznych i innych.
Ogólnie biorąc można powiedzieć, że im ścisk montażowy, będzie sprawniejszy (większy
stopień mechanizacji), tym jego wydajność będzie większa, a obsługa łatwiejsza.
Podczas montażu elementów o powierzchniach pokrytych powłokami istnieje duże
niebezpieczeństwo ich uszkodzenia, dlatego konstrukcja urządzeń montażowych powinna
gwarantować wywieranie nacisku na elementy bez uszkodzenia ich powierzchni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.1.2 Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do ćwiczenia:
1. Dlaczego podczas montażu mebli temperatura i wilgotność powietrza powinny być
jednakowe w działach obróbki skrawaniem i w pomieszczeniach, gdzie odbywa się
montaż?
2. Dlaczego w elementach przeznaczonych do montażu powinny być wykonane wszelkie
gniazda i wgłębienia na okucia?
3. Co rozumiesz pod pojęciem montaż mebli?
4. Jakie czynniki mają wpływ na prawidłowy montaż wyrobu?
5. Na czym polega prawidłowo zorganizowany montaż?
6. Jaka jest różnica między montażem indywidualnym, a potokowym (seryjnym)?
4.1.3 Ćwiczenia
Ćwiczenie 1
Zaprojektuj stanowisko montażowe dla dowolnego wyrobu schematycznie lub opisowo.
Wskazówki do realizacji
Przed przystąpieniem do realizacji ćwiczenia nauczyciel powinien omówić zakres
i technikę wykonania ćwiczenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać urządzenie montażowe aby zapewnić ustawienie elementów względem siebie
w położeniu w jakim znajdują się w gotowym wyrobie.
2) dokonać wyboru oprzyrządowania, które będzie niezbędne do mocowania okuć
metalowych lub z tworzywa.
3) określić najlepszą organizację pracy, która zapewni bezpieczną i wydajną pracę.
4) dobrać urządzenia pomocnicze niezbędne do wykonania montażu.
5) dobrać przyrządy i narzędzia (pomiarowe, kontrolne, pomocnicze).
6) dokonać wyboru urządzeń transportowych zapewniających dostarczanie elementów do
montażu jak i odbiór zamontowanych wyrobów.
Środki dydaktyczne:
−
tablice, schematy, prospekty itp. urządzeń montażowych i narzędzi,
−
dostępna literatura,
−
przyrządy pomiarowe kontrolne pomocnicze
−
notatnik,
−
długopis,
−
arkusz papieru formatu A-4.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.4 Sprawdzian postępów.
Czy potrafisz:
Tak Nie
1) wyjaśnić potrzebę zachowania właściwej wilgotności względnej powietrza
oraz temperatury podczas montażu i podczas obróbki elementów?
¨
¨
2) wyjaśnić przyczyny ze względu, na które na montażu nie wykonujemy gniazd
i wgłębień na okucia?
¨
¨
3) scharakteryzować pojęcie: montaż mebli?
¨
¨
4) scharakteryzować czynniki które, mają wpływ na prawidłowy montaż wyrobu? ¨
¨
5) wyjaśnić istotę prawidłowo zorganizowanego montażu?
¨
¨
6) określić zasadnicze różnice między montażem jednostkowym,
a seryjnym (potokowym)?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Przebieg procesu montażu z wykorzystaniem urządzeń
montażowych
4.2.1 Materiał nauczania
Czynności wstępne przed montażem
Przed przystąpieniem do prac montażowych należy przeprowadzić kontrolę elementów
przeznaczonych do montażu:
−
poszczególne elementy do montażu dobiera się zgodnie z wymaganiami przewidzianymi
w normach przedmiotowych,
−
przeprowadza się kontrolę wilgotności elementów przeznaczonych do montażu,
−
sprawdza się jakość wykończenia elementów przygotowanych do montażu,
−
wszystkie wymiary elementów przygotowanych do montażu sprawdza się za pomocą
sprawdzianów granicznych, czy pasują do przyjętego systemu tolerancji i pasowań.
Proces montowania każdego wyrobu stolarskiego ma przebieg podobny, a mianowicie:
1. Montaż podzespołu:
a) dobór elementów w/g koloru struktury drewna,
b) montaż kontrolny „na sucho” w produkcji jednostkowej lub kontrola sprawdzianami
granicznymi w produkcji masowej.
c) pokrycie złącz (łączonych części) elementów klejem,
d) zaciśnięcie zmontowanego podzespołu w urządzeniu montażowym,
e) usunięcie kleju wyciśniętego ze złącza,
f) sezonowanie w czasie zaciśnięcia, jak i po wyjęciu z zacisków.
2. Obróbka podzespołów (w razie potrzeby):
a) obróbka na wyrówniarkach, frezarkach, szlifierkach,
b) struganie na grubość płyt i frezowanie obwodu płyt i ram,
c) wyrównywanie nierówności i profilowanie ram.
3. Montaż zespołów:
a) kontrola za pomocą sprawdzianów granicznych,
b) dobór podzespołów i elementów w/g struktury i koloru drewna,
c) montaż złączy na klej,
d) zaciśnięcie w zacisku montażowym i sezonowanie,
e) usunięcie kleju wyciśniętego ze złącza.
4. Montaż całego wyrobu:
a) kontrola za pomocą sprawdzianów granicznych,
b) dobór zespołów i elementów w/g struktury koloru drewna,
c) montaż całości na klej,
d) zaciśnięcie w ścisku montażowym i sezonowanie,
e) usunięcie kleju wyciśniętego ze złącz,
f) ewentualne pasowanie szuflad i założenie drzwi,
g) ułożenie półek i innych ruchomych części.
W zależności od rodzaju konstrukcji wyrobu, liczba operacji może ulec zmianom, lecz
kolejność wykonywania zawsze jest taka sama.
Prace wykonywane po montażu
Gdy zmontowany wyrób jest jeszcze zaciśnięty w urządzeniach montażowych należy
przymocować na stałe wszystkie te części, które są pomocne w utrzymaniu jego
prawidłowego kształtu. Są to np. ścianka tylna, która przeciwdziała wypaczeniu się całego

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
korpusu szafy. Etapy ostatecznego montażu mają zawsze swoją ustaloną kolejność, jak
również w określonej kolejności następują poszczególne operacje, z których składa się każdy
etap. Im operacje te będą bardziej rozdrobnione, tym korzystniejsza jest organizacja
stanowiska roboczego. Kolejność operacji i ich rozdrobnienie pozwala na ustalenie
jednakowych, względnie zbliżonych czasów na poszczególne operacje, a co za tym idzie – na
wprowadzenie przy montażu potokowego systemu pracy.
Kontrola i odbiór zmontowanych wyrobów
Kontroli powinny być poddawane wszystkie wyroby, w zakładach o należytej organizacji
wystarczy skontrolować tylko pewną część wyrobów.
Kontrola zmontowanego wyrobu polega na stwierdzeniu:
–
prawidłowego doboru elementów i zespołów pod względem struktury drewna,
–
dokładnego pasowania wszystkich połączeń zarówno nieruchomych jak i ruchomych,
–
dokładnego oczyszczenia, szczególnie z kleju na połączeniach,
–
prawidłowego okucia wyrobu w czasie montażu.
Po tym odbiorze wyroby są transportowane do magazynu wyrobów gotowych.
4.2.2 Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie czynności należy wykonać przed montażem?
2. W jaki sposób przebiega proces montowania mebli z uwzględnieniem podzespołu,
zespołu i wyrobu gotowego?
3. Jakie prace należy wykonać po montażu?
4. Na czym polega kontrola i odbiór zmontowanego wyrobu?
4.2.3 Ćwiczenia
Ćwiczenie 1
Na podstawie normy przedmiotowej PN-F-06001-2, PN-F-06001-3 dokonaj odbioru
jakościowego elementów z tarcicy przeznaczonych do montażu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z normą przedmiotową,
2) na podstawie opisu wad drewna zawartego w normie dokonać odbioru jakościowego
elementów,
3) dokonać podziału na elementy dobre i nie nadające się do montażu,
4) dokonać podziału na elementy nadające się do naprawy oraz nienaprawialne,
5) podczas odbioru elementów zwrócić uwagę na dokładność wykonania,
6) dokonać oceny poprawności wykonanego ćwiczenia.
7) oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
norma przedmiotowa PN-F-06001-2, PN-F-06001-3,
–
elementy przeznaczonych do montażu (odbioru jakościowego),
–
rysunki wykonawcze elementów,
–
notatnik,
–
ołówek/długopis,
–
kątownik,
–
przymiar kreskowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Ćwiczenie 2
Dokonaj kontroli wymiarów elementów za pomocą sprawdzianów granicznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wykonać pomiar długości elementów,
2) wykonać pomiar szerokości elementów,
3) wykonać pomiary gniazd i czopów,
4) dokonać klasyfikacji na elementy dobre i nienadające się do montażu,
5) dokonać klasyfikacji na elementy nadające się do naprawy oraz nienaprawialne,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
sprawdziany graniczne niezbędne do wykonania ćwiczenia,
–
próbki elementów przeznaczonych do montażu,
–
rysunki wykonawcze elementów,
–
notatnik,
–
ołówek/długopis.
4.2.4 Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić czynności, które należy wykonać przed montażem?
¨
¨
2) scharakteryzować czynności, które składają się na pracę montowania wyrobu? ¨
¨
3) określić czynności, jakie należy wykonać po montażu?
¨
¨
4) wyjaśnić, na co należy zwrócić uwagę podczas odbioru zmontowanego
wyrobu?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.3. Tolerancja i pasowanie elementów stałych i ruchomych
w wyrobie
4.3.1 Materiał nauczania
Zasadnicze pojęcie dokładności obróbki
Przy obróbce elementów składowych jakiegokolwiek wyrobu uzyskanie wymiarów ściśle
odpowiadających wymiarom rysunku wykonawczego jest prawie nieosiągalne. Otrzymane po
obróbce tzw. wymiary rzeczywiste elementu będą zawsze więcej lub mniej odbiegały od
wymiarów podanych na rysunku wykonawczym, czyli tzw. wymiarów nominalnych. Im
różnica między wymiarami nominalnymi a rzeczywistymi będzie mniejsza, tym obróbka
będzie dokładniejsza. Dlatego też dopuszczalne wielkości odchyłek od wymiarów
nominalnych należy ustalić w zależności od niezbędnej dokładności pracy.
Zmechanizowanie procesów produkcji i wprowadzenie produkcji seryjnej stworzyło
potrzebę zamienności każdego elementu wchodzącego w skład wyrobu. Pod pojęciem
„zamienność” elementów należy rozumieć możliwość łączenia elementów w zespoły
a zespoły w wyrób, bez stosowania indywidualnych pasowań i poprawek za pomocą narzędzi.
Dlatego też, aby osiągnąć wymaganą zamienność elementów przy masowej produkcji,
wymiary tych elementów muszą być utrzymane w z góry określonych granicach dokładności.
Podstawowe pojęcia w tolerancji i pasowaniu
Aby zapewnić zamienność elementów oraz aby niedokładności w wymiarach
wykonywanych elementów nie były przypadkowe, konieczne jest ustalenie dwóch wymiarów,
pomiędzy którymi wymiar rzeczywisty będzie się zawierał. Wymiary te nazywamy
granicznymi; większy z nich jest wymiarem górnym (maksymalnym), a mniejszy dolnym
(minimalnym).
–
Różnica między wymiarami granicznymi –górnym i dolnym - nazywa się tolerancją.
–
Różnica między dolnym wymiarem granicznym a wymiarem nominalnym nazywa się
odchyłką dolną.
–
Różnica między górnym wymiarem granicznym a wymiarem nominalnym nazywa się
odchyłką górną.
–
Różnica miedzy wymiarem rzeczywistym a wymiarem nominalnym nazywa się odchyłką
rzeczywistą.
Odchyłki mogą być dodatnie lub ujemne i oznacza się je znakiem „+” lub „-”, przy czym
odchyłkę górną umieszcza się u góry wymiaru nominalnego a dolną u dołu. Na przykład na
rysunku wykonawczym podana jest grubość czopa 16
+0,2
oznacza to, że nominalna grubość
czopa jest 16 mm z odchyłką górną +0,2mm. Górny wymiar graniczny będzie zatem
16 +(+0,2)=16,2 mm a dolny 16+0=16 mm, zatem tolerancja wyniesie 16,2 – 16 =0,2 mm.
Przy połączeniu czopowym dwóch elementów rozróżnia się gniazdo i czop wchodzący
w gniazdo. Jeżeli różnica między wewnętrznymi wymiarami gniazda i czopa będzie dodatnia,
to czop będzie mógł swobodnie przesuwać się w gnieździe, czyli pomiędzy czopem
i gniazdem będzie luz. Połączenie takie nazywa się ruchomym. Jeżeli różnica ta będzie
ujemna, to czop nie zmieści się w gnieździe. Jeżeli różnica ta będzie równa 0, to czop da się
wsunąć w gniazdo i po montażu otrzymamy połączenie nieruchome. Natomiast jeżeli przy
połączeniu dwóch elementów o jednakowych wymiarach nominalnych i ustalonych
odchyłkach z góry jest zapewnione ich wzajemne swobodne poruszanie się względem siebie,
albo też nieruchome stałe połączenie, to ma tu miejsce tzw. pasowanie. Pasowania dzielą się
na ruchowe i spoczynkowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Układ tolerancji i pasowań
System ustalający racjonalną (nie za dużą, nie za małą) dokładność obróbki elementów
i odpowiednie wielkości współdziałających wymiarów (elementów), zapewniające niezbędną
wzajemną stałość i wytrzymałość lub wzajemną ruchomość połączenia – nosi nazwę układu
tolerancji i pasowań.
Układ tolerancji i pasowań:
–
zapewnia wzajemną zamienność elementów jednego rzędu (czyli elementów jednakowej
wielkości i o jednakowym przeznaczeniu);
–
kieruje dokładnością wykonania poszczególnych elementów w potrzebnych granicach
w ten sposób, aby możliwe było przewidziane z góry współdziałanie po ich
zmontowaniu;
–
nie zmusza do zbyt dokładnej, a tym samym bardziej kosztownej obróbki w przypadkach,
gdy jest to niezbędne;
–
umożliwia znaczne obniżenie kosztów produkcji;
–
zapewnia wysoką jakość wyrobów ze względu na prawidłowość i wytrzymałość
połączeń;
–
uzupełnia rysunek i pozwala na zrealizowanie wymiarów podanych na tym rysunku.
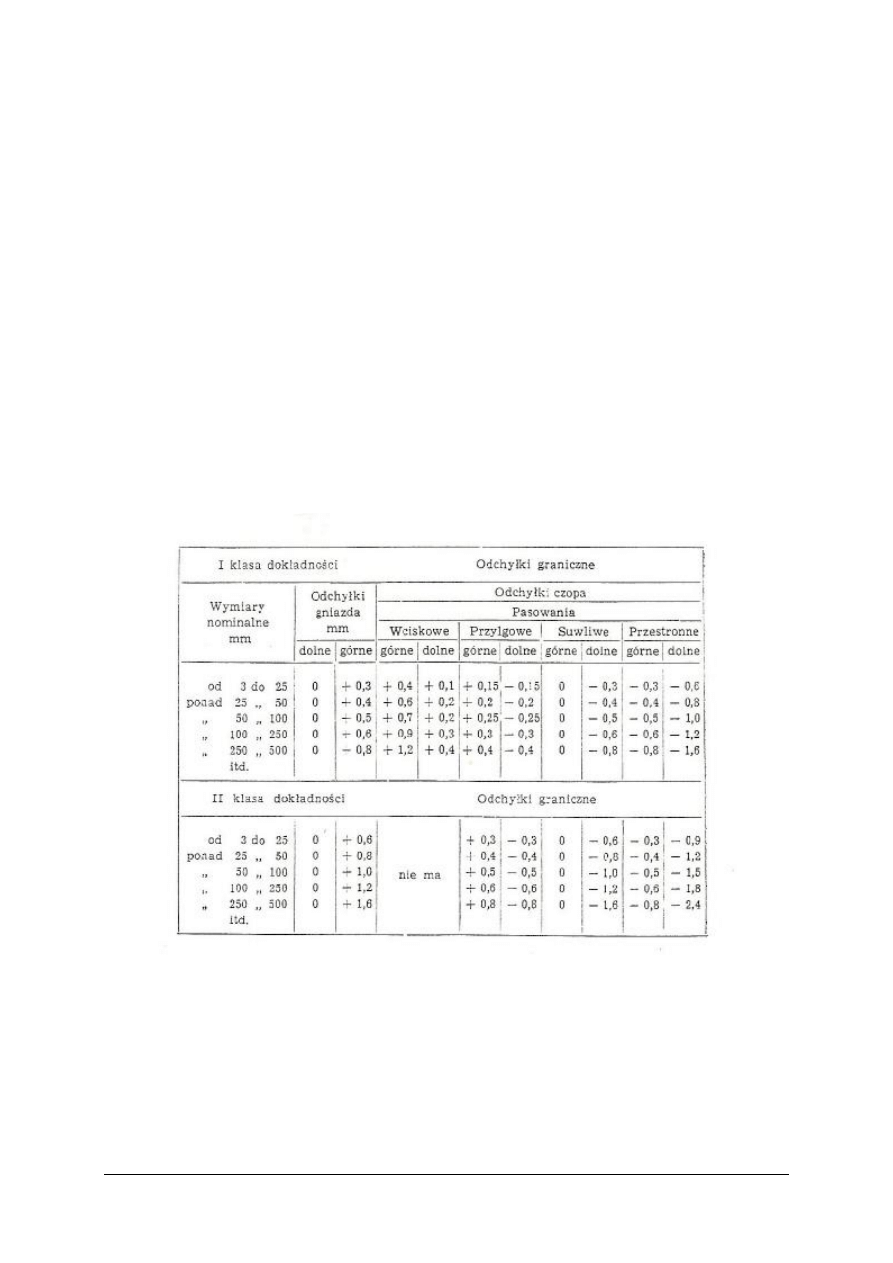
Tabela 1. Układ tolerancji i pasowań (system gniazda) [9,s. 227]
Układ tolerancji i pasowań (system gniazda)
Układy te opierają się na tzw. systemie gniazda polegającym na tym, że wymiary
graniczne dolne gniazda zostają stałe, różne zaś pasowania otrzymuje się przez odpowiednie
zmiany w wymiarach granicznych czopa. W systemie gniazda wymiar nominalny jest
zarazem dolnym wymiarem granicznym gniazda.
Sprawdziany graniczne i ich zastosowanie
Szczególne znaczenie dla praktycznego wykonania prac wg tolerancji i pasowań ma
zastosowanie sprawdzianów granicznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Istnienie opracowanego układu tolerancji i pasowań łatwo pozwala ustalić graniczne
odchyłki dla każdego wymiaru obrabianego elementu. Znając graniczne wymiary elementu
można nie uwzględniać rzeczywistego wymiaru, wystarczy skontrolować czy zawiera się on
w granicach. Do takiej kontroli granicznych wymiarów elementu bez oznaczenia
bezwzględnej jego wartości – służą sprawdziany graniczne. W zależności od kontrolowanych
wymiarów sprawdzianom granicznym nadaje się różny kształt: czopa dla sprawdzenia
otworów gniazd, macek zewnętrznych do kontrolowania walca czopa itp.
Sprawdziany graniczne posiadają 2 strony: przechodnią i nieprzechodnią. Kontrolę
przeprowadza się za pomocą nakładania sprawdzianu na mierzony element. Wymiar elementu
uważa się za wykonany w dopuszczalnych granicach jeżeli przechodnia strona sprawdzianu
przechodzi, a nieprzechodnia strona nie przechodzi przez element. Dlatego też jedna strona
sprawdzianu wykonana jest wg wymiaru równego największemu, a druga najmniejszemu
granicznemu wymiarowi elementu.
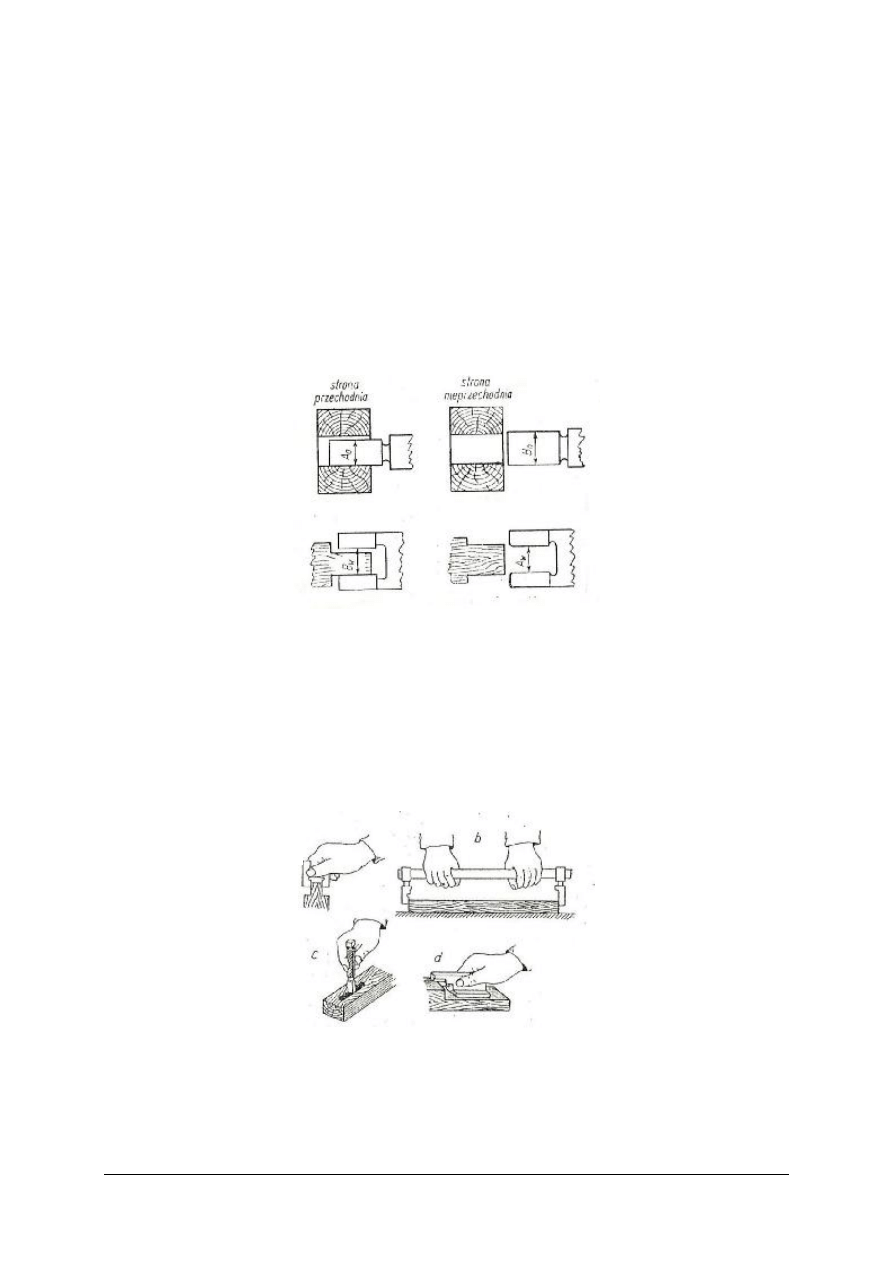
Rys. 1. Sprawdzanie wymiarów elementów sprawdzianami granicznymi [2, s.81]
Z rysunku 1 wynika, że wymiar gniazda będzie zawarty w ustalonych granicach jeżeli
w gniazdo wchodzić będzie strona sprawdzianu z najmniejszym wymiarem i na odwrót – dla
czopa za przechodnią powinna służyć strona sprawdzianu o największym wymiarze
granicznym a nieprzechodnia strona z najmniejszym wymiarem granicznym.
Sprawdziany bywają dwustronne, w których wymiary przechodni i nieprzechodni są
położone na różnych końcach lub stronach i jednostronne z przechodnim i nieprzechodnim
wymiarem po jednej stronie. Jednostronne sprawdziany są wygodniejsze, gdyż skracają
czynności kontroli.
Rys. 2. Przykłady wykorzystania sprawdzianów różnych rodzajów: a) użycie
sprawdzianu szczękowego małego wymiaru, b) użycie sprawdzianu dużego
wymiaru, c) użycie sprawdzianu tłoczkowego, d) użycie sprawdzianu do
sprawdzania wymiarów mieszanych. [2, s.82]
a

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Wpływ dokładności obróbki montażu.
Elementu, który spełniałby doskonale założone rysunkiem warunki geometryczne, czyli
elementu idealnie, dokładnie obrobionego nie jesteśmy w ogóle w stanie wyprodukować.
Obrobiony element odpowiada, zawsze tylko w pewnym stopniu, idealnemu elementowi
określonemu rysunkiem roboczym.
Dokładność obróbki elementu, scharakteryzować można:
– dokładnością kształtu, tj. stopniem zgodności rzeczywistego kształtu całego elementu
i jego poszczególnych części z odpowiednimi częściami na rysunku,
– dokładnością wymiarów, tj. stopniem zgodności rzeczywistych wymiarów elementów
i jego poszczególnych części z odpowiednimi wymiarami (nominalnymi) na rysunku,
– dokładnością struktury powierzchni, tj. stopniem jej gładkości w porównaniu
z odpowiednimi geometrycznymi powierzchniami przewidzianymi na rysunku.
Różnice wykonania obrobionego elementu w porównaniu z elementem idealnym nazywamy
odchyleniami. Mogą one być odpowiednio: odchyleniami kształtu, wymiarów i struktury
geometrycznej powierzchni. Wielkość odchyleń dopuszczalnych przy obróbce zależy z jednej
strony od przeznaczenia elementu, z drugiej - od możliwości technologicznych obróbki.
Zwiększenie dokładności obróbki (jakości obróbki) wymaga stosowania bardziej dokładnych
narzędzi i maszyn oraz dokładniejszego ich ustawiania, zmniejszania szybkości posuwu
(zmniejszenie wydajności) co pociąga za sobą zwiększenie kosztów i nakładów pracy.
Odchylenia kształtu i wymiarów charakteryzują bezpośrednio dokładność obróbki elementu
i mają dla niej decydujące znaczenie. Odchylenia kształtu i wymiarów są ze sobą najczęściej
związane w sposób nie pozwalający na oddzielne ich traktowanie. Jako ogólną zasadę należy
przyjąć że dopuszczalne odchylenia kształtu powinny mieścić się w dopuszczalnych
odchyleniach wymiarów.
Wpływ na dokładność wykonania elementu, czyli na dokładność jego wymiarów i kształtu
oraz gładkość powierzchni mają następujące czynniki:
– rodzaj i stan obrabiarki; im bardziej jest precyzyjna obrabiarka a stan jest nienaganny, tym
większa będzie dokładność obrabianych na niej elementów, natomiast drgania,
nierówności powierzchni stołu i prowadnic, luzy w łożyskach obniżają dokładność
obróbki i gładkość powierzchni,
– rodzaj, stan i ustawienie narzędzi skrawających; dokładność i gładkość obróbki mogą
zapewnić wyłącznie narzędzia wykonane w oparciu o naukowe zasady przez
wyspecjalizowane w tym kierunku zakłady przemysłowe; narzędzia muszą być
odpowiednio i fachowo konserwowane, ostrzone oraz prawidłowo ustawione,
– prędkość skrawania i posuwu; zwiększenie prędkości skrawania i zmniejszenie prędkości
posuwu zwiększają gładkość powierzchni,
– gatunek i rodzaj materiału; dokładniejszą obróbkę otrzymuje się na drewnie wyższej
jakości oraz przy liściastych, twardych rodzajach drewna; drewno o zawiłych rocznych
słojach z sękami i innymi wadami oraz drewno miękkie są trudniejsze w obróbce
szczególnie jeżeli chodzi o gładkość powierzchni,
– fachowa i sumienna obsługa; należyta konserwacja obrabiarki, wczesne rozpoznanie
usterek w pracy obrabiarki lub narzędzia oraz skrupulatne stosowanie się do instrukcji
technicznej dającej pewność, że praca na dobrej obrabiarce zaopatrzonej w dobre
narzędzia da dobre rezultaty,
– wilgotność materiału i warunki przechowywania elementów; oprócz wymienionych
czynników na wielkość możliwych odchyleń w stosunku do wymiarów nominalnych duży
wpływ mają właściwości drewna, które uwidaczniają się przy zmianie jego wilgotności
jak również zmianach wilgotności powietrza.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Sposoby określania i sprawdzania kształtu i wymiarów w elementach wyrobów oraz
pomiar gładkości obrabianych powierzchni w wyrobach stolarskich.
Każdy element określa się według jego przekroju poprzecznego, czyli element może być
kwadratowy, prostokątny, trójkątny, okrągły, półokrągły, profilowany i inny.
Do sprawdzania kształtu i wymiarów elementu można użyć narzędzi pomiarowych, takich jak
suwmiarki, kątomierze itp. Jednakże przy masowej produkcji sprawdzenie wymiarów za
pomocą suwmiarki byłoby zbyt powolne i kosztowne. O wiele szybsze i dokładniejsze jest
sprawdzanie, zarówno kształtu jak i wymiarów, za pomocą sprawdzianów. Jeżeli nie chodzi
o dużą dokładność używa się do pomiarów sprawdzianów normalnych, które wykrywają
odchyłki wyłącznie w jednym kierunku i to bez ich bliższego określenia. Poza tym
sprawdzianami normalnymi można sprawdzić kształty (profile) elementów. Jeżeli zaś chcemy
sprawdzić wymiary w pewnych granicach dokładności należy stosować wyłącznie tzw.
sprawdziany graniczne, które są nieodłączne przy korzystaniu z układu tolerancji i pasowań.
Do sprawdzania wewnętrznych wymiarów stosuje się graniczne sprawdziany tłoczkowe, dla
zewnętrznych zaś – graniczne sprawdziany szczękowe. Sprawdziany muszą być utrzymane
w czystości, starannie konserwowane i często kontrolowane gdyż w przeciwnym razie szybko
się zużywają, tracą wymiar i są bezużyteczne.
Gładkość powierzchni pożądana jest ze względu na:
– estetykę wykończenia; im powierzchnia będzie gładsza, tym estetyczniej wygląda,
– zmniejszenie ścieralności,
– łatwość usuwania zanieczyszczeń.
Do pomiaru gładkości służą specjalne przyrządy optyczne oparte na zasadach załamania
promieni świetlnych zwane gładkościomierzami optycznymi.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co rozumiesz pod pojęciem zamienność elementów?
2. Co to są wymiary graniczne?
3. Co nazywamy odchyłką górną, a co dolną i jak się je oznacza?
4. Co to jest tolerancja?
5. Co to jest układ tolerancji i pasowań i czemu on służy?
6. Na czym polega prowadzenia kontroli wymiarów za pomocą sprawdzianów granicznych?
7. Jakie są różnice między sprawdzianem jednostronnym i dwustronnym?
4.3.3 Ćwiczenia
Ćwiczenie 1
Określ odpowiednią tolerancję połączenia czopowego. Grubość czopa wynosi 20 mm.
Pasowanie czopa musi być wciskowe w I klasie dokładności.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) ustalić jakie powinny być odchyłki gniazda (z tablic),
2) ustalić jakie powinny być odchyłki czopa (z tablic),
3) obliczyć tolerancję gniazda,
4) obliczyć tolerancję czopa,
5) ustalić wymiary graniczne i odpowiednio zapisać,
6) dokonać oceny poprawności wykonanego ćwiczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Wyposażenie stanowiska pracy:
–
tablice zamieszczone w jednostce modułowej,
–
notatnik,
–
ołówek/długopis,
–
kalkulator.
Ćwiczenie 2
Określ odpowiednią tolerancję szerokości i wysokości szuflady. Wysokość szuflady
100 mm, szerokość szuflady 500 mm. Obliczenia dokonać w II klasie dokładności, połączenie
suwliwe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) ustalić jaka powinna być odchyłka otworu na szufladę (z tablic),
2) ustalić jaka powinna być odchyłka wysokości boku szuflad (z tablic),
3) obliczyć odpowiednią tolerancję szerokości szuflady,
4) obliczyć odpowiednią tolerancję wysokości szuflady,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
tablica zamieszczona w jednostce modułowej,
–
notatnik,
–
ołówek/długopis,
–
kalkulator.
4.3.4 Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić pojęcie zamienności elementów?
¨
¨
2) wyjaśnić pojęcie wymiaru granicznego?
¨
¨
3) obliczyć tolerancję na określonym przykładzie?
¨
¨
4) scharakteryzować pojęcie tolerancji i pasowania?
¨
¨
5) określić odpowiednią tolerancję dolną i górną?
¨
¨
6) dokonać pomiaru wymiarów za pomocą sprawdzianu granicznego?
¨
¨
7) wyjaśnić jaki sprawdzian graniczny powinieneś zastosować, aby przyśpieszyć
prędkość pomiaru?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.4. Ocena jakości wyrobów
4.4.1 Materiał nauczania
Pojęcie jakości
Jakość wyrobu jest to zespół jego istotnych właściwości charakteryzujących przydatność
wyrobu do określonego przeznaczenia, stosownie do wymagań stawianych przez odbiorców
i użytkowników. Cechy jakościowe nadają wyrobowi zdolność do zaspokajania potrzeb
społecznych i są wyrazem jego społecznej wartości użytkowej.
Oceny i mierniki jakości mebli
W dotychczasowej praktyce kryteriami oceny jakości mebli są wymagania zawarte
w szeregu norm przedmiotowych na poszczególne grupy przeznaczeniowe mebli (np. na
meble mieszkaniowe, meble kuchenne, meble biurowe, meble internatowe, meble
stołówkowe i inne) oraz w normach na metody badań w zakresie wytrzymałości konstrukcji
mebli.
Wymagania grupowych norm przedmiotowych mają charakter ogólny przedstawiający
znaczną dowolność w ich interpretacji. Nie zawierają poza tym pełnego zakresu mierników
jakości i nie są na ogół zróżnicowane w zależności od odmiennych warunków użytkowania
poszczególnych grup przeznaczeniowych mebli.
Obecnie w wyniku przeprowadzonych prac badawczych i studiów jakość staje się pojęciem
coraz bardziej sprecyzowanym, które w wielu przypadkach oznacza wielkość, którą daje się
mierzyć i ocenić za pomocą liczb.
Dla wyczerpującej oceny jakości mebla przyjmuje się następujące kryteria:
–
przydatność funkcjonalno-użytkowa,
–
walory estetyczne,
–
odporność na warunki użytkowania,
–
przydatność techniczno-ekonomiczna.
Przydatność funkcjonalno–użytkowa
Miernikami jakości mebli w zakresie funkcjonalno-użytkowym jest stopień spełnienia
następujących wymagań:
–
dostosowanie mebla do założonego programu użytkowego pod względem rozwiązania
konstrukcyjnego, wymiarów i układu przestrzennego elementów;
–
dostosowanie wymiarów i kształtu mebla do anatomicznych, antropometrycznych
i biochemicznych cech użytkownika;
–
dostosowanie wymiarów i kształtu mebla do wymiarów, kształtu, liczebności oraz
systemu przechowywania i sposobu układania na meblu lub składowania we wnętrzu
mebla przedmiotów, dla których mebel jest przeznaczony;
–
dostosowanie wymiarów gabarytowych mebla do normatywów wymiarowych
i wielkości modularnych stosowanych w budownictwie;
–
dostosowanie rodzaju użytych materiałów konstrukcyjnych i wykończeniowych do
funkcji mebla lub jego elementów wynikający z założonego programu użytkowego
mebla;
–
łatwość obsługi, poprawność działania i niezawodność ruchomych części mebla
(np. drzwi przesuwanych, szuflad itp.);
–
bezpieczeństwo użytkowania mebla.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Walory estetyczne
Mierniki jakości w zakresie walorów estetycznych mebla są bardzo trudne do
sprecyzowania, ponieważ dotyczą one subiektywnych odczuć emocjonalnych użytkownika.
Aby zatem nie popełnić błędu przez naruszenie indywidualnych, nieraz kontrastowo
różnych upodobań użytkownika, ocena mebli pod tym względem nie może być zbyt wnikliwa
i ścisła, lecz powinna ograniczać się do konfrontacji mebla z podstawowymi zasadami
estetyki wynikającymi z aktualnych kierunków wzornictwa w dziedzinie wyposażenia wnętrz
użytkowych:
–
dostosowanie formy mebla do stawianych mu wymogów funkcjonalno-użytkowych;
–
zharmonizowanie widocznych elementów mebla pod względem kolorystyki i faktury;
–
dostosowanie okuć i akcesoriów meblowych pod względem kształtu i kolorystyki do
ogólnej formy mebla;
–
współdziałanie mebla (łatwość zestawienia) pod względem formy z innymi elementami
wyposażenia wnętrza;
–
zharmonizowanie mebli występujących w komplecie lub zestawie pod względem formy;
–
staranność wykończenia (tzw. estetyka techniczna).
Odporność na warunki użytkowania
Odporność na warunki użytkowania jest równoznaczna z trwałością mebla. Oceniając
trwałość bierze się pod uwagę przeznaczenie mebla i dla wynikających stąd konkretnych
warunków ustala się wymagania dotyczące odporności na obciążenia użytkowe oraz
odporność powierzchni roboczych mebla na niszczące działanie czynników otoczenia.
A zatem miernikami trwałości mebli są:
–
odporność konstrukcji mebla na obciążenia użytkowe;
–
odporność powłok wykończeniowych na działanie czynników mechanicznych,
fizycznych i chemicznych,
–
odporność tkanin meblowych na użytkowe obciążenia mechaniczne działanie czynników
fizykochemicznych.
Ponieważ konstrukcje i warunki pracy poszczególnych rodzajów mebli są różne, przeto
zakres i wartość mierników trwałości mebli są również zróżnicowane.
Przydatność techniczno-ekonomiczna
Pod względem tego kryterium mebel rozpatruje się i ocenia z punktu widzenia interesów
ogólnogospodarczych oraz potrzeb i interesów użytkownika, co oznacza, że mebel powinien
być tak zaprojektowany, aby przy zachowaniu optymalnego poziomu jakości mógł być
produkowany jak najmniejszym nakładem środków produkcji i przekazany użytkownikowi po
stosunkowo niskiej cenie. Oceniając mebel pod względem przydatności techniczno-
ekonomicznej uwzględnia się:
–
poprawność rozwiązania konstrukcyjnego pod względem rodzaju zastosowanych
połączeń konstrukcyjnych, racjonalnego wykorzystania właściwości technicznych
użytych materiałów, wymiaru i kształtu przekroju elementów konstrukcyjnych oraz
innych czynników, które decydują o wytrzymałości i funkcjonalności mebla;
–
ekonomiczność konstrukcji pod względem rodzaju zastosowanych materiałów oraz
wymiarów elementów;
–
technologiczność rozwiązania konstrukcyjnego tzn. dostosowanie konstrukcji i rodzaju
materiałów do aktualnych warunków i możliwości technologicznych;
–
dokładność wykonania tj. obróbki elementów, montażu i wykończenia;
–
przystosowania do transportu i składowania (m.in. stopień rozbieralności lub
składowania mebla oraz łatwość montażu i demontażu).
Stąd w praktyce mamy do czynienia z obiektywnymi miernikami jakości, które możemy
oznaczyć za pomocą badań laboratoryjnych lub pomiarów oraz z subiektywnymi miernikami
jakości, których nie możemy zmierzyć.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.4.2 Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest jakość wyrobu?
2. Jak dokonujemy oceny jakości mebli, wymień kryteria oceny?
3. Jakie znasz mierniki jakości mebli funkcjonalno-użytkowe?
4. Jakie walory estetyczne powinien posiadać mebel?
5. Co oznacza pojęcie odporności na warunki użytkowania?
6. Jakie cele w produkcji mebli spełnia przydatność techniczno-ekonomiczna?
7. Czym różnią się obiektywne i subiektywne mierniki jakości mebli?
4.4.3 Ćwiczenia
Ćwiczenie1
Dokonaj oceny jakości wybranego mebla skrzyniowego znajdującego się w pracowni
szkolnej.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) wybrać mebel znajdujący się w szkole do oceny jakości,
2) dokonać oceny jakości mebla pod względem :
–
przydatności funkcjonalno-użytkowej,
–
walorów estetycznych,
–
odporności na warunki użytkowania,
–
ocenić przydatność techniczno-ekonomiczną uwzględniając interesy użytkownika
pod względem:
–
ekonomiczności konstrukcji,
–
dokładności wykonania,
–
przystosowania do transportu,
3) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
mebel skrzyniowy do oceny,
–
materiał nauczania z jednostki modułowej,
–
notatnik,
–
ołówek/długopis,
–
przedmiotowe normy (PN-91/F-06027-02).
Ćwiczenie 2
Dokonaj oceny jakości wybranego mebla konstrukcji szkieletowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wybrać mebel o konstrukcji szkieletowej znajdujący się w szkole,
2) dokonać oceny jakości mebla pod względem:
–
przydatności funkcjonalno-użytkowej,
–
walorów estetycznych,
–
odporności na warunki użytkowania,
–
oceny przydatności techniczno-ekonomicznej,
3) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Wyposażenie stanowiska pracy:
–
mebel konstrukcji szkieletowej,
–
materiał nauczania jednostki modułowej,
–
notatnik,
–
długopis/ołówek,
–
normy przedmiotowe PN-91/F-06027/03.
4.4.4 Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić pojęcie jakości wyrobu?
¨
¨
2) scharakteryzować mierniki funkcjonalno-użytkowe mebli?
¨
¨
3) określić, wg jakich kryteriów dokonujemy oceny jakości mebli?
¨
¨
4) określić kryteria dotyczące walorów estetycznych mebla?
¨
¨
5) wyjaśnić pojęcie odporności na warunki użytkowania?
¨
¨
6) określić pojęcie przydatności techniczno-ekonomicznej mebla?
¨
¨
7) scharakteryzować, czym różnią się badania obiektywne
i subiektywne oceny jakości mebli?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.5.
Okuwanie, montowanie i obsługa zmechanizowanych
urządzeń montażowych stosowanych przy montażu mebli
rozbieralnych i nierozbieralnych
4.5.1 Materiał nauczania
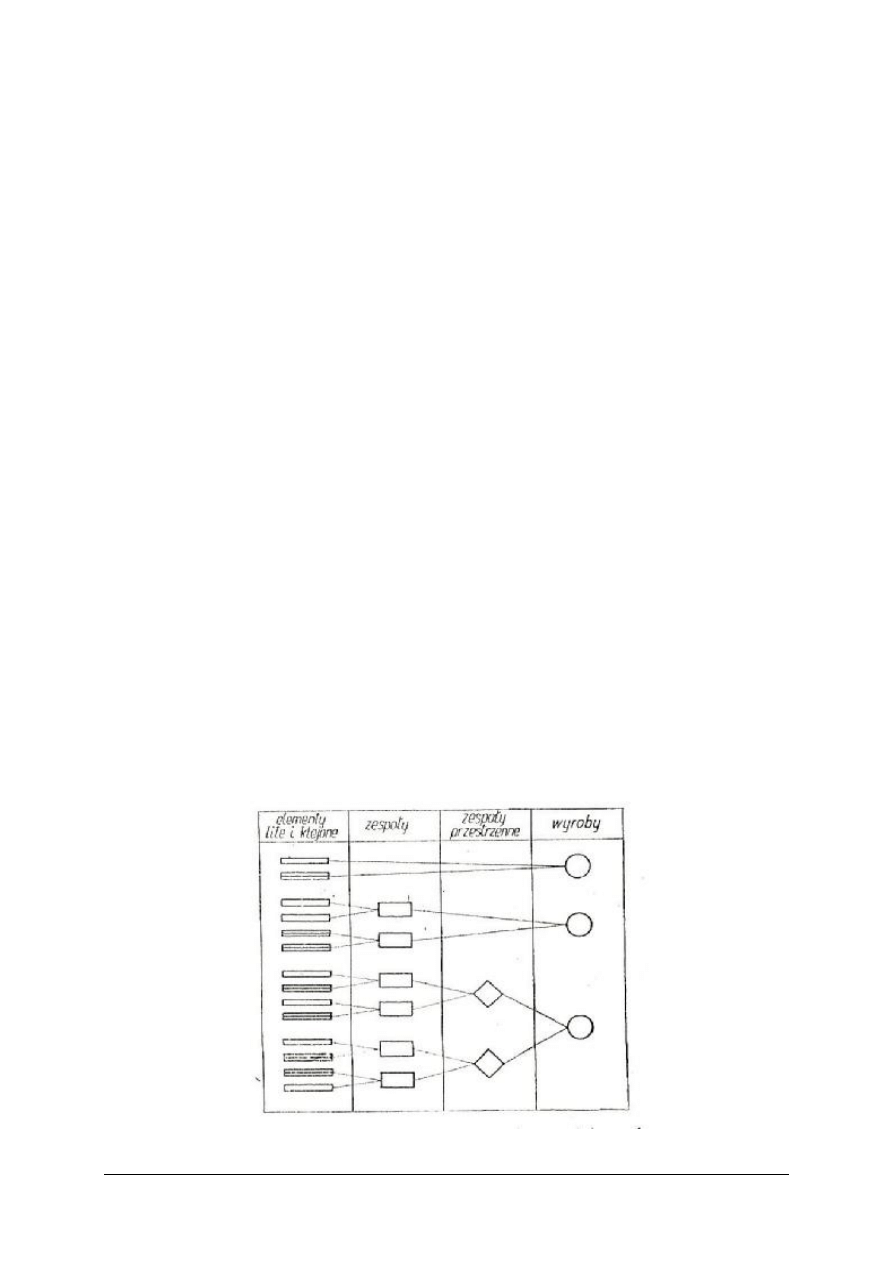
Klasyfikacja jednostek montażowych
W procesie montażu wyrobów można wyróżnić następujący szereg jednostek
montażowych:
1. Elementy:
a) lite,
b) elementy klejone i okleinowane (w postaci płyt).
2. Zespoły tj. ramki, skrzynie i inne połączenia, w których każdy element zachowuje
samodzielne przeznaczenie konstrukcyjne.
3. Skomplikowane zespoły przestrzenne złożone z prostszych zespołów i elementów.
4. Wyroby gotowe.
Wyrób stolarski może być zmontowany bezpośrednio z elementów (proste w konstrukcji
wyroby np. okna, drzwi itp.). Następnie z elementów zmontowanych uprzednio w zespoły
montujemy większość prostych mebli i wreszcie z elementów uprzednio zmontowanych
w zespoły i zespoły przestrzenne np. meble o skomplikowanej konstrukcji – biurka, kredensy
i inne. Taka kolejność montażu wyrobów stolarskich nie jest przypadkowa. Podyktowana ona
jest warunkami porządku technologicznego i musi być przewidziana przy opracowaniu
konstrukcji wyrobu.
Montowanie dużej ilości różnego rodzaju elementów od razu w gotowe wyroby jest
skomplikowane i niewydajne. Rozbicie montażu na kilka kolejnych etapów daje znaczne
uproszczenia i sprowadza montaż do rzędu względnie prostych operacji.
Osiągamy przy tym możliwość mechanizacji montażu elementów w zespoły i stosowania
urządzeń do montażu w zespoły przestrzenne i wyroby.
Dlatego właściwie opracowaną, można nazwać tylko taką konstrukcję wyrobu, która
pozwala nie tylko wykonywać obróbkę elementów na obrabiarkach, lecz także i na rozbicie
procesu montażowego na proste samodzielne operacje.
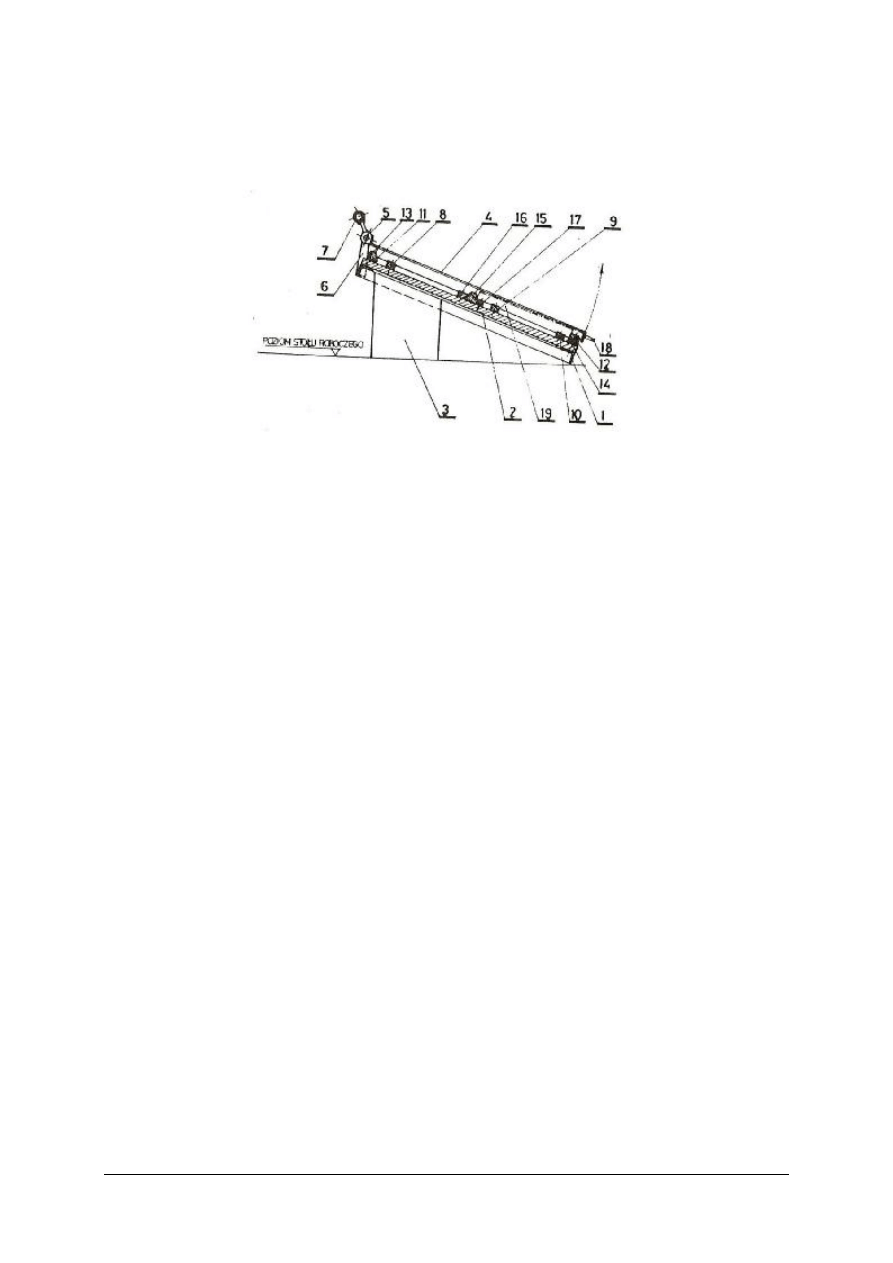
Rys. 3. Klasyfikacja jednostek montażowych w zmechanizowanej produkcji stolarskiej [2, s. 285]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Montaż elementów w zespoły
Podstawowym warunkiem dokładnego montażu elementów w zespoły jest dokładne
przygotowanie elementów na obrabiarkach. Nieprzestrzeganie tego warunku uniemożliwia
wykonanie operacji montażowych. Ręczny montaż zespołów jest mało wydajny i może być
usprawiedliwiony tylko w produkcji jednostkowej. Przy znaczniejszej liczbie montowanych
zespołów stosujemy zmechanizowane urządzenia montażowe. Odpowiednio do tego
produkuje się urządzenia montażowe pozwalające na wykonanie dociśnięcia w jednym lub
dwóch wzajemnie prostopadłych do siebie kierunkach, bądź też jednoczesnego dociśnięcia po
przekątnych.
Łączenie elementów w zespoły wykonujemy zawsze za pomocą, nie tylko kleju lecz również
połączeń stolarskich. Klej nanosimy zawsze na dwie sklejane powierzchnie, tj. powierzchnię
czopa i gniazda.
Do kontroli kształtu zmontowanego zespołu używamy:
–
wzornika do sprawdzania prześwitu wzdłuż przekątnej,
–
kątownika, którym sprawdzamy prawidłowość zewnętrznych kątów,
–
nakładanych wzorników – w wypadkach zespołów o skomplikowanym nieprostoliniowym
kształcie.
Zmontowane zespoły podawane są do montażu w wyroby z reguły wyłącznie po ich
mechanicznej obróbce wykonywanej dla nadania zespołom dokładnych wymiarów i kształtu.
Montaż ostateczny
Proces ostatecznego montażu wyrobu można ogólnie podzielić na cztery etapy:
1. tworzenie szkieletu wyrobu,
2. zamocowanie na szkielecie części wzmacniających jego sztywność,
3. wmontowanie ruchomych części wyrobu,
4. zamocowanie wszystkich drugorzędnych elementów mających na celu dekoracyjno-
wykończeniowe znaczenie.
Technologiczny proces ostatecznego montażu w dużym stopniu zależy od rodzaju
i konstrukcji montowanych wyrobów.
Okuwanie elementów, podzespołów, zespołów i wyrobów
Do połączeń poszczególnych elementów w wyrobach stolarskich używa się okuć
meblowych lub budowlanych. Okucia stosuje się przede wszystkim w wyrobach
rozbieralnych oraz w ich częściach ruchomych. Najczęstsze zastosowanie mają okucia
metalowe, rzadziej z mas plastycznych.
Spośród okuć typowych dla stolarki meblowej należy wymienić zamki, zawiasy, zatrzaski,
zasuwki, złącza śrubowe i uchwyty.
Oprzyrządowanie do montażu tych okuć na elementach wyrobów z drewna i tworzyw
drzewnych winno posiadać następujące zasadnicze cechy:
–
możliwie największą uniwersalność, zapewniające okuwanie najwięcej rodzajów
elementów,
–
możliwość mocowania wszystkich okuć w czasie jednorazowego umieszczania elementu
w oprzyrządowaniu,
–
zasada „jednego ruchu” polegająca na tym, że wszystkie ograniczniki (szablony) do
poszczególnych okuć znalazły się na okuwanym elemencie po jednym ruchu rąk
pracownika obsługującego oprzyrządowanie,
–
w przypadku mniejszych elementów – zapewnienie okuwania kilku elementów
jednocześnie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Wszystkie oprzyrządowania do mocowania okuć posiadają tę wspólną cechę, że składają
się z dwóch zasadniczych podzespołów połączonych ze sobą przegubowo (zawiasowo),
części dolnej (stałej) górnej ruchomej z zamocowanymi ogranicznikami okuć.
Praktyka przemysłowa wykazała, że ta forma jest zdecydowanie najlepsza. Do okuwania
dostarczane są elementy z gotowymi gniazdami na okucia.
Pierwszą czynnością jest oczyszczenie gniazd i sprawdzenie, czy ich wielkość i kształt są
odpowiednie dla danych rodzajów okuć. W razie potrzeby dokonać poprawek gniazda,
gniazda wykonywane mechanicznie wymagają najczęściej poprawek w narożach, które mogą
być niedokładnie wykonane.
Drugą czynnością jest założenie do gniazd okuć i przykręcenie ich wkrętami. Przed
przykręceniem wkrętów należy uprzednio nawiercić otwory, dzięki którym wkręty łatwiej
wejdą w drewno. Istotna jest również średnica nawierconego otworu, który dla płyt
wiórowych wynosi 0,6-0,8 średnicy rdzenia wkręta a dla drewna 0,4-0,7 średnicy rdzenia
wkręta. Do nawiercania otworów na wkręty oraz ich wkręcania służą narzędzia
zmechanizowane jak wiertarki i wkrętarki elektryczne lub pneumatyczne.
Trzecią główną czynnością po przykręceniu okuć jest sprawdzenie, czy połączone
elementy prawidłowo do siebie pasują i czy działanie okuć odpowiada zamierzonemu celowi.
Dla lepszego zrozumienia procesu okuwania posłuży następujący opis okuwania.
Szafa – następujące elementy szafy wymagają połączenia za pomocą okuć:
a) łączenie skrzydeł drzwiowych z bokami szafy lub z przegrodą za pomocą zawiasów,
b) łączenie skrzydeł drzwiowych ze sobą lub z przegrodą za pomocą zamków meblowych,
c) łączenie wieńców z bokami za pomocą złączy metalowych,
d) łączenie półek z bokami lub z przegrodą za pomocą podpórek.
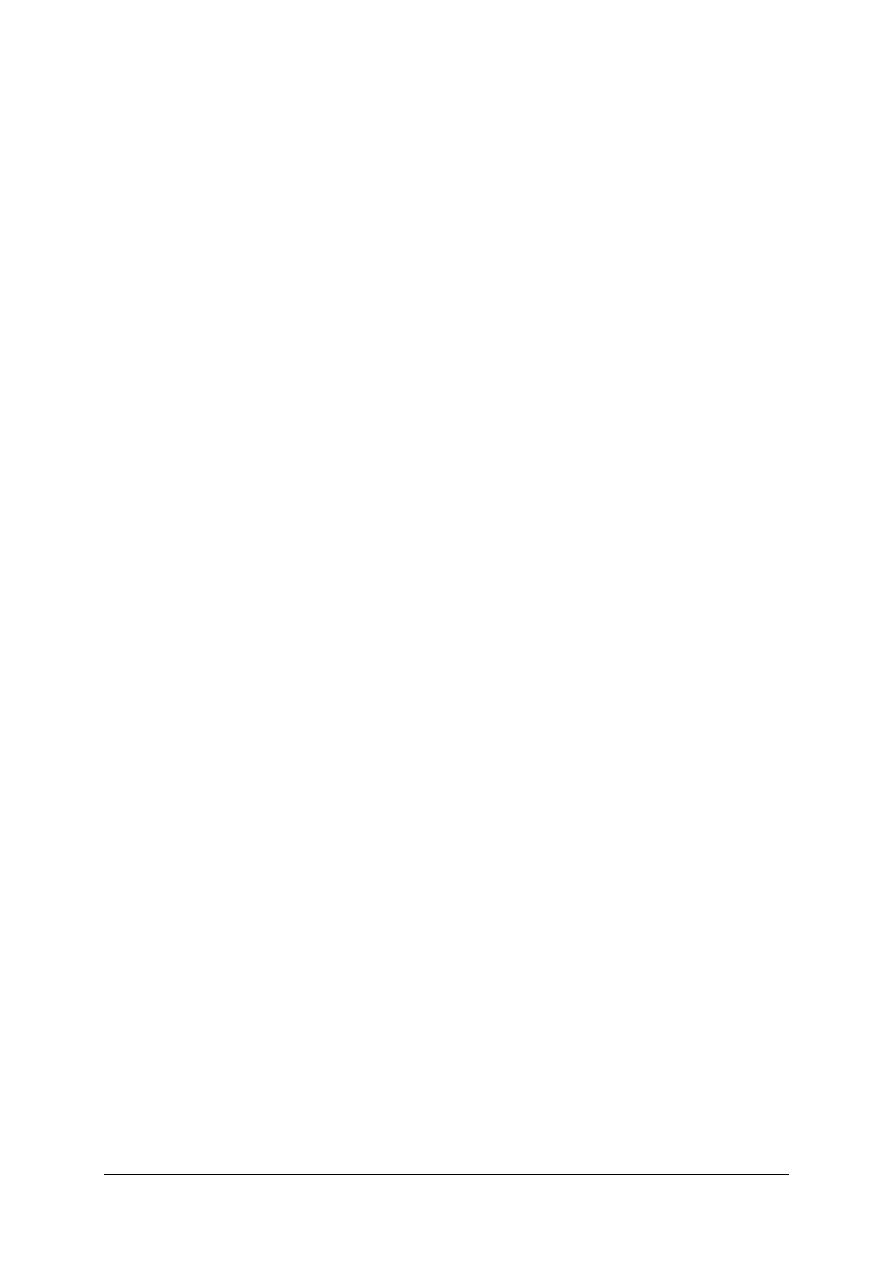
Oprzyrządowanie do mocowania okuć
Zależnie od kształtu, wymiarów i przeznaczenia okuwanych elementów można spotkać
dwie następujące odmiany oprzyrządowań:
1) Podzespół górny ułożyskowany jest od przodu oprzyrządowania (tzn. od strony
obsługującego) i po otwarciu opada w dół, poniżej powierzchni stołu roboczego
stanowiska montażowego.
2) Podzespół górny ułożyskowany jest w tylnej części oprzyrządowania i utrzymywany jest
w „otwartym” położeniu przy użyciu przeciwwagi.
Pierwsze rozwiązanie stosuje się zwykle tam, gdzie okucia umieszczone są bliżej skraju
elementu np. drzwi, wieńce, przegrody i podobne im części mebli skrzyniowych. Przykład
takiego rozwiązania zilustrowano na rysunku 4.
Przedstawiona konstrukcja stanowi uniwersalne oprzyrządowanie do okuwania różnego
rodzaju drzwi mebli segmentowych. Można przy użyciu tego oprzyrządowania okuwać drzwi
małe (3 elementy jednocześnie), średnie (2 elementy) i duże (1 element). Podzespół dolny
składa się z ramy (1) i umocowanej na niej płyty (2). Rama spawana jest ze stalowego
kątownika, płyta wykonana z płyty wiórowej lub sklejki. W przedniej części podzespołu
dolnego umocowane są stalowe wsporniki (4) z zawiasami (5). Zawiasy te łączą przegubowo
podzespół dolny z górnym (3). Podzespół górny wykonany jest również w formie ramy, przy
czym części dłuższe (przednia i tylna) wykonane są z kątownika a krótsze boczne
z płaskownika. Do podzespołu górnego umocowane są ograniczniki do poszczególnych okuć,
a mianowicie: ogranicznik (14) do zamka nakładanego i ograniczniki (15) do zasuwek.
Okuwane elementy spoczywają w czasie wykonywania operacji we wspornikach przednich
(6) i tylnych (10). Wsporniki przednie wykonane mogą być z duralu lub tworzywa sztucznego
i zamocowane są do płyty (2) przy użyciu wkrętów (7). Wsporniki te mają formę schodkową.
Zależnie od rodzaju okuwane drzwi (16) układane są na trzech poziomach: na poziomie I –
drzwi małe, na poziomie II – drzwi średnie i na poziomie III – drzwi duże. Wsporniki tylne
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
(10), wykonane również z duralu lub tworzywa sztucznego, są wymienne. Posiadają one
różne wysokości (2 rodzaje), dobrane do poziomu II i III wsporników przednich (6).
Wsporniki tylne (10) są wsuwane między listwy (8) i (9), wykonane najlepiej z tekstolitu lub
innego podobnego tworzywa. Listwy te mocowane są do płyty (2) przy użyciu wkrętów do
drewna. Listwy (8) i (9) służą jednocześnie jako wsporniki tylne przy okuwaniu drzwi
spoczywających na poziomie I.
Rys. 4. Oprzyrządowanie do mocowania okuć z podzespołem górnym ułożyskowanym z przodu [1, s.60]
Do nadania określonego położenia listwom przymykowym drzwi małych służą
ograniczniki (13) mocowane do wsporników (6). Położenie listew przymykowych
mocowanych do drzwi średnich ustalone jest ogranicznikami (12) mocowanymi również do
wsporników (6). Drzwi duże, spoczywające w czasie operacji okuwania na poziomie III są
dosuwane do prawej strony (bazowej) oprzyrządowania, gdzie do skrajnego wspornika (6)
umocowany jest odpowiedni ogranicznik. Drzwi średnie ułożone na poziomie II, dosuwane
są do lewej i prawej strony (okuwane są dwa elementy jednocześnie). W tym celu lewy
skrajny wspornik (6) posiada również ogranicznik. Do podzespołu dolnego umocowane są w
tylnej części wsporniki (11) służące do nadania oprzyrządowaniu pochylenia ok.
0
20 . W celu
zapewnienia swobodnego i całkowitego opuszczenia podzespołu górnego w dół, przednia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
krawędź ramy (1) winna być usytuowana na równi z brzegiem stołu roboczego, na którym
instalowane jest oprzyrządowanie.
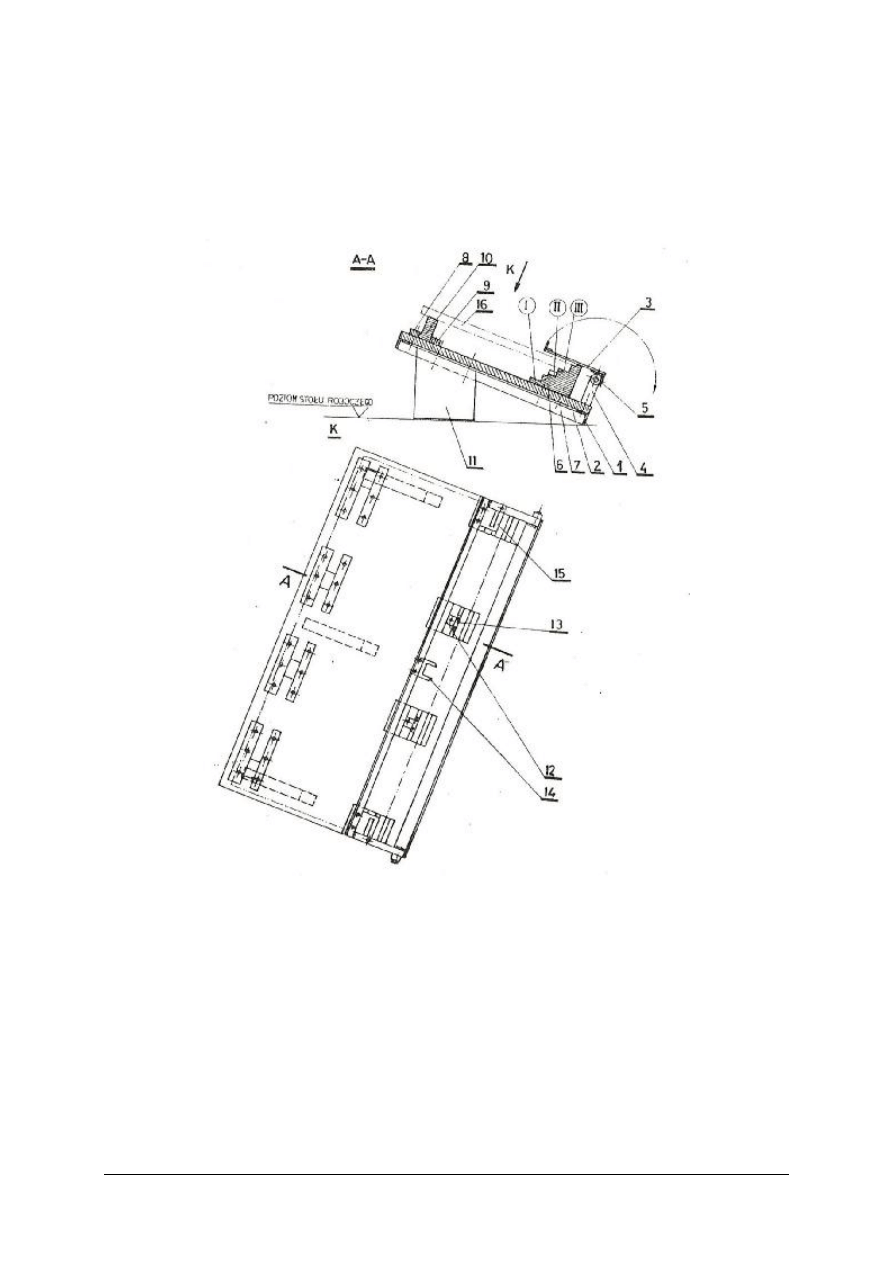
Oprzyrządowanie z podzespołem górnym ułożyskowanym w tylnej części pokazane jest
w przekroju poprzecznym na Rys 5.
Rys. 5. Oprzyrządowanie do mocowania okuć z podzespołem górnym ułożyskowanym z tyłu [1, s. 61]
Zilustrowany tu przykład oprzyrządowania stanowi przykład oprzyrządowania do
okuwani różnej wielkości boków skrzyniowych mebli segmentowych. Ogólna budowa tego
oprzyrządowania jest podobna do tej jaką przedstawiono na rysunku 4. i opisano powyżej.
Podzespół dolny składa się z wykonanej ze stalowego kątownika ramy (1), do której
przymocowana jest śrubami płyta (2) wykonana z płyty wiórowej lub sklejki. Do płyty tej
umocowane są wkrętami ograniczniki (11) i (12) oraz listwy podporowe (8), (9) i (10).
Ograniczniki przednie (12), wykonane z miękkiego tworzywa sztucznego (np. polietylen)
mają przednią powierzchnię prostopadłą do powierzchni płyty (2). Ograniczniki tylne (11)
mają przednie powierzchnie skośne nachylone do powierzchni płyty (2) pod kątem
0
60 .
Skosy te zapewniają ciasne ułożenie okuwanego przedmiotu posiadającego wymiary
wykonania z określoną tolerancją. Zarówno ograniczniki przednie (12), jak i tylne (11)
mocowane są do płyty (2) za pośrednictwem kątowników (13) i (14). Zwiększa to trwałość
oprzyrządowania i zapewnia lepszą regulację w trakcie zużywania się go. Ograniczniki
środkowe (15) są wymienne, wsuwane w razie potrzeby między wykonane z tekstolitu lub
podobnego tworzywa listwy (16) i (17). Ograniczniki środkowe (15) mają w tym celu
wykonany w tylnej swej części skos, a przednia część ukształtowana jest podobnie, jak
ograniczniki tylne (11), tzn. ze skosem
0
60 . Na rys. 4 pokazano przykładową sytuację, gdzie
okuwany element (19) posiada małe wymiary. W takim przypadku korzysta się
z ograniczników środkowych (15). W przypadku elementu większego, który opiera się z tyłu
o stałe ograniczniki (11), ograniczniki (15) są zbędne, listwy (16) służą jako dodatkowe
elementy podporowe. Listwy (17) posiadają mniejszą wysokość, w niczym więc nie
przeszkadzają. Podzespół górny wykonany jest w postaci ramy spawanej z kątowników.
W ramie tej osadzone są odpowiednie ograniczniki (szablony) okuć. Podzespół górny
połączony jest przegubowo, przy użyciu zawiasów (5) oraz wsporników (6), z podzespołem
dolnym. W części tylnej podzespołu górnego umieszczona jest przeciwwaga (7). Jej ciężar
winien być tak dobrany, by podzespół górny mógł się utrzymać w określonym położeniu
podczas uniesienia go w górę oraz by dolegał do podzespołu dolnego po opuszczeniu w dół.
Przeciwwaga (7) może być wykonana ze stalowej rury z odpowiednią ilością ołowianego
śrutu. W części przedniej podzespołu górnego znajduje się uchwyt (18), który służy do
unoszenia i opuszczania tego podzespołu. Całe oprzyrządowanie pochylone jest w stosunku
do powierzchni stołu roboczego pod katem około
0
20 . W tym celu do dolnej powierzchni

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
płyty (2) umocowane są w tylnej jej części wsporniki (3). Praca przy użyciu oprzyrządowania
przebiega
następująco:
pracownik
obsługujący
stanowisko
montażowe
uzbraja
oprzyrządowanie wg elementów, które mają być okuwane. Jest to czynność polegająca na
wsunięciu odpowiednich ograniczników wymiennych w odpowiednie miejsca. Następnie
pracownik układa elementy na części dolnej i opuszcza część górną. Potem w odpowiednie
miejsca wyznaczone przez ograniczniki (szablony) kładzie okucia i mocuje je do elementów
(najczęściej przy użyciu wkrętaka pneumatycznego). Dalsza praca polega na uniesieniu części
górnej, wyjęciu okutego elementu i odłożeniu go na stos. Zwrócić należy uwagę, że
w oprzyrządowaniu przedstawionym na rysunku 4 nie ma ograniczników tylnych, a okuwany
element ustalony jest jedynie od przodu, opierając się jedynie o ograniczniki przednie pod
działaniem własnego ciężaru. Rozwiązanie takie jest wystarczające, gdyż okucia mocowane
są jedynie w przedniej części elementów, blisko ich obrzeża. Rozwiązanie pokazane na
rysunku 5 przeznaczone jest do elementów, w których okucia rozmieszczone są w zasadzie na
całej ich powierzchni, stąd konieczność zabezpieczenia przed przesunięciem się elementu
w czasie okuwania. Zasadniczą zaletą przedstawionych wyżej koncepcji oprzyrządowań do
mocowania okuć jest ich uniwersalność w ramach elementów danego rodzaju.
Oprzyrządowania te mają tę przewagę nad powszechnie spotykanymi w przemyśle
rozwiązaniami indywidualnymi, że można każde stanowisko montażu wstępnego (tzn.
przytwierdzania okuć) uzbroić w oprzyrządowania na stałe i wydzielić tylko stanowiska dla
poszczególnych rodzajów elementów tzn. dla boków, dla drzwi, dla wieńców itp. Poprawia to
znacznie organizację pracy i nie wymaga miejsca na magazynowanie dużej ilości
wielkowymiarowych oprzyrządowań.
Montaż mebli skrzyniowych nierozbieralnych
W tego typu meblach stosuje się połączenia stolarskie nierozłączne usztywnione klejem.
Montaż polega więc w tym wypadku na łączeniu elementów w podzespoły płaskie a następnie
na sklejaniu połączeń stolarskich. W wyniku tych zabiegów powstaje korpus mebla, do
którego przymocowuje się ścianę tylną i elementy częściowo unieruchamiane tj. drzwi,
szuflady czy półki.
Pierwszym warunkiem prawidłowego montażu jest utrzymanie prostokątności wyrobów.
W produkcji masowej stosuje się specjalne ściski montażowe, których konstrukcja umożliwia
ustawienie elementów względem siebie pod zadanymi kątami. Najczęściej są to urządzenia
montażowe uniwersalne. Aby przygotować w/w urządzenia do pracy należy dokonać
następujących czynności.
Jak wiemy z jednostki modułowej 311 [32]Z5.02 urządzenie montażowe do montażu
konstrukcji skrzyniowej zbudowane jest z dwóch prostokątnych stalowych ram ustawionych
na nóżkach równolegle jedna za drugą i połączonych ze sobą za pomocą stalowych
poprzeczek dystansowych. Mając dane gabarytowe mebla, który ma zostać zmontowany,
dokonać musimy następujących czynności. Poprzeczki pionowe i poziome ustawiamy
odpowiednio do wymiarów gabarytowych mebla. Poprzeczka pionowa ustawiona jest
stosownie do szerokości montowanego mebla, natomiast poprzeczka pozioma ustawiona jest
stosownie do wysokości montowanego mebla. Podział taki umożliwiają rzędy otworów
w ramach i poprzeczkach oraz stalowe sworznie umieszczone w odpowiednich otworach
stosownie do wymiarów gabarytowych montowanego mebla. Do ram i poprzeczek
przymocowane są płyty oporowe, które powinny być ustawione na elementach nośnych
prostopadle do kierunku działania sił wywołanych przez mechanizmy dociskowe, co pozwala
na prawidłowe sklejenie złącza. W celu uniknięcia uszkodzeń łączonych elementów trzewiki
mechanizmów dociskowych, płyty oporowe i podpórki powinny mieć płaskie i gładkie
powierzchnie lub powinny być wyłożone elastyczną wykładziną. Następnie przystępujemy do
właściwego rozmieszczenia i zamocowania mechanizmów dociskowych, które powinny być

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
ustawione na elementach nośnych prostopadle do płyt oporowych. Właściwe ustawienie
siłowników zabezpiecza elementy przed ugięciem, wyboczeniem lub skręceniem podczas
montażu wyrobu.
Mocowanie mechanizmów dociskowych wykonuje się za pomocą śrub lub stosuje się
specjalne obejmy cierne, co gwarantuje trwałe i silne połączenie z elementami nośnymi.
W uniwersalnych urządzeniach montażowych najczęściej są stosowane mechanizmy
dociskowe z cylindrami pneumatycznymi. Powietrze należy doprowadzić z sieci sprężonego
powietrza za pomocą ręcznie sterowanych rozdzielaczy. Siła nacisku zależy od ciśnienia
powietrza i średnicy tłoków. Po przestawieniu rozdzielacza sprężone powietrze
odprowadzane jest z cylindrów do atmosfery, a sprężyna przesuwa tłok cylindra do pozycji
wyjściowej.
W praktyce przyjmuje się, że ciśnienie jednostkowe wywierane na łączone części wyrobu
wynosi 60-80 N/m
2
.
Próbny montaż wyrobów rozbieralnych
Montaż mebli rozbieralnych polega na odpowiednim ustawieniu elementów względem
siebie i ich całkowitym lub częściowym unieruchomieniu.
Stosuje się przy tym połączenia kołkowe i różnego rodzaju wkręty śrubowe. Nie używa się tu
kleju. Sztywność mebla skrzyniowego uzyskuje się za pomocą tylnych ścian, kołków
i wkrętów.
Meble stojakowe usztywnia się kołkami i wkrętami. Współczesne meble skrzyniowe
często składają się z segmentów. Najczęściej są to meble konstrukcji stojakowej. Korpus
mebla wspiera się na przedłużonych ścianach bocznych.
Montaż mebli rozbieralnych należy przeprowadzić wg niżej opisanych zasad.
1) Rozpakować meble i sprawdzić, czy nie są uszkodzone.
2) Posortować elementy posługując się instrukcją montażu oraz rysunkiem do niego
dołączonym.
3) W gniazdach znajdujących się w czołach boków i przegród umieścić kołki.
4) Złożyć boki z przegrodami poziomymi, jeżeli takie występują w wyrobie.
5) Złożyć boki z wieńcem górnym i dolnym.
6) Unieruchomić elementy za pomocą połączeń śrubowych.
7) Zamocować ścianę tylną.
8) Zamocować do drzwi zamki, zawiasy, zasuwki oraz zatrzaski.
9) Zamocować drzwi i klapy w korpusie wyrobu.
10) Wbić w umieszczone w bokach gniazda kołki podpórkowe i umieścić półki.
11) Jeżeli są szuflady wsunąć je między listwy prowadzące.
12) Do gotowego wyrobu zamocować uchwyty, lustro i inne załączone do mebli akcesoria
meblowe.
13) Przetrzeć
powierzchnie
elementów
mebli
suchą
szmatką
usuwając
z
nich
zanieczyszczenia.
Meble jako wyroby przestrzenne zajmują dużo miejsca w środkach transportu podczas
ich przewozu od producenta do miejsca sprzedaży lub do odbiorcy. Zwiększa to znacznie
koszty transportu. Coraz częściej więc końcowy montaż mebli przenosi się z zakładu
produkcyjnego do mieszkań użytkownika. Dąży się przy tym do dużych uproszczeń
konstrukcyjnych ułatwiających przeprowadzenie montażu przez każdego użytkownika
według instrukcji załączonej do mebli.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.5.2 Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka jest klasyfikacja jednostek montażowych?
2. Na czym polega montaż elementów w zespoły i na co należy zwrócić uwagę podczas
kontroli elementów przeznaczonych do montażu?
3. Jak wygląda montaż ostateczny wyrobu?
4. Jakie cechy powinno posiadać oprzyrządowanie do okuwania elementów?
5. Jakie czynności składają się na proces okuwania?
6. W procesie montażu szafy zachodzi konieczność okuwania. Jakie elementy trzeba poddać
procesowi okuwania?
7. Na czym polega montaż mebli skrzyniowych nierozbieralnych?
8. Jakie zasady obowiązują przy montażu wyrobów rozbieralnych?
9. Na czym polega przygotowanie urządzeń montażowych do pracy?
4.5.3 Ćwiczenia
Ćwiczenie 1
Dokonaj próbnego montażu wyrobu rozbieralnego wg instrukcji montażu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) rozpakować meble do montażu,
2) zapoznać się z instrukcją montażu,
3) posortować elementy posługując się instrukcją montażu,
4) umieścić kołki w gniazdach,
5) złożyć boki z przegrodami,
6) złożyć boki z wieńcem górnym i dolnym,
7) zamocować ścianę tylną,
8) zamocować okucia (zamki, zawiasy itp.),
9) zamocować drzwi w korpusie wyrobu,
10) wbić podpórki pod kołki i umieścić półki,
11) jeżeli są szuflady wsunąć je między listwy prowadzące,
12) zamocować uchwyty, lustro i inne akcesoria meblowe,
13) przetrzeć powierzchnie elementów mebli suchą szmatką (kosmetyka),
14) dokonać oceny wykonanego montażu.
Wyposażenie stanowiska pracy:
–
młotek gumowy,
–
klucze imbusowe / wkrętak,
–
instrukcja montażu,
–
młotek lub zszywacz pneumatyczny
–
wkręty / zszywki,
–
szmatka.
Ćwiczenie 2
Zaprojektuj oprzyrządowanie do okuwania skrzydeł drzwiowych z bokami małej szafki
za pomocą zawiasów krótkich.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) na bokach szafki wyznaczyć miejsca zamocowania zawiasów,
2) z płyty pilśniowej wykonać szablon z ogranicznikami dla boku,
3) w płycie pilśniowej wyciąć miejsca, w których zamocowane zostaną zawiasy,
4) zamocować zawiasy za pomocą wkrętów do drewna,
5) z płyty pilśniowej wykonać szablon z ogranicznikami dla drzwi,
6) w płycie pilśniowej wyciąć miejsca w których zamocowane zostaną zawiasy,
7) zamocować w drzwiach zawiasy za pomocą wkrętów do drewna,
8) sprawdzić działanie okutych elementów,
9) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
kawałki płyty pilśniowej,
–
zawiasy,
–
piłka do wycięcia otworów w płycie pilśniowej,
–
listewki na ograniczniki,
–
klej Wikol,
–
wkręty do drewna,
–
wkrętak / wkrętak pneumatyczny,
–
wiertarka elektryczna lub pneumatyczna.
4.5.4 Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić poszczególne jednostki montażowe?
¨
¨
2) wyjaśnić na czym polega montaż elementów w zespoły, gotowy wyrób
i co wchodzi w zakres kontroli elementów przeznaczonych do montażu?
¨
¨
3) scharakteryzować cechy, które powinno posiadać oprzyrządowanie
do okuwania elementów?
¨
¨
4) wymienić elementy, które należy poddać procesowi okuwania,
opierając się na dowolnym przykładzie?
¨
¨
5) wyjaśnić na czym polega montaż wyrobów rozbieralnych?
¨
¨
6) wyjaśnić jaka jest różnica miedzy montażem mebli rozbieralnych
a nierozbieralnych?
¨
¨
7) przygotować dowolne urządzenie montażowe do pracy?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.6. Ocena prac montażowych oraz techniczno-jakościowych,
ocena wyrobów, półproduktów i produktów
4.6.1 Materiał nauczania
Kontrola zmontowanego wyrobu polega głównie na stwierdzeniu:
1) prawidłowego doboru elementów i zespołów pod względem struktury drewna,
2) dokładnego pasowania wszystkich połączeń zarówno nieruchomych jak i ruchomych,
3) ogólnego oczyszczenia, szczególnie z kleju na połączeniach,
4) prawidłowego okucia wyrobu w czasie montażu,
5) wymaganej warunkami technicznymi dokładności głównych wymiarów i należytego
wykończenia powierzchni.
Sprawdzenie jakości montażu i usuwanie zauważonych wad należy przeprowadzić przed
przekazaniem wyrobu do odbioru technicznego.
W zależności od rodzaju mebla sprawdza się sztywność i stateczność mebla, jego
prostokątność, ścisłe przyleganie podzespołów i zespołów ruchomych.
Luzy występujące między ruchomymi zespołami wyrobów nie mogą przekraczać
dopuszczalnych wielkości podanych w Polskiej Normie na meble mieszkaniowe, która
dotyczy ogólnych wymagań i badań. Okucia spełniające funkcję zamków w meblach
skrzyniowych powinny działać sprawnie przy prawidłowym ustawieniu wyrobu. Wszelkie
uszkodzenia wyrobów powstałe podczas montażu muszą być usunięte, a powierzchnie
oczyszczone z wycieków klejowych i doprowadzone do stanu użytkowego przewidzianego
warunkami technicznymi. Wyroby gotowe przed przekazaniem do magazynu podlegają
badaniom zgodności wykonania ich z dokumentacją techniczną i obowiązującymi normami
przedmiotowymi. Wynik tych badań decyduje o dopuszczeniu mebli do obrotu towarowego.
W dziale kontroli jakości przeprowadza się badania organoleptyczne mebli, sprawdza się
walory estetyczne mebla, jego formę plastyczną, układ okleiny, dobór barw itp. Natomiast do
zadań laboratorium zakładowego należy sprawdzenie odporności mebla na warunki
użytkowania to jest: wytrzymałość, sztywność, stateczność i odkształcalność konstrukcji oraz
jakość i odporność powłok wykończeniowych na elementach mebli.
Ocena techniczno-jakościowa wyrobu produktu i półproduktu
Wszystkie materiały i półfabrykaty dostarczane do magazynów zakładu podlegają
badaniom własnego laboratorium za zgodność z odpowiednimi normami lub warunkami
dostaw, niezależnie od atestów kontroli jakości wytwórcy, które powinny być dołączone do
każdej partii materiałów. Ocenę jakości przeprowadza się na podstawie odpowiednich norm,
ograniczając zakres rodzajów badań do podstawowych cech materiału, które w istotny sposób
wpływają na jakość gotowego wyrobu.
Badania wytrzymałościowe mebli przeprowadza się:
–
w odniesieniu do nowego typu mebla w trakcie modelowania oraz przed uruchomieniem
seryjnej produkcji,
–
okresowo w celu sprawdzenia jakości bieżącej produkcji,
–
doraźnie w wypadku zaistnienia sporu miedzy producentem i odbiorcą, co do spełnienia
przez meble wymagań wytrzymałościowych.
Laboratoryjne badania wytrzymałości mebli polegają na poddaniu całego układu
konstrukcyjnego i części konstrukcyjno-użytkowych mebla obciążeniom urządzenia
probierczego i sprawdzaniu wpływu tych obciążeń na trwałość konstrukcji oraz na
funkcjonalność i formę plastyczną mebla.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
W metodzie badań przyjęto założenie, że charakter sił wywieranych przez urządzenie
probiercze powinien odpowiadać co do wartości, kierunku, miejsca przyłożenia i liczbie cykli
działania naturalnym urządzeniom użytkowym, którym podlega dany rodzaj mebla
w założonym okresie użytkowania zgodnie z przeznaczeniem.
Miernikami wytrzymałości mebla są skutki działania obciążeń obserwowane w czasie
badania, po jego zakończeniu w postaci rozluźnionych połączeń konstrukcyjnych, pęknięć,
złamań, odkształceń lub innych uszkodzeń – zależnie od rodzaju badanego mebla.
Ze względu na różnicę w konstrukcji i w warunkach użytkowania (charakter obciążeń
użytkowych) poszczególnym rodzajom mebli stawia się odmienne wymagania w zakresie
wytrzymałości i sprawdza się te wymagania w nieco inny sposób, właściwy dla danego
rodzaju mebla.
Stąd rozróżnia się badania:
–
wytrzymałości i sztywności mebli skrzyniowych,
–
wytrzymałości, odkształcalności oraz stateczności stołów,
–
wytrzymałości na odkształcalność tapczanów, kanap, leżanek,
–
wytrzymałości oraz sztywnoci łóżek,
–
wytrzymałości oraz odkształcalności foteli,
–
wytrzymałości oraz odkształcalności krzeseł.
Do zadań laboratorium zakładowego należy także przeprowadzenie badań wyrobów
lakierowych i badań powłok wykończeniowych gotowego wyrobu.
Do badań wyrobów lakierowych zaliczyć możemy:
–
wstępne próby techniczne (kożuszenie, występowanie osadu, jednolitość koloru itp.),
–
oznaczanie lepkości,
–
oznaczanie rozlewności,
–
oznaczanie stopnia wyschnięcia.
Badanie powłok wykończeniowych sprowadza się do sprawdzenia:
–
grubości powłoki,
–
stopnia połysku,
–
przyczepności,
–
twardości,
–
ścieralności
–
odporności na uderzenia,
–
kontaktowej odporności na ciepło,
–
odporności na działanie pary wodnej (plamienie),
–
odporności na działanie substancji chemicznych,
–
odporności na światło.
4.6.2 Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Co wchodzi w zakres kontroli zmontowanego wyrobu?
2. Jakie badania należy wykonać przed przekazaniem wyrobu do magazynu i kto powinien
je wykonać?
3. Jakim badaniom poddaje się materiały przychodzące do zakładu i kto je wykonuje?
4. Jakie badania wchodzą w zakres badania wytrzymałości i kiedy powinny one być
wykonywane?
5. Co rozumiesz pod pojęciem mierniki wytrzymałości?
6. Jakie badania wyrobów lakierowych należy przeprowadzić podczas przyjmowania ich do
zakładu?
7. Jakie badania wchodzą w zakres badania powłok lakierowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.6.3 Ćwiczenia
Ćwiczenie 1
Dokonaj kontroli i oceń prace montażowe mebla znajdującego się w pracowni szkolnej.
Wskazówki do realizacji
Przed przystąpieniem do realizacji ćwiczenia nauczyciel powinien omówić zakres
i technikę wykonania ćwiczenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dokonać oceny prawidłowego wyboru elementów,
2) sprawdzić czy pasowania ruchomych i nieruchomych części są prawidłowe,
3) sprawdzić czy kontrolowany mebel jest prawidłowo okuty,
4) sprawdzić luzy występujące między ruchomymi zespołami, które nie mogą przekroczyć
dopuszczalnych norm,
5) sprawdzić stateczność mebla,
6) dokonać oceny organoleptycznej: walory estetyczne mebla, formę plastyczną, układ
okleiny, dobór barw itp.,
7) dokonać oceny na podstawie normy przedmiotowej na meble mieszkaniowe,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Środki dydaktyczne:
–
norma przedmiotowa: meble mieszkaniowe,
–
notatnik,
–
długopis/ołówek.
4.6.4 Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić zakres kontroli zmontowanego mebla?
¨
¨
2) scharakteryzować rodzaje badań, które należy wykonać przed
przekazaniem wyrobu do magazynu?
¨
¨
3) określić zakres badań materiałów wchodzących do zakładu?
¨
¨
4) wymienić badania wchodzące w zakres badań wytrzymałościowych?
¨
¨
5) wyjaśnić, co rozumiesz pod pojęciem mierniki wytrzymałości?
¨
¨
6) określić rodzaje badań wyrobów lakierowych przyjmowanych do zakładu?
¨
¨
7) scharakteryzować rodzaje badań powłok lakierowych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.7. Opracowanie schematu procesu technologicznego montażu
określonego wyrobu
4.7.1. Materiał nauczania
Sporządzanie schematu przebiegu procesu technologicznego
Czynności technologiczne muszą następować po sobie w ściśle określonej kolejności.
Kolejność ta zależy od rodzaju wyrobu, jego konstrukcji oraz materiałów z jakich się go
wytwarza. Ustalenie przebiegu procesu technologicznego wymaga znajomości technologii
oraz urządzeń jakimi dysponuje wydział montażu.
W przemyśle przyjął się graficzny sposób przedstawiania tej kolejności zwanej schematem
przebiegu procesu technologicznego. Na pozór skomplikowany wykres nie jest trudno
odczytać jeżeli zapamięta się zasadę, że kolejność prac dla każdego elementu odczytuje się
poziomo, a obciążenia pracą poszczególnych stanowisk roboczych – pionowo.
Opis techniczny montowanego wyrobu
Szafa biblioteczna biurowa składa się z dwóch zestawnych części dolnej i górnej. Cokół
wykonany jest z tarcicy iglastej. Elementy boczne cokołu są połączone z przednią i tylną
częścią za pomocą połączenia kołkowego. Cokół połączony jest z częścią dolną szafy na kołki
w odstępie 300 mm na klej. Ściany boczne wykonane są z płyty wiórowej okleinowanej,
okleina w kierunku podłużnym. W tylnych wąskich płaszczyznach boków są wykonane wręgi
do umocowania ściany tylnej. Ściany boczne w górnej i dolnej części są połączone z płytami
poziomymi (wieńce dolne i górne) na połączenia kołkowe. Drzwi dolne wykonane są z płyty
wiórowej okleinowanej ze wszystkich stron. Drzwi górne wykonane są z tarcicy sosnowej
o konstrukcji ramowej, są okleinowane i oszklone, szyby przytwierdzone są listewkami
umocowanymi gwoździkami.
Drzwi są zawieszone na dwóch zawiasach krótkich i zamykane. Lewe na dwie zasuwki,
prawe na zamek wpuszczony. Półki osadzone są na podpórkach przestawnych. Ściana tylna
wykonana jest z płyty pilśniowej lakierowanej i przytwierdzona do korpusu za pomocą
zszywek.
4.7.2 Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są zasady sporządzania schematu przebiegu procesu technnologicznego montażu?
2. Co możemy odczytać z graficznego schematu procesu technologicznego?
3. Co powinniśmy wiedzieć, aby opracować schemat procesu technologicznego montażu?
4.7.3 Ćwiczenia
Ćwiczenie 1
Sporządź schemat procesu technologicznego montażu mebla.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) poznać konstrukcję montowanego wyrobu,
2) rozczłonować proces montażu na operacje,
3) zaplanować urządzenia montażowe lub dostosować się do warunków istniejących
w zakładzie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4) zaplanować i wyposażyć stanowisko montażowe,
5) dokonać doboru narzędzi montażowych,
6) sporządzić graficzny schemat procesu technologicznego montażu,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
opis techniczny lub prototyp wyrobu,
–
urządzenia montażowe,
–
kartka papieru w kratkę formatu A4,
–
linijka,
–
ołówek/długopis,
–
cyrkiel.
Ćwiczenie 2
Sporządź graficzny schemat przebiegu procesu technologicznego montażu drzwi lub
okna.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) poznać konstrukcje montowanego wyrobu szkieletowego,
2) rozczłonować proces montażu na operacje,
3) zaplanować urządzenia montażowe lub dostosować się do warunków istniejących
w zakładzie,
4) zaplanować i wyposażyć stanowisko montażowe,
5) dokonać doboru narzędzi montażowych,
6) sporządzić graficzny schemat procesu technologicznego montażu,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
opis techniczny wyrobu lub prototyp mebla,
–
urządzenia montażowe,
–
kartka papieru w kratkę formatu A4,
–
linijka,
–
ołówek/długopis,
–
cyrkiel.
4.7.4 Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) scharakteryzować czynności montażowe, jakie należy wykonać podczas
montażu mebla skrzyniowego?
¨
¨
2) sporządzić graficzny schemat przebiegu procesu technologicznego
montażu?
¨
¨
3) zaplanować i wyposażyć stanowiska montażowe?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.8. Transport wewnątrzzakładowy
4.8.1 Materiał nauczania
Transport wewnętrzny zwłaszcza w zakładach o produkcji seryjnej ze względu na stały
ruch dużych ilości elementów jest równie ważny jak proces produkcyjny. Transport
wewnątrzzakładowy powinien zapewniać stały przepływ materiałów pomiędzy stanowiskami
roboczymi oraz pomiędzy wydziałami i magazynami. Urządzenia transportowe w zakładzie
powinny być odpowiednio dobierane i dostosowane do potrzeb zakładu. W eksploatacji
urządzeń transportowych niezbędne jest zapewnienie bezpieczeństwa pracy. Urządzenia
transportowe należy utrzymywać w nienagannej sprawności a przepisy dotyczące
bezpieczeństwa pracy dokładnie przestrzegać.
Urządzenia transportowe mogą być ujęte w dwie podstawowe grupy:
a) urządzenia o działaniu ciągłym w pewnym określonym kierunku, są to przenośniki
ciągnowe, bezciągnowe i pneumatyczne,
b) urządzenia o działaniu okresowym bez określonego rytmu przeważnie o kierunkach
zmiennych, są to urządzenia transportu szynowego, jezdnego i dźwigniowego.
Przykładem przenośników cięgnowych jest prznośnik taśmowy, najczęściej bywają
płaskie, mogą być stałe lub przenośne.
Rys. 6. Schemat budowy przenośnika taśmowego
Przenośniki bezcięgnowe, to takie których części nie przesuwają się razem
z przenoszonym ładunkiem. Zalicza się do nich przenośniki: rolkowe, ślimakowe itp.
Przenoszenie ładunków za pomocą rolek może mieć następujące rozwiązania:
a) ładunek może się przesuwać po rolkach poziomych nie napędzanych, pod wpływem siły
zewnętrznej,
b) ładunek może się przesuwać pod wpływem siły ciężkości po rolkach leżących
w płaszczyźnie pochyłej,
c) rolki mogą być napędzane.
Rolki stosowane w przenośnikach bywają gładkie, rowkowane i mają różne kształty.
Najczęściej są stosowane gładkie rolki walcowe i stożkowe. Do transportu prostoliniowego
stosuje się rolki walcowe na łukach (dochodzących nieraz do 90
0
), rolki stożkowe.
W zakładach meblarskich stosuje się przenośniki montażowe, które skupiają w sobie
wyposażenie stanowiska roboczego w połączeniu z transportem obsługującym stanowiska.
Musi być przy tym uwzględniona technologia zapewniająca nie tylko kolejność operacji lecz
i bezpośrednie przekazanie obrobionego elementu (zespołu wyrobów) z jednej operacji na
drugą.
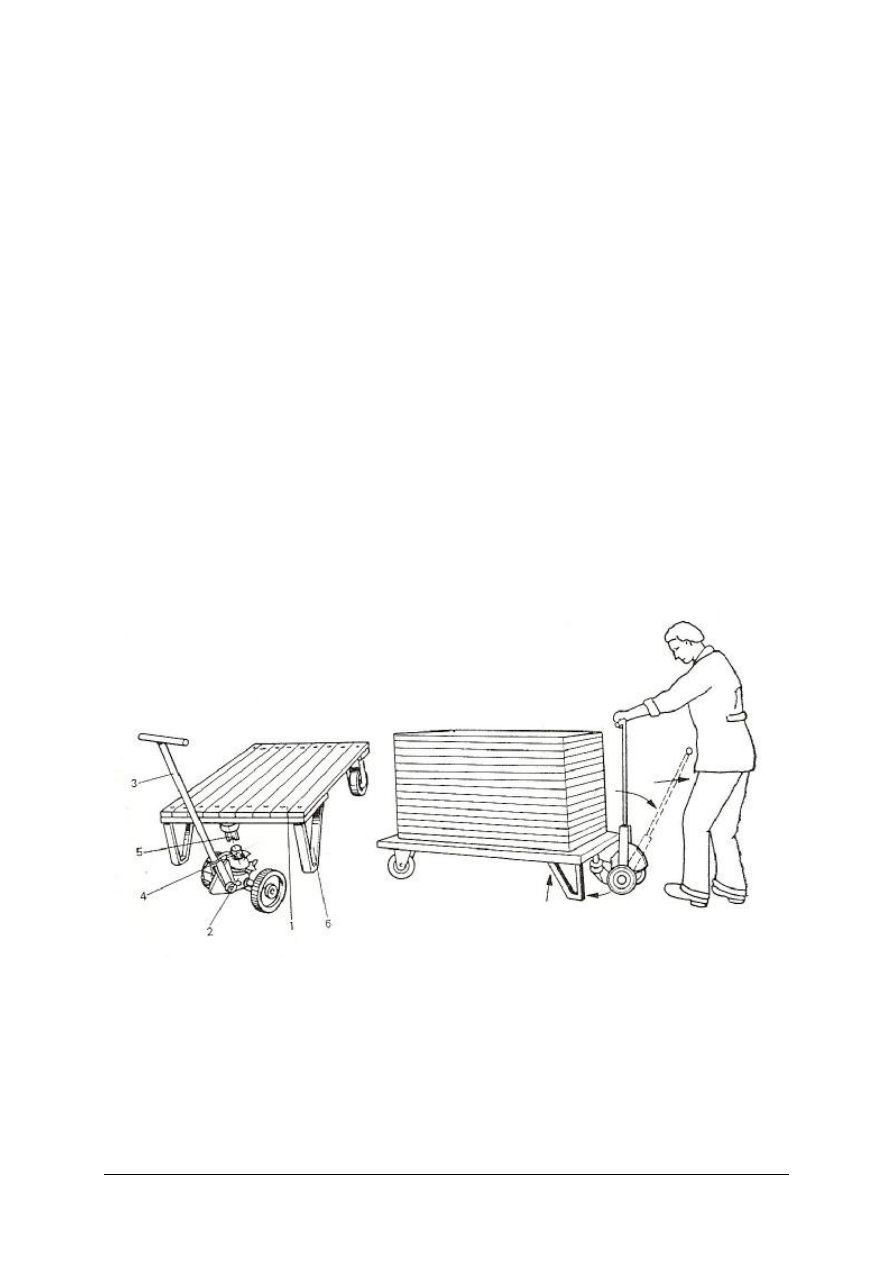
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Przykładem może być urządzenie montażowe, karuzelowe do produkcji krzeseł giętych na
ośmiu stanowiskach roboczych. Karuzela składa się z ośmiu segmentów, które wyposażone są
zgodnie z kolejnością procesu technologicznego w odpowiednie zaciski, narzędzia i inne
pozwalające wykonać określone prace montażowe.
Stosowane są także przenośniki montażowe linowe, montowane przedmioty są zawieszane
i przenoszone od stanowiska do stanowiska.
Organizuje się też linie montażowe z zastosowaniem przenośników taśmowych i rolkowych.
Urządzenia transportu szynowego
Do ruchu wewnątrzzakładowego stosowane są tory wąskie (szerokość 600 mm).
Głównym środkiem transportu szynowego są wózki ręczne. Wózki szynowe ręczne powinny
być tak konstruowane, aby wysiłek pracownika nie był duży. Niekiedy do zmiany kierunku
ruch pod dowolnym kątem służą obrotnice.
Urządzenia transportu jezdnego (bezszynowego) to wszelkiego rodzaju wózki.
Wózki są podstawowymi środkami transportu drewna wewnątrz hal fabrycznych.
W zakładach przemysłu drzewnego stosowane są następujące odmiany wózków: podstawki
ładunkowe (palety), wózki jezdniowe naładowane i wózki jezdniowe podnośnikowe.
Podstawka ładunkowa przedstawiona jest na rysunku 7.
Składa się ona z dwóch
rozłącznych części: palety (1) wyposażonej w koła jezdne osadzone na jednej osi oraz
z dwukołowego wózka (2) z dźwignią (3). Na osi wózka umieszczony jest wspornik z czopem
kulistym (4). Do przedniej części palety przymocowane jest gniazdo zaczepowe (5).
W celu przetoczenia podstawki ładunkowej pod paletę wtaczamy wózek tak, aby jego
czop wsunął się w występ gniazda zaczepowego palety. Następnie wychylając dźwignię
unosimy wspornik palety (6) i przetaczamy zestaw w zadanym kierunku.
Rys. 7. Podstawka ładunkowa: 1 – paleta, 2 – wózek, 3 – dźwignia, 4 – czop, 5 – gniazdo, 6 – wspornik [5, s. 373]
Wózkami jezdniowymi naładowanymi nazywamy wózki, na których ładunki nanoszone są
ręcznie lub za pomocą urządzenia mechanicznego nie związanego z wózkiem. Na rysunku 8
przedstawiono kilka odmian tych wózków:
a) wózek stosowany do transportu tarcicy, wyrzynków, skrzyń itp.,
b) wózek dwuporęczowy do transportu krótkich elementów półfabrykatów,
c) wózek skrzyniowy do przenoszenia drobnych elementów,
d) wózek półkowy stosowany jest w lakierniach do układania i transportu płyt.
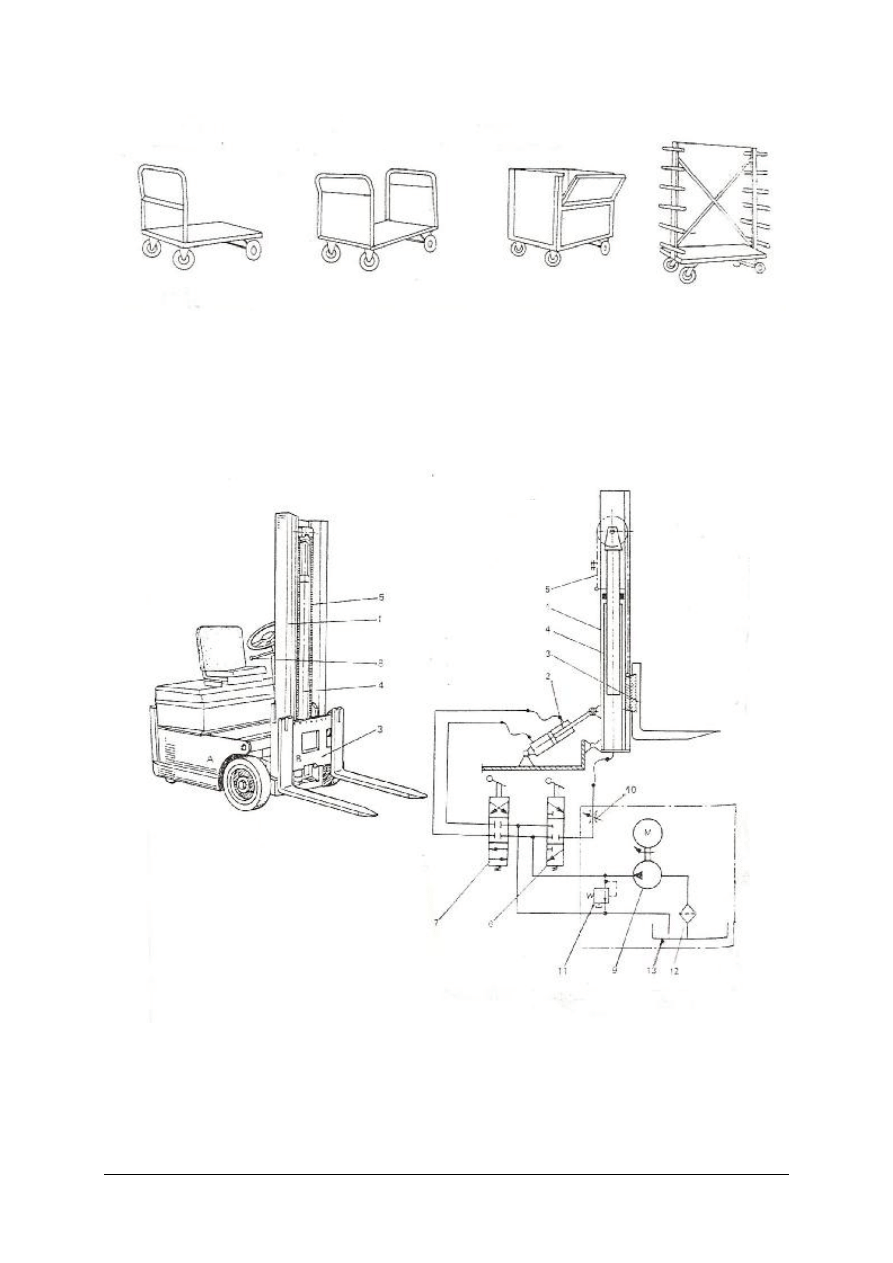
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 8. Wózki jezdniowe naładowane: a -jednoporęczowy, b – dwuporęczowy, c – skrzyniowy, d - półkowy [5, s.380]
Na rysunku 9
przedstawiono wózek jezdniowy przenośnikowy o maszcie zewnętrznym
czołowym oraz schemat hydrauliczny mechanizmu podnoszenia ładunku tego wózka. Wózki
tego typu nazywane są także wózkami widłowymi wysokiego podnoszenia. Są one napędzane
za pomocą silników spalinowych lub elektrycznych zasilanych z akumulatora. Wózek składa
się z dwóch zasadniczych części: nadwozia wraz z mechanizmem jazdy – A, oraz
mechanizmu podnoszenia ładunku B.
Rys. 9. Wózek jezdniowy podnośnikowy: a – wózek, b- schemat hydrauliczny; A – mechanizm jazdy,
B- mechanizm podnoszenia ładunku, 1- maszt, 2 – cylinder wychylania masztu, 3 – widły, 4 – cylinder
hydrauliczny roboczy, 5 – przekładnia łańcuchowa, 6,7 – rozdzielacze, 8 – dźwignie sterujące, 9 – pompa,
10 – zawór dławiący, 11 – zawór przelewowy, 12 – filtr, 13 – zbiornik [5 s. 380]
a
b
a
b
c
d

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Podstawową częścią mechanizmu podnoszenia ładunku jest wychylny maszt (1)
osadzony przegubowo w nadwoziu wózka. Do wychylania masztu służą cylindry
hydrauliczne (2). Maszt jest wychylony w celu ułatwienia załadunku palety na widły oraz
w celu zabezpieczenia ładunku przed spadnięciem z wideł podczas jazdy wózka. W maszcie
osadzone są prowadnice, w których przesuwany jest suport z wymiennymi widłami (3). Do
unoszenia suportu i wideł zastosowano cylinder hydrauliczny (4) oraz przekładnię
łańcuchową.
W wyniku zastosowania przekładni łańcuchowej skok suportu z widłami jest dwukrotnie
większy od skoku nurnika cylindra napędowego. Cylindry unoszenia ładunku i wychylania
masztu uruchamiane są rozdzielaczem (6) i (7). Rozdzielacze sterowane są dźwigniami (8)
umieszczonymi przy kierownicy wózka. Układ hydrauliczny zasilany jest przez pompę (9),
napędzaną silnikiem spalinowym.
Do regulacji prędkości unoszenia ładunku zastosowano zawór dławiący (10).
Wybór urządzeń transportowych powinien być dokonany na podstawie opracowania
całokształtu transportu w zakładzie, chociażby nawet realizacja mechanizacji miała odbywać
się stopniowo.
Przepływ elementów półfabrykatów, wyrobów powinien być włączony w ogólny rytm
produkcji zakładu i przemyślany we wszystkich szczegółach jako jedna całość,
a poszczególne fragmenty transportu powinny być wzajemnie zharmonizowane.
Przepisy bezpieczeństwa pracy w transporcie wewnątrzzakładowym regulowane są przez
odpowiednie rozporządzenia ministrów, ustalają ogólne obowiązki obsługi urządzeń
transportowych. Na kierownictwie zakładu ciąży obowiązek opracowania na podstawie
obowiązujących przepisów i dostosowanie do warunków miejscowych szczegółowych
instrukcji bhp, które powinny zwracać uwagę na następujące momenty:
–
zapewnienie widoczności i sygnalizacji,
–
zabezpieczenie przed upadkiem transportowanego materiału ,
–
zabezpieczenie ruchomych części urządzeń od zetknięcia z pracownikami,
–
zapobieganie możliwości wypadków spowodowanych niezręcznością pracowników.
Instrukcja powinna dokładnie określać obowiązki pracowników, pouczać o przyczynach
wypadków, wskazywać sposób zachowania się w pracy i w razie awarii. Znajomość instrukcji
należy sprawdzać w miejscu pracy, nieprzestrzeganie ich powinno być traktowane jako
naruszenie dyscypliny w pracy.
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znaczenie ma transportu wewnątrzzakładowy?
2. Jakie znasz rodzaje przenośników cięgnowych, podaj ich zastosowanie?
3. Jakie znasz rodzaje przenośników bezcięgnowych, podaj ich zastosowanie?
4. Jakie znasz wózki, podaj ich zastosowanie do określonych prac?
5. Jakie są zasady sporządzania instrukcji bhp dotyczących urządzeń transportowych?
4.8.3 Ćwiczenia
Ćwiczenie 1
Wykonaj schemat transportu wewnątrzzakładowego na podstawie obserwacji
w wybranym zakładzie produkcyjnym.
Sposób wykonania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Aby wykonać ćwiczenie powinieneś:
1) zwrócić szczególną uwagę na rozwiązania transportu wewnątrzzakładowego
–
przenośniki cięgnowe i bezcięgnowe,
–
urządzenia transportu szynowego,
–
zastosowania wszelkiego rodzaju wózków oraz paletyzacji,
–
zastosowanie wózków jezdniowych,
2) zwrócić uwagę na sposoby okuwania elementów i stosowanego oprzyrządowania,
3) poznać
stosowną
technologię
montażu wraz z zastosowanymi urządzeniami
montażowymi,
4) zapoznać się z transportem wyrobów oraz zasadami odbioru jakościowego mebli,
5) zapoznać się z zasadami pakowania oraz magazynowania wyrobów gotowych,
6) dokonać pisemnej analizy przebiegu procesu technologicznego montażu.
Wyposażenie stanowiska pracy:
–
notatnik,
–
długopis/ołówek
4.8.4 Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić zadania transport wewnątrzzakładowego?
¨
¨
2) wymienić przenośniki cięgnowe i podać ich zastosowanie ?
¨
¨
3) wymienić przenośniki bezcięgnowe i podać ich zastosowanie ?
¨
¨
4) scharakteryzować rodzaje wózków i zastosować je do określonych prac ?
¨
¨
5) scharakteryzować zasady sporządzania instrukcji bhp?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.9.
Zasady
gospodarki
magazynowej i magazynowanie
materiałów, wyrobów i elementów
4.9.1 Materiał nauczania
Magazynowanie materiałów
Do prowadzenia normalnej produkcji każdy zakład produkcyjny potrzebuje określonej
ilości materiałów podstawowych i pomocniczych, z których – wyniku procesów
technologicznych – powstają wyroby gotowe oraz pewna ilość odpadów.
W większości przypadków przedsiębiorstwo zaopatrywane jest we wszystkie materiały
z zewnątrz. Aby produkcja przebiegała planowo, bez żadnych nieprzewidzianych przerw,
spowodowanych np. nieregularnością dostaw tych materiałów, przedsiębiorstwo musi mieć
ściśle określone i odpowiednio zmagazynowane ich zapasy. Jednocześnie ważne znaczenie
dla ciągłości pracy i organizacji produkcji, mają również niezbędne zapasy elementów,
podzespołów i zespołów, utworzone pomiędzy pewnymi fazami procesu technologicznego
np. pomiędzy obróbką maszynową a montażem. Zapasy te pozwalają na nieprzerwaną, ciągłą
pracę i są czynnikiem regulującym pewne niedociągnięcia w zharmonizowaniu pracy
poszczególnych wydziałów przedsiębiorstwa. Zapasy te muszą być zmagazynowane.
Wyprodukowane przez zakład wyroby nie mogą być bezpośrednio odsyłane do miejsc
przeznaczenia ze względów technologicznych (np. wymagany pewny okres sezonowania) lub
technicznych (np. brak środków transportowych). Wskutek tego na terenie zakładu musi być
również miejsce do magazynowania określonej ilości wyrobów przez pewien okres czasu.
Odpady, bez względu na to, jak będą wykorzystane, muszą być odpowiednio do
przeznaczenia sortowane i magazynowane.
Zastosowanie komputera w gospodarce materiałowej
W działalności przedsiębiorstwa nie ma, praktycznie biorąc, takiej dziedziny, w której
nie miałyby zastosowania komputery, czyli elektroniczne maszyny cyfrowe (EMC).
Dotychczasowa praktyka projektowania i wdrażania systemów informacyjnych wykazała, że
jednym z obszarów działalności przedsiębiorstwa, w którym jako pierwsze zostały
zastosowane elektroniczne maszyny cyfrowe, jest gospodarka materiałowa, stanowiąca obszar
szczególnie podatny na komputeryzację. W ramach gospodarki materiałowej podkreśla się
szczególnie zastosowanie komputera do ewidencji i ruchu zasobów materiałowych. Ta
ewidencja obejmuje – oprócz rejestrowania obrotów i stanów magazynowych – również
rozliczanie inwentaryzacji, kontrolę zapasów materiałowych w porównaniu z normami, rejestr
zapasów nie wykazujących zużycia, ewidencję zapasów zbędnych.
Wspomniane zaszłości odnoszące się do zapasów materiałowych prezentowane są
w wydawnictwach sporządzanych przez komputer, mających formę tabulogramów, czyli
zestawień liczbowych obejmujących dane odpowiednio pogrupowanie.
Wydawnictwa dotyczące tej problematyki mogą zawierać:
−
zestawienie miesięczne przychodów, rozchodów i zapasów materiałowych w wyrażeniu
ilościowo – wartościowym w układzie gałęziowym oraz z podziałem na magazyny,
−
zestawienie zapasów zbędnych, w tym zagospodarowanych (sprzedaż, zużycie
wewnętrzne),
−
zestawienie materiałów nie wykazujących rozchodu w określonym czasie (np.
w kwartale),
−
zestawienie odchyleń faktycznych zapasów od norm zapasu lub od przewidywanych
potrzeb,
−
rozliczenie inwentaryzacji okresowej materiałów,
−
zestawienie różnic inwentaryzacyjnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Znacznie tych wydawnictw, oprócz funkcji ściśle ewidencyjnej, wyraża się również
w tym, że stanowią one podstawę do przeprowadzania kontroli oraz analizy gospodarowania
zapasami materiałowymi.
Oprócz wykorzystania komputera do ewidencji stanu i ruchu zapasów, należy wspomnieć
o jego przydatności w pozostałych dziedzinach gospodarki materiałowej. Komputer jest
również stosowany w ewidencji i kontroli realizacji zamówień, ustalaniu kosztów zużycia
materiałów, porównywaniu faktycznego zużycia jednostkowego normami, tworzenie indeksu
materiałowego, sprawozdawczości i statystyce dotyczących gospodarowania materiałami.
Zakres wykorzystania komputera w tym obszarze ilustrować mogą tabulatory
sporządzone przez komputer, wśród których można wymienić:
−
zestawienie zamówień potwierdzonych do realizacji,
−
zestawienie realizacji zamówień,
−
zestawienie materiałów reklamowych oraz złomowanych z tytułu reklamacji uznanej
przez dostawcę,
−
zestawienie zużycia materiałów bezpośrednich w porównaniu z normami zużycia,
−
zestawienie kosztów zużycia materiałów według różnego przekroju np. według grup
kalkulacyjnych wyrobów lub według miejsc powstawania kosztów,
−
zestawienie zużycia materiałów zastępczych według wyrobów i zleceń,
−
wydruk indeksu materiałowego,
−
sprawozdanie z realizacji zapotrzebowania materiałowego.
Podanego zestawu wydawnictw nie można traktować jako jedynego i pełnego, gdyż
w praktyce przedsiębiorstwa można sporządzać inne tabulogramy, dostosowane do
potrzeb różnych komórek organizacyjnych, zajmujących się gospodarowaniem
materiałami.
Wydawnictwa komputerowe należy wykorzystać głównie do ekonomizacji gospodarki
materiałowej, gdyż komputer pozwala limitować, programować, racjonalizować gospodarkę
materiałową i bieżąco sterować zaopatrzeniem, zużyciem materiałów oraz regulowaniem
zapasów. Szczególnie cenne są te informacje uzyskane z komputera, które umożliwiają
wszechstronne poznanie zjawisk związanych z gospodarowaniem materiałami, ich ocenę oraz
ustalenie źródeł nieprawidłowości i ich likwidację.
Technika komputerowa w przedsiębiorstwie pozwala nie tylko na przetwarzanie
informacji odzwierciedlających zjawiska i procesy, lecz również na optymalizację
określonych rozwiązań:
−
optymalizację rozkroju materiałów (np. tkanin, skóry, blachy) przyjmując za kryterium
optymalizacji minimalizację odpadów;
−
optymalizację receptury wsadowej z punktu widzenia obniżenia kosztu wytwarzania;
−
optymalizację gospodarki zapasami przez minimalizację łączonych kosztów związanych
z tworzeniem zapasów, ich utrzymywaniem i wyczerpaniem;
−
optymalizację powiązań z dostawcami i odbiorcami uwzględniającą warunki produkcji
i zaopatrzenia oraz kształtowania się kosztów produkcji, transportu i kosztów zapasów.
Rodzaje magazynów
Zakłady przemysłu meblarskiego powinny posiadać do składowania i konserwacji
poszczególnych materiałów następujące magazyny:
1. Magazyn materiałów podstawowych
Podstawowymi materiałami produkcji stolarskiej są: tarcica, łaty, fryzy, płyty stolarskie,
płyty wiórowe, płyty pilśniowe, sklejka okleina itp. Sposób składowania i konserwacji tych
materiałów zależy w głównej mierze od stopnia wilgotności. Wszelkie płyty, sklejkę i okleinę
stolarnie otrzymują w stanie suchym i ich konserwacja powinna sprowadzać się jedynie do
utrzymania danego stopnia wilgotności. Tarcica, łaty, fryzy dostarczane są przeważnie mokre,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
wskutek czego składowanie tych materiałów powinno być połączone z jednoczesnym
suszeniem.
2. Magazyn materiałów pomocniczych
Stosowane w stolarniach materiały dzieli się na dwie grupy:
a) materiały pomocnicze produkcyjne,
b) materiały pomocnicze nieprodukcyjne.
Do grupy pierwszej zaliczamy: kleje, barwniki, gwoździe, wkręty, okucia meblowe,
papiery ścierne itp. Druga grupa obejmuje takie materiały jak benzyna, węgiel, koks itp.
Wyroby lakierowane należy przechowywać w specjalnych magazynach, które noszą
nazwę magazynów materiałów łatwopalnych. Magazyny takie umieszcza się w bezpiecznej
odległości od wszelkich zabudowań i innych magazynów.
3. Magazyn wyrobów gotowych
Wyroby gotowe (meble) wymagają określonych warunków składowania i konserwacji.
Narażenie ich na gwałtowne wahania (zmiany) temperatury i wilgotności powoduje
zawilgocenie drewna, niszczenie powłoki wykończeniowej. Wyroby gotowe należy
przechowywać w pomieszczeniach wentylowanych. Temperatura powinna wynosić 15
0
C,
a wilgotność względna powietrza nie powinna przekraczać 70 %.
W celu zapewnienia dogodnego i sprawnego transportu magazyn wyrobów gotowych
należy pokryć siecią dróg transportowych.
4. Magazyny międzyoperacyjne
Proces produkcyjny wymaga utworzenia w pewnych fazach produkcji określonych
zapasów międzyoperacyjnych. Magazyn międzyoperacyjny powinien się znajdować
w zamkniętym i wydzielonym pomieszczeniu pomiędzy wydziałami, tym który wykonał
składowane elementy i tym który ma je przejąć do dalszej obróbki. W pomieszczeniu tym
należy utrzymywać odpowiednią temperaturę i wilgotność powietrza.
Zakres zadań gospodarki magazynowej
Do zakresu zadań gospodarki magazynowej należą:
a) kwalifikowanie jakości i stwierdzenie ilości przy przyjmowaniu materiałów,
b) racjonalne magazynowanie i należyta fachowa konserwacja tych materiałów,
c) ścisła kontrola i niedopuszczenie do przekraczania norm zużycia materiałów,
d) opieka nad ekspedycją (wysyłką) wyrobów,
e) śledzenie za normatywami zapasów magazynowych i nieprzekraczanie minimalnego
i maksymalnego ich stanu.
Rola i znaczenie gospodarki magazynowej
W zakładzie meblarskim rozróżnia się magazyny zaopatrzenia zbytu i produkcji.
W magazynach zaopatrzenia przechowuje się wszystkie materiały potrzebne do produkcji
bezpośrednio (np. tarcica, klej, gwoździe). W magazynach zbytu wszystkie wyroby gotowe,
przygotowane do sprzedaży; w magazynach produkcji rezerwy międzywydziałowe.
Sprawność pracy zakładu w dużym stopniu zależy od sprawności gospodarki magazynowej.
W magazynach zaopatrujących wydziały produkcyjne nie może brakować ani materiałów ani
narzędzi potrzebnych do planowanej, codziennej pracy.
Wielkość zapasów surowców materiałów i półfabrykatów zależy od charakteru
przedsiębiorstwa i wyraża się tzw. normatywem zapasów materiałowych. Normatyw zapasu
jest to maksymalna (największa ilość) surowców (materiałów, wyrobów), jaka powinna być
składowana w magazynie. Właściwa gospodarka magazynowa opierająca się na koniecznych
tylko normatywach zapasów, zapewniająca szybkie przekazywanie gotowych wyrobów
odbiorcom i należytą konserwację materiałów, odgrywa poważną rolę i jest jednym
z podstawowych warunków racjonalnej pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Badania jakości materiałów i półfabrykatów
Wszystkie materiały i półfabrykaty dostarczane do magazynów zakładu podlegają
badaniom własnego laboratorium. Za zgodność z odpowiednimi normami lub warunkami
dostaw niezależnie od atestów kontroli jakości wytwórcy, które powinny być dostarczone do
każdej partii materiałów. Bezpośrednio po otrzymaniu dostaw magazynier zgłasza
laboratorium na piśmie zlecenie badań podając: rodzaj i ilość materiału, dostawę i datę
otrzymania. Na podstawie tego zlecenia pracownik laboratorium lub pracownik działu
kontroli jakości pobiera średnią próbkę materiału zgodnie z obowiązującą normą lub innymi
przepisami.
Ocenę jakości przeprowadza się na podstawie odpowiedniej normy ograniczając zakres
rodzaju badań do podstawowych cech materiału, które w istotny sposób wpływają na jakość
gotowego wyrobu.
Drewnopochodne materiały płytowe – zakres rodzaju badań obejmuje oznaczenie:
gęstości, wilgotności, wytrzymałości na zginanie statyczne, wytrzymałości na rozciąganie
w kierunku prostopadłym do płaszczyzn, pęcznienia nasiąkliwości.
Kleje (np. wikol) - zakres rodzaju badań zależy od rodzaju kleju, ale najczęściej oznacza się:
lepkość, odczyn (pH), zawartość suchej pozostałości, wytrzymałość spoiny klejowej na
ścinanie.
Wyroby lakierowane – zakres rodzaju badań zależy od rodzaju lakieru, ale najczęściej
wykonuje się badania: lepkości, barwy, czas schnięcia powłoki, twardość, elastyczność itp.
W zakładach meblarskich dokonuje się odbioru jakościowego materiałów tartych.
Badania tarcicy za zgodność z obowiązującymi normami przeprowadzane są przez służby
kontroli jakości dostaw.
Badania jakości materiałów przeprowadza się tzw. badania całkowite i wyrywkowe.
Badania całkowite (stuprocentowe) są bardzo drogie i pracochłonne.
W wielkoseryjnej produkcji o powtarzalnych cechach jakościowych stosuje się szeroko
badania wyrywkowe. Polegają one na tym, że badaniom nie poddaje się całej partii
wyrobów, lecz tylko część zwaną próbką. Po przebadaniu próbki odnosi się do całości
dostarczonego materiału.
4.9.2 Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega właściwa konserwacja materiałów składowanych w magazynach?
2. Jaki jest podziału magazynów ze względu na rodzaj przechowywanych materiałów?
3. Jaką rolę spełnia magazyn materiałów podstawowych?
4. Jaką rolę spełnia magazyn wyrobów gotowych?
5. Jaką rolę spełniają magazyny międzyoperacyjne?
6. Jakie są zadania wchodzące w zakres gospodarki magazynowej?
7. Na czym polegają badania jakości materiałów dostarczanych do magazynów przez
dostawców?
4.9.3 Ćwiczenia
Ćwiczenie 1
Prowadzenie dokumentacji magazynowej oraz wystawienie zamówienia.
Wskazówki do realizacji
Przed przystąpieniem do realizacji ćwiczenia nauczyciel powinien omówić zakres i technikę
wykonania ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie uczeń powinien:
1) wystawić zamówienie na dostawę towarów.
2) wystawić dowód przyjęcia materiału Pz.
3) wystawić dowód zwrotu materiału Zw.
4) dokonać rozchodu materiału za pomocą Rw.
5) przyjąć gotowy wyrób do magazynu Pw.
6) dokonać rozchodu materiału za pomocą karty limitowej.
7) wypełnić kartotekę materiałową.
Zalecane metody nauczania–uczenia się:
–
pokaz z objaśnieniem,
–
ćwiczenia praktyczne
Środki dydaktyczne:
–
druki dokumentów i zamówienie, Pz, Zw, Rw, Pw,
–
wzory kart limitowych,
–
wzór kartoteki materiałowej,
–
długopis/ołówek,
–
kalkulator,
–
waga laboratoryjna (dokładność 0,01 g).
4.9.4 Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić na czym polega właściwa konserwacja materiałów
składowanych w magazynach?
¨ ¨
2) scharakteryzować rodzaje magazynów ze względu na rodzaj
magazynowanych materiałów?
¨ ¨
3) określić, jakie zadania ma do spełnienia magazyn wyrobów gotowych?
¨ ¨
4) określić, jaką rolę spełniają magazyny międzyoperacyjne w procesie
produkcji mebli?
¨ ¨
5) scharakteryzować zadania, które wchodzą w zakres gospodarki magazynowej?
¨ ¨
6) wyjaśnić, na czym polegają badania jakości materiałów i czemu one służą?
¨ ¨
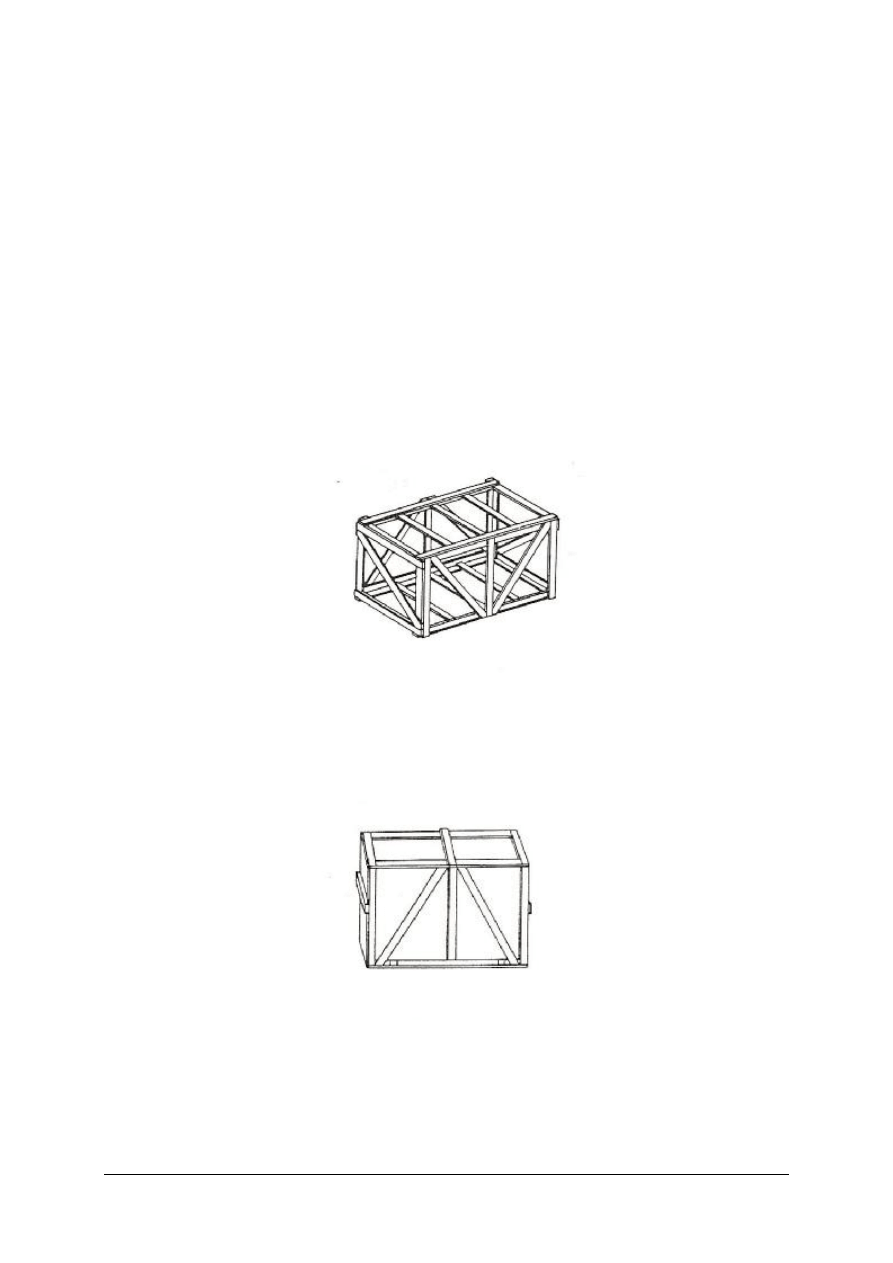
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.10. Rodzaje opakowań, pakowanie i zabezpieczenie w środkach
transportu
4.10.1 Materiał nauczania
Rodzaje opakowań
Opakowania chronią meble przed uszkodzeniem podczas transportu, a niekiedy również
podczas składowania w magazynach handlowych.
Pakowanie mebli odbywa się w zakładach produkcyjnych przed wysyłką tych wyrobów.
Wilgotność elementów opakowań przylegających do powierzchni mebla nie może
przekroczyć 15 %. Ponadto dla uniknięcia uszkodzenia powłok lakierniczych powierzchnię
pakowanych mebli osłania się papierem pakowym.
Meble zabezpiecza się przed uszkodzeniami za pomocą opakowań:
–
klatki żeberkowe wykonane są z tarcicy iglastej niestruganej o grubości 19-22 mm.
Szerokość żeberek wynosi 50-70 mm, co zależy od ciężaru ładunku.
Rys. 10.
Kratki żeberkowe[ 9, s. 297]
–
obitka jest wykonana z tarcicy obrzynanej. Podstawą obitki jest rama mocowana do
podstawy mebla za pomocą gwoździ. Liczba listew obitki i ich rozmieszczenie zależy od
wielkości mebla. Krawędzie mebli należy chronić przed uszkodzeniem tekturą falistą
wciśniętą między mebel a obitkę.
Rys. 11.
Obitka [ 9, s. 297]
–
skrzynka tekturowa – pudło jest wykonane z tektury falistej trzy- lub pięciowarstwowej.
Grubość jej jest uzależniona od masy mebla.
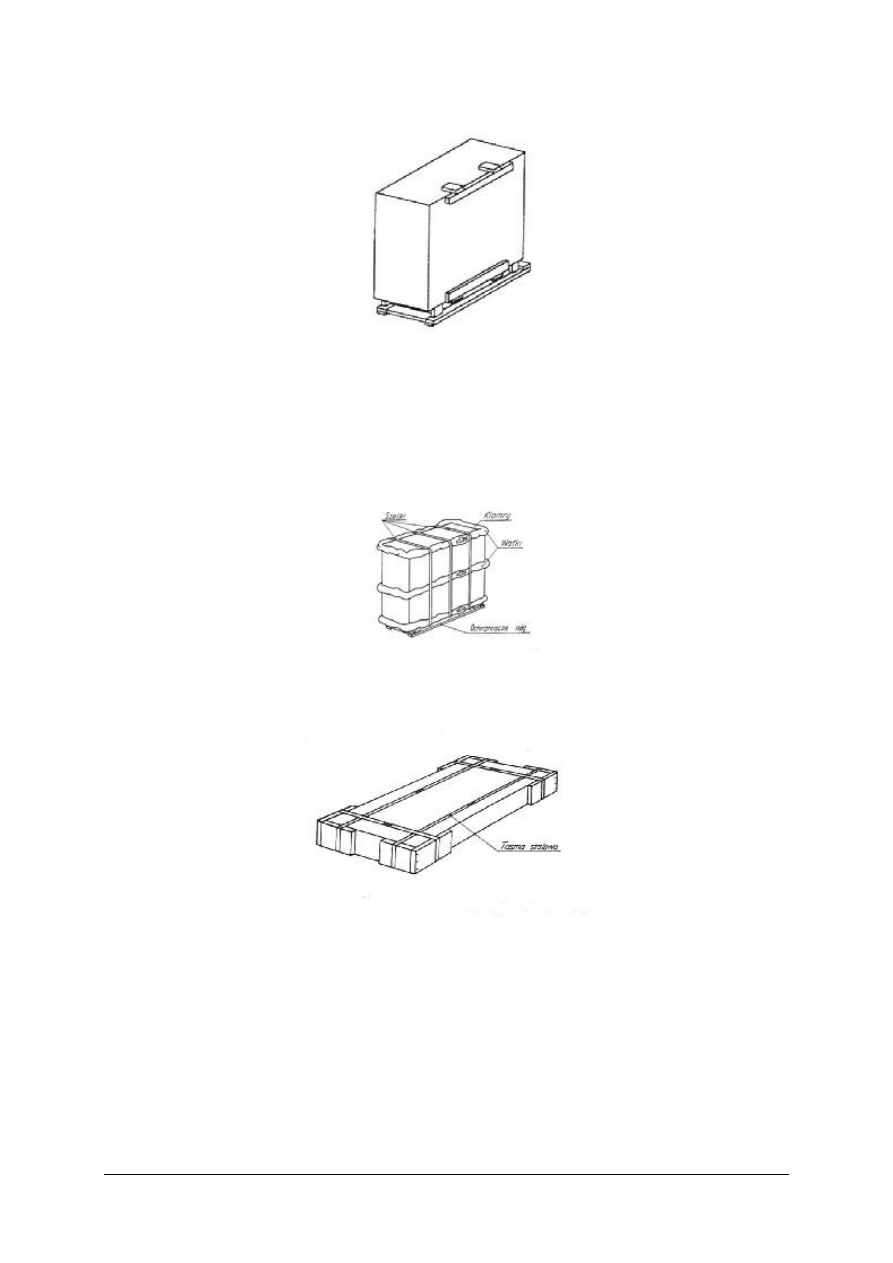
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Rys. 12.
Skrzynka tekturowa [ 9, s. 297]
–
zabezpieczenie szelkowe składa się z wałków i szelek. Wałki są wykonane z odpadów
pokryciowych oraz z materiałów tapicerskich wyściółkowych, szelki natomiast
wykonane są z taśmy tkanej. Tak wałki, jak i szelki są zakończone tłokami lub klamrami
metalowymi. Umożliwiają one unieruchomienie na meblu elementów opakowania.
Rys. 13. Zabezpieczenie szelkowe [ 9, s. 297]
–
zabezpieczenie kątowe mebli zdemontowanych
Rys. 14. Zabezpieczenie kątowe [ 9, s. 297]
Dopiero prawidłowo zabezpieczony mebel można przemieszczać, magazynować oraz
transportować. Opakowuje się meble całkowicie zmontowane bądź (celowo) zmontowane
tylko częściowo, a to w celu lepszego wykorzystania ładowności środków transportowych.
Mówimy wtedy o pakowaniu mebli w stanie zdemontowanym.
Przed pakowaniem meble trzeba skompletować według zamówienia. Części ruchome
muszą być zabezpieczone przed uszkodzeniami w czasie transportu. Jeżeli meble pakujemy
jako zdemontowane, to do każdego kompletu należy załączyć specyfikację elementów oraz
instrukcję jak i w jakiej kolejności należy prowadzić montaż.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Części ruchome zabezpiecza się następująco:
–
szuflady unieruchamia się papierem lub tekturą,
–
półki zbiera się razem, układa się wewnątrz mebla na wieńcu dolnym i unieruchamia
ogranicznikami ze sklejki,
–
nogi i drążki opakowuje się papierem i unieruchamia wewnątrz mebla,
–
drzwi zabezpiecza się przed otwarciem zamykając je na zamek,
–
klucze, wkręty, podpórki czy inne okucia, należy skompletować w torebkach z folii
i dołączyć do mebla wkładając je np. do szuflady czy barku.
Pakowanie mebli zmontowanych obejmuje następujące czynności:
–
zabezpieczenie powłok wykończeniowych ligniną lub papierem pakowym,
–
zabezpieczenie powierzchni tapicerowanych papierem makulaturowym, folią, tekturą
falistą lub pokrowcami z tworzywa sztucznego,
–
ustawienie mebla na dnie zbitej klatki (pojemnika) lub zawieszenie go na listwach, tak
aby był unieruchomiony,
–
wypełnienie nośnych przestrzeni między częściami mebla a listwami klatki (szczególnie
w narożnikach) odpadami z pianki poliuretanowej, wkładami z tektury falistej,
styropianem lub poduszkami z miękkiego papieru, wypełnionego wełną drzewną
(w klatce możemy umieścić więcej niż jeden mebel, ale muszą być one unieruchomione,
dopuszcza się też – po odpowiednim zabezpieczeniu - umieszczenie małego mebla
wewnątrz większego,
–
po włożeniu i zabezpieczeniu mebla w klatce lub skrzyni zamknięcie jej wieka przez
przybicie go do boków i czół klatki lub skrzyni (można też wieko zamocować
specjalnymi uchwytami).
Meble zmontowane z miękkiej porowatej płyty pilśniowej zabezpiecza się następująco
pudło zakleja się taśmą papierową powleczoną uprzednio klejem, jeżeli mebel pakuje się
w klatkę należy go przymocować gwoździami do dna.
Powierzchnię mebli szkieletowych wykończonych na połysk należy zabezpieczyć
papierem pakowym natronowym,
powierzchnie wykończone na mat lub emaliami kryjącymi
- papierem pakowym makulaturowym. Nogi i inne wąskie, długie części mebli szkieletowych
należy owijać papierem łączonym papierową taśmą podgumowaną i wiązać sznurkiem.
Meble skrzyniowe przed ich transportowaniem zabezpiecza się przez obicie listwami
(tzw. obitka). Listwy przytwierdza się bezpośrednio do niewidocznych zewnętrznych
powierzchni mebla. Powierzchnie wykończone na połysk zabezpiecza się papierem pakowym
natronowym. Powierzchni niewykończonych nie zabezpiecza się. Meble w obitce muszą być
tak usztywnione, aby nie mogły się przesunąć. Osiąga się to dzięki wkładaniu między
krawędzie mebla a listwy obitki poduszek z miękkiego papieru wypełnionego wełna drzewną.
Przy opakowaniu mebli ciężkich, np. szaf czy kredensów do dolnej ramy obitki przybijamy
dodatkowo dwie listwy, które tworzą płozy umożliwiające przesuwanie opakowanego mebla.
Płozy przybija się wzdłuż dłuższej części podstawy.
Pakowanie mebli w stanie zdemontowanym
Szczególnej troski wymagają elementy o powierzchniach wykończonych na połysk.
Należy je oddzielnie owijać w papier. Elementy wykończone na mat już tylko przekładamy
papierem. Po owinięciu jednakowych elementów formuje się z nich paczkę, układając jeden
na drugim. Paczkę owija się tekturą falistą i odpowiednio mocuje. Paczki (po kilka) wkłada
się do pudeł tekturowych, klatek lub skrzynek.
Zamiast umieszczać paczki w klatkach czy skrzynkach można pakować je w tzw.
zabezpieczenia kątowe. Po owinięciu paczki w tekturę falistą na jej narożniki zakłada się
zabezpieczenia kątowe, dociska je do boków paczki taśmami i opakowanie jest gotowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Najbardziej szczelne opakowania otrzymuje się opakowując kartony folią poliuretanową
(w specjalnie przeznaczonych do tego celu urządzeniach). Po owinięciu krawędzie folii są
zgrzewane. Jeżeli meble mają być transportowane koleją powinny być (po zapakowaniu)
ustawione dłuższymi ścianami równolegle do bocznych ścian wagonów.
Opakowania powinny szczelnie przylegać do czołowych ścian wagonów a meble muszą
być zabezpieczone przed przesuwaniem. W tym celu należy je usztywnić rozporami
umieszczonymi na dnie wagonu i na wysokości górnych listew opakowania (klatek). Wolne
przestrzenie powinny być usztywnione listwami rozporowymi, szczególnie drzwi wagonu.
Każde opakowanie musi być odpowiednio oznakowane. Umieszcza się następujące
znaki:
–
nazwę wytwórcy lub jego znak,
–
nazwę mebla lub elementów mebla,
–
liczbę sztuk w opakowaniu lub liczbę i numery w przypadku mebli zdemontowanych,
–
masę opakowania z ładunkiem,
–
znaki specjalne manipulacyjne jak np. „chronić przed wilgocią”, „ostrożnie szkło”, „górą
nie przewracać”, ostrożnie przetaczać”.
–
nazwę i adres właściciela opakowania oraz napis „opakowanie wielokrotnego użytku”
w przypadku opakowań zwrotnych.
Rodzaj
i
jakość
opakowania
powinny
odpowiadać
wymaganiom
normy
PN-92/D-97006 - „Meble. Pakowanie, przechowywanie, transport”.
Zabezpieczanie mebli w środkach transportowych
Do transportu mebli są stosowane kryte wagony kolejowe, kryte samochody ciężarowe
przystosowane do przewozu mebli oraz statki morskie. Przestrzenie ładunkowe środków
transportu powinny być czyste z oknami zamkniętymi. Podłogi i ściany nie mogą mieć
wystających gwoździ oraz innych ostrych elementów. Przed załadowaniem przestrzeń
ładunkową należy zmieść i odkurzyć a podłogi i ściany wyłożyć tekturą falistą, przesuwanie
się mebli podczas transportu może spowodować uszkodzenie przewożonych wyrobów.
Wprawdzie opakowanie zmniejsza to zagrożenie, jednak siły działające na meble podczas
gwałtownych hamowań i przyspieszeń mogą uszkodzić opakowanie oraz przewożony
ładunek. Dlatego w środkach transportu meble muszą być unieruchamiane za pomocą rozpór
oraz listew pionowych i poziomych. Zabezpieczenie mebli w transporcie samochodowym jest
podobne do zabezpieczenia w wagonach kolejowych.
Jedynie w meblowozach można przewozić meble oraz opakowania. Są one mocowane
do ścian skrzyni meblowozu specjalnymi pasami. Ściany pomieszczeń ładunkowych w tych
samochodach są wyściełane poduchami tapicerskimi bezsprężynowymi.
Meble, które mają być przewożone statkami powinny być zakryte specjalnym papierem
asfaltowym. Papier chroni przed zawilgoceniem.
4.10.2 Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje opakowań do pakowania mebli?
2. Jakie czynności należy wykonać podczas pakowania mebli zmontowanych?
3. Jakie są sposoby zabezpieczania ruchomych części mebla?
4. Jak są pakowane meble skrzyniowe duże i ciężkie?
5. Jakie czynności wykonujemy podczas pakowania mebli w stanie zdemontowanym?
6. Jakie oznakowania powinny znaleźć się na opakowaniu i jakie są zasady pakowania?
7. Jak zabezpiecza się meble w środkach transportowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
4.10.3 Ćwiczenia
Ćwiczenie 1
Dokonaj pakowania mebla rozbieralnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zaprojektować odpowiedni rodzaj opakowania,
2) ustalić odpowiednią kolejność pakowania elementów,
3) zabezpieczyć elementy przed przesuwaniem /poprzez wypełnienie wolnych przestrzeni/,
4) zabezpieczyć powłoki wykończeniowe przed uszkodzeniem,
5) sprawdzić kompletność okuć i włożyć do opakowania,
6) włożyć wszystkie elementy mebla do opakowania, zakleić papierem klejącym albo zgrzać
folię,
7) dokonać właściwego oznakowania,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
opakowanie,
–
taśma klejąca lub urządzenie do zgrzewania folii,
–
instrukcja kolejności pakowania,
–
komplet okuć i innych akcesoriów,
–
znaki specjalne do oznakowania opakowania,
–
przygotowane elementy wyrobu,
–
literatura z jednostki modułowej.
Ćwiczenie 2.
Narysuj jedno typowe opakowanie drewniane do pakowania mebla.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) ustalić wymiary gabarytowe mebla, który ma być zapakowany,
2) zaprojektować konstrukcje poszczególnych elementów,
3) ustalić wymiary listew konstrukcyjnych,
4) narysować poszczególne podzespoły opakowania,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
kartki formatu A4,
–
ołówek, długopis,
–
linijka,
–
literatura z jednostki modułowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
4.10.4 Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wymienić rodzaje opakowań?
¨ ¨
2) scharakteryzować czynności, jakie należy wykonać podczas pakowania
mebli nierozbieralnych?
¨ ¨
3) określić zasady zabezpieczania ruchomych części mebla?
¨ ¨
4) wyjaśnić zasady pakowania mebli o dużych gabarytach i ciężkich?
¨ ¨
5) scharakteryzować czynności, jakie należy wykonać podczas pakowani mebli
rozbieralnych?
¨ ¨
6) określić rodzaj oznakowania na opakowaniu?
¨ ¨
7) określić zasady, jakich należy przestrzegać, aby przygotować meble
do transportu?
¨ ¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 22 zadania o różnym stopniu trudności. Są to zadania wielokrotnego
wyboru. Do każdego pytania dołączone są 4 odpowiedzi, tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi stawiając w odpowiedniej
rubryce znak x. W przypadku pomyłki należy błędna odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Test składa się z zadań o różnym stopniu trudności.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie sprawiało trudności, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie czas wolny.
9. Na rozwiązanie testu masz 45 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
ZESTAW ZADAŃ TESTOWYCH
1. W przypadku montażu mebli rozbieralnych montaż dokonywany jest:
a) w zakładzie rzemieślniczym,
b) w zakładzie przy produkcji jednostkowej,
c) w zakładzie produkującym meble seryjne,
d) w mieszkaniu u użytkownika mebla.
2. Montaż seryjny produkcji mebli dotyczy:
a) mebli skrzyniowych,
b) mebli szkieletowych,
c) wyrobów o konstrukcji ramowej,
d) wszystkich rodzajów mebli.
3. Do kontroli wymiarów elementów przed przystąpieniem do montażu w produkcji
seryjnej stosujemy:
a) przymiar kreskowy,
b) suwmiarki,
c) mikromierze,
d) sprawdziany graniczne.
4. Za pomocą badań organoleptycznych ocenia się jakość wyrobu:
a) pod względem walorów estetycznych,
b) za zgodność wymiarów z dokumentacją technologiczną,
c) ze względu na wytrzymałość konstrukcji,
d) odporność na warunki użytkowania.
5. Za pomocą badań technicznych oceniamy jakość mebli pod względem:
a) walorów estetycznych,
b) formy plastycznej,
c) doboru barwy drewna,
d) odporności na warunki użytkowania.
6. Odpowiedzialność za jakość wyprodukowanych mebli ponoszą:
a) administracja,
b) straż przemysłowa,
c) pracownicy nieprodukcyjni,
d) pracownicy produkcyjni zakładu.
7. Badania wytrzymałościowe mebli przeprowadza się:
a) codziennie,
b) raz w tygodniu,
c) raz na miesiąc,
d) przed wprowadzeniem wyrobu do seryjnej produkcji.
8. Meble podczas pakowania, które mają być przewożone statkami należy zabezpieczyć
przed zawilgoceniem:
a) tekturą falistą,
b) papierem pakowym natronowym,
c) papierem asfaltowym,
d) papierem makulaturowym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
9. Magazyny międzyoperacyjne w zakładzie służą do magazynowania:
a) wyrobów gotowych,
b) materiałów podstawowych i pomocniczych,
c) magazynowania elementów i półfabrykatów,
d) magazynowania materiałów nieprodukcyjnych.
10. Aby produkcja przebiegała planowo bez żadnych nieprzewidzianych przerw magazyny
powinny posiadać:
a) odpowiednią dokumentację magazynową,
b) odpowiednio zorganizowany transport wenątrzzakładowy,
c) ściśle określone zmagazynowane zapasy materiałów,
d) odpowiednio przeszkolony personel.
11. Do opakowań mebli w stanie zdemontowanym należy dołączyć:
a) urządzenia montażowe,
b) specyfikację elementów oraz instrukcję montażu,
c) normy przedmiotowe dotyczące zastosowanych materiałów,
d) oprzyrządowania montażowe mebli.
12. Kontrola elementów za pomocą sprawdzianów granicznych ma na celu:
a) sprawdzenie jakości elementu,
b) ustalenie wymiarów granicznych,
c) ustalenie wymiaru rzeczywistego,
d) sprawdzenie nadmiarów produkcyjnych.
13. Pod pojęciem technologiczności montażu mebli rozumie się:
a) rozbicie operacji montażowych na proste samodzielne operacje,
b) montowanie dużej ilości różnego rodzaju elementów od razu,
c) opracowanie schematu przebiegu procesu technologicznego,
d) właściwa organizacja pracy na stanowisku montażowym.
14. Pod pojęciem tolerancji rozumiemy:
a) ustalenie wymiaru rzeczywistego,
b) ustalenie wymiarów granicznych, pomiędzy którymi będzie się zawierał wymiar
rzeczywisty,
c) układ tolerancji zapewnia odpowiednia jakość powierzchni wyprodukowanych
elementów,
d) dokładność wykonania elementu.
15. Pod pojęciem zamienności elementów należy rozumieć:
a) wyprodukowany element można zastosować do dowolnego wyrobu,
b) możliwość łączenia elementów w zespoły z koniecznością pasowania,
c) możliwość łączenia elementów bez konieczności indywidualnego pasowania,
d) możliwość dokonania poprawek za pomocą specjalnych narzędzi.
16. Pierwszym warunkiem prawidłowego montażu jest:
a) ustalenie właściwej siły docisku,
b) odpowiednie naniesienie kleju,
c) utrzymanie prostokątności wyrobu,
d) sprawdzenie dokładności obróbki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
17. Do montażu taboretu należy zastosować urządzenie montażowe do montażu konstrukcji:
a) skrzyniowej,
b) szkieletowej,
c) ramowej,
d) specjalnych.
18. Wprowadzenie do produkcji mebli rozbieralnych miało na celu:
a) lepsze wykorzystanie urządzeń transportowych i pomieszczeń magazynowych,
b) ułatwienie w procesie montażu mebli,
c) oszczędność kleju w procesie montażu,
d) polepszenie jakości produkowanych wyrobów.
19. Normy przedmiotowe stosowane w meblarstwie pozwalają:
a) sprawdzić wymiary za pomocą sprawdzianów granicznych,
b) sprawdzić dokładność obróbki,
c) ustalić jakość materiałów,
d) ustalić kolejność pakowania elementów.
20. Układ tolerancji i pasowań pozwala na ustalenie:
a) wymiarów gabarytowych mebla,
b) wymiarów gabarytowych opakowania,
c) wymiarów mebli rozbieralnych,
d) wymiarów granicznych.
21. Jakość mebli jest ustalana:
a) przez użytkownika mebla,
b) przez rodzaj materiałów użytych do produkcji,
c) za pomocą subiektywnych i obiektywnych mierników jakości,
d) przez kierownika wydziału montażu.
22. Zwiększenie wilgotności elementów z drewna litego może spowodować:
a) zmniejszenie wymiarów gabarytowych elementów,
b) zwiększenie wymiarów gabarytowych elementów,
c) utrudnienie pakowania elementów,
d) utrudnienie przemieszczanie się elementów w transporcie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
KARTA ODPOWIEDZI
Imię i nazwisko .........................................................................................
Wykonywanie prac montażowych, pakowanie i magazynowanie wyrobów.
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
21.
a
b
c
d
22.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
6. LITERATURA
1. Bożenko L.: Maszynoznawstwo dla zasadniczych szkół zawodowych, WSiP, Warszawa
1994
2. Bugłaj B. M.: Technologia zmechanizowanego stolarstwa, PWSZ, Warszawa 1953
3. Jurkowski E.: Stolarstwo cz.2, PWSZ, Warszawa 1966
4. Mętrak Cz.: Meblarstwo – Podstawy konstrukcji i projektowania, Wydawnictwo
Naukowo-Techniczne, Warszawa 1982
5. Praca zbiorowa: Obrabiarki i urządzenia techniczne dla techników przemysłu drzewnego,
Państwowe Wydawnictwo Rolnicze i Leśne, Warszawa 1982
6. Prządka W., Szczuka J.: Stolarstwo cz. 2, WSiP, Warszawa 1987
7. Prządka W., Szczuka J.: Technologia meblarstwa cz. 2, WSiP, Warszawa 1994
8. Staniszewski J., Kien W.: Obróbka i obrabiarki do drewna, Skrypt Akademii Rolniczej
w Poznaniu, Poznań 1980
9. Swaczyna I., Swaczyna M., Konstrukcje mebli cz. 2, WSiP, Warszawa 1993
10. Żurowski J.: Pracownia techniczno-doświadczalna w meblarstwie, PWSZ 1973
11. Norma PN 85 F-06001/01 Meble mieszkaniowe
12. Norma PN-F-06001-2-1994 Meble mieszkaniowe, Klasyfikacja jakościowa
13. Norma PN-F-06001-3-1994 Meble mieszkaniowe, Badania
Czasopisma
−
Gazeta przemysłu Drzewnego: Wydawnictwo Inwestor sp. z o. o.
−
Gazeta Drzewna – Holz-Zentralblatt Polska sp. z o.o. Poznań
−
Meblarstwo – pismo dla producentów i odbiorców mebli: Wydawnictwo Inwestor sp. z o. o.
−
Przemysł Drzewny: Wydawnictwo Świat sp. z o. o.
Wyszukiwarka
Podobne podstrony:
03 Wykonywanie prac biurowychid Nieznany (2)
14 Wykonywanie prac pomiarowych Nieznany
15 Wykonywanie prac konserwator Nieznany
19 Wykonywanie prac biurowychid Nieznany (2)
Montaz i wykonywanie napraw tra Nieznany
Montaz i wykonywanie napraw urz Nieznany
24 Wykonywanie prac z zakresu obróbki ręcznej
BHP przy wykonywaniu prac z zakresu gospodarki leśnej, 1 bhp w zakladach
2 wykaz WYMAGANIA WYKONYWANIA PRAC SZCZEGÓLNIE NIEBEZPIECZNYCH W, egzaminy zawodowe technik bhp, 3,
21 Organizowanie prac zwiazanyc Nieznany (2)
35 Wykonywanie dokumentacji kon Nieznany
04 Wykonywanie pomiarow paramet Nieznany
04 Wykonywanie izolacji termicz Nieznany (2)
11 Wykonywanie zabiegow zoohigi Nieznany (2)
BM 32 TwelveConcepts Polish id Nieznany
13 Wykonywanie zabiegow zdobnic Nieznany (2)
29 Wykonywanie wyrobow tapicero Nieznany
11 Organizowanie prac z zakresu Nieznany
więcej podobnych podstron