Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Janusz Frymus
Montaż i wykonywanie napraw urządzeń grzejnych
724[05].Z4.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Grażyna Adamiec
mgr inż. Urszula Kaczorkiewicz
Opracowanie redakcyjne:
mgr inż. Barbara Kapruziak
Konsultacja:
dr inż. Bożena Zając
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 724[05].Z4.01
„Montaż i wykonywanie napraw urządzeń grzejnych” zawartego w modułowym programie
nauczania dla zawodu elektromechanik 724[05].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Klasyfikacja, budowa i charakterystyka urządzeń grzejnych
7
4.1.1. Materiał nauczania
4.1.2. Pytania sprawdzające
4.1.3. Ćwiczenia
4.1.4. Sprawdzian postępów
7
26
26
27
4.2. Układy połączeń rezystancyjnych elementów grzejnych
28
4.2.1. Materiał nauczania
4.2.2. Pytania sprawdzające
4.2.3. Ćwiczenia
4.2.4. Sprawdzian postępów
28
33
33
35
4.3. Regulacja temperatury w urządzeniach grzejnych
36
4.3.1. Materiał nauczania
4.3.2. Pytania sprawdzające
4.3.3. Ćwiczenia
4.3.4. Sprawdzian postępów
36
40
41
42
4.4. Eksploatacja przemysłowych urządzeń grzejnych
43
4.4.1. Materiał nauczania
4.4.2. Pytania sprawdzające
4.4.3. Ćwiczenia
4.4.4. Sprawdzian postępów
43
50
50
54
5. Sprawdzian osiągnięć
55
6. Literatura
61

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o urządzeniach grzejnych,
rozpoznawaniu i rozróżnianiu ich podzespołów, przeprowadzaniu drobnych napraw, a także
ocenianiu stanu technicznego urządzeń na podstawie przeprowadzanych oględzin i przeglądów.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności, które powinieneś mieć
opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania (rozdział 4), który umożliwia samodzielne przygotowanie się do
wykonania ćwiczeń i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy
wskazaną literaturę oraz inne źródła informacji. Materiał nauczania obejmuje również:
−
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia,
−
ćwiczenia, które zawierają wykaz materiałów, narzędzi i sprzętu potrzebnych do ich
realizacji,
−
sprawdzian postępów, powinieneś odpowiadać na pytanie „tak” lub „nie”, co oznacza,
że opanowałeś materiał nauczania albo nie.
4. Sprawdzian osiągnięć zawierający zestaw pytań sprawdzających Twoje opanowanie wiedzy
i umiejętności z zakresu całej jednostki. Zaliczenie tego sprawdzianu jest dowodem
osiągnięcia umiejętności określonych w tej jednostce modułowej.
Jeżeli masz trudności ze zrozumieniem materiału nauczania lub wykonaniem ćwiczenia, to
poproś nauczyciela lub instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze
wykonujesz daną czynność.
Szczególną uwagę zwróć na informacje zawarte w dokumentacji technicznej badanych
urządzeń oraz w instrukcjach ich obsługi.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp i higieny
pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac.
Przepisy te poznasz podczas trwania nauki.
Szczególną ostrożność musisz zachować podczas wykonywania ćwiczeń praktycznych
z urządzeniami zasilanymi bezpośrednio z sieci. Podczas wykonywania tych ćwiczeń zwróć
szczególną uwagę na zachowanie maksymalnego bezpieczeństwa, na organizację bezpiecznego
stanowiska pracy i postępowanie zgodne z zasadami bhp, ppoż. i ergonomii.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
724[05].Z4.01
Montaż i wykonywanie napraw
urządzeń grzejnych
724[05].Z4.02
Montaż i wykonywanie napraw
urządzeń chłodniczych
i klimatyzacyjnych
724[05].Z4.03
Montaż i wykonywanie napraw
urządzeń dźwigowych
724[05].Z4.01
Montaż i wykonywanie napraw
urządzeń elektrycznych
Schemat układu jednostek modułowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
rozpoznawać urządzenia i podzespoły elektryczne i ich elementy na podstawie wyglądu
zewnętrznego, oznaczeń na nich stosowanych oraz na schematach,
−
rozróżniać funkcje podstawowych elementów w układach elektrycznych,
−
charakteryzować podstawowe parametry podzespołów elektrycznych,
−
określać zastosowanie podstawowych elementów elektrycznych,
−
analizować pracę prostych urządzeń elektrycznych na podstawie schematów ideowych
i montażowych,
−
mierzyć podstawowe parametry urządzeń elektrycznych (napięcie, natężenie prądu, moc),
−
oceniać stan techniczny elementów elektrycznych na podstawie oględzin i pomiarów,
−
korzystać z literatury i kart katalogowych elementów elektrycznych,
−
dobierać zamienniki elementów i podzespołów elektrycznych z katalogów,
−
stosować podstawowe prawa i zależności dotyczące obwodów prądu przemiennego jedno-
i trójfazowego,
−
opracowywać wyniki pomiarów,
−
korzystać z komputera (obsługiwać program Word i Excel),
−
stosować podstawowe zasady bhp, ochrony ppoż. i ergonomii obowiązujące na stanowisku
pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
sklasyfikować elektryczne urządzenia grzejne,
−
rozpoznać urządzenia grzejne na podstawie ich schematów,
−
odczytać schematy urządzeń grzejnych,
−
dokonać analizy schematów połączeń elementów grzejnych w układach jednofazowych
i trójfazowych,
−
skorzystać z danych umieszczonych na tabliczkach znamionowych urządzeń grzejnych,
−
zorganizować stanowisko pracy,
−
dobrać narzędzia i materiały do prowadzonych prac,
−
dokonać oględzin oraz przeglądów wybranych urządzeń grzejnych,
−
zlokalizować uszkodzenia wybranych urządzeń grzejnych na podstawie oględzin
i pomiarów,
−
połączyć elementy grzejne zgodnie ze schematem,
−
wykonać konserwację wybranych urządzeń grzejnych,
−
sprawdzić stan techniczny elementów i podzespołów przeznaczonych do montażu,
−
wykonać montaż i demontaż podzespołów urządzeń grzejnych,
−
określić koszty naprawy urządzenia grzejnego,
−
sporządzić kosztorys naprawy urządzenia grzejnego,
−
dobrać materiały i podzespoły korzystając z różnych źródeł informacji,
−
wykorzystać technikę komputerową przy prowadzeniu dokumentacji napraw i przeglądów,
−
wykonać próby odbiorcze wybranych urządzeń grzejnych po naprawach,
−
zastosować zasady bhp, ochrony ppoż. i ochrony środowiska obowiązujące na stanowisku
pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4.
MATERIAŁ NAUCZANIA
4.1. Klasyfikacja, budowa i charakterystyka urządzeń grzejnych
4.1.1. Materiał nauczania
Klasyfikacja elektrotermicznych urządzeń grzejnych
Urządzenia elektrotermiczne to urządzenia służące do przemiany energii elektrycznej
w ciepło do celów użytkowych.
Ze względu na wartość temperatury roboczej (temperatury, w której ma się odbywać proces
grzewczy) urządzenia grzewcze klasyfikowane są następująco:
−
urządzenia niskotemperaturowe, w których wartość temperatury roboczej grzejnika nie
przekracza 300
0
C (T
≤
300
0
C),
−
urządzenia średniotemperaturowe, w których wartość temperatury roboczej grzejnika zawiera
się w granicach 300
0
C <T<1300
0
C,
−
urządzenia wysokotemperaturowe, w których wartość temperatury roboczej grzejnika
przekracza 1300
0
C (T
≥
1300
0
C).
Ze względu na częstotliwość pracy urządzenia elektrotermiczne dzielą się na:
−
urządzenia prądu stałego (f = 0),
−
urządzenia małej częstotliwości (f = 50 Hz),
−
urządzenia średniej częstotliwości (50 Hz < f ≤ 10
5
Hz),
−
urządzenia wysokiej częstotliwości (10
5
Hz < f ≤ 10
9
Hz),
−
urządzenia mikrofalowe (f > 10
9
Hz).
Ze względu na sposób nagrzewania urządzenia elektrotermiczne dzielą się na:
−
nagrzewnice pośrednie (ciepło przepływa z ciała o wyższej temperaturze),
−
nagrzewnice bezpośrednie (ciepło wytwarzane jest wewnątrz ciała nagrzewanego).
Ze względu na metodę nagrzewania rozróżnia się urządzenia grzewcze:
−
rezystancyjne (energia cieplna wytwarzana jest przez prąd płynący w przewodniku),
−
promiennikowe (energia cieplna wytwarzana jest wskutek pochłaniania i przemiany
promieniowania temperaturowego (podczerwonego) wytworzonego w źródle zwanym
promiennikiem),
−
elektrodowe (energia cieplna wytwarzana jest przez prąd płynący w cieczy pomiędzy
zanurzonymi w niej elektrodami),
−
łukowe (energia cieplna wytwarzana jest przez prąd płynący w zjonizowanych gazach
w postaci łuku elektrycznego wytworzonego pomiędzy elektrodami),
−
indukcyjne (energia cieplna wytwarzana jest przez prądy wirowe indukowane w materiale
przewodzącym wywołane indukcją elektromagnetyczną),
−
pojemnościowe (energia cieplna wytwarzana jest w wyniku zjawisk związanych z efektami
polaryzacji dielektryka znajdującego się w zmiennym polu elektrycznym o dużej
częstotliwości wytworzonym pomiędzy elektrodami stanowiącymi wraz z dielektrykiem
kondensator),
−
mikrofalowe (energia cieplna wytwarzana jest w wyniku zjawisk związanych z efektami
polaryzacji dielektryka, do którego energia doprowadzona jest w postaci fali
elektromagnetycznej o bardzo dużej częstotliwości),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
−
plazmowe (energia cieplna wytwarzana jest w wyniku wykorzystania strumienia plazmy
niskotemperaturowej
-
obojętnej
elektrycznie
mieszaniny
zjonizowanego
gazu
o określonej koncentracji ładunków dodatnich i ujemnych),
−
elektronowe (energia cieplna wytwarzana jest wskutek pochłaniania wiązki elektronowej
o dużej energii kinetycznej),
−
fotonowe, laserowe (energia cieplna wytwarzana jest wskutek pochłaniania promieniowania
elektromagnetycznego wytworzonego w laserach),
−
ultradźwiękowe
(energia
cieplna
wytwarzana
jest
wskutek
pochłaniania
fal
ultradźwiękowych).
Ze względu na przestrzeń grzejną urządzenia elektrotermiczne dzielą się na:
−
komorowe – przestrzeń grzejna ograniczona jest ściankami utrudniającymi odpływ ciepła do
otoczenia,
−
bezkomorowe – nie posiadają komory grzejnej.
Do urządzeń grzejnych bezkomorowych zalicza się:
−
elektryczne narzędzia grzejne – spełniają zadanie narzędzia i na ogół wymagają poruszania
nimi przy użytkowaniu (żelazko, lutownica, opalarka, suszarka do włosów, grzebienie
elektryczne, zapalniczki),
−
elektryczne przyrządy grzejne – wytwarzają ciepło i nie wymagają poruszania nimi przy
użytkowaniu; najczęściej są to grzejniki przenośne lub dające się łatwo zdemontować
(ogrzewacze wnętrzowe, grzałki elektryczne, naczynia elektryczne, warniki, kuchenki,
poduszki elektryczne),
−
elektryczne nagrzewnice – to urządzenia nieprzenośne służące do obróbki cieplnej, w których
ciepło wytworzone jest w grzejniku (płyty grzejne do podgrzewania materiałów, nagrzewnice
oporowe do podgrzewania stali, nagrzewnice indukcyjne do hartowania stali).
Do urządzeń grzejnych komorowych zalicza się:
−
piece elektryczne - to urządzenia przeznaczone do procesów technologicznych związanych:
−
ze zmianą stanu skupienia wsadu (piece do topienia materiałów),
−
ze zmianą struktury wsadu (piece hartownicze),
−
z reakcjami chemicznymi (piece do spalania, piekarniki wykorzystywane
w przemyśle spożywczym),
−
suszarki elektryczne - urządzenia przeznaczone do procesów suszenia (suszarki lakiernicze,
suszarki do drewna),
−
cieplarki elektryczne - urządzenia przeznaczone do procesów o przebiegu termostatycznym,
w których temperatura jest czynnikiem wpływającym na procesy biologiczne odbywające się
w komorze grzejnej (wylęganie, kiełkowanie, sterylizacja).
Urządzenia elektrotermiczne rezystancyjne
Urządzenia elektrotermiczne rezystancyjne (oporowe) to urządzenia, w których ciepło
wytwarzane jest przez prąd elektryczny przepływający przez przewodnik. Moc cieplną powstałą
wskutek przemiany energii elektrycznej w ciepło wytworzone w elemencie grzejnym
o rezystancji R, można określić przy pomocy zależności:
R
U
RI
P
2
2
=
=
gdzie:
P – moc cieplna wytworzona w elemencie grzejnym,
R – rezystancja elementu grzejnego,
I – natężenie prądu płynącego przez element grzejny,
U – napięcie występujące na elemencie grzejnym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Element grzejny rezystancyjny, w którym zachodzi przemiana energii elektrycznej w ciepło,
wykonywany jest ze specjalnych materiałów rezystancyjnych (oporowych).
Materiały rezystancyjne stosowane na elementy grzejne powinny charakteryzować się:
−
dużą rezystywnością (można uzyskać określoną rezystancję elementu przy mniejszej jego
długości),
−
wysoką temperaturą mięknięcia (umożliwia to uzyskiwanie wysokich temperatur pracy przy
zachowaniu dobrych właściwości mechanicznych),
−
wysoką odpornością na wpływy chemiczne (szczególnie na utlenianie), które powodują
zmiany wymiarów (przekroju), parametrów elektrycznych (rezystancji) i mechanicznych
elementów,
−
małym współczynnikiem temperaturowym rezystancji, co zapewnia małe zmiany rezystancji
elementu podczas nagrzewania, a w konsekwencji małe zmiany prądu i mocy grzejnej,
−
małym współczynnikiem temperaturowym rozszerzalności zapewniającym małe zmiany
wymiarów elementu przy znacznych zmianach temperatury, co w znacznym stopniu
zmniejsza naprężenia wewnętrzne podczas pracy,
−
dostateczną wytrzymałością mechaniczną zapewniającą brak odkształceń przy najwyższych
temperaturach pracy,
−
dużą odpornością na gwałtowne zmiany temperatury (nieuniknione przy włączaniu
i wyłączaniu grzejnika) powodujące zmniejszenie trwałości materiału.
Stosowane są dwa rodzaje materiałów rezystancyjnych:
−
materiały metalowe,
−
materiały niemetalowe.
Materiały metalowe
Materiały metalowe produkowane są w postaci drutów (przewodów o przekroju okrągłym)
oraz taśm (przewodów o przekroju prostokątnym). Najczęstsze zastosowanie w grzejnictwie
rezystancyjnym mają:
−
nikielina (stop miedzi, niklu i manganu) - stosowana w przyrządach grzejnych
o temperaturze roboczej grzejnika nie przekraczającej 500
0
C (np. niskotemperaturowe
ogrzewacze przewiewowe, poduszki i koce elektryczne),
−
ferronichrom (zwany potocznie chromonikieliną – stop żelaza, niklu i chromu)
- stosowany w urządzeniach o temperaturze roboczej grzejnika nie przekraczającej 1050
0
C,
−
nichrom (zwany potocznie chromonikieliną bezżelazową - stop niklu z chromem)
- stosowany w urządzeniach o temperaturze roboczej grzejnika nie przekraczającej 1150
0
C,
−
ferrochromal (znany pod nazwą firmową kanthal - to stop żelaza, chromu i aluminium), jest
materiałem o najwyższej dopuszczalnej temperaturze roboczej grzejnika (nie przekraczającej
1350
0
C) spośród materiałów metalowych rezystancyjnych stosowanych w grzejnictwie
przemysłowym.
−
ferronichrom i nichrom to materiały, które są odporne na zmiany temperatur, czynniki
zewnętrzne i dają się łatwo obrabiać i spawać.
W grzejnictwie laboratoryjnym mają zastosowanie:
−
platyna - stosowana w urządzeniach o temperaturze roboczej grzejnika nie przekraczającej
1400
0
C,
−
molibden - ze względu na łatwość utleniania musi pracować w atmosferze ochronnej,
temperatura robocza molibdenu wynosi 1700
0
C,
−
wolfram - równie łatwo jak molibden utlenia się i dlatego musi również pracować
w atmosferze ochronnej. Temperatura robocza wolframu wynosi 2200
0
C. Wolfram jest
bardzo kruchy. Elementom grzejnym wykonanym z wolframu nadaje się najczęściej kształt
rurek.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Materiały niemetalowe
Materiały niemetalowe stosowane w przemysłowym grzejnictwie rezystancyjnym,
w porównaniu z materiałami metalowymi, są mniej wrażliwe na utleniające działanie powietrza
w wysokiej temperaturze. Do najbardziej rozpowszechnionych w grzejnictwie rezystancyjnym
materiałów niemetalowych należą: sylit, autracyt, grafit i kryptol.
−
Sylit (węglik krzemu SiC znany pod nazwą globar) stosowany jest w urządzeniach
o temperaturze roboczej grzejnika nie przekraczającej 1400
0
C. Sylitowe elementy grzejne
wytwarzane są w kształcie prętów i rur. Rezystywność sylitu jest wielokrotnie większa od
rezystywności materiałów metalowych. Jest on materiałem kruchym. Ulega pod wpływem
tlenu z powietrza procesom starzenia, powodującym stopniowy wzrost rezystywności.
Spadek mocy grzejnej, spowodowany wzrostem rezystywności w wyniku procesu starzenia,
jest często rekompensowany przez podwyższanie napięcia zasilającego elementy grzejne.
Napięcie zasilające przewody grzejne zmienia się poprzez zmianę połączeń odczepów
transformatora zasilającego.
−
Antracyt (bezpostaciowa odmiana węgla występująca w węglu kamiennym) wykorzystuje się
do wyrobu rezystancyjnych elementów grzejnych, którym nadaje się kształt prętów, rur, płyt
i tygli. Przy nagrzewaniu w powietrzu antracyt łatwo ulega utlenianiu (od temperatury 500
0
C
wzwyż), dlatego też elementy grzejne wykonane z tego materiału powinny pracować przy
wyższych temperaturach w osłonie atmosfery ochronnej. Maksymalna temperatura robocza
antracytowych elementów grzejnych pracujących w atmosferze ochronnej wynosi 2000
0
C.
−
Grafit (krystaliczna odmiana węgla) stosowany jest do wyrobu rezystancyjnych elementów
grzejnych, których maksymalna temperatura robocza wynosi 2500
0
C, a w szczególnych
warunkach może wynosić nawet 3000
0
C. Rezystancyjnym elementom grzejnym wykonanym
z grafitu nadaje się kształt prętów, rur, płyt i tygli.
−
Kryptol jest sypkim materiałem rezystancyjnym uzyskanym przez rozkruszenie złomu
otrzymanego z wyeksploatowanych elektrod grafitowych lub antracytowych. Maksymalna
temperatura robocza rezystancyjnych elementów grzejnych wykonanych z kryptolu wynosi
1700
0
C. Podczas pracy kryptol stopniowo wypala się, jednak jego niski koszt rekompensuje
tę wadę.
Przemysłowe rezystancyjne urządzenia komorowe
Wśród przemysłowych rezystancyjnych urządzeń komorowych największą i najbardziej
rozwiniętą grupę stanowią piece elektryczne.
Piec wannowy
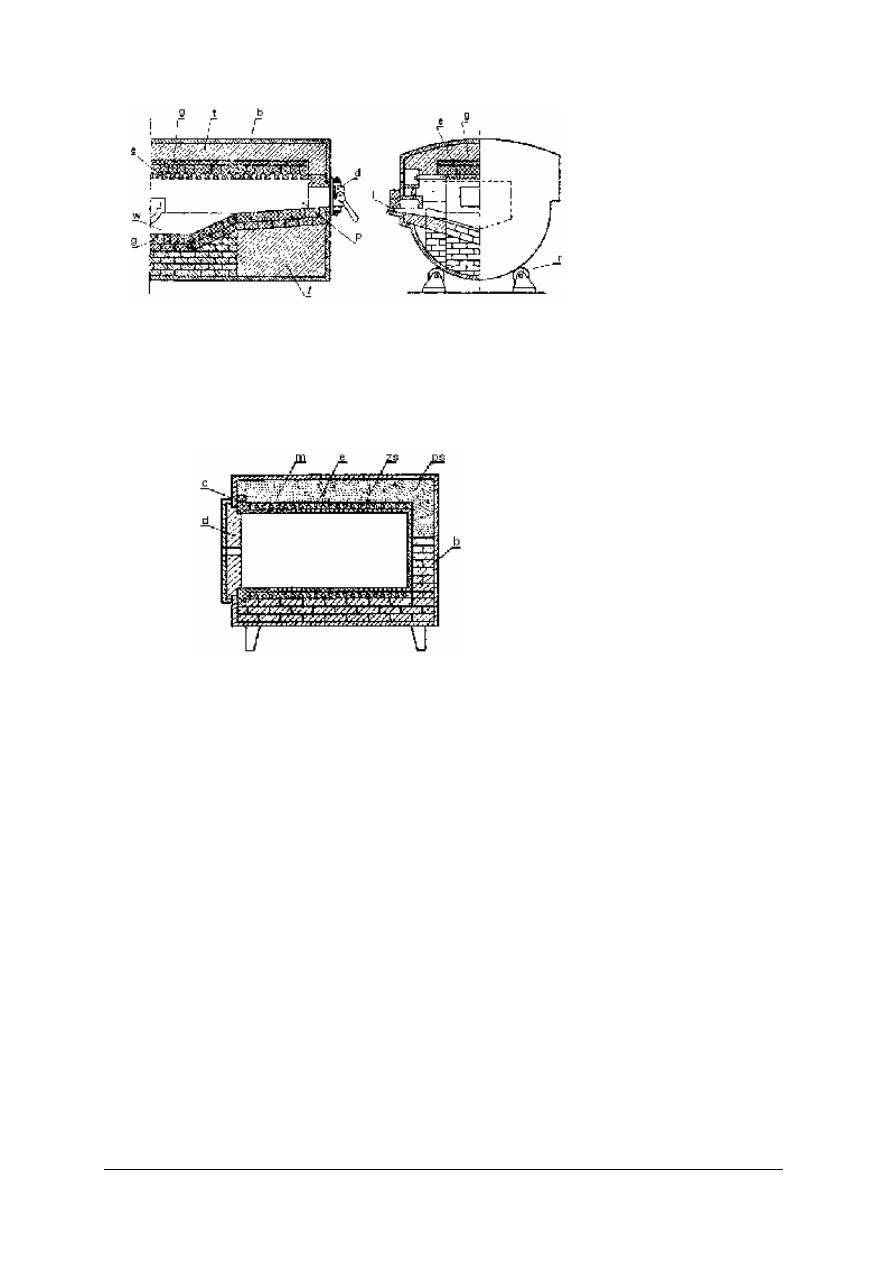
Na rysunku 1 przedstawiono w sposób szkicowy budowę pieca wannowego stosowanego do
topienia aluminium, w którym zastosowano rezystancyjne elementy grzejne w postaci skrętki
wykonanej z kanthalu. Skrętki grzejne e umieszczone są w żłobkach sklepienia.
Piec ten posiada komorę o kształcie płaskiej wanny. Wsad umieszcza się na pochylni
przedsionka p, skąd w miarę topienia spływa do wanny w. Po ukończeniu topienia pochyla się
piec na rolkach r i zlewa się metal przez lej spustowy l. Piece tego typu budowane są o mocach
kilkuset kilowatów i o pojemności wsadu do 7 ton.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
e - elementy grzejne,
w - wanna,
p - przedsionek,
d - drzwiczki ładownicze,
l - lej spustowy,
g - cegła ogniotrwała,
t - izolacja cieplna,
b - obudowa,
r – rolki
Rys. 1. Piec wannowy - szkic budowy pieca [6]
Piec muflowy
Na rysunku 2 przedstawiono w sposób szkicowy budowę pieca muflowego. Piece muflowe
są to piece, w których ciepło jest doprowadzone do komory od zewnętrznej strony ścian
ogniotrwałych otaczających komorę i stanowiących tzw. muflę.
m - mufla,
e - element grzejny,
zs - zaprawa szamotowa,
ps - proszek szamotowy,
b - obudowa metalowa,
c - czołowy pierścień
szamotowy,
d – drzwiczki
Rys. 2. Piec muflowy – szkic budowy pieca [6]
Na muflę wykonaną z materiału ogniotrwałego (z szamotu, karborundu lub alundu)
nawinięty jest przewód grzejny w postaci drutu lub taśmy. Aby zapobiec zwieraniu się
sąsiednich zwojów wskutek wydłużania się przewodu, układa się przewód grzejny w rowkach
ukształtowanych śrubowo na zewnętrznej powierzchni mufli. Zamiast w rowkach, można też
umieszczać zwoje przewodu grzejnego w cienkiej warstwie zaprawy szamotowej nałożonej
w tym celu na powierzchnię mufli. Element grzejny jest otoczony warstwą proszku
szamotowego oraz (w dolnej części) warstwą cegieł szamotowych. Obudowa pieca jest
wykonana z blachy stalowej.
Ściany mufli oddzielają element grzejny od komory, zabezpieczając go w ten sposób od
uszkodzeń mechanicznych i wpływów chemicznych wsadu. Na ściankach mufli występuje
znaczny spadek temperatury sięgający 150 do 200°C.
Piece muflowe są najczęściej używane są jako piece warsztatowe bądź jako piece
laboratoryjne o temperaturach roboczych do 1100
0
C.
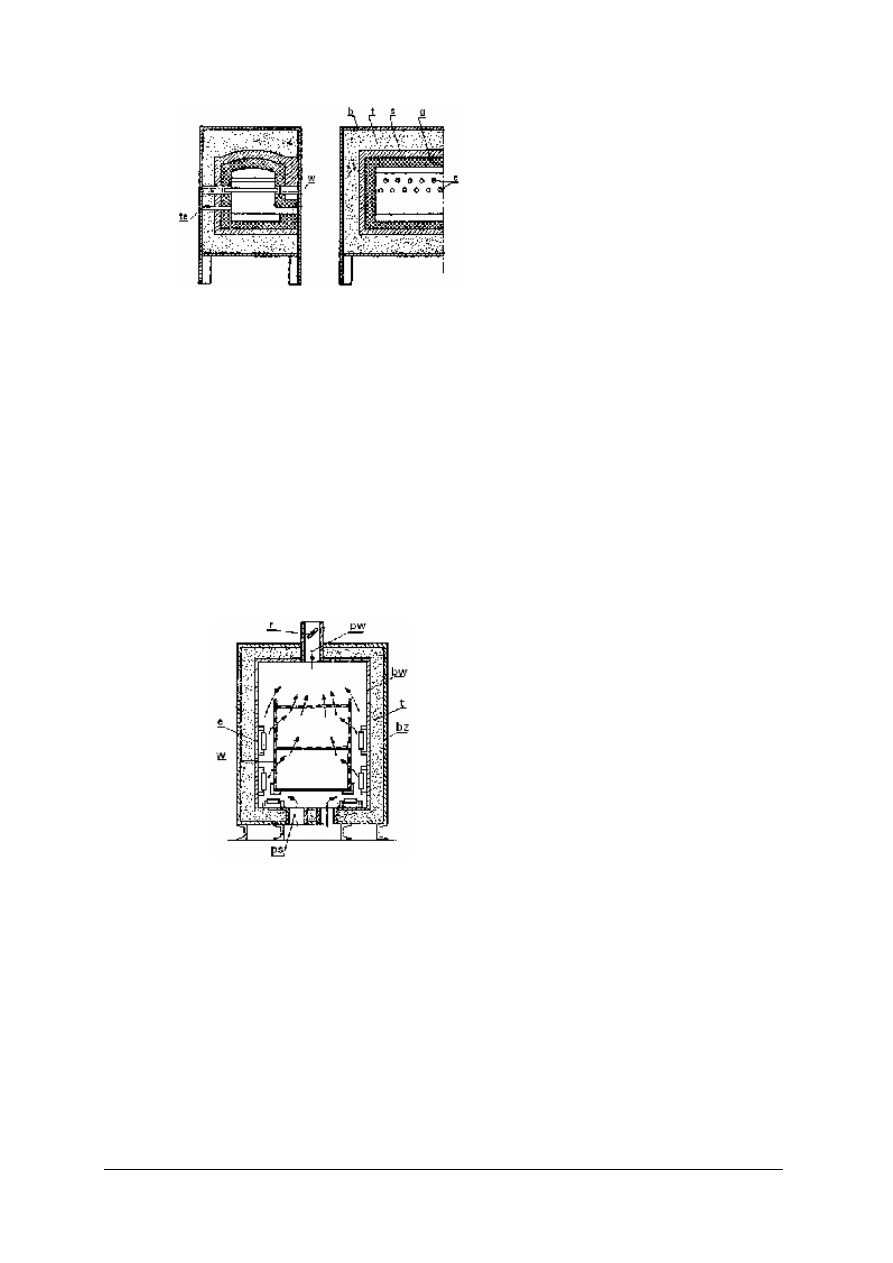
Piec sylitowy
Na rysunku 3 przedstawiono w sposób szkicowy budowę pieca z elementami grzejnymi
wykonanymi
w
postaci
prętów
sylitowych.
Pręty
umieszczone
są
poziomo
w dwóch rzędach pod sklepieniem. Każdy pręt sylitowy na obu swoich końcach jest
uchwycony w głowicy chłodzonej wodą i zaopatrzonej w sprężyny dociskowe
i doprowadzenia napięcia. Do ładowania wsadu służy otwór ładowniczy. Ściany komory są
utworzone z cegły ogniotrwałej, warstwy materiału o mniejszej trwałości (np. szamot)
i warstwy termoizolacyjnej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
e - pręty sylitowe,
g - cegła ogniotrwała,
s - szamota,
t - izolacja cieplna,
b - obudowa,
w - otwór ładowniczy,
te - otwór na termoelement
Rys. 3. Piec sylitowy – szkic budowy pieca [6]
Piece tego rodzaju są stosowane głównie jako piece kuźnicze do podgrzewania półwyrobów
stalowych.
W celu obniżenia temperatury pręta sylitowego w miejscach doprowadzenia napięcia dąży
się do zmniejszenia rezystancji na końcach pręta poprzez:
−
zwiększenie przekroju poprzecznego stosując pręty o pogrubionych końcach,
−
zmniejszenie rezystywności materiału w końcach pręta za pomocą specjalnej obróbki
chemicznej i metalizacji końców pręta.
Konstrukcja połączenia musi zapewnić swobodne wydłużanie się pręta sylitowego podczas
nagrzewania. Bez tej możliwości pręt mógłby popękać.
Suszarka z rezystancyjnymi elementami grzejnymi
Na rysunku 4 przedstawiono w sposób szkicowy budowę suszarki z rezystancyjnymi
elementami grzejnymi, służącą do suszenia przewiewowego.
e - elementy grzejne,
bw - obudowa wewnętrzna,
bz - obudowa zewnętrzna,
t - izolacja cieplna,
w - stojak do umieszczania wsadu,
ps - wlot suchego powietrza,
pw - wylot powietrza wilgotnego,
r - przesłona regulacyjna
Strzałkami zaznaczono kierunek
ruchu powietrza.
Rys. 4. Suszarka z rezystancyjnymi elementami grzejnymi – szkic budowy suszarki [6]
Powietrze suche dopływające przez otwory u dołu suszarki nagrzewa się od elementów
grzejnych, po czym przedostaje się przez liczne otwory w ściankach bocznych
i półkach stojaka i opływa wsad umieszczony na tych półkach. Pod wpływem nagrzanego
powietrza następuje odparowanie wody lub innych cieczy zawartych we wsadzie bądź
pokrywających jego powierzchnię. Wilgotne powietrze odpływa przez górny otwór.
Do regulacji ilości powietrza przepływającego przez komorę suszarki służy przesłona
regulacyjna. W przypadku, gdy zachodzi potrzeba wymuszonego przepływu powietrza, włącza
się wentylatory.
W
procesach
suszenia
temperatura
robocza
zwykle
nie
przekracza
300
0
C.
Do ograniczenia strat cieplnych wystarcza warstwa materiału termoizolacyjnego, umieszczonego
między blachami stanowiącymi obudowę wewnętrzną i zewnętrzną.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Urządzenia elektrodowe
Urządzenia elektrodowe to urządzenia, w których prąd płynie pomiędzy elektrodami
przyłączonymi do źródła napięcia, zanurzonymi w cieczy stanowiącej przewodnik prądu
elektrycznego.
Wartość natężenie prądu płynącego przez ciecz zależy od:
−
wartości napięcia przyłożonego między elektrody zanurzone w cieczy,
−
wymiarów i kształtu elektrod,
−
odległości, w jakiej znajdują się elektrody,
−
głębokości zanurzenia elektrod,
−
wartości rezystywności cieczy.
W czasie przepływu prądu przez ciecz przewodzącą energia elektryczna zmienia się
w energię cieplną, powodując nagrzewanie się cieczy.
Przepływowi prądu przez elektrolit, w zależności od rodzaju prądu (np. prąd stały, prąd
jednokierunkowy tętniący, prąd przemienny), towarzyszą dodatkowo inne zjawiska oprócz
zjawiska przemiany energii elektrycznej w energię cieplną. Są to zjawiska powodujące zmiany
rezystywności elektrolitu i zjawisko elektrolizy.
Pod względem energetycznym nagrzewanie elektrodowe jest podobne do nagrzewania
rezystancyjnego bezpośredniego.
Rozróżnia się dwie grupy urządzeń elektrodowych:
−
urządzenia elektrodowe - urządzenia, w których zjawiska elektrolizy nie występują lub są
niepożądane. Do zasilania tych urządzeń stosuje się napięcie o częstotliwości sieciowej.
Do urządzeń tych zalicza się kotły elektrodowe i piece elektrodowe (piece elektrodowe
często nazywane są wannami elektrodowymi).
−
urządzenia termoelektrolityczne - urządzenia, w których zjawiska elektrolizy są konieczne.
Termoelektrolizery to urządzenia, w których elektrolitem są stopione związki metali. Zasila
się je wyłącznie napięciem stałym.
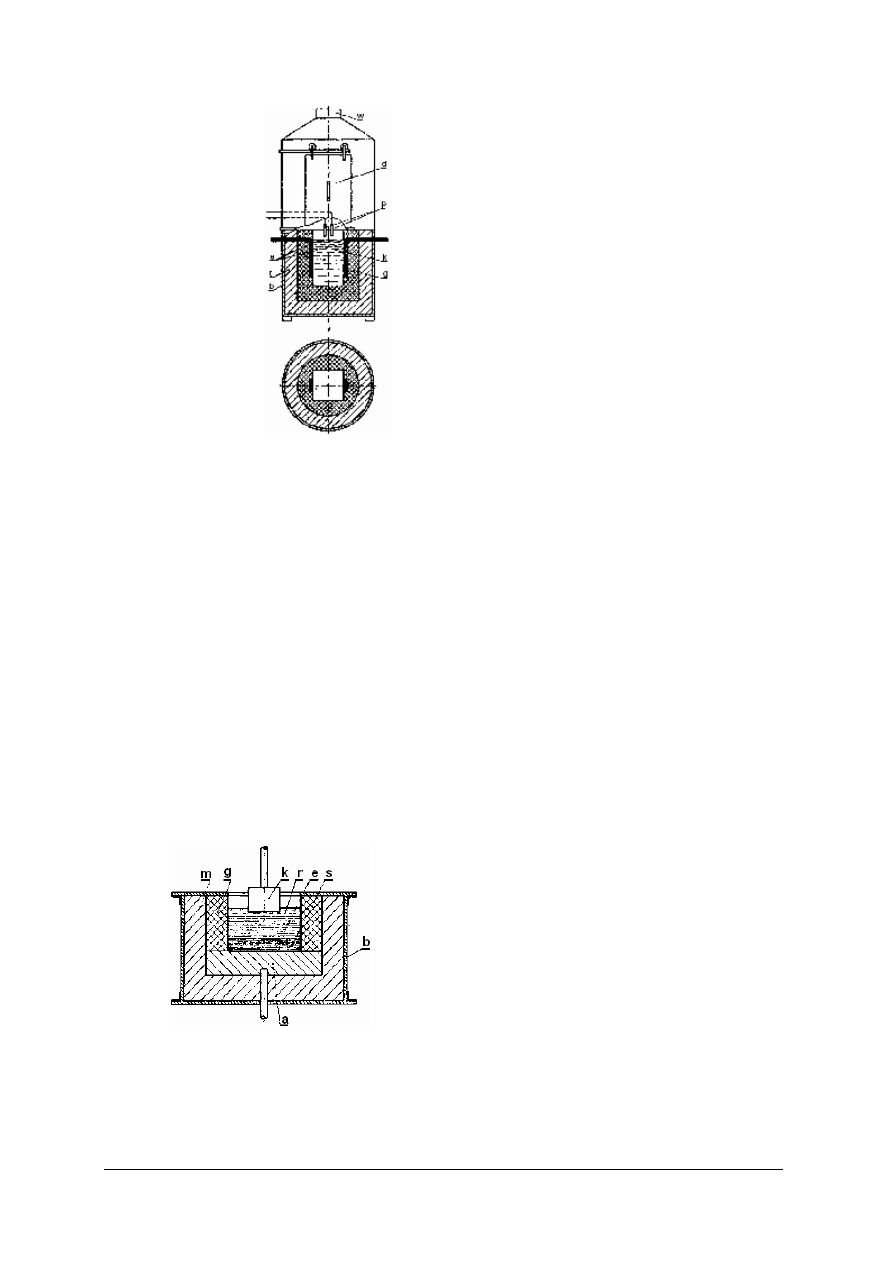
Piec elektrodowy
Piece elektrodowe posiadają zbiorniki zaopatrzone w elektrody zanurzone w kąpieli solnej,
która wskutek przepływu przez nią prądu nagrzewa zanurzony w niej wsad.
W zależności od wymaganej temperatury kąpieli dobiera się sole o odpowiedniej
temperaturze topienia. W piecach elektrodowych uzyskuje się temperatury robocze od 200
0
C do
1300
0
C. Ze względu na dużą rezystywność soli w stanie zimnym w procesie rozruchu
wykorzystuje się dodatkowe elektrody rozruchowe usytuowane blisko siebie, często połączone
elementami rezystancyjnymi (niemetalowymi). Na rysunku 5 przedstawiono w sposób szkicowy
budowę jednofazowego pieca elektrodowego. Ściany wanny pieca są dwuwarstwowe. Warstwa
ogniotrwała jest wykonana z cegły szamotowej. Jako izolację cieplną stosuje się cegły
diatomitowe. Obudowa wykonana jest z blachy stalowej. W celu zmniejszenia powierzchni
oddawania ciepła do otoczenia (zmniejszenie strat ciepła) urządzeniu nadano kształt cylindra.
W górnej części urządzenia znajdują się drzwiczki i wyciąg służący do odprowadzania
gazów wydobywających się z kąpieli solnej.
Przy uruchamianiu pieca opuszcza się elektrody pomocnicze tak, ażeby stykały się
z powierzchnią kąpieli. Wskutek przepływu prądu pomiędzy elektrodami pomocniczymi
wytwarza się ciepło, powodując topnienie i rozprzestrzenianie się stopionej soli. Z chwilą, gdy
zacznie płynąć prąd pomiędzy elektrodami roboczymi, elektrody rozruchowe usuwa się
z kąpieli.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
e - elektrody robocze,
p - elektrody pomocnicze,
k - kąpiel solna,
g - warstwa ogniotrwała,
t - izolacja cieplna,
b - obudowa,
d - drzwiczki,
w – wyciąg
Rys. 5. Jednofazowy piec elektrodowy – szkic budowy pieca [6]
Pod wpływem wytwarzającego się ciepła w stopionej już warstwie soli proces topienia
postępuje szybko, aż cała ilość przejdzie w stan ciekły. Z chwilą, gdy temperatura kąpieli
osiągnie zadaną wartość, obniża się wartość napięcia pomiędzy elektrodami roboczymi (wartość
rezystywności gorącej kąpieli jest znaczne mniejsza od wartości rezystywności soli w stanie
zimnym). Napięcie robocze między elektrodami utrzymywane jest na poziomie od
8 V do 25 V, a moce tych urządzeń wynoszą od 10 kW do 150 kW.
Piece elektrodowe znalazły zastosowanie głównie do hartownia narzędzi, jednak rozwój
innych technik hartowania (indukcyjne) powoduje coraz mniejsze ich zastosowanie.
Termoelektrolizer
Termoelektrolizery to urządzenia, w których prąd, przepływając przez elektrolit, nagrzewa
go utrzymując w stanie ciekłym. Występujące zjawiska elektrolityczne powodują rozkład
stopionych związków metali i wydzielenie się czystego metalu. Główne zastosowanie tych
urządzeń to procesy odtleniania, oczyszczania i otrzymywania aluminium.
Na rysunku 6 przedstawiono w sposób szkicowy budowę termoelektrolizera stosowanego do
rafinacji aluminium (oczyszczania z domieszek).
r - aluminium rafinowane,
e - elektrolit,
s - stop aluminium surowego z metalami,
a - anoda,
k - katoda,
g - warstwa ogniotrwała,
m - obmurze,
b - obudowa stalowa
Rys. 6. Termoelektrolizer do rafinacji aluminium – szkic budowy [6]
Obmurze wanny w obudowie stalowej jest wyłożone warstwą ogniotrwałą z cegły
magnezytowej. Spód wanny jest wykonany z węgla i stanowi anodę. Katodę stanowi blok
grafitowy zawieszony u góry.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Zawartość wanny składa się z trzech warstw układających się odpowiednio do ich gęstości.
Na spodzie w bezpośredniej styczności z anodą znajduje się warstwa tzw. stopu anodowego
(stopu aluminium z miedzią). Pośrednie miejsce zajmuje elektrolit o odpowiednim składzie.
Temperatura topnienia tego elektrolitu jest stosunkowo niska, dzięki czemu proces
termoelektrolizy może się odbywać w temperaturze od 700°C do 750°C. Górną warstwę stanowi
oczyszczone aluminium.
Za pomocą tej metody można otrzymać aluminium o stopniu czystości sięgającym
99,9986%.
Napięcie zasilające elektrody wynosi około 7 V. W procesie technologicznym
otrzymywania aluminium wanny łączy się szeregowo (od 50 do 140), co umożliwia zasilanie
układu napięciami rzędu 250 V do 700 V przy poborze prądu rzędu 8 kA do 12 kA.
Urządzenia łukowe
Urządzenia łukowe to urządzenia, w których wykorzystywane jest ciepło wytwarzane
w łuku elektrycznym. Wysoka temperatura łuku elektrycznego osiągająca nieraz wartość nawet
10000°C wynika ze skupienia dużej mocy w niewielkiej przestrzeni. Wskutek tego nagrzewanie
łukowe
charakteryzuje
się
bardzo
nierównomiernym
rozkładem
temperatur
w nagrzewanym tą metodą wsadzie. Właściwości łuku elektrycznego znalazły zastosowanie
w procesie spawania (spawarki) i topienia metali (piece łukowe).
W celu wywołania zapłonu łuku elektrody zbliża się aż do zetknięcia ze sobą (przy metodzie
nagrzewania pośredniego) lub ze wsadem (przy metodzie nagrzewania bezpośredniego). Prąd
zwarcia powoduje gwałtowne nagrzewanie się miejsca styku wywołując jonizację otaczającego
je powietrza. Następnie elektrody są odsuwane.
W zjonizowanym powietrzu pomiędzy oddalającymi się elektrodami powstaje łuk
elektryczny. Ruch elektrod powinien ustać, gdy łuk osiągnie odpowiednią długość. W czasie
pracy elektrody wypalają się i musi następować korekcja ich ustawienia, aby utrzymać stabilną
pracę łuku. Natomiast, żeby łuk wygasić, elektrody są oddalane.
Moce przemysłowych pieców łukowych są rzędu od setek kVA do kilkudziesięciu MVA.
Napięcie łuku wynosi od kilkudziesięciu do kilkuset woltów, prąd zaś od kilkuset do
kilkudziesięciu tysięcy amperów.
Do zasilania pieców łukowych stosuje się specjalne transformatory o dużych mocach
znamionowych i niskim napięciu wtórnym. Transformatory te zasilane są z sieci wysokiego
napięcia zasilającej zakład przemysłowy korzystający z pieca (nawet z sieci 110 kV).
W niektórych procesach napięcie w czasie pracy powinno być zmniejszane. Do tego celu
wykorzystuje się przełączenie uzwojenia transformatora trójfazowego z układu połączenia
w trójkąt na gwiazdę, po stronie napięcia górnego tego transformatora. Przy wymaganej
większej liczbie stopni regulacji napięcia (zwykle od 3 do 6) zmienia się przekładnię napięciową
transformatora wykorzystując odczepy uzwojenia transformatora znajdujące się po stronie
napięcia górnego tego transformatora.
W piecach łukowych stosowane są regulatory reagujące na napięcie i prąd łuku,
dostosowując odległość elektrod do optymalnych warunków pracy. Cechą charakterystyczną
toru silnoprądowego pieców łukowych jest to, że występują w nich dławiki indukcyjne
szeregowo włączone z uzwojeniami pierwotnymi transformatora zasilającego. Zadaniem
dławików jest ograniczenie wartości prądu zwarcia występującego podczas zetknięcia się
elektrod w celu zainicjowania łuku elektrycznego. Elementem końcowym toru są elektrody
łukowe.
Rozróżnia się trzy rodzaje pieców łukowych:
a) piece łukowe o nagrzewaniu pośrednim,
b) piece łukowe o nagrzewaniu bezpośrednim,
c) piece rezystancyjno-łukowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Piec łukowy o nagrzewaniu pośrednim
Piece tego typu charakteryzują się tym, że łuk płonie pomiędzy grafitowymi elektrodami
umieszczonymi ponad wsadem. Ciepło przez promieniowanie przenosi się do wsadu.
Promieniowanie łuku pada również na ściany komory powodując wzrost ich temperatury. Piece
o mocach do 500 kVA stosuje się głównie do topienia metali nieżelaznych (miedź, mosiądz,
brąz) w temperaturach rzędu 1300
0
C - 1400
0
C.
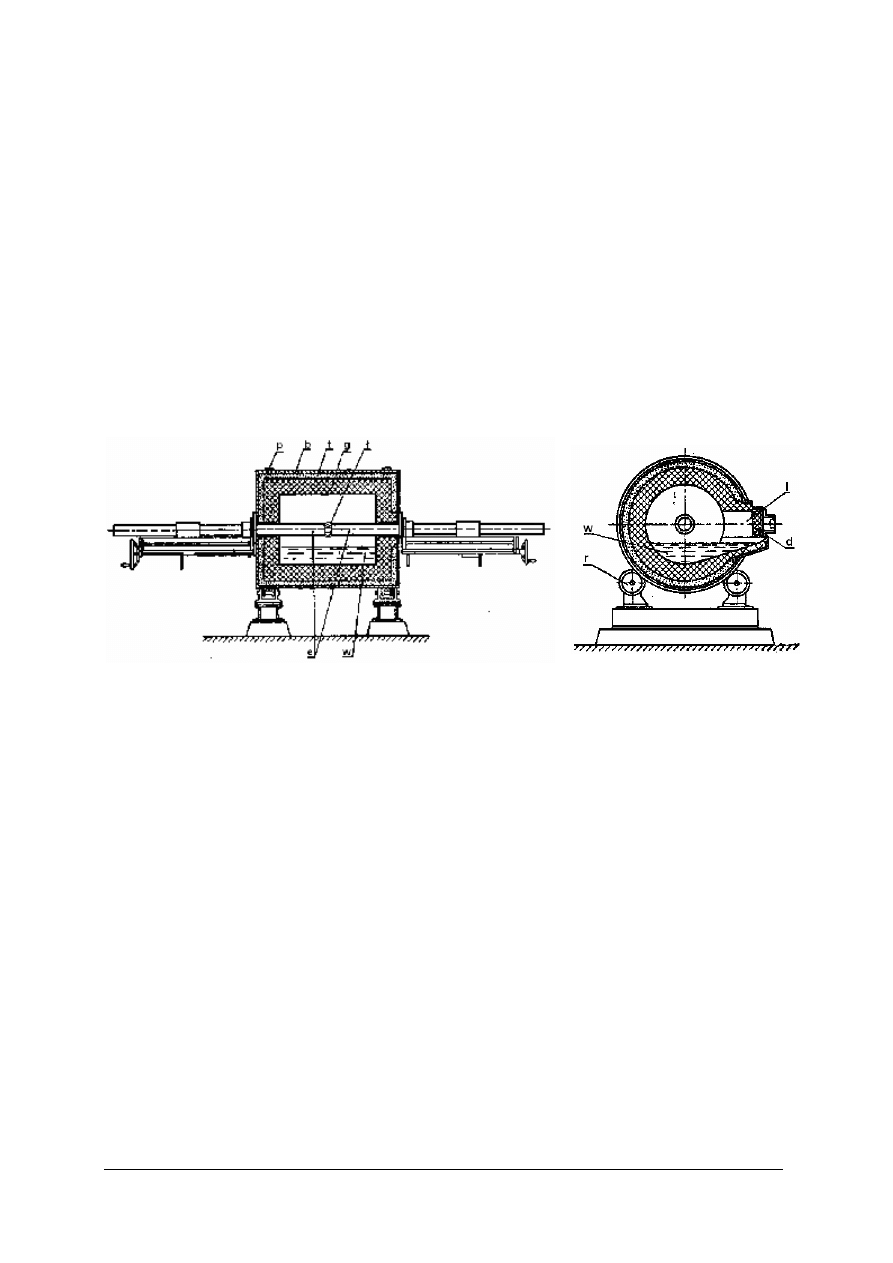
Szkic budowy pieca łukowego o nagrzewaniu pośrednim przedstawiono na rysunku 7.
Zbudowany jest w postaci bębna wykonującego ruchy wahadłowe dookoła osi poziomej, dzięki
czemu roztopiony metal omywając ściany pieca, chłodzi je. W pobliżu ścian czołowych piec jest
opasany dwiema obręczami, z których każda wspiera się na dwóch rolkach Jedna para rolek jest
napędzana silnikiem przez przekładnię zmniejszającą prędkość obrotową tak, ażeby piec obracał
się z prędkością 1 do 2 obrotów na minutę. Piec obraca się dzięki tarciu między rolkami
a obręczą. Pośrodku długości pieca znajduje się prostokątny otwór stanowiący zarazem okno
wsadowe i otwór spustowy pieca. Otwór ten ukształtowany jest w postaci leja i zamykany
szczelnie drzwiczkami.
Rys. 7. Piec łukowy o nagrzewaniu pośrednim – szkic budowy [6]
b - obudowa, t - izolacja cieplna, g - wyprawa ogniotrwała, l - lej spustowy,
d - drzwiczki, p - obręcze, r - rolki, e - elektrody, ł – łuk, w - wsad
Elektrody przeprowadzone są przez przepusty znajdujące się w osi pieca i przymocowane za
pośrednictwem uchwytów wykonanych z brązu do prowadnic, w których można je przesuwać za
pomocą śruby pociągowej (lub silnika). Przepusty i uchwyty elektrod są chłodzone wodą.
Uchwyty umożliwiają również przyłączenie elektrod do źródła zasilania.
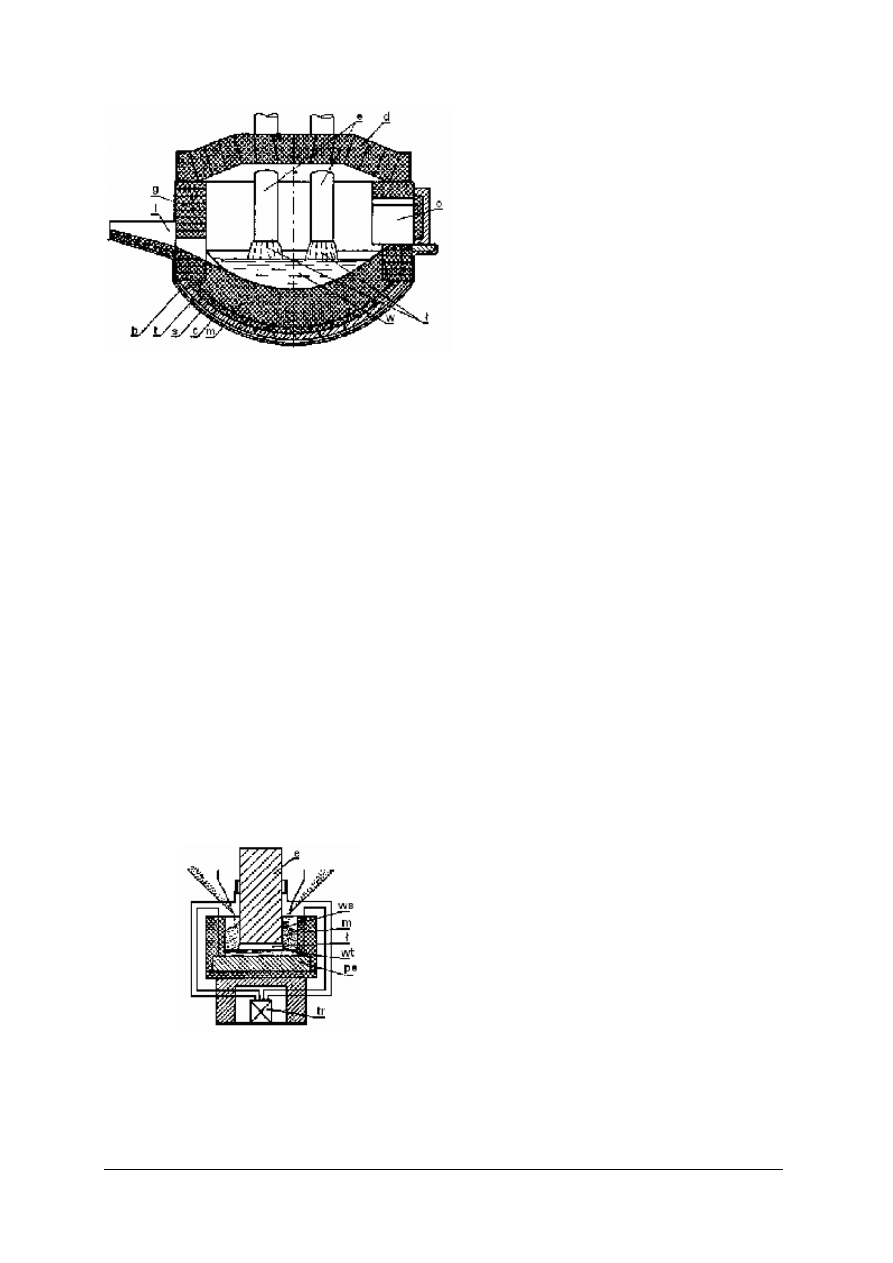
Piece łukowe o nagrzewaniu bezpośrednim
Piece łukowe o nagrzewaniu bezpośrednim (rysunek 8) charakteryzują się tym, że łuk płonie
pomiędzy elektrodami a wsadem, co zapewnia większą skuteczność nagrzewania wsadu.
Elektrody w tych piecach są usytuowane pionowo, zapewniając znacznie lepsze mechaniczne
warunki pracy, umożliwiają budowę urządzeń o mocach do 15000 kVA i pojemnościach 60 ton.
Piece te są stosowane do topienia materiałów trudnotopliwych (wysokogatunkowych stali
stopowych), przetapiania stali na odlewy, oczyszczania ciekłej stali (temperatury robocze rzędu
1600
0
C - 1700
0
C).
Położenie elektrod w czasie pracy pieca wymaga częstej korekty, która najczęściej odbywa
się automatycznie dzięki wykorzystywaniu odpowiednich regulatorów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
b - obudowa stalowa,
t - warstwa termoizolacyjna,
s - szamot,
c - cegły magnezytowe,
m - masa magnezytowa,
g - ściany ogniotrwałe z cegły
magnezytowej,
d - sklepienie z cegły dynasowej,
e - elektrody,
ł - łuk,
w - wsad,
o - okno wsadowe,
l - lej spustowy
Rys. 8. Piec łukowy o nagrzewaniu bezpośrednim – szkic budowy [6]
Piec rezystancyjno-łukowy
Piece rezystancyjno-łukowe charakteryzują się tym, że łuk płonie pomiędzy elektrodami,
których końce pogrążone są we wsadzie stałym o dużej rezystywności, dzięki czemu wsad
nagrzewa się zarówno wskutek płonącego łuku jak i pod wpływem prądu płynącego pomiędzy
elektrodami poprzez wsad. Elektrody w tych piecach nie wymagają specjalnych właściwości
mechanicznych (pracują w pionie i są ściskane), dlatego piece te budowane są zarówno jako
piece o małych jak i o dużych mocach. Konstrukcje pieców zależą od tego, która z metod
nagrzewania dominuje (łukowa czy rezystancyjna).
Piece rezystancyjno-łukowe stosowane są do otrzymywania metali (mangan, chrom) na
drodze odtleniania ich tlenków. Często tego typu piece buduje się jako otwarte (nie posiadają
sklepienia i gazy przez otwór przedostają się do otoczenia). Temperatura robocza osiąga nawet
4000
0
C, a ich moce mogą osiągać wartości nawet kilkudziesięciu MVA. Na rysunku 9
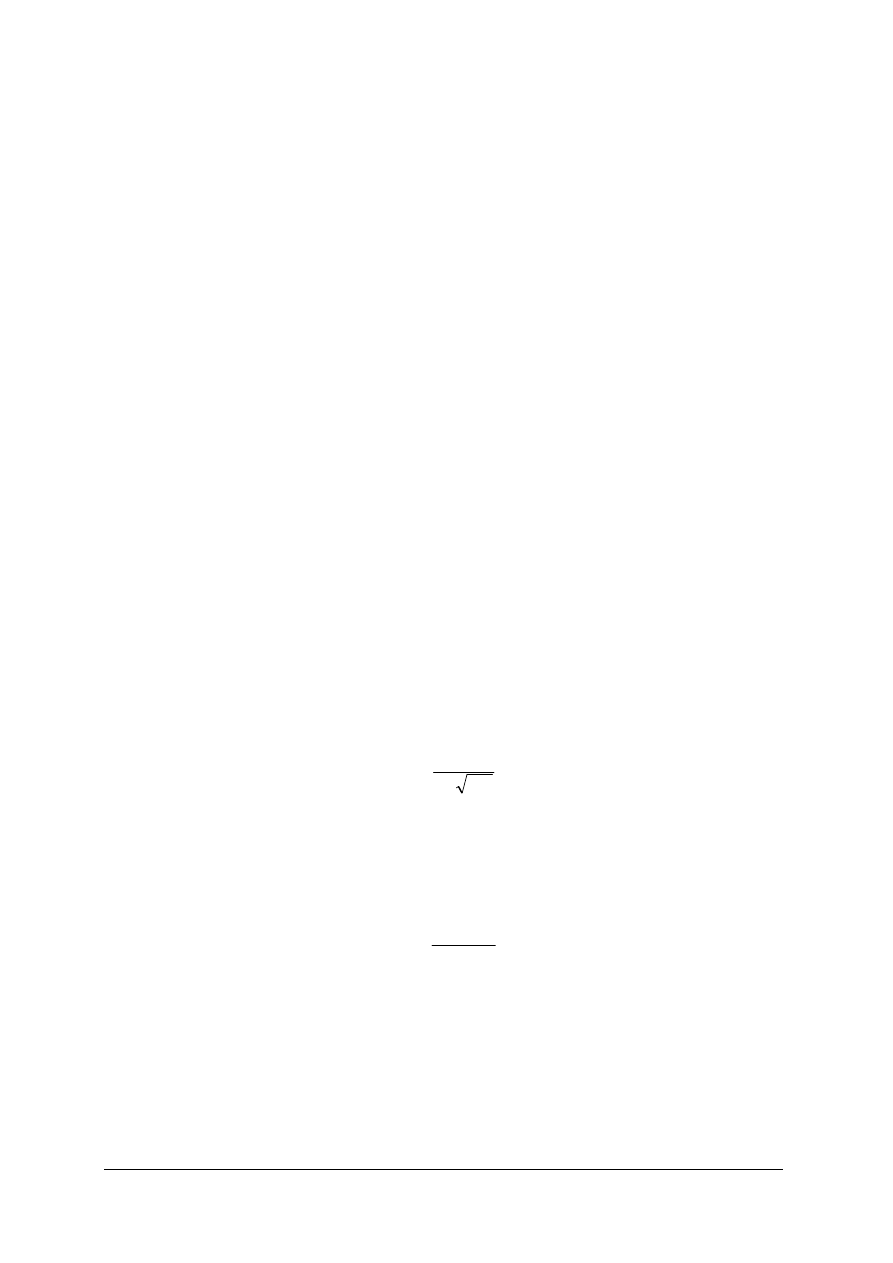
przedstawiono szkic budowy jednofazowego pieca rezystancyjno-łukowego.
Posiada on jedną ruchomą elektrodę. Rolę drugiej elektrody odgrywa przeciwelektroda
stanowiąca zarazem spód komory. Transformator zasilający jest umieszczony pod komorą pieca.
Jeden koniec wtórnego uzwojenia transformatora połączony jest z elektrodą, drugi zaś
z przeciwelektrodą. Średnica elektrody pieców jednofazowych dochodzi do 4 m, a masa do
100 ton. Przy mocy pieca 13 000 kVA i wartości napięcia bliskiej 90 V między elektrodą a
przeciwelektrodą wartość natężenia prądu płynącego przez elektrodę wynosi około 150 kA.
e – elektroda ruchoma,
pe - przeciwelektroda,
m - obmurze,
tr - transformator zasilający,
ws - wsad stały,
wt - wsad stopiony,
ł - przestrzeń łuku
Rys. 9. Piec rezystancyjno-łukowy – szkic budowy [6]
Średnica elektrod w piecach trójfazowych dochodzi do 1,1 m, a wartość napięcia uzwojenia
wtórnego transformatora zawiera się na ogół w granicach od 120 V do 200 V.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Urządzenia indukcyjne
Indukcyjne urządzenia grzejne to urządzenia, w których ciepło wytworzone jest przez prądy
wirowe indukowane w przewodniku (wsadzie metalowym) wskutek oddziaływania na niego
zmiennego pola magnetycznego, wytworzonego przez prądy płynące w cewce (wzbudniku).
Prądy zmienne ze źródła (sieci, przetwornicy, generatora) doprowadzone są do
równoległego obwodu rezonansowego o częstotliwości rezonansowej dostrojonej do
częstotliwości źródła. Przez cewkę obwodu rezonansowego, pobudzonego do drgań, płynie prąd
o natężeniu większym od natężenia prądu zasilającego obwód tyle razy, ile wynosi dobroć
obwodu rezonansowego.
Prądy płynące przez cewkę (wzbudnik) wytwarzają w niej zmienne pole magnetyczne, przy
czym natężenie pola magnetycznego jest tym większe, im większy jest prąd płynący
w cewce i im większa jest liczba zwojów cewki. Zmienne pole magnetyczne bezpośrednio lub za
pośrednictwem rdzenia przenika wsad (element metalowy) indukując w nim prądy wirowe.
Indukowany prąd wirowy przepływając przez fragment wsadu o określonej wartości rezystancji
R powoduje wzrost energii cieplnej zawartej w tym fragmencie wsadu. Im większa jest
częstotliwość zmian strumienia magnetycznego, tym bliżej powierzchni wsadu następuje wzrost
gęstości prądów wirowych, a tym samym wzrost gęstości mocy czynnej.
Skutkiem tego zjawiska (zwanego zjawiskiem naskórkowości) jest nierównomierny rozkład
chwilowej wartości temperatury, do jakiej rozgrzewany jest wsad w funkcji odległości od
powierzchni nagrzewanego wsadu.
Często w urządzeniach indukcyjnych (zwłaszcza średniej i dużej częstotliwości) elementem
indukcyjnym obwodu rezonansowego jest transformator, którego uzwojenie wtórne (często
jeden zwój) przyłączone jest do wzbudnika.
Rozwiązanie to pozwala na zwiększenie natężenia prądu wzbudnika tyle razy, ile razy
liczba zwojów uzwojenia pierwotnego jest większa od liczby zwojów uzwojenia wtórnego tego
transformatora. Powoduje to zwielokrotnienie natężenia pola magnetycznego przenikającego
wsad i zwiększenie gęstości mocy czynnej we wsadzie.
Cechą charakterystyczną urządzeń indukcyjnych jest to, że ostatnim elementem toru
silnoprądowego jest obwód rezonansowy, którego wzbudnik jest elementem indukcyjnym tego
obwodu.
Ze wzoru na częstotliwość rezonansową:
LC
f
π
2
1
0
=
gdzie:
f
0
– częstotliwość rezonansowa,
L – indukcyjność cewki,
C – pojemność kondensatora,
wynika pojemność baterii kondensatorów, którą należy przyłączyć:
L
f
C
2
0
2
4
1
π
=
Ponieważ podczas procesu grzania materiałów ferromagnetycznych zmienia się
indukcyjność obwodu wskutek zmian przenikalności magnetycznej wsadu, wywołanych
zmianami temperatury, istnieje konieczność zmian parametrów obwodu podczas nagrzewania.
Aby zapewnić optymalne warunki grzania, utrzymując obwód w rezonansie, dokonuje się
zmian poprzez:
−
zmianę liczby przyłączonych kondensatorów (w układach małych częstotliwości),
−
zmianę częstotliwości źródła zasilania (przetwornicy napięcia w układach średniej
częstotliwości),
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
−
zmianę indukcyjności obwodu (w urządzeniach wielkiej częstotliwości).
Dobór urządzenia o określonej częstotliwości pracy zależy od procesu nagrzewania.
Związane jest to ze zjawiskiem naskórkowości, polegającym na zmniejszaniu się w sposób
wykładniczy gęstości prądu w kierunku od powierzchni do środka przewodnika. Im większa jest
częstotliwość prądu, tym większa jest jego gęstość przy powierzchni.
Głębokość wnikania prądu, nagrzewającego wsad, można określić następującą zależnością:
f
r
µ
ρ
δ 5030
=
gdzie:
δ - głębokość wnikania prądu w m,
ρ - rezystywność wsadu w Ωm,
μ
r
- względna przenikalność magnetyczna wsadu,
f - częstotliwość prądu w Hz.
Głębokość wnikania prądu w stali przy częstotliwości 50 Hz wynosi 70 mm, a przy
częstotliwości 3 kHz - 9 mm. W przypadku miedzi głębokość wnikania wynosi odpowiednio
33 mm i 5 mm.
Ze względu na zastosowanie urządzenia indukcyjne dzielimy na:
−
piece indukcyjne - urządzenia do topienia metali (urządzenia małej częstotliwości),
−
nagrzewnice indukcyjne - do nagrzewania metali bez zmiany stanu skupienia.
Nagrzewnice indukcyjne, ze względu na głębokość nagrzewania, dzielimy na:
−
nagrzewnice do nagrzewania skrośnego (nagrzewanie przebiega w całej objętości wsadu) -
nagrzewnice małej i średniej częstotliwości,
−
nagrzewnice do nagrzewania powierzchniowego - nagrzewnice wysokiej częstotliwości.
W urządzeniach indukcyjnych małej i średniej częstotliwości wyróżniamy:
−
nagrzewnice i piece rdzeniowe (wzbudnik umieszczony na rdzeniu magnetycznym),
−
nagrzewnice i piece bezrdzeniowe (wsad umieszczony wewnątrz lub na zewnątrz
wzbudnika).
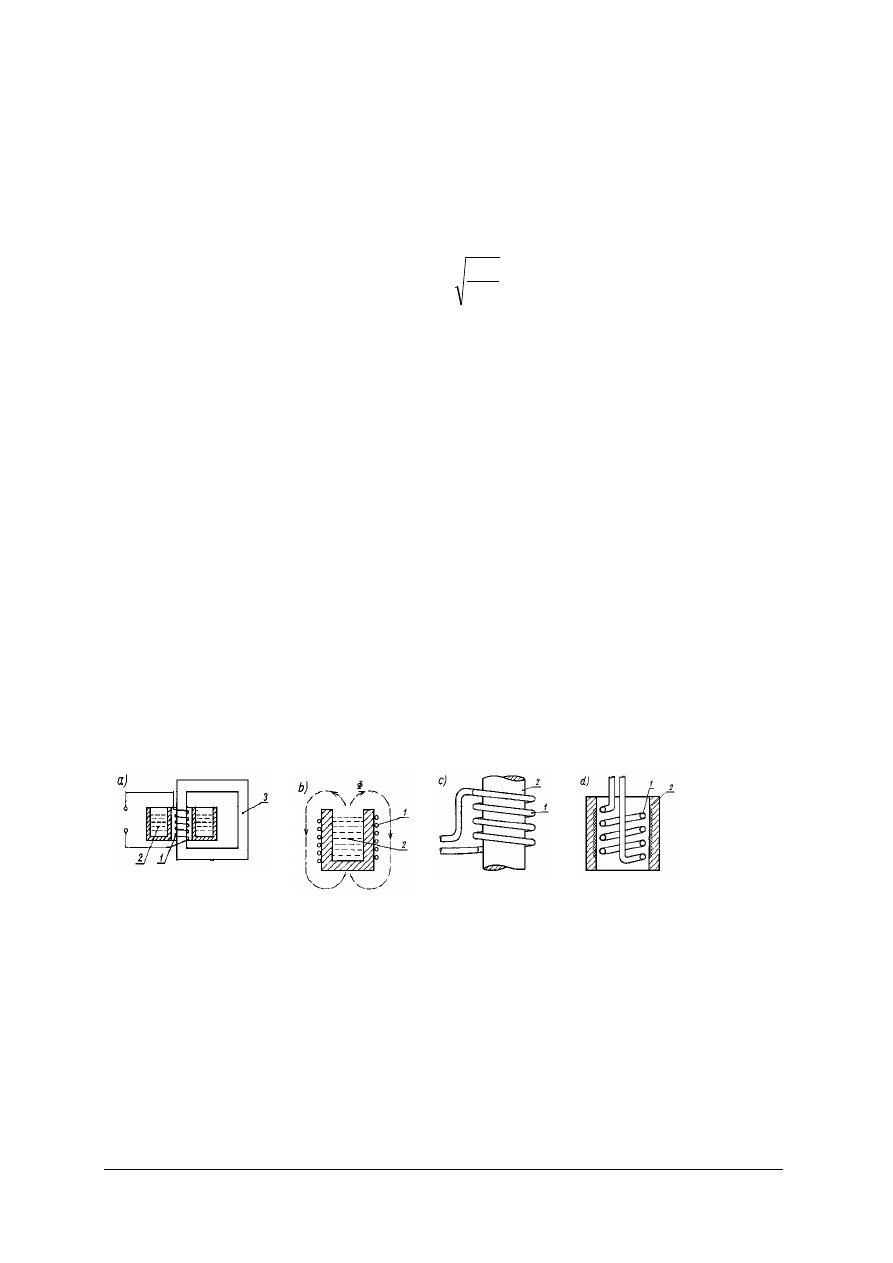
Na rysunku 10 przedstawiono w sposób szkicowy zasadę budowy tych urządzeń.
1- wzbudnik,
2 - wsad,
3 – rdzeń
magnetyczny
Rys. 10. Szkice budowy urządzeń grzejnych indukcyjnych [8]
a) piec rdzeniowy,
b) piec bezrdzeniowy,
c) nagrzewnica bezrdzeniowa (nagrzewanie zewnętrzne),
d) nagrzewnica bezrdzeniowa (nagrzewanie wewnętrzne)
Piec rdzeniowy
Na rysunku 11 przedstawiono szkic budowy indukcyjnego pieca rdzeniowego stosowanego
do topienia aluminium. W piecu rdzeniowym wzbudnik odgrywający rolę uzwojenia
pierwotnego transformatora wytwarza zmienny strumień magnetyczny zamykający się w rdzeniu
magnetycznym. Jako uzwojenie wtórne (zwarty zwój) występuje wsad (topiony metal)
umieszczony w pierścieniowym kanale stanowiącym komorę pieca i wykonanym z materiału
ogniotrwałego. Pod wpływem zmian strumienia magnetycznego powstają we wsadzie prądy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
indukowane przyczyniające się do nagrzewania i topienia wsadu.
Przy rozpoczęciu każdego wytopu kanał musi być wypełniony metalem, dlatego podczas
każdego zlewu pozostawia się w kanale resztkę stopionego metalu o poziomie zapewniającym
tworzenie zwoju zwartego. Metal przeznaczony do topienia ładowany jest do zbiornika
znajdującego się w górnej części pieca i nagrzewany jest kosztem ciepła wytworzonego
w metalu wypełniającym kanał. Ciepło przenosi się do wsadu przez unoszenie wywołane
krążeniem metalu między kanałem a zbiornikiem. Rdzeń pieca wykonany jest z izolowanych
blach transformatorowych i jest chłodzony wodą.
Piece rdzeniowe zasila się napięciem o częstotliwości sieciowej i wartości od 230 V do
500 V otrzymanych z transformatora obniżającego wartość napięcia sieci wysokonapięciowej.
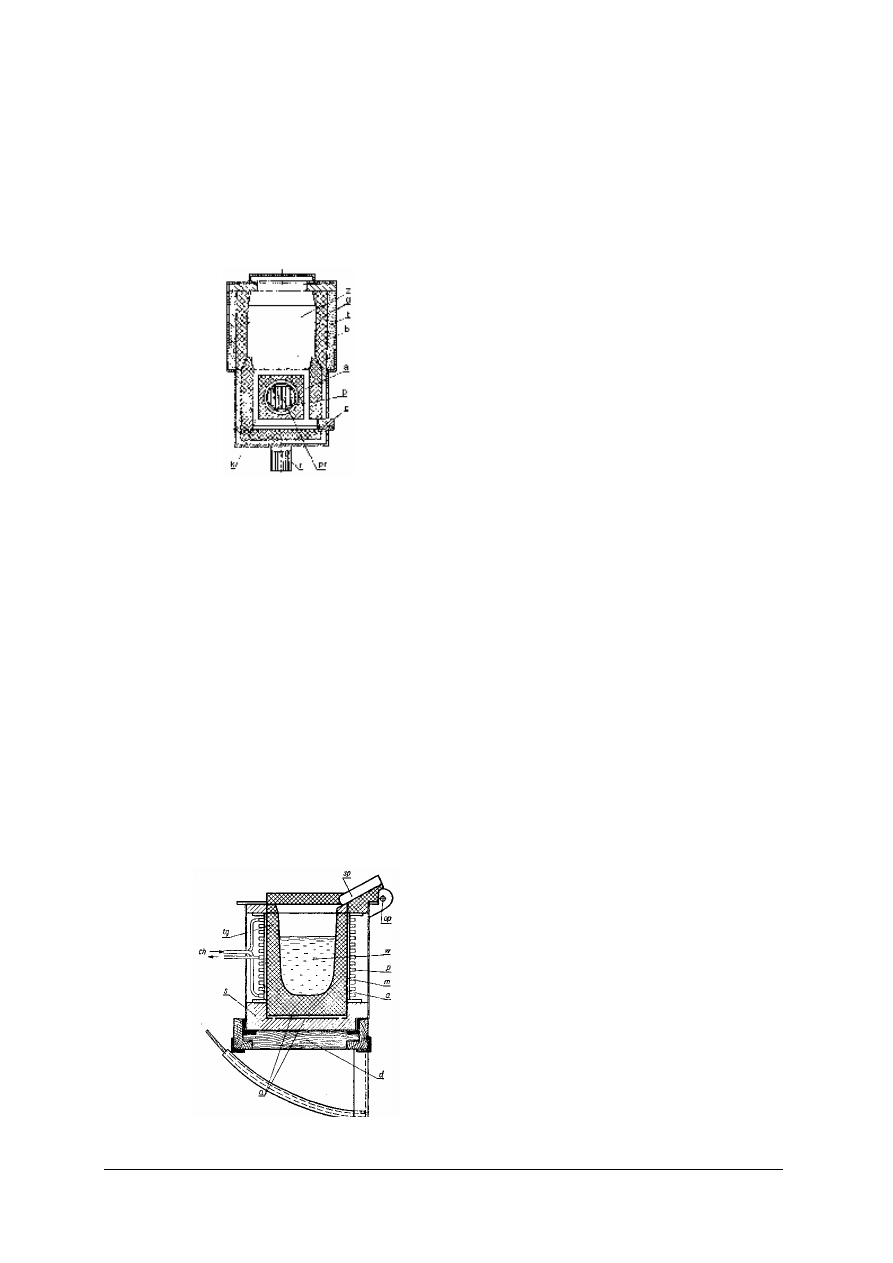
Piec bezrdzeniowy
W piecu bezrdzeniowym wsad znajduje się w tyglu ogniotrwałym otoczonym zwojami
wzbudnika. Wobec braku rdzenia żelaznego strumień magnetyczny wytworzony przez wzbudnik
musi zamykać się przez powietrze i wsad. Opór magnetyczny drogi strumienia magnetycznego
w powietrzu jest duży, dlatego wartość strumienia magnetycznego w piecach bezrdzeniowych
jest mała. Uzyskanie odpowiedniej wartości siły elektromotorycznej indukowanej we wsadzie
przy zmniejszonym strumieniu magnetycznym jest możliwe przy odpowiednio zwiększonej
częstotliwości jego zmian. Z tego względu piece bezrdzeniowe wymagają zasilania napięciem o
częstotliwości większej niż to jest możliwe w piecach rdzeniowych.
W praktyce piece indukcyjne bezrdzeniowe zasilane są napięciem zmiennym
o częstotliwościach od 500 Hz do 3000 Hz. Przy takich częstotliwościach występuje dość
wyraźnie zjawisko naskórkowości. Największe wartości gęstości prądów indukowanych we
wsadzie występują w cienkiej warstwie przyściennej.
Na rysunku 12 przedstawiono szkic budowy indukcyjnego pieca bezrdzeniowego stosowanego
do topienia stali.
p - wzbudnik,
w - wsad,
tg - tygiel,
a - izolacja cieplna,
m - mikanit,
s - podstawa szamotowa,
d - rama drewniana,
sp - lej spustowy,
op - oś przechylenia pieca,
ch - rurociągi wody chłodzącej
Rys. 12. Indukcyjny piec bezrdzeniowy stosowany do topienia stali - szkic budowy [6]
p - wzbudnik,
r - rdzeń,
pr - pień rdzenia,
k - kanał,
z - zbiornik,
b - obudowa,
t - izolacja cieplna,
a - rura termoizolacyjna,
g - wyprawa ogniotrwała,
c - korek ceramiczny
Rys. 11. Piec indukcyjny rdzeniowy do topienia aluminium – szkic budowy (przekrój) [6]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
W piecu tym wzbudnik i tygiel umocowane są na podstawie szamotowej osadzonej na ramie
drewnianej. Elementy obudowy pieca wykonywane są ze stali niemagnetycznej, żeby nie
nagrzewały się zbytnio pod wpływem zmiennego strumienia magnetycznego wytworzonego
przez wzbudnik. Również metalowe elementy konstrukcyjne wykonuje się tak, aby zapobiec
tworzeniu się zamkniętych obwodów dla prądów wirowych (izolowanie miejsc połączeń).
Wzbudnik wykonuje się z rury miedzianej, której wnętrze wykorzystuje się do przepływu wody
chłodzącej. Zlewu roztopionego metalu dokonuje się poprzez obrót pieca wokół osi
przechylenia.
Piece te, w odróżnieniu od pieców kanałowych, nie wymagają pozostawiania części
roztopionego metalu podczas opróżniania.
Wartość napięcia zasilającego wzbudnik wynosi od 500 V do 2000 V.
Zalety nagrzewania indukcyjnego:
−
małe koszty w porównaniu z innymi rodzajami nagrzewania,
−
możliwość uzyskania dużej gęstości mocy grzejnej we wsadzie,
−
możliwość regulacji głębokości nagrzewania,
−
łatwa regulacja wartości temperatury i jej rozkładu we wsadzie,
−
łatwa regulacja szybkości nagrzewania,
−
łatwe i szybkie uruchamianie procesu grzania, bez długotrwałych procesów rozgrzewania
i studzenia urządzeń,
−
powtarzalność procesów grzewczych,
−
nagrzewanie bezpłomieniowe,
−
możliwość budowania urządzeń o dużym zakresie mocy (od kilkuset woltoamperów do kilku
megawoltoamperów).
Urządzenia indukcyjne są stosowane do:
−
nagrzewania skrośnego wyrobów przed obróbką plastyczną (kucie, tłoczenie),
−
nagrzewania miejscowego do łączenia metali (lutowania lutem twardym i miękkim,
zgrzewania),
−
nagrzewania powierzchniowego do hartowania powierzchniowego przedmiotów stalowych,
−
topienia metali,
−
nagrzewania łatwopalnych substancji (umieszczonych w zbiornikach stalowych)
wykorzystywanych w procesach technologicznych przemysłu chemicznego (np. łatwopalne
składniki stosowane do produkcji farb i lakierów).
Źródłem napięcia przemiennego w urządzeniach średniej częstotliwości są różnego rodzaju
przetwornice napięcia. W starszych rozwiązaniach to są przetwornice elektromaszynowe
wytwarzające napięcia o częstotliwościach do 1000 Hz. Obecnie powszechne zastosowanie mają
przetwornice budowane w oparciu o elementy półprzewodnikowe. Urządzenia o mocach do
kilkudziesięciu kilowoltoamperów posiadają przetwornice tranzystorowe, a urządzenia
większych mocy posiadają przetwornice tyrystorowe (falowniki). Źródłem prądów zmiennych
w urządzeniach dużych częstotliwości są generatory lampowe.
W wielu zastosowaniach grzania indukcyjnego urządzenia muszą umożliwiać regulację
mocy potrzebną w czasie nagrzewania albo przy dopasowaniu układu do różnych wsadów.
Obecnie produkowane urządzenia grzejne umożliwiają płynną regulację mocy w pełnym
zakresie (od 0 do mocy znamionowej). Regulację tę uzyskuje się poprzez płynną regulację
napięcia stałego, którym zasilana jest przetwornica lub generator. Zmiana napięcia zasilania
przetwornicy (generatora) powoduje zmianę amplitudy wytworzonego napięcia przemiennego,
którym zasilany jest wzbudnik. To zaś prowadzi do zmiany amplitudy prądu płynącego przez
wzbudnik i zmiany amplitudy natężenia pola magnetycznego wytworzonego przez ten prąd,
a przenikającego wsad. Skutkiem tego jest zmiana mocy czynnej przekazywanej do wsadu za
pośrednictwem pola magnetycznego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
W urządzeniach indukcyjnych powszechne są dwa rozwiązania regulacji napięcia stałego
(a poprzez to regulacji mocy grzania):
−
stosowanie regulowanego prostownika tyrystorowego, najczęściej zasilanego bezpośrednio
z sieci jedno- lub trójfazowej,
−
stosowanie regulatora napięcia przemiennego, włączanego pomiędzy zaciski sieci zasilającej
a zaciski uzwojeń strony dolnego napięcia transformatora podwyższającego napięcie.
Uzwojenia górnego napięcia tego transformatora są przyłączone do prostownika diodowego,
z którego zasilana jest przetwornica (lub generator). Rozwiązanie to stosowane jest
w urządzeniach, w których wymagane jest, aby przetwornica (lub generator) zasilana była
wysokim napięciem stałym (powyżej 1 kV).
Urządzenia pojemnościowe
Pojemnościowe urządzenia grzejne to urządzenia, w których ciepło wytworzone jest
w dielektryku znajdującym się w zmiennym polu elektrycznym kondensatora.
Szybkozmienne pole elektryczne powoduje ruchy drgające cząstek dielektryka (dipoli),
czemu towarzyszy powstawanie ciepła (straty dielektryczne). Metodę tę stosuje się do
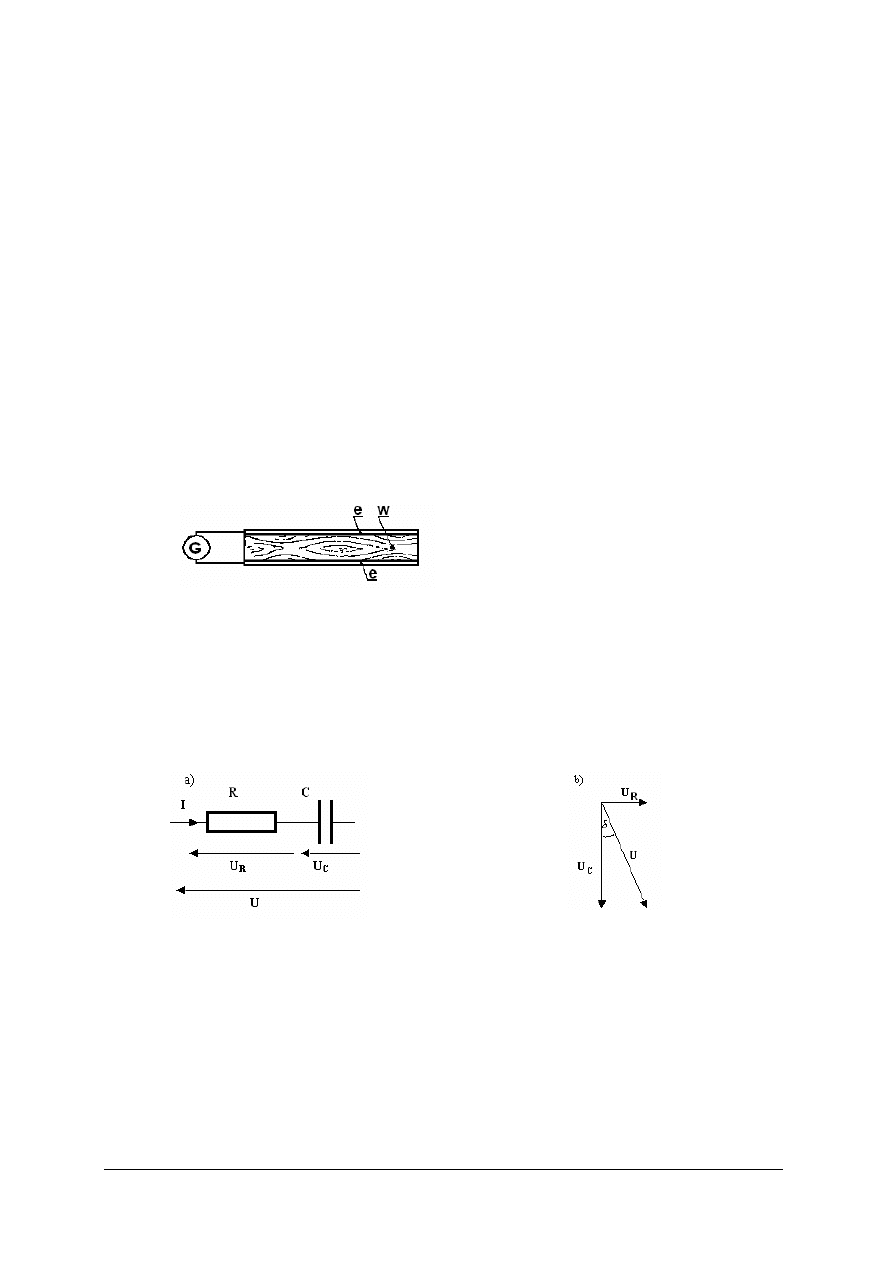
nagrzewania materiałów nieprzewodzących (dielektryków). Szkic budowy pojemnościowego
urządzenia grzejnego przedstawiono na rysunku 13.
G – generator napięcia w.cz.
e - elektrody,
w - wsad
Rys. 13. Szkic budowy urządzenia grzejnego pojemnościowego [6]
Elektrody metalowe, do których doprowadzone jest napięcie o bardzo dużej częstotliwości
z generatora, stanowią okładziny kondensatora, między którymi umieszczony jest nagrzewany
materiał. Taki układ grzejny można przedstawić jako szeregowe połączenie idealnego
kondensatora C (bez strat) z rezystorem o rezystancji R, dobranej tak, aby moc cieplna
wytworzona w tym rezystorze pod wpływem przepływającego prądu była równoważna mocy
cieplnej stanowiącej straty dielektryczne kondensatora.
Rys. 14. Schemat zastępczy pojemnościowego układu grzejnego (a) i jego wykres wskazowy (b)
δ – kąt strat dielektrycznych [6]
Kondensator C jako bezstratny mocy czynnej nie pobiera.
Moc czynna układu (moc cieplna) jest mocą wytwarzaną w rezystorze:
P = I U
R
Składowa czynna napięcia U
R
= IR =U sinδ
Składowa bierna napięcia U
C
= I X
C
= U cosδ
reaktancja kondensatora
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
fC
Xc
π
2
1
=
gdzie: f – częstotliwość napięcia zasilającego.
W praktyce grzejnictwa pojemnościowego moc grzejną określa się zależnością:
P = 2πfC U
2
tg δ
gdzie: tg δ – nazywa się współczynnikiem strat dielektrycznych.
Nazwa „nagrzewanie pojemnościowe” wiąże się z zależnością mocy cieplnej od wartości
pojemności C występującej w powyższej zależności.
Moc grzejna rośnie z kwadratem wartości napięcia zasilającego. Maksymalna wartość
napięcia jest ograniczona wytrzymałością elektryczną dielektryka, w praktyce wartości napięć
dochodzą nawet do kilkudziesięciu kV.
Moc cieplna jest proporcjonalna do częstotliwości, dlatego dąży się do zasilania tego typu
urządzeń napięciem o dużej częstotliwości (powyżej 1MHz).
Przy procesach nagrzewania posługujemy się pojęciem mocy jednostkowej wyrażonej jako
stosunek mocy grzejnej do objętości wsadu.
δ
πfCtg
V
U
V
P
p
2
2
=
=
Objętość wsadu V = Sd,
gdzie: S – powierzchnia wsadu (elektrod),
d – wysokość wsadu (odległość między elektrodami).
W praktyce bardzo często elektrody nagrzewnicy pojemnościowej i wsad stanowią kondensator
płaski.
Pojemność kondensatora płaskiego wyraża zależność:
d
S
C
ε
=
,
gdzie:
ε - przenikalność elektryczna dielektryka (wsadu).
Uwzględniając powyższe zależności otrzymamy:
δ
ε
π
δ
ε
π
tg
f
d
U
tg
d
S
f
Sd
U
V
P
p
2
2
2
2
2
=
=
=
Pole elektryczne między elektrodami kondensatora płaskiego jest równomierne, a jego
natężenie E wyraża zależność:
d
U
E
=
Stąd moc jednostkowa:
δ
ε
π
tg
E
f
p
2
2
=
Wielkość mocy jednostkowej ograniczana jest przez:
−
maksymalne dopuszczalne natężenie pola elektrycznego (wytrzymałość elektryczną wsadu),
−
maksymalną częstotliwość pracy uwarunkowaną konstrukcją generatorów i zjawiskami
fizycznymi
powodującymi
nierównomierne
nagrzewanie
przy
bardzo
dużych
częstotliwościach (powstawanie fal stojących).
W nagrzewnicach pojemnościowych pobór mocy i wartość temperatury wsadu można regulować
przez:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
−
zmianę wartości napięcia zasilającego,
−
zmianę częstotliwości napięcia zasilającego,
−
zmianę położenia elektrod (rozsunięcie, zbliżenie).
Zaletą pojemnościowej metody nagrzewania jest krótki czas nagrzewania wsadu oraz
uzyskiwanie równomiernego rozkładu wartości temperatur wewnątrz nieprzewodzącego
materiału w stopniu nieosiągalnym żadną inną metodą.
Nagrzewanie pojemnościowe zwane jest również nagrzewaniem dielektrycznym ze względu
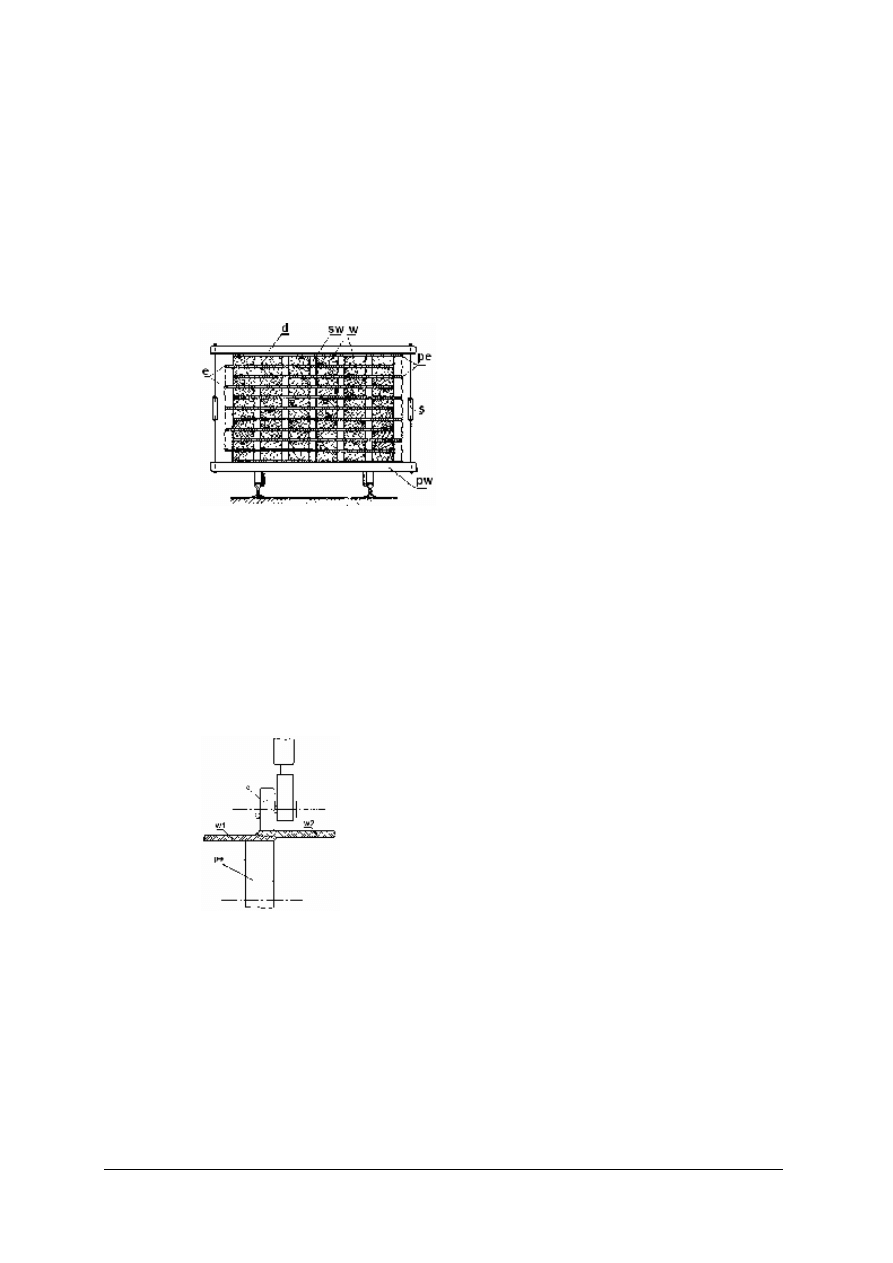
na zjawiska występujące w dielektryku. Na rysunku 15 przedstawiono szkic budowy
pojemnościowej suszarki do drewna, a na rysunku 16 szkic budowy zgrzewarki pojemnościowej.
e - elektrody robocze,
pe - przeciwelektrody,
w - wsad,
pw - podstawa wózka,
d - belki dociskowe,
s - ściągacze,
sw - szczeliny wentylacyjne
Rys. 15. Pojemnościowa suszarka drewna – szkic budowy [6]
W suszarce do drewna poziomo umieszczone elektrody mają postać siatki wykonanej
z drutu mosiężnego o średnicy od 0,5 mm do 1,5 mm. Elektrody są połączone z jednym
biegunem źródła, a przeciwelektrody z drugim, połączonym z konstrukcją urządzenia.
Elektrody, wsad i przeciwelektrody ułożone są na przemian, tworząc zespół równolegle
połączonych kondensatorów. Stos suszonego drewna jest ściśnięty belkami dociskowymi
i podstawą wózka za pomocą ściągaczy. Między belkami (deskami) każdej warstwy wsadu
pozostawia się pionowe szczeliny wentylacyjne umożliwiające krążenie powietrza i odbieranie
wilgoci wydzielającej się z nagrzewanego drewna.
e - elektroda,
pe – przeciwelektroda,
w1, w2 – wsad (spajane materiały)
Rys. 16. Spajarka pojemnościowa do tworzyw sztucznych – szkic budowy [6]
Spajarka pojemnościowa zawiera dwie elektrody w postaci kółek metalowych, między
którymi przesuwa się spajane ze sobą materiały. Za pomocą zgrzewarek pojemnościowych
można ze sobą spajać materiały o grubości do 1 mm. Tego typu urządzenia budowane są
o mocach od kilku do 100 VA i częstotliwościach od 50 MHz do 200 MHz. Natężenie pola
elektrycznego przy spajaniu elektrycznym zwykle nie powinno przekraczać 1000 V/m.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Nagrzewanie pojemnościowe jest stosowane do:
−
podgrzewania tworzyw sztucznych konstrukcyjnych przed operacjami tłoczenia - stosowane
są nagrzewnice o mocach rzędu kilowatów przy napięciach do 3 kV i częstotliwościach
20 – 25 MHz przy temperaturach do 180
0
C,
−
suszenia drewna (częstotliwość pracy do 5 MHz, temperatura pracy do 150
0
C),
−
klejenia
drewna
(wyrobu
sklejek,
płyt
pilśniowych,
kształtowych
materiałów
konstrukcyjnych), zakres temperatur od 60 do 150
0
C,
−
spajania tworzyw sztucznych (temperatura pracy od 60 do 150
0
C przy częstotliwościach
25 – 250 MHz i mocach 5 – 100 W),
−
suszenia i sterylizacji produktów spożywczych i farmaceutycznych,
−
pasteryzacji mleka,
−
nagrzewania żywności.
Cechą charakterystyczną nagrzewnic pojemnościowych jest to, że tor silnoprądowy
zakończony jest kondensatorem (którego okładziny stanowią elektrody robocze) zasilanym
z generatora bardzo dużej częstotliwości.
Urządzenia grzejne domowe
Jest duża różnorodność elektrycznych urządzeń grzejnych różniących się wielkością,
konstrukcją, przeznaczeniem i mocą grzejną. Moc grzejna urządzeń domowych zwykle nie
przekracza 1 kW.
Ze względu na przeznaczenie można wyróżnić następujące grupy elektrycznych domowych
urządzeń grzejnych:
−
grzejniki do ogrzewania pomieszczeń (konwekcyjne, akumulacyjne, wentylatorowe,
kominkowe, promiennikowe, panelowe, podłogowe, podgrzewacze łazienkowe),
−
grzejniki do nagrzewania cieczy (bojlery, ogrzewacze przepływowe, grzałki nurkowe,
podgrzewacze),
−
naczynia grzejne (garnki, patelnie, naczynia do smażenia, szybkowary),
−
kuchenki do nagrzewania naczyń i ich zawartości (kuchnie, kuchenki, kuchenki mikrofalowe,
płyty grzejne, piekarniki, podstawki),
−
przyrządy do nagrzewania żywności (piece chlebowe, rożna, frytkownice, opiekacze),
−
narzędzia grzejne (lutownice, żelazka, parniki, zapalarki, opalarki, suszarki do włosów,
poduszki, koce, buty, suszarki łazienkowe, suszarki do naczyń).
Urządzenia grzejne stosowane w gospodarstwach domowych powinny być tak skonstruowane
i posiadać tak opracowaną instrukcję obsługi, aby ich uruchamianie i obsługa w czasie
normalnego użytkowania nie sprawiała kłopotów przeciętnym użytkownikom nie mającym
wykształcenia technicznego.
Tabliczka znamionowa
Każde urządzenie elektrotermiczne posiada tabliczkę znamionową, która powinna być
przymocowana w miejscu łatwo dostępnym, a jednocześnie nie szpecącym wyglądu urządzenia
(szczególnie w urządzeniach domowych).
Na tabliczce znamionowej podawane są dane identyfikujące producenta (nazwa), typ
i model urządzenia, rok produkcji (często kwartał lub miesiąc), numer seryjny, moc
znamionowa, znamionowe napięcie zasilające (rodzaj, wartość, częstotliwość), wartość prądu
znamionowego, współczynnik mocy, rodzaj pracy, częstotliwość pracy, masa, znaki
bezpieczeństwa i certyfikacji.
Na tabliczce znamionowej mogą być podawane również inne informacje przewidziane przez
producenta.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Dane umieszczone na tabliczce znamionowej umożliwiają:
−
jednoznaczną identyfikację urządzenia,
−
egzekwowanie praw konsumenckich (reklamacje, naprawy gwarancyjne),
−
dobór sposobu i środka transportu (ręczny, mechaniczny),
−
określenie dodatkowego obciążenia prądowego sieci zasilającej,
−
określenie rodzaju zasilania i zabezpieczeń.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zjawiska fizyczne wykorzystywane są do nagrzewania w elektrotermicznych
urządzeniach grzewczych?
2. Według jakich kryteriów klasyfikowane są urządzenia grzewcze?
3. Jak klasyfikujemy urządzenia grzewcze ze względu na zasadę nagrzewania?
4. Jakie są charakterystyczne cechy budowy poszczególnych rodzajów urządzeń grzewczych?
5. Jaka jest zasada działania poszczególnych urządzeń grzewczych?
6. Jakie charakterystyczne elementy elektryczne znajdują się na schematach poszczególnych
urządzeń grzewczych?
7. Jakie są podobieństwa i różnice w budowie i zasadzie działania pomiędzy urządzeniami do
nagrzewania indukcyjnego i pojemnościowego?
8. Jakie są podobieństwa i różnice w budowie i zasadzie działania pomiędzy piecami
grzewczymi i suszarkami przemysłowymi?
9. Jakie są przykłady typowych zastosowań poszczególnych urządzeń elektrotermicznych?
10. Jakie informacje są podawane na tabliczce znamionowej urządzeń elektrotermicznych?
11. Do czego przydatne są informacje podawane na tabliczkach znamionowych.
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj urządzenia i podzespoły elektryczne toru mocy na schemacie ideowym
przemysłowych urządzeń grzewczych takich jak:
a) piec hartowniczy,
b) suszarka przemysłowa,
c) nagrzewnica indukcyjna,
d) nagrzewnica pojemnościowa,
e) przemysłowy ogrzewacz wentylatorowy,
f) inne dowolne przemysłowe urządzenie grzewcze.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić na podstawie schematu rodzaj urządzenia grzewczego,
2) zidentyfikować elementy toru mocy urządzeń na podstawie ich schematów ideowych,
3) znaleźć w katalogach zidentyfikowane elementy urządzenia,
4) znaleźć informację o zidentyfikowanych elementach i ich producentach w Internecie,
5) objaśnić, jaką funkcję spełniają te elementy w danym układzie,
6) podać ich podstawowe parametry.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Wyposażenie stanowiska pracy:
−
schematy ideowe przemysłowych urządzeń grzewczych,
−
dokumentacja techniczna przemysłowych urządzeń grzewczych,
−
karty katalogowe przemysłowych urządzeń grzewczych,
−
katalogi elementów elektrycznych,
−
komputer z dostępem do Internetu,
−
zeszyt do ćwiczeń, ołówek, linijka.
Ćwiczenie 2
Na podstawie danych z tabliczek znamionowych i danych katalogowych lub dokumentacji
technicznej określ warunki zasilania i transportu urządzeń elektrotermicznych takich jak:
1) piec hartowniczy,
2) suszarka przemysłowa,
3) nagrzewnica indukcyjna,
4) przemysłowy ogrzewacz wentylatorowy,
5) suszarka domowa,
6) inne dowolne przemysłowe urządzenie grzewcze.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić rodzaj zasilania urządzenia,
2) obliczyć znamionowe prądy zasilające,
3) określić rodzaj stosowanej ochrony przeciwporażeniowej,
4) określić ciężar urządzenia,
5) zidentyfikować elementy przewidziane do transportu,
6) zaproponować środek transportu.
Wyposażenie stanowiska pracy:
− tabliczki znamionowe urządzeń (ich zdjęcia),
− karty katalogowe lub informacyjne, rysunki ofertowe lub niezbędne fragmenty
dokumentacji technicznej,
− zeszyt do ćwiczeń, ołówek, kalkulator.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozpoznać urządzenia na podstawie ich schematu?
¨
¨
2) sklasyfikować urządzenia grzejne?
¨
¨
3) odczytać schematy ideowe urządzeń grzejnych?
¨
¨
4) scharakteryzować urządzenia grzejne?
¨
¨
5) określić warunki zasilania na podstawie danych z tabliczki znamionowej?
¨
¨
6) dobrać środki transportu na podstawie dokumentacji technicznej?
¨
¨
7) wskazać podobieństwa i różnice w zasadzie działania urządzeń
elektrotermicznych?
¨
¨
8) wskazać podobieństwa i różnice w schematach blokowych urządzeń
elektrotermicznych?
¨
¨
9) wskazać podobieństwa i różnice w schematach ideowych urządzeń
elektrotermicznych?
¨
¨
10) rozpoznać rodzaj zastosowanej ochrony przeciwporażeniowej
w urządzeniach elektrotermicznych?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.2. Układy połączeń rezystancyjnych elementów grzejnych
4.2.1. Materiał nauczania
Urządzenia elektrotermiczne rezystancyjne małych mocy (przyrządy i narzędzia grzejne)
mogą być zasilane napięciem stałym lub przemiennym jednofazowym. W urządzeniach tych
można uzyskać stopniowanie mocy przez łączenie szeregowe lub równoległe elementów
grzejnych. Urządzenia elektrotermiczne rezystancyjne dużych mocy są zasilane z sieci
trójfazowej a ich elementy grzejne mogą być łączone w trójkąt lub w gwiazdę.
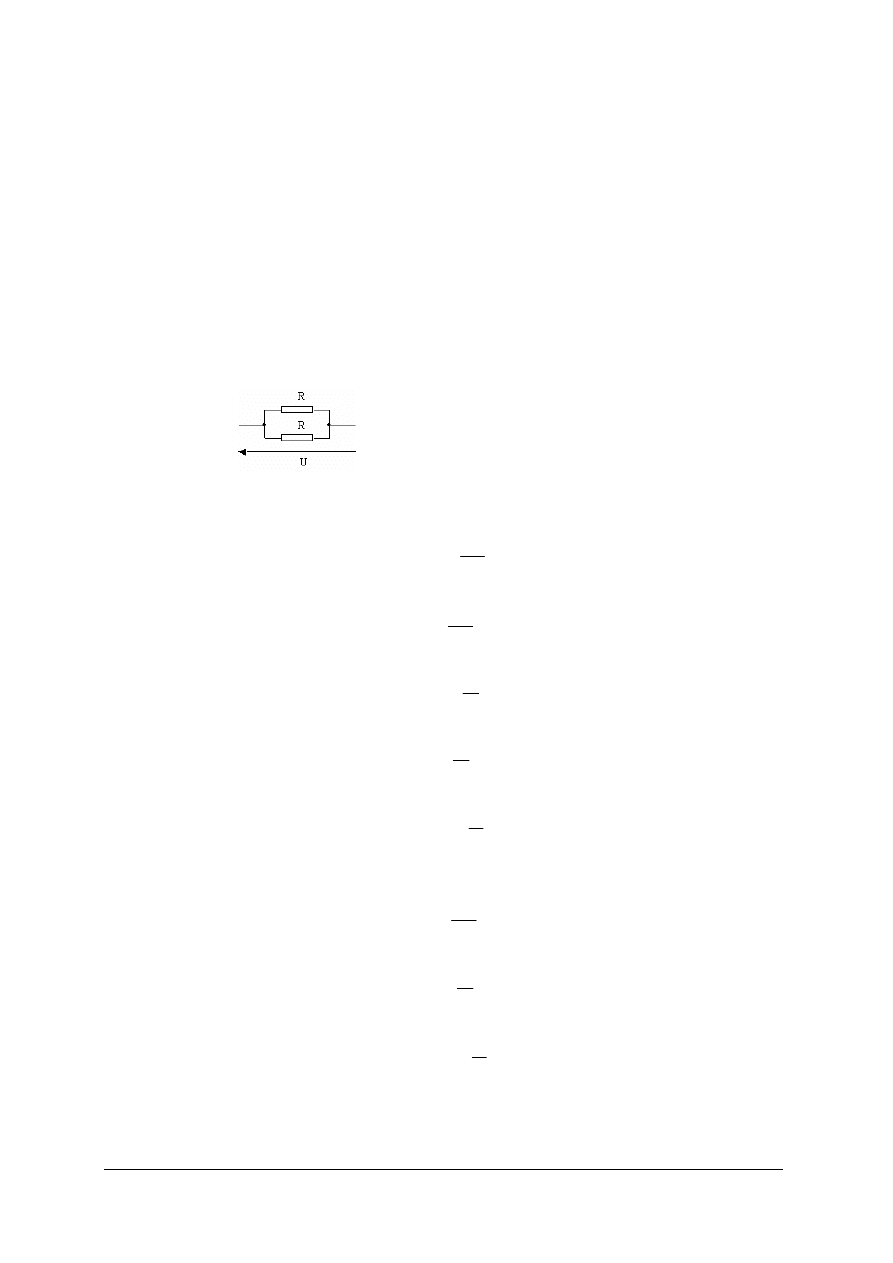
Połączenie równoległe
Połączenie równoległe dwóch jednakowych elementów grzejnych przedstawiono na
rysunku 17.
R – rezystancja elementu grzejnego,
U – wartość skuteczna napięcia zasilającego
Rys. 17. Schemat równoległego połączenia elementów grzejnych [6]
Moc cieplną wydzieloną w jednym elemencie grzejnym określa zależność:
R
U
P
2
=
Całkowita moc wydzielona w układzie dwóch elementów połączonych równolegle jest równa:
P
R
U
P
r
2
2
2
=
=
Natężenie prądu płynącego przez każdy element można obliczyć z zależności:
R
U
I
=
Wartość natężenia prądu pobieranego z sieci:
I
R
U
I
r
2
2
=
=
Rezystancja zastępcza układu (mierzona miernikiem) jest równa:
2
R
R
r
=
Przy n elementach połączonych równolegle obowiązują następujące zależności:
−
całkowita moc cieplna wydzielona w układzie jest równa:
nP
R
U
n
P
n
r
=
=
2
−
wartość natężenia prądu pobieranego z sieci jest równa:
nI
R
U
n
I
n
r
=
=
−
rezystancję zastępczą układu określa zależność:
n
R
R
n
r
=
Cechą charakterystyczną połączenia równoległego jednakowych elementów grzejnych jest to,
że:
−
początki elementów są połączone ze sobą i końce również,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
−
na elementach występuje takie samo napięcie, równe napięciu zasilania,
−
przez każdy element płynie prąd o takim samym natężeniu,
−
wartość natężenia prądu pobieranego z sieci jest tyle razy większa od natężenia prądu
płynącego w pojedynczym elemencie, ile elementów jest połączonych równolegle,
−
moc cieplna (moc pobierana z sieci) wydzielana w układzie jest tyle razy większa od mocy
cieplnej wydzielanej w pojedynczym elemencie, ile elementów jest połączonych
równolegle,
−
rezystancja zastępcza układu jest tyle razy mniejsza od rezystancji pojedynczego elementu,
ile elementów jest połączonych równolegle.
Połączenie równoległe rezystancyjnych elementów grzejnych jest najczęściej stosowanym
połączeniem w rezystancyjnych urządzeniach grzewczych.
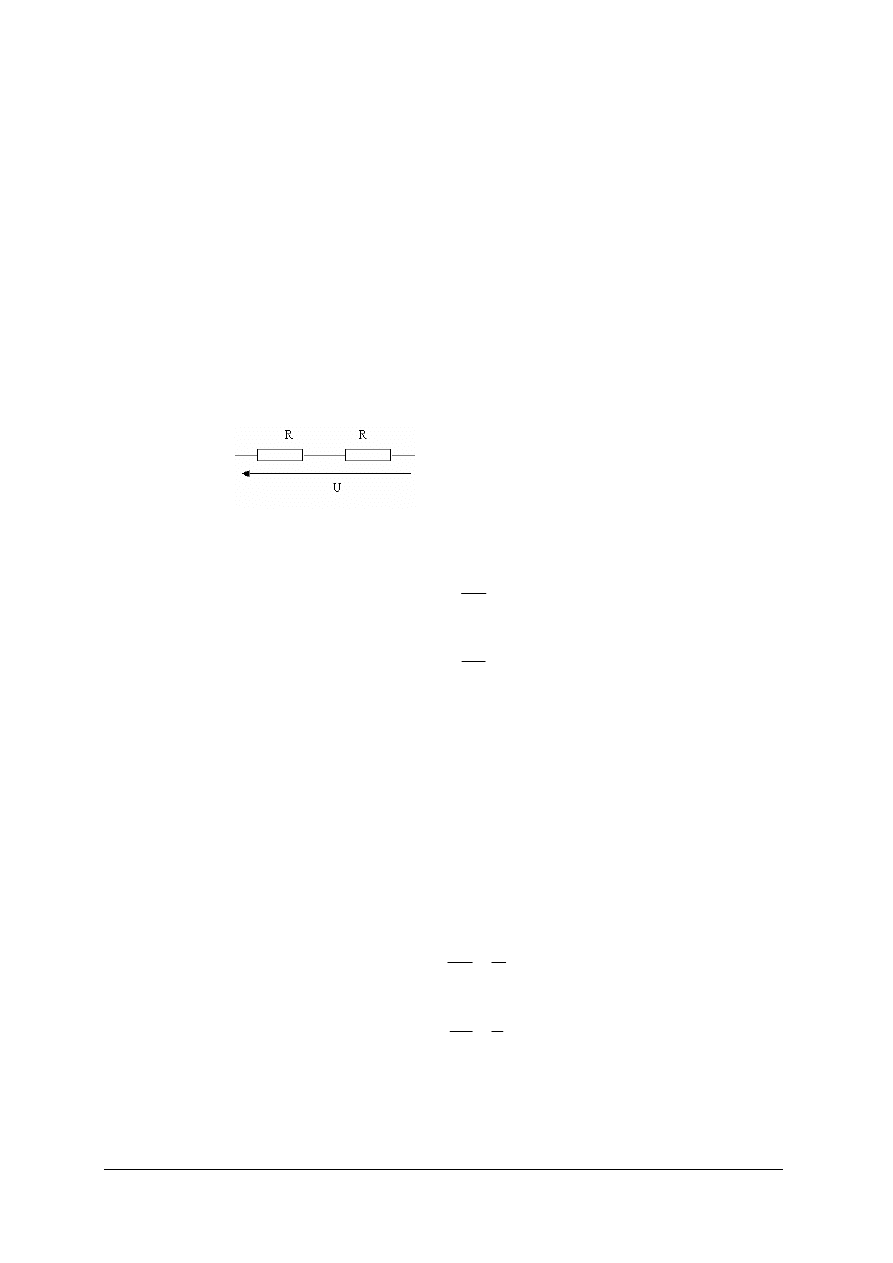
Połączenie szeregowe
Połączenie szeregowe dwóch jednakowych elementów grzejnych przedstawiono na
rysunku 18.
R – rezystancja elementu grzejnego,
U – wartość skuteczna napięcia zasilającego
Rys. 18. Schemat szeregowego połączenia elementów [6]
Całkowita moc wydzielona w układzie dwóch elementów połączonych szeregowo jest równa:
R
U
P
s
2
2
=
Przez każdy element płynie ten sam prąd, którego natężenie można obliczyć z zależności:
R
U
I
s
2
=
Z porównania odpowiednich zależności dla równoległego i szeregowego połączenia dwóch
elementów grzejnych wynika, że:
−
wydzielana moc cieplna przy połączeniu równoległym elementów jest cztery razy większa
niż przy połączeniu szeregowym
P
r
= 4 P
S
−
wartość natężenia prądu pobieranego z sieci przy połączeniu równoległym elementów jest
cztery razy większa niż przy połączeniu szeregowym
I
r
= 4 I
S
Przy n elementach jednakowych połączonych szeregowo obowiązują następujące zależności:
−
całkowita moc cieplna wydzielona w układzie jest równa
n
P
nR
U
P
n
s
=
=
2
−
wartość natężenia prądu pobieranego z sieci jest równe:
n
I
nR
U
I
n
s
=
=
−
rezystancję zastępczą układu określa zależność:
nR
R
n
s
=
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
−
wartość napięcia na jednym elemencie jest równa:
n
U
U
R
=
−
moc wydzielana w jednym elemencie:
2
2
2
2
n
P
R
n
U
R
n
U
P
R
=
=
=
Cechą charakterystyczną szeregowego połączenia jednakowych elementów grzejnych jest to, że:
−
koniec jednego elementu jest połączony z początkiem następnego (drugiego),
−
na elementach występuje takie samo napięcie i jest ono tyle razy mniejsze od napięcia
zasilającego, ile elementów występuje w układzie,
−
przez każdy element płynie prąd o takim samym natężeniu i równe jest ono wartości
natężenia prądu pobieranego z sieci zasilającej,
−
moc cieplna (moc pobierana z sieci) wydzielana w układzie jest tyle razy większa od mocy
cieplnej wydzielanej w pojedynczym elemencie ile elementów jest połączonych szeregowo,
−
rezystancja zastępcza układu jest tyle razy większa od rezystancji pojedynczego elementy ile
elementów jest połączonych szeregowo.
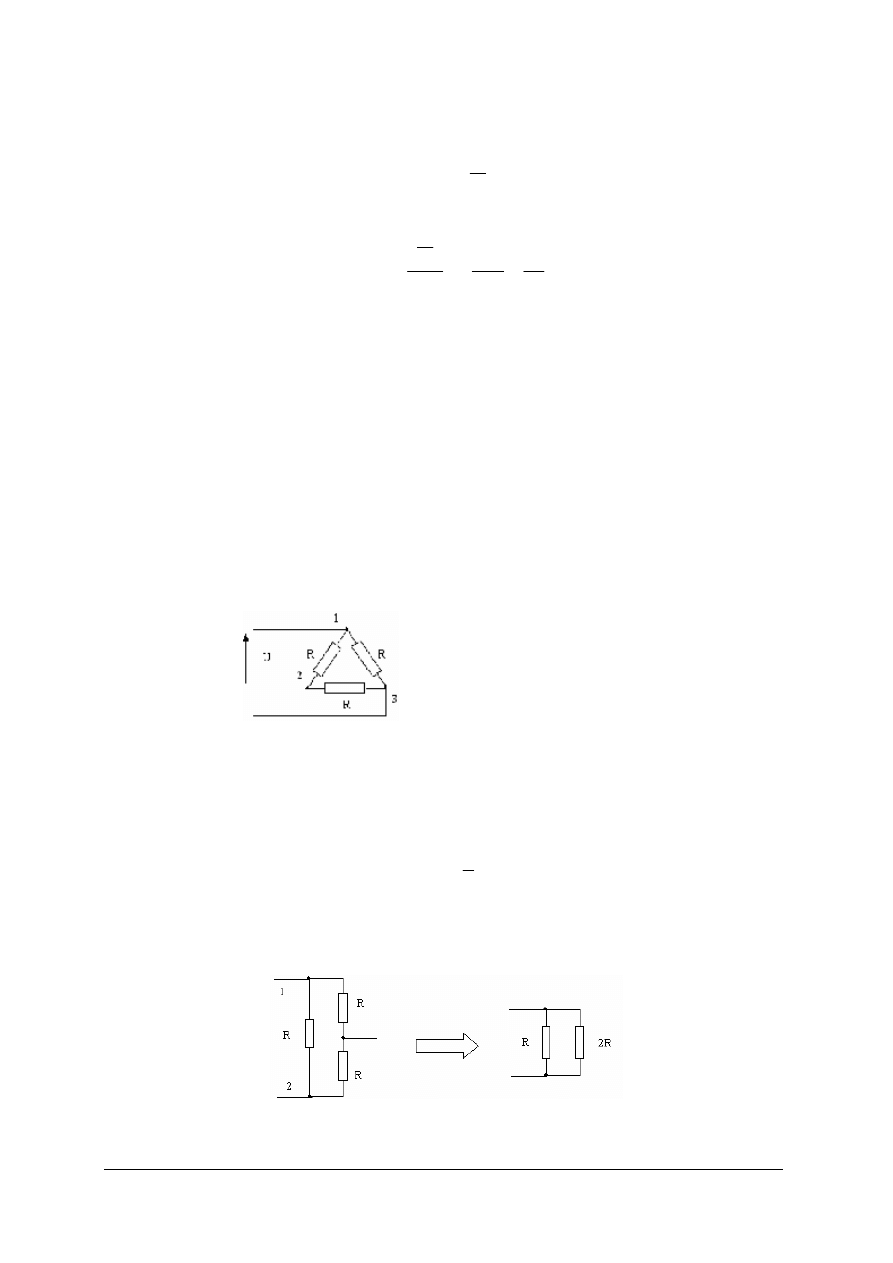
Połączenie jednakowych elementów w trójkąt
Połączenie jednakowych elementów grzejnych w trójkąt przedstawiono na rysunku 19.
R – rezystancja elementu grzejnego,
U – wartość skuteczna napięcia
międzyprzewodowego
Rys. 19. Schemat połączenia elementów grzejnych w trójkąt [6]
W układzie jednakowych elementów rezystancyjnych połączonych w trójkąt można
dokonać pomiaru rezystancji R
p
miernikiem (przy odłączonym układzie zasilania) pomiędzy
zaciskami fazowymi (1–2, 2–3, 1–3). Wyniki pomiarów powinny być takie same. Zależność
pomiędzy wynikiem pomiaru a rezystancją R elementu jest określona wzorem:
R
R
p
3
2
=
Różnica w wynikach pomiarów świadczy o wadliwym układzie grzejnym lub stykach jego
połączeń.
Schemat układu przy pomiarze rezystancji pomiędzy zaciskami 1–2 przedstawiono na rysunku 20.
Rys. 20. Schemat zastępczy elementów połączonych w trójkąt z punktu widzenia zacisków 1-2 [6]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Z punktu widzenia zacisków pomiarowych 1-2 układ przedstawia sobą połączenie równoległe
rezystorów o wartościach R i 2R.
R
R
R
R
R
R
R
R
p
3
2
3
2
2
2
2
=
=
+
⋅
=
Mierząc wartość rezystancji zastępczej układu można określić wartość rezystancji pojedynczego
elementu z zależności:
p
R
R
2
3
=
Na każdym elemencie występuje taka sama wartość napięcia międzyprzewodowego, więc
w każdym będzie się wydzielała taka sama moc:
R
U
P
2
=
Ponieważ w układzie występują trzy elementy grzejne, to moc wydzielana w tym układzie
będzie trzy razy większa niż moc wydzielana w jednym elemencie:
R
U
P
2
3
=
∆
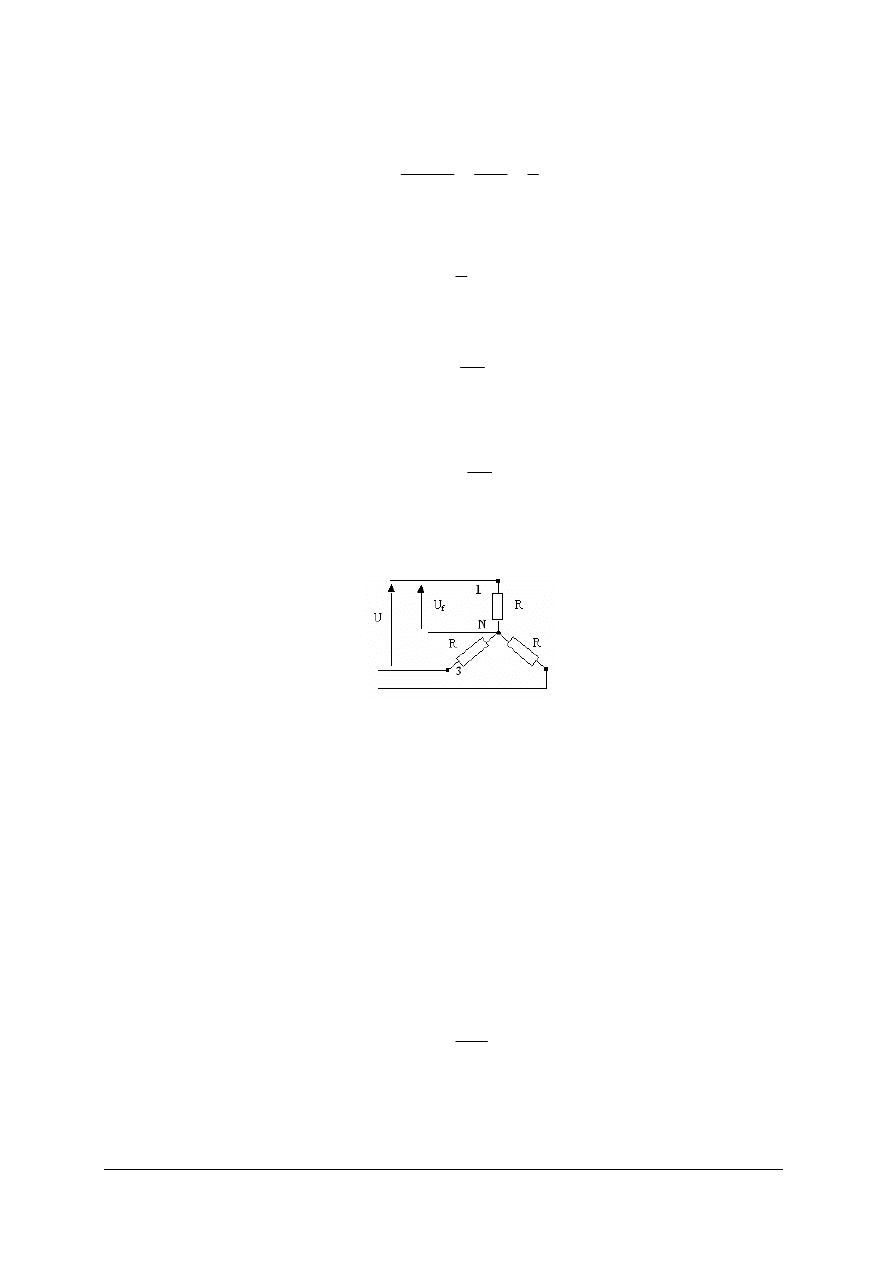
Połączenie jednakowych elementów w gwiazdę
Połączenie jednakowych elementów w gwiazdę przedstawiono na rysunku 21.
Rys. 21. Schemat połączenia elementów grzejnych w trójkąt [6]
U
f
– wartość skuteczna napięcia fazowego
W układzie jednakowych elementów rezystancyjnych połączonych w gwiazdę można dokonać
pomiaru rezystancji R
p
miernikiem (przy odłączonym układzie zasilania):
−
gdy niedostępny jest punkt gwiazdowy (N), pomiędzy zaciskami fazowymi (1–2, 2–3,
1–3). Wówczas wynik pomiaru jest dwukrotnie większy od wartości rezystancji R elementu
grzejnego R
p
= 2 R.
−
gdy dostępny jest punkt gwiazdowy (N), pomiędzy zaciskami fazowymi a punktem
gwiazdowym (1–N, 2–N, 3 – N). Wówczas wynik pomiaru jest równy wartości rezystancji
elementu grzejnego R
p
= R.
Różnica w wynikach pomiarów świadczy o wadliwym układzie grzejnym lub stykach jego
połączeń.
Na każdym elemencie występuje taka sama wartość napięcia fazowego, więc w każdym
będzie się wydzielała taka sama moc:
R
U
P
f
2
=
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Ponieważ w układzie występują trzy elementy grzejne to moc wydzielana w tym układzie
będzie trzy razy większa niż moc wydzielana w jednym elemencie:
R
U
P
f
2
3
=
Υ
W układzie trójfazowym, napięcie fazowe U
f
i międzyprzewodowe U powiązane są
zależnością:
3
3
2
2
U
U
U
U
f
f
=
⇒
=
Uwzględniając powyższą zależność, moc w układzie elementów połączonych w gwiazdę
jest określona jako:
R
U
P
=
Υ
3
3
2
=
R
U
2
Z porównania mocy wydzielanej w układzie jednakowych elementów połączonych w trójkąt
i w gwiazdę wynika, że:
P
∆
= 3 P
Y
Moc wydzielana w układzie elementów połączonych w trójkąt jest trzykrotnie większa od
mocy wydzielanej w układzie takich samych elementów połączonych w gwiazdę.
Przełączanie trójkąt-gwiazda wykorzystuje się w ten sposób, że w okresie rozgrzewania
urządzenia (po stanie wystudzenia), w celu skrócenia czasu rozgrzewania, elementy grzejne
włączane są w trójkąt, a po osiągnięciu założonej temperatury elementy grzejne przełączane są
w gwiazdę i z trzykrotnie mniejszą mocą grzejną utrzymywana jest stała temperatura grzania.
Poprzez wykorzystywanie większej liczby elementów grzejnych i stosowanie różnych
układów połączeń można zwiększyć liczbę regulowanych stopni mocy grzejnej zarówno
w układach jedno - jak i trójfazowych.
Cechą charakterystyczną elektrotermicznych urządzeń rezystancyjnych jest to, że
elementem końcowym toru głównego (toru mocy) są elementy rezystancyjne.
Elementy te na schematach ideowych urządzeń przedstawione są w postaci symboli
rezystorów. Do nich, poprzez silnoprądowe elementy zabezpieczające, łączeniowe i przewody
doprowadzone jest napięcie zasilające, najczęściej bezpośrednio z sieci jedno- (przy mniejszych
mocach) lub trójfazowej.
Element grzejny to przewód grzejny w postaci takiej, w jakiej ma pracować w urządzeniu
grzejnym, razem z elementami izolacyjnymi i mocującymi.
Elementy grzejne wykonane z materiałów niemetalowych mają kształt nadany im podczas
procesu produkcyjnego głównie ze względu na dużą kruchość, która uniemożliwia jakiekolwiek
ich kształtowanie.
Przy dobieraniu grzejnego elementy rezystancyjnego należy uwzględnić szereg warunków,
w jakich ma pracować dany element, a w szczególności:
−
maksymalną temperaturę pracy,
−
warunki chłodzenia,
−
sposób mocowania,
−
miejsce pracy (rodzaj urządzenia),
−
wpływ czynników zewnętrznych (atmosfera, drgania, naprężenia mechaniczne),
−
rodzaj materiału zastosowanego (jego parametry elektryczne i mechaniczne),
−
czas eksploatacji,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
−
koszty wykonania (zakupu),
−
wykonanie,
−
konstrukcję.
Dobierając elementy grzejne do urządzeń fabrycznych należy uwzględniać zalecenia
producenta. Niezbędne dane można uzyskać z dokumentacji technicznej, wykazu części
zapasowych bądź bezpośrednio od producenta.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są cechy charakterystyczne połączenia szeregowego elementów grzejnych?
2. Jakie są cechy charakterystyczne połączenia równoległego elementów grzejnych?
3. Jakie są cechy charakterystyczne układu elementów grzejnych połączonych w trójkąt?
4. Jakie są cechy charakterystyczne układu elementów grzejnych połączonych w gwiazdę?
5. Od czego zależy moc cieplna wydzielana w rezystancyjnych urządzeniach grzejnych jedno-
i trójfazowych?
6. W jaki sposób można regulować moc cieplną w prostych rezystancyjnych urządzeniach
grzejnych?
7. Ile razy zwiększa się moc pobierana przez urządzenie przy przełączeniu jego elementów
z układu gwiazdy w trójkąt i dlaczego?
8. Ile razy zwiększa się moc pobierana przez urządzenie przy przełączeniu jego elementów
z układu szeregowego na równoległy i dlaczego?
9. Jakie warunki należy uwzględniać przy doborze rezystancyjnych elementów grzejnych?
10. W jaki sposób można określić cechy elementów grzejnych, aby złożyć na nie zamówienie?
4.2.3. Ćwiczenia
Ćwiczenie 1
Przeanalizuj pracę jednakowych rezystancyjnych elementów grzejnych połączonych:
a) szeregowo,
b) równolegle,
c) w trójkąt,
d) w gwiazdę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) narysować układy połączeń,
2) wyprowadzić zależności na wartości wydzielanych mocy w poszczególnych układach,
3) wyprowadzić zależności na rezystancję zastępczą układu widzianą z zacisków sieci
zasilającej,
4) przekształcić zależności na rezystancje zastępcze tak, aby określić rezystancję jednego
elementu,
5) porównać uzyskane zależności,
6) obliczyć rezystancję elementu grzejnego przyłączonego do sieci jednofazowej, tak aby moc
wydzielana w nim była równa mocy wydzielanej w układzie trzech elementów o rezystancji
R połączonych w trójkąt i przyłączonych do sieci trójfazowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Wyposażenie stanowiska pracy:
−
zeszyt do ćwiczeń, ołówek, linijka.
Ćwiczenie 2
Dobierz i „złóż” zamówienie na elementy grzejne rurkowe do trójfazowego piekarnika
przemysłowego zasilanego z sieci, złożonego z trzech jednakowych elementów połączonych w:
a) trójkąt,
b) gwiazdę.
przyjmując:
−
moc ogrzewacza 4,5 kW,
−
kształt elementów typu M,
−
mocowanie przy pomocy przepustów gwintowanych M16,
−
podłączenia przystosowane do końcówek konektorowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) narysować schemat połączeń elementów,
2) określić napięcie pracy elementów,
3) obliczyć moc i rezystancję pojedynczego elementu grzejnego,
4) dobrać elementy na podstawie katalogu,
5) napisać zamówienie na elementy grzejne zgodnie z wymaganiami podanymi w katalogu
producenta,
6) znaleźć producenta elementów grzejnych w Internecie i wypełnić formularz zamówienia (bez
wysyłania).
Wyposażenie stanowiska pracy:
−
katalog elementów grzejnych rurkowych,
−
komputer z dostępem do Internetu,
−
zeszyt do ćwiczeń, kalkulator.
−
ołówek, linijka, inne przyrządy kreślarskie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
rozpoznać rodzaje układów połączeń elementów grzejnych?
¨
¨
2)
dokonać obliczeń mocy w poszczególnych układach jednofazowych znając
rezystancję elementów?
¨
¨
3)
dokonać obliczeń rezystancji elementów w poszczególnych układach
znając całkowitą moc układu?
¨
¨
4)
przeanalizować
schematy
połączeń
elementów
grzejnych
w układach jedno - trójfazowych?
¨
¨
5)
określić
warunki
zasilania
elementów
na
podstawie
danych
z tabliczki znamionowej i schematu ideowego urządzenia?
¨
¨
6)
wskazać czynniki wpływające na dobór elementów grzejnych?
¨
¨
7)
dokonać obliczeń mocy w poszczególnych układach trójfazowych, znając
rezystancję elementów?
¨
¨
8)
porównać właściwości układów jednakowych elementów połączonych
szeregowo i równolegle?
¨
¨
9)
porównać właściwości układów jednakowych elementów połączonych
w trójkąt i gwiazdę?
¨
¨
10) określić cechy rezystancyjnych elementów grzejnych, jakie są niezbędne,
aby złożyć na nie zamówienie?
¨
¨
11) znaleźć producentów rezystancyjnych elementów grzejnych i złożyć
zamówienie na określone elementy?
¨
¨
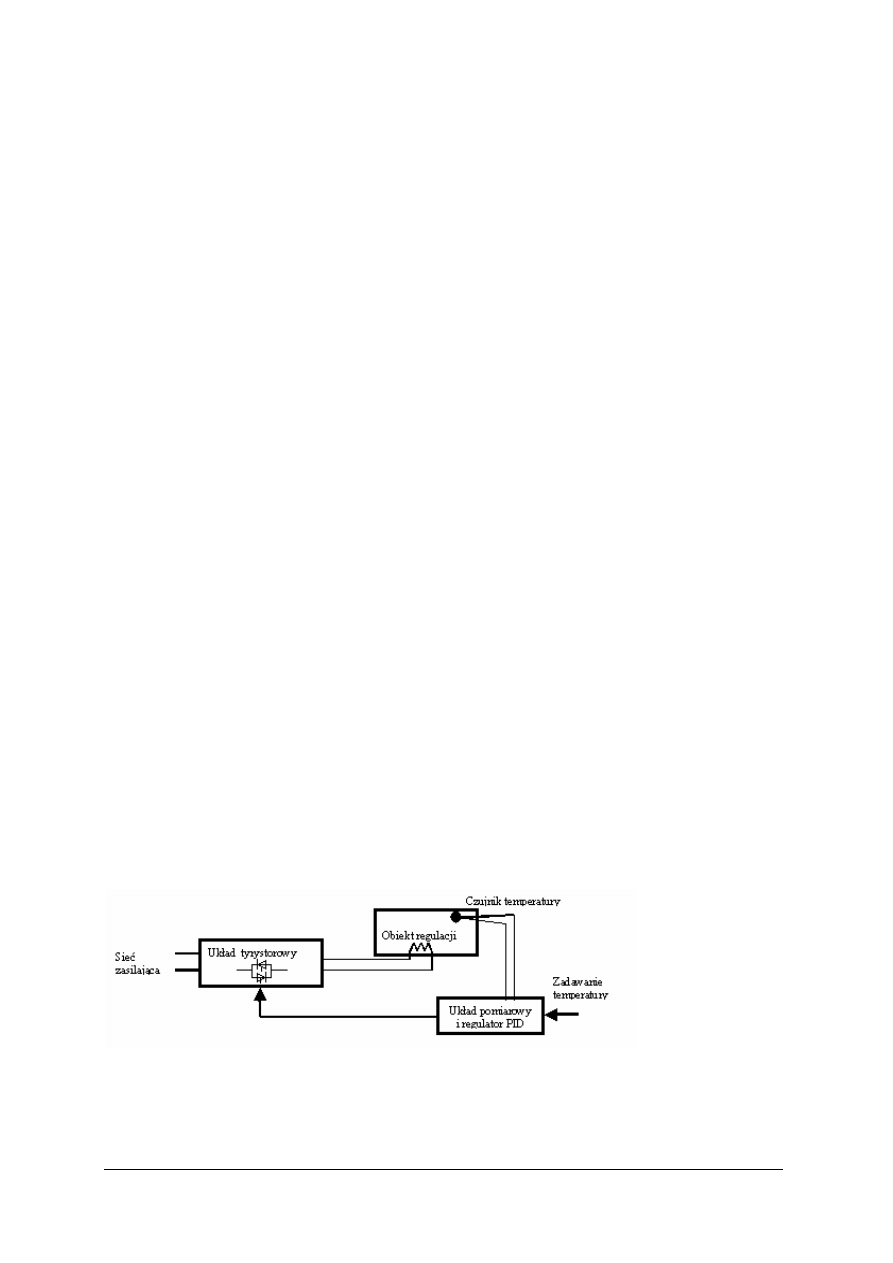
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.3 Regulacja temperatury w urządzeniach grzejnych
4.3.1. Materiał nauczania
Obiekty cieplne podlegają wpływom różnych zakłóceń na wartość ich temperatury,
z których najważniejsze to:
−
zmiany napięcia sieci zasilającej elektryczne urządzenia grzejne (moc grzewcza jest
proporcjonalna do kwadratu napięcia zasilającego),
−
zmiany temperatury otoczenia,
−
zmiany temperatury spowodowane wymianą wsadu (otwarcie drzwi, klap itp.).
Regulację temperatury stosuje się w przypadku konieczności utrzymywania stałej temperatury
lub programowej jej zmiany, można ją przeprowadzać ręcznie lub automatycznie. Ręczna
regulacja temperatury, ze względu na konieczność ciągłego dozorowania, jest stosowana bardzo
rzadko, w prostych mało odpowiedzialnych układach.
Rozróżnia się dwa podstawowe typy regulacji:
−
ciągłą (wielkość regulowana może przyjmować dowolne wartości),
−
nieciągłą (wielkość regulowana może przyjmować tylko kilka ściśle określonych wartości –
najczęściej dwie lub trzy).
Regulacja ciągła
Regulacja ciągła wymaga analogowych członów wykonawczych (urządzenia tyrystorowe).
W urządzeniach przemysłowych dużych mocy, ze względu na duże koszty urządzeń
tyrystorowych, nie jest stosowana.
Najczęściej spotyka się regulatory:
−
proporcjonalne P,
−
proporcjonalno-różniczkujące PD,
−
proporcjonalno-całkujące PI,
−
proporcjonalno – całkująco - różniczkujące PID.
Regulator proporcjonalny P działa jak wzmacniacz. Regulator całkujący I generuje sygnał
narastający – gdy sygnał wejściowy jest dodatni, lub malejący – gdy sygnał wejściowy jest
ujemny. Regulator różniczkujący D generuje sygnał dodatni – gdy sygnał wejściowy narasta, lub
ujemny – gdy sygnał wejściowy maleje.
Stosowanie regulatorów typu I zalecane jest, gdy występują małe i długotrwałe zmiany
sygnału regulowanego. W przypadku, gdy występują szybkie zmiany wartości i kierunku
wielkości regulowanej, zalecane jest stosowanie regulatorów typu D.
Najlepsze wyniki regulacji uzyskuje się przez stosowanie regulatorów o działaniu będącym
kombinacją regulatorów P, I, D.
Rys. 22. Schemat blokowy układu ciągłej regulacji temperatury [6]
Układ powyższy pracuje jako układ ciągłej regulacji temperatury pod warunkiem, że sterownik
tyrystorowy pracuje w układzie sterownika fazowego.
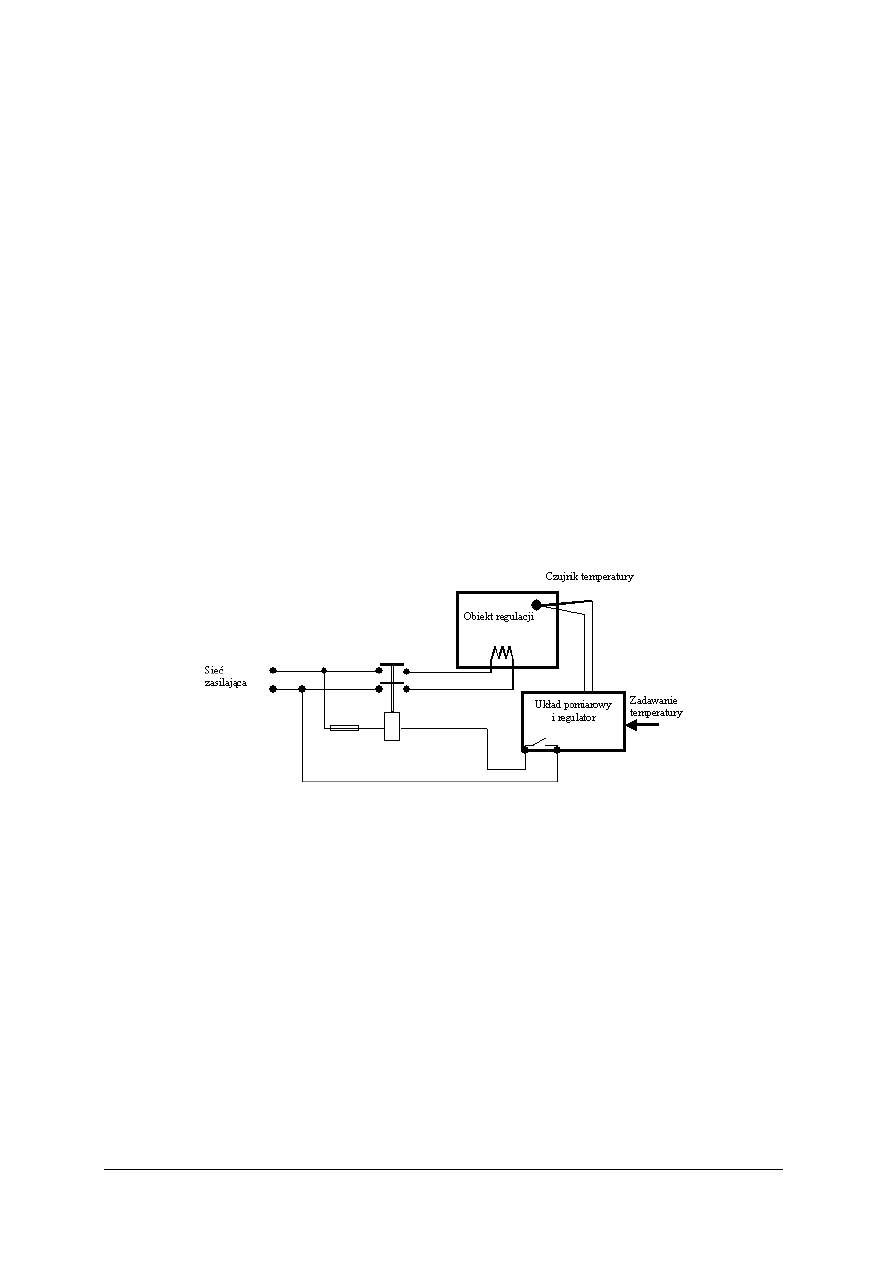
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Regulacja nieciągła
W układach regulacji nieciągłej stosowane są człony wykonawcze nieciągłe, posiadające
dwa stany: załączony lub wyłączony. Są to najczęściej styczniki i coraz powszechniej stosowane
w urządzeniach mniejszych mocy łączniki tyrystorowe.
Rozróżnia się trzy podstawowe układy regulatorów nieciągłych:
−
regulatory dwustanowe,
−
regulatory trójstanowe,
−
regulatory impulsowe.
Regulacja dwustanowa
Regulatory dwustanowe są najprostszymi i najtańszymi regulatorami, dzięki czemu nadal
mają szerokie zastosowanie, szczególnie w urządzeniach grzejnych przemysłowych dużych
mocy oraz w urządzeniach gospodarstwa domowego.
Regulacja dwustanowa polega na włączeniu znamionowej mocy grzania, gdy temperatura
obiektu jest mniejsza od temperatury wymaganej i wyłączeniu w przeciwnym przypadku.
Na rysunku 23 przedstawiono schemat blokowy układu dwustanowej regulacji temperatury,
w którym elementem włączającym napięcie zasilające obiekt jest stycznik sterowany łącznikiem
regulatora temperatury.
Cechą charakterystyczną regulatorów dwustanowych jest to, że istnieje możliwość
ustawiania (zadawania) tylko jednej temperatury pracy obiektu, często posiadają jeden łącznik.
Układ z rysunku 22 może również pracować jako regulator dwustanowy, gdy układ
tyrystorowy będzie pracował jako łącznik prądu przemiennego.
Rys. 23. Schemat blokowy układ dwustanowej regulacji temperatury [6]
Regulacja trójstanowa
Schemat blokowy układu realizujący trójstanową regulację temperatury przedstawiono na
rysunku 24. Regulacja trójstanowa umożliwia trzy stany pracy urządzenia: załączenie pełnej
mocy grzania, załączenie mniejszej mocy grzania i wyłączenie grzania.
Regulacja ta stosowana jest wówczas, gdy wymagany jest krótki czas osiągnięcia
wymaganej temperatury po włączeniu wystudzonego urządzenia (piec hartowniczy, suszarka).
Załącza się wówczas urządzenie z mocą grzania znacznie większą niż moc konieczna do
utrzymywania stałej temperatury. Po osiągnięciu założonej temperatury obiektu część mocy jest
wyłączana i układ pracuje z mniejszą mocą tak jak układ regulacji dwustanowej. Mniejsza moc
powinna zapewnić otrzymanie każdej potrzebnej w czasie eksploatacji temperatury. Regulator
trójstanowy umożliwia ustawienie dwóch różnych wartości temperatur (T
min
i T
max
).
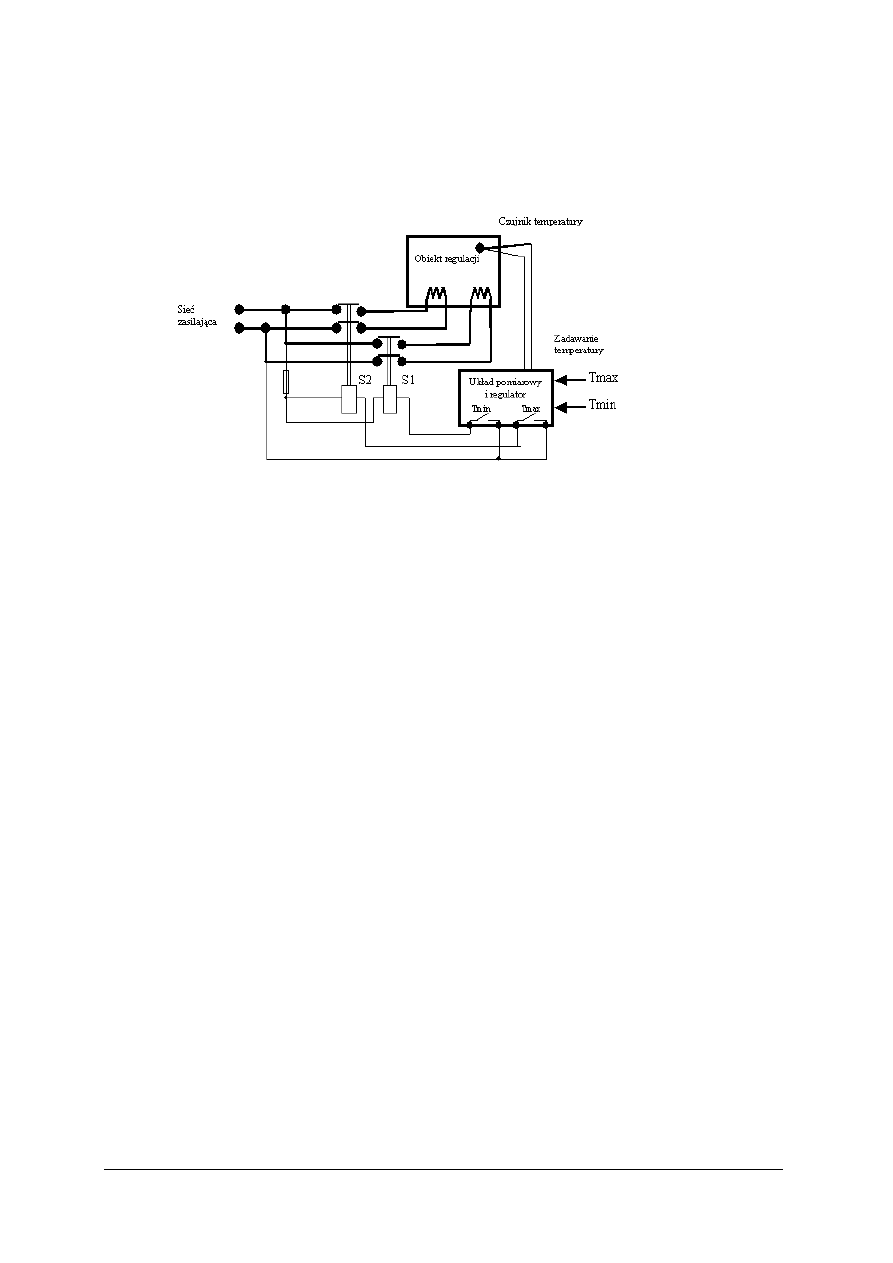
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Zasada działania
Jeżeli obiekt jest wystudzony i temperatura jego jest mniejsza od minimalnej temperatury
zadanej T
min
, to oba łączniki regulatora są zamknięte, powodując przepływ prądu przez cewki
wzbudzające styczników S1 i S2 i załączenie ich styków. Obie grupy elementów grzejnych
obiektu są załączone i temperatura wewnątrz szybko narasta.
Rys. 24. Schemat blokowy układ trójstanowej regulacji temperatury [6]
Jeżeli temperatura obiektu przekroczy temperaturę minimalną T
min
, wówczas łącznik regulatora
przerwie obwód cewki stycznika S1 i jedna grupa elementów grzejnych zostanie wyłączona,
podczas gdy druga będzie nadal zasilana.
Jeżeli temperatura obiektu przekroczy maksymalną temperaturę zadaną T
max
, wówczas drugi
łącznik regulatora przerwie obwód cewki stycznika S2 i obie grupy elementów grzejnych będą
wyłączone. Gdy temperatura obiektu spadnie poniżej temperatury T
max
, łącznik regulatora
załączy stycznik S2 i ponownie zostanie załączona druga grupa elementów grzejnych.
Jeżeli temperatura obiektu nie zmniejszy się poniżej temperatury T
min
, układ będzie
pracował jak typowy regulator dwustanowy i temperatura obiektu będzie oscylowała wokół
maksymalnej temperatury zadanej T
max
.
Jeżeli temperatura obiektu spadnie poniżej temperatury minimalnej T
min
(np. po otworzeniu
drzwi suszarki), oba łączniki regulatora będą zamknięte i obie grupy elementów grzejnych będą
załączone powodując szybszy wzrost temperatury. Jeżeli utrata ciepła będzie tak duża, że przy
mniejszej mocy grzania wartość temperatury będzie malała poniżej wartości T
min
, to proces może
się ustalić się na nowym poziomie z oscylacjami wokół temperatury T
min
.
W układach trójfazowych można spotkać rozwiązania, w których regulator steruje
stycznikami przełączającymi elementy grzejne z układu trójkąta w gwiazdę.
Cechą charakterystyczną regulatorów trójstanowych jest to, że istnieje możliwość
ustawiania (zadawania) dwóch temperatur pracy obiektu – temperatury minimalnej
i maksymalnej. Regulatory z wyjściem stykowym posiadają przynajmniej dwa niezależne od
siebie łączniki.
Przy regulacji dwu- i trójstanowej, w stanie ustalonym, czasy załączania i wyłączania (okres
impulsowania - częstotliwość) mocy grzejnej zależne są tylko od właściwości obiektu.
Regulacja impulsowa
Regulacja impulsowa jest odmianą regulacji dwustanowej. Charakterystyczną cechą
regulacji impulsowej jest to, że częstotliwość lub szerokość impulsów załączania mocy grzania
jest niezależna od właściwości obiektu. Uzyskuje się przez to znacznie mniejsze oscylacje
wartości temperatury.
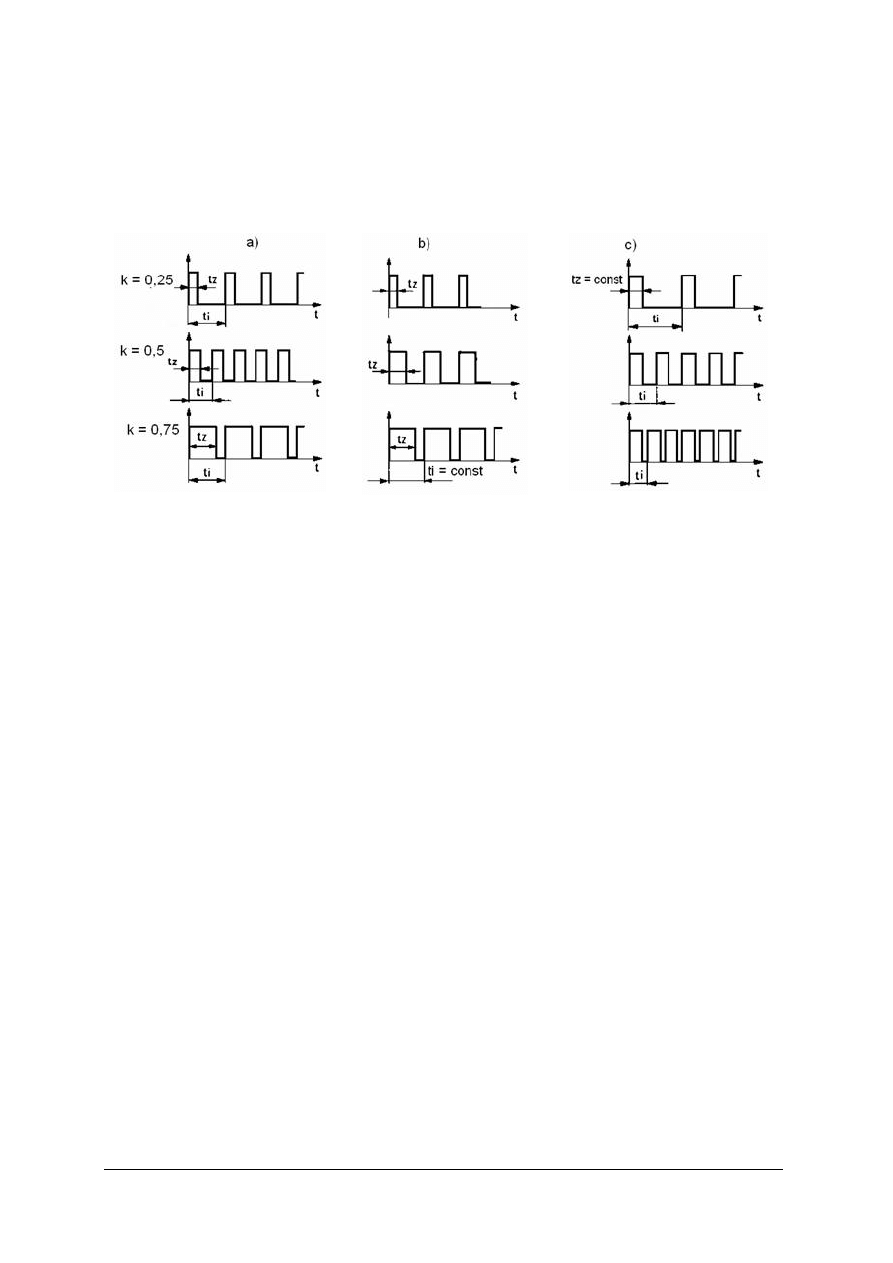
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Powszechnie stosowane są dwa rodzaje regulacji impulsowej:
−
ze stałą częstotliwością impulsowania (z modulacją szerokości impulsów),
−
ze stałą szerokością impulsów (modulacją częstotliwości impulsów).
Na rysunku 25 przedstawiono przebiegi sygnałów łączeniowych regulatora przy trzech metodach
regulacji nieciągłej i trzech współczynnikach wypełnienia impulsów k.
Rys. 25. Sposoby impulsowej regulacji temperatury – ilustracja przebiegów łączeniowych regulatora [1]
a) regulacja dwustanowa,
b) regulacja ze stałą częstotliwością impulsowania,
c) regulacja ze stałą szerokością impulsów
Okres impulsowania t
i
jest to suma czasu załączenia t
z
i wyłączenia t
w
układu.
Częstotliwość impulsowania jest odwrotnością okresu impulsowania.
Współczynnik wypełnienia k impulsów jest to stosunek czasu załączenia t
z
do okresu
impulsowania t
i
, k = t
z
/t
i
.
Przy regulacji ze stałą częstotliwością impulsowania czas załączenia mocy (współczynnik
wypełnienia impulsów) jest zależny od uchybu regulacji. W urządzeniach przemysłowych, przy
dużych mocach (powyżej 1 kW) zaleca się stosować okres impulsowania większy od 40 sekund
w celu ograniczenia częstotliwości zakłóceń pracy sieci zasilającej występujących podczas
załączania dużych mocy (prądów).
Przy regulacji ze stałą szerokością impulsów czas załączania mocy jest stały, a zmienia się
czas jej wyłączenia - częstotliwość załączania mocy jest zależna od uchybu regulacji.
Coraz powszechniej stosowane są regulatory mikroprocesorowe, które mogą pracować
zarówno jako regulatory ciągłe jak i nieciągłe. W regulatorach tego typu można dowolnie
kształtować charakterystykę regulacji (zależność wielkości regulowanej od wielkości i zmian
uchybu regulacji). Umożliwiają one również programową zmianę wielkości zadanej w czasie.
Mogą współpracować z wieloma czujnikami temperatury umieszczonymi w różnych miejscach
obiektu i realizować program sterowania systemem grzejnym uzależnionym od wskazań
czujników – posiadają wiele wyjść do sterowania kilku członów wykonawczych.
Regulatory temperatury
W urządzeniach elektrotermicznych, zależnie od standardu, stosowana jest szeroka gama
regulatorów. Producenci regulatorów oferują zarówno bardzo proste i tanie regulatory
jednostykowe (bimetalowe, manometryczne), jak i skomplikowane o dużych możliwościach
programowania, sterowane mikroprocesorem czy też mikrokontrolerem (mikrokomputerem
jednoukładowym).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Do ważniejszych parametrów użytkowych regulatorów (termostatów) należą:
−
rodzaj sygnału wejściowego (rodzaj współpracującego czujnika temperatury – rezystancyjny,
termopara, wejście napięciowe, wejście prądowe, czujnik wbudowany),
−
zakres regulacji i pomiaru temperatury (w tym dokładność ustawiania i regulacji),
−
zakresy nastaw parametrów regulatora,
−
rodzaj regulacji,
−
liczba i rodzaj wyjść sterujących i ich obciążalność (przekaźnikowe, tranzystorowe, prądowe,
napięciowe),
−
napięcie zasilania,
−
liczba programów (w regulatorach programowalnych).
W kartach katalogowych producentów regulatorów (termostatów) podawane są ich
szczegółowe parametry, na podstawie których można dobrać termostat do własnych potrzeb.
Producenci termostatów mają różne wymagania, co do sposobów zamawiania swoich urządzeń.
W zamówieniu należy podać:
−
informację identyfikującą jednoznacznie termostat (symbol typu i wykonania, numer
katalogowy lub kod wyrobu),
−
liczbę zamawianych sztuk,
−
sposób odbioru (odbiór własny, przesyłka),
−
termin odbioru,
−
sposób i termin płatności,
−
dane identyfikujące zamawiającego (nazwisko, nazwa firmy, adres, telefon, niezbędne dane
do wystawienia faktury, jeśli jest konieczna).
Przykładowe dane (handlowe) podawane w katalogu „ELFA” termostatu przeznaczonego do
prostych urządzeń grzewczych (np. suszarka):
Termostat bimetalowy, typ 2455RM-L140.
Producent Elmwood.
Termostat bimetalowy z ręcznym przyciskiem kasującym. Kasowanie możliwe, gdy temperatura
spadnie do 70 °C. Kasowanie automatyczne przy + 5 °C.
Temperatura zadziałania: 140 ±5 °C.
Napięcie: 250 V~ max.
Prąd: 10 A max.
Wyprowadzenia: konektorowe 6,3×0,8 mm.
Wymiary: 30×21×21 mm.
Kołnierz montaż.: Φ16,5 mm, c-c 23,8 mm.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jakim celu używane są termostaty?
2. Jakie są podstawowe metody regulacji temperatury?
3. Jakie są charakterystyczne cechy podstawowych metod regulacji temperatury?
4. Jakie są różnice w schematach blokowych układów regulacji dwu- i trójstanowej?
5. Jakie są podobieństwa i różnice regulacji dwu- i trójstanowej?
6. Jak definiujemy współczynnik wypełnienia impulsowej regulacji temperatury?
7. Cym różni się regulacja temperatury ze stałą szerokością impulsów od regulacji temperatury
ze stałą częstotliwością?
8. Co oznaczają w układach regulacji symbole P, I, D, PID?
9. Jaka jest zasada działania układu z regulatorem ciągłym, dwustanowym, trójstanowym
i impulsowym?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
10. Na czym polega różnica w pracy regulatorów typu P, I, D, PID?
11. Jakie są zalety i wady regulatorów mikroprocesorowych?
12. Jakie są podstawowe parametry techniczne regulatorów?
13. Czym należy kierować się przy doborze termostatu do urządzenia grzejnego?
14. Czy urządzenia grzejne mogą pracować bez termostatów?
15. Jakie dodatkowe informacje należy podać, oprócz informacji technicznych, przy
zamawianiu termostatów?
4.3.3. Ćwiczenia
Ćwiczenie 1
Przeanalizuj pracę regulatorów dwustanowego i trójstanowego oraz porównaj ich działanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) narysować schematy układów,
2) opisać działanie układów,
3) porównać działanie układów.
Wyposażenie stanowiska pracy:
−
zeszyt do ćwiczeń, ołówek, linijka,
Ćwiczenie 2
Przeanalizuj pracę regulatora impulsowego:
a) ze stałą częstotliwością impulsów,
b) ze stałą szerokością impulsów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) narysować przebiegi czasowe ilustrujące zasadę działania układu z modulacją szerokości
impulsów,
2) narysować przebiegi czasowe ilustrujące zasadę działania układu z modulacją częstotliwości
impulsów,
3) opisać działanie układów,
4) porównać działanie układów.
Wyposażenie stanowiska pracy:
−
zeszyt do ćwiczeń, ołówek, linijka.
Ćwiczenie 3
Na podstawie danych katalogowych dobierz i „złóż” zamówienie na termostat do
wnętrzowego (ogrzewającego pomieszczenie biurowe) zestawu grzejnego zasilanego z sieci
jednofazowej złożonego z 15 listew przypodłogowych każda o mocy 90 W.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić napięcie zasilania termostatu,
2) określić napięcie pracy i obciążalność łącznika termostatu,
3) określić zakres regulacji temperatury w pomieszczeniu,
4) dobrać na podstawie katalogu (lub danych z Internetu) typ termostatu i określić producenta,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
5) napisać zamówienie na termostat zgodnie z wymaganiami producenta,
6) znaleźć producenta termostatu w Internecie i wypełnić formularz zamówienia (bez
wysyłania).
Wyposażenie stanowiska pracy:
−
katalog regulatorów temperatury,
−
komputer z dostępem do Internetu,
−
zeszyt do ćwiczeń, ołówek.
Ćwiczenie 4
Dokonaj analizy sposobu regulacji temperatury w:
a) piecu hartowniczym,
b) suszarce lakierniczej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować schemat ideowy urządzeń,
2) rozpoznać elementy toru silnoprądowego,
3) rozpoznać regulator temperatury i elementy z nim współpracujące,
4) odszukać i przeanalizować informacje związane z regulacją temperatury w dokumentacji
technicznej urządzenia,
5) przeanalizować połączenia regulatora temperatury z elementami toru silnoprądowego,
6) dokonać analizy sposobu regulacji temperatury w wybranych urządzeniach,
7) narysować uproszczony schemat rozpoznanego układu regulacji,
8) objaśnić, na podstawie uproszczonego schematu, sposób regulacji temperatury.
Wyposażenie stanowiska pracy:
−
schematy ideowe wybranych urządzeń,
−
dokumentacja techniczna wybranych urządzeń,
−
zeszyt do ćwiczeń, ołówek.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić sposoby regulacji temperatury?
¨
¨
2) dokonać porównania regulacji ciągłej i nieciągłej?
¨
¨
3) scharakteryzować poszczególne sposoby regulacji temperatury?
¨
¨
4) wskazać podobieństwa i różnice poszczególnych sposobów regulacji
temperatury?
¨
¨
5) wskazać zalety i zastosowanie poszczególnych sposobów regulacji
temperatury?
¨
¨
6) wymienić podstawowe parametry regulatorów?
¨
¨
7) narysować schemat blokowy regulatora i objaśnić jego działanie?
¨
¨
8) narysować uproszczone schematy i objaśnić działanie poszczególnych
sposobów regulacji temperatury?
¨
¨
9) dobrać termostat do urządzenia grzejnego?
¨
¨
10) złożyć zamówienie na termostat?
¨
¨
11) dokonać porównania termostatów stosowanych do urządzeń grzejnych
i stosowanych do urządzeń chłodniczych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.4. Eksploatacja przemysłowych urządzeń grzejnych
4.4.1. Materiał nauczania
Eksploatacją przemysłowych urządzeń elektrotermicznych mogą zajmować się osoby
posiadające dodatkowe kwalifikacje potwierdzone aktualnym zaświadczeniem.
Podstawowym dokumentem producenta określającym sposób postępowania podczas
przyjmowania urządzenia do eksploatacji jest dokument o nazwie „Warunki Odbioru
Techniczne” (WTO). Dokument ten jest opracowywany dla każdego rodzaju i typu
produkowanych urządzeń.
Oprócz WTO istnieje wiele ogólnych wymagań i wytycznych odbioru wydanych w postaci:
norm europejskich, państwowych i branżowych, przepisów i zarządzeń instytucji
odpowiedzialnych za prawidłową gospodarkę maszynami i urządzeniami (np. ministerstwa).
Warunki Techniczne Odbioru zawierają:
−
Opis techniczny.
−
Główne dane techniczne charakteryzujące urządzenie.
−
Określenie rodzaju i zakresu badań odbiorczych (rodzaj obciążenia, próba pracy, rodzaj
pracy – ciągła, przerywana).
−
Wytyczne sprawdzania:
−
Wytyczne konserwacji, opakowania i transportu.
Dokumentacja Techniczno-Ruchowa (DTR) zawiera:
−
Dane techniczne:
−
Przeznaczenie.
−
Opis techniczny zawiera.
Opis techniczny zawiera:
−
Szczegółowy opis działania:
w oparciu o schematy ideowe i konstrukcyjne uwzględniające: uruchomienie i zatrzymanie,
załączanie
i
wyłączanie,
działanie
przycisków
i
dźwigni
sterowniczych
i manipulacyjnych oraz reakcję urządzenia na te działania, pracę podzespołów
pomocniczych (np. obwodu wodnego).
−
Instrukcję obsługi, która powinna zawierać szczegółowy opis:
−
czynności związanych z uruchomieniem (załączeniem) i zatrzymaniem (wyłączeniem)
pracy urządzenia uwzględniający ich kolejność i uwarunkowania,
−
czynności wykonywanych podczas normalnej pracy,
−
warunków uzyskania maksymalnej mocy, sprawności i wydajności,
−
wskazań przyrządów pomiarowych i ich znaczenia (sposób interpretacji wskazań),
−
czynności wykonywanych podczas wystąpienia stanów przeciążeniowych, awaryjnych,
a w szczególności stanów zagrażających zdrowiu lub życiu.
−
Opis warunków bezpieczeństwa i higieny pracy:
−
zastosowane środki zabezpieczające, zapewniające bezpieczną obsługę i pracę,
−
źródła zagrożeń i miejsca ich występowania,
−
strefy i stopnie zagrożeń, dopuszczalny czas pracy w poszczególnych strefach oraz
zastrzeżenia dotyczące przebywania w nich osób i wymagania, jakie muszą spełnić,
−
bezwzględne zakazy (uruchamiania urządzeń pozbawionych zabezpieczeń – np.
ochrony przeciwporażeniowej, pracy przy otwartych lub usuniętych osłonach,
naprawiania przy włączonych urządzeniach, dotykania i zbliżania się podczas pracy do
elementów stanowiących zagrożenie),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
−
wymagania dotyczące:
kwalifikacji osób obsługi, wyposażenia stanowiska pracy, prac manipulacyjnych
wykonywanych przed otwieraniem drzwi i osłon, stosowanych środków ochrony,
zachowania się przy wystąpieniu zagrożeń, zawiadamiania odpowiednich organów
państwowych o zmianie warunków eksploatacji (np. Państwowej Inspekcji Sanitarnej
w celu wyznaczenia stref zagrożeń, Dozoru Technicznego).
−
Wymagania konserwacyjne:
czynności
wymagane
dla
zapewnienia
i
utrzymywania
bezawaryjnej
pracy,
a w szczególności czynności: obsługi codziennej i okresowej; sprawdzania, czyszczenia,
regulacji i wymiany elementów i podzespołów; sprawdzania i zabezpieczenia połączeń;
czynności obsługi napędów itp.
−
Typowe objawy uszkodzeń:
wskazówki dotyczące przyczyn, wyszukiwania i usuwania prostych usterek.
−
Wymagania transportowe:
czynności przygotowujące urządzenie do transportu (demontaż przyrządów pomiarowych
wrażliwych na uszkodzenia mechaniczne oraz ich sposób pakowania), wskazania
elementów przystosowanych do transportu (wzmocnienia, ucha, wysięgniki), sposób
pakowania i transportowania.
−
Sposób instalowania obejmujący:
rodzaje pomieszczeń i warunki klimatyczne, minimalne odległości od ścian i innych
urządzeń, oświetlenie, mocowanie i sposób tłumienia wibracji, wymagania dotyczące
instalacji elektrycznej, wodnej, pneumatycznej i hydraulicznej (przekroje przewodów,
zabezpieczenia, blokady, ciśnienie, dopuszczalne zanieczyszczenia, minimalne przepływy),
schematy instalacyjne.
Oględziny
Oględziny przeprowadza się podczas pracy lub postoju urządzenia w zakresie i terminach
przewidzianych w instrukcji eksploatacji, a w szczególności przed załączeniem urządzenia po
dłuższej przerwie w pracy. Podczas oględzin sprawdza się stan techniczny urządzenia,
sprawdzając między innymi:
−
stan połączeń elektrycznych i mechanicznych,
−
stan ochrony przeciwporażeniowej i przeciwpożarowej,
−
wskazania aparatury kontrolno-pomiarowej,
−
działanie i szczelność układu chłodzenia oraz temperaturę czynnika chłodzącego,
−
temperaturę powierzchni obudów i stan przestrzeni roboczej,
−
poziom drgań i hałasu,
−
stan napędów, instalacji torów silnoprądowych wraz z ich wyposażeniem,
−
działanie aparatury sygnalizacyjnej, sterowniczej i zabezpieczającej,
−
działanie układów załadowczych i wyładowczych,
−
czystość urządzenia, jego wyposażenia i urządzeń współpracujących,
−
stan izolacji elektrycznej.
W razie stwierdzenia nieprawidłowości należy je usunąć lub przekazać urządzenie do
remontu.
Przeglądy
Przeglądy przeprowadza się w terminach i zakresie przewidzianym przepisami
i dokumentacją techniczną urządzenia. Przeglądy wykonuje się zarówno podczas postoju jak
i normalnej pracy urządzenia. Obejmują one badania urządzenia, a w szczególności:
−
szczegółowe oględziny,
−
sprawdzenie wszystkich podzespołów urządzenia elektrotermicznego ze szczególnym
uwzględnieniem elementów pracujących w wysokich temperaturach,
−
czynności konserwacyjne przewidziane dokumentacją fabryczną,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
−
sprawdzenie stanu technicznego i ocenę skuteczności ochrony przeciwporażeniowej,
−
wymianę zużytych części i usunięcie stwierdzonych uszkodzeń,
−
pomiar rezystancji izolacji,
−
pomiary wartości prądów zasilających i poboru mocy w różnych stanach pracy.
Przeprowadzanie przeglądów wymaga często demontażu niektórych podzespołów urządzenia
(osłony, pokrywy, przegrody), aby sprawdzić elementy urządzenia niedostępne dla obsługi
podczas normalnej pracy. Podczas dokonywania przeglądów należy zachować szczególną
ostrożność i bezwzględnie stosować się do zasad bhp obowiązujących podczas pracy przy
urządzeniach elektrycznych. Szczególną uwagę należy zwróć na bezpieczną i ergonomiczną
organizację stanowiska pracy.
Po każdym wykonanym przeglądzie należy sporządzić protokół przeglądu technicznego.
Protokół powinien zawierać:
−
numer protokółu,
−
nazwę, typ i nr inwentarzowy urządzenia oraz miejsce eksploatacji,
−
ogólną ocenę stanu utrzymania i stanu technicznego,
−
wyniki prób pracy bez obciążenia i przy obciążeniu znamionowym,
−
wyniki weryfikacji i ustalenie zakresu naprawy (nazwa zespołu lub części, stan, zakres
naprawy lub polecenie wymiany),
−
orzeczenie (zalecenie w sprawie rodzaju i terminu najbliższej naprawy i wskazania
dotyczące dalszej eksploatacji).
Naprawy urządzeń grzejnych
Urządzenia do nagrzewania pojemnościowego i indukcyjnego prądami wielkiej
częstotliwości budowane są w oparciu o lampy nadawcze dużej mocy pracujące w układzie
generatora prądu sinusoidalnie zmiennego. Konstrukcje tych urządzeń są podobne, również
podobny jest zakres prac konserwacyjnych i naprawczych.
Ze względu na występowanie w tego typu urządzeniach wysokiego napięcia (nawet do
kilkunastu tysięcy woltów), wszelkie prace wykonywane w częściach urządzeń, w których ono
występuje mogą być wykonywane jedynie przez upoważnionych i przeszkolonych
pracowników, po odłączeniu urządzenia od sieci i uziemieniu obwodów wysokiego napięcia
z zachowaniem przepisów bhp przy pracy z wysokim napięciem.
Zaleca się, by stanowisko pracy wyposażone było w odrębny rozłącznik instalacyjny
z widoczną przerwą izolacyjną (np. nożowy), dywaniki izolacyjne i drążek uziemiający. Przed
przystąpieniem do prac naprawczych należy sprawdzić stan i termin ważności badań dywaników
i drążków izolacyjnych.
Zabrania się wykonywania jakichkolwiek prac konserwacyjnych i napraw urządzenia
włączonego do sieci.
Podczas każdych oględzin, przeglądów oraz napraw należy szczególną uwagę zwrócić na:
−
jakość metalicznych styków pomiędzy drzwiami i obudową (czystość powierzchni, pewność
docisku),
−
stan połączeń przewodów uziemiających,
−
stan styków połączeń elektrycznych w komorze generatora w.cz.,
−
stosowanie elementów złącznych (śruby, podkładki, nakrętki) wykonanych z mosiądzu
(w przedziale oscylatora nie wolno stosować elementów stalowych),
−
stan elementów ekranujących i ich połączenia z konstrukcją urządzenia,
−
pewność połączeń elektrycznych,
−
stosowanie przewodów połączeń uziemiających w postaci taśm lub linek o maksymalnie
krótkich odcinkach,
−
stosowanie kondensatorów bocznikujących podzespoły indukcyjne (mierniki, przekaźniki),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
−
czystość podzespołów wchodzących w skład obwodu w.cz. (elementy kondensatorów i lamp
czyścić czystą szmatką zwilżoną czystym spirytusem),
−
sposób obchodzenia się z lampą generacyjną (lampy dużych mocy są bardzo wrażliwe na
wstrząsy – podczas transportu urządzenia należy je wyjmować i transportować w specjalnie
do tego celu przystosowanych fabrycznych opakowaniach),
−
stan kontaktów styczników i przekaźników.
Przed przystąpieniem do poszukiwania uszkodzeń należy:
−
zapoznać się z Dokumentacją Techniczno-Ruchową urządzenia (instrukcją obsługi,
schematem ideowym i opisem działania urządzenia, objawami typowych uszkodzeń),
−
dokonać podstawowych czynności kontrolnych (sprawdzić stan bezpieczników, lampek
sygnalizacyjnych, przeprowadzić oględziny w celu wykrycia śladów wyładowań
elektrycznych, obluzowanych połączeń itp.),
−
włączyć i uruchomić urządzenie zgodnie z instrukcją obsługi, obserwując zachowanie się
elementów sygnalizacyjnych, kontrolnych i pomiarowych – na podstawie tych obserwacji
zwykle można określić obwód, w którym występuje usterka,
−
przeanalizować
schemat
urządzenia,
uwzględniając
zachowanie
się
elementów
sygnalizacyjnych i kontrolnych,
−
wyłączyć obwód wysokiego napięcia (zabezpieczyć przed przypadkowym załączeniem)
oraz obwód żarzenia lampy, a następnie sprawdzić poprawność działania obwodów
sterowniczych, sygnalizacyjnych i zabezpieczeń,
−
po ustaleniu nieprawidłowo działającego obwodu zapoznać się ze schematem montażowym
urządzenia i przystąpić do identyfikacji uszkodzenia,
−
usunąć usterkę (przy wyłączonym urządzeniu z sieci zasilającej),
−
włączyć urządzenie i sprawdzić poprawność działania obwodów sterowniczych,
sygnalizacyjnych i zabezpieczeń,
−
włączyć obwody żarzenia lampy i obwód wysokiego napięcia,
−
sprawdzić poprawność pracy urządzenia podczas pracy jałowej i przy obciążeniu.
Obwód wysokiego napięcia wyłącza się najczęściej wyłącznikiem umieszczonym po stronie
niskiego napięcia transformatora podwyższającego napięcie. Żarzenie lampy wyłącza się
najczęściej wykręcając bezpiecznik (wyłączając zabezpieczenie nadmiarowo - prądowe).
Najczęściej występującymi uszkodzeniami są uszkodzenia w obwodach sterowania
i zabezpieczeń, do których należą:
−
obluzowane połączenia,
−
zużyte (upalone, odkształcone) styki styczników i przekaźników,
−
przerwy lub zwarcia w cewkach styczników i przekaźników,
−
uszkodzone sprężyny odciągające styki styczników i przekaźników,
−
źle ustawione łączniki krańcowe (przesunięte łączniki drzwiowe).
Najczęściej występującymi uszkodzeniami w obwodach wysokiego napięcia to uszkodzenia
powstałe w wyniku przebicia izolacji materiałów izolacyjnych (wsporników, uchwytów,
elementów dystansowych, kondensatorów) oraz znaczne pogorszenie się styków połączeń
elementów obwodu z konstrukcją urządzenia (masą). Tego typu usterki można wykryć podczas
dokładnych oględzin urządzenia (ślady zwęglenia, osmolenia, przebarwienia, zniekształcenia).
Naprawę urządzenia dokonuje się poprzez wymianę uszkodzonego elementu, poprawę jakości
styku, prawidłowe ustawienie położenia podzespołów i zabezpieczenie przed ich
przemieszczaniem.
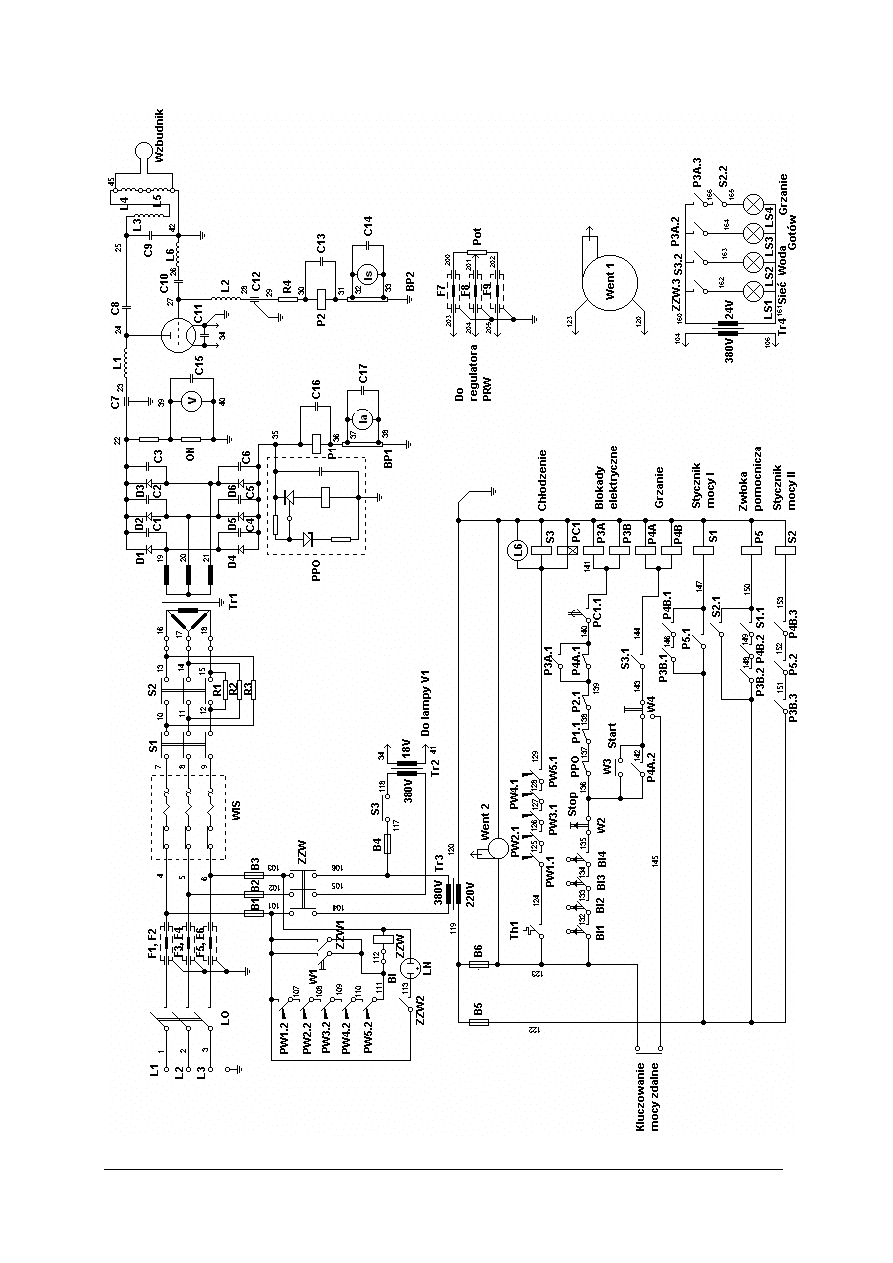
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Rys. 26. Schemat ideowy nagrzewnicy indukcyjnej w.cz. [11]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Rysunek 26 przedstawia schemat ideowy nagrzewnicy indukcyjnej w.cz.
Wykaz niektórych oznaczeń:
LO – odłącznik ręczny.
F – filtry przeciwzakłóceniowe.
PW – styki przekaźników przepływowych kontrolujących prędkość przepływu wody chłodzącej,
PWX.2 – styki zwarte, gdy przepływ wody jest za mały (X – numer przekaźnika od 1 do 5),
PWX.1 – styki zwarte, gdy przepływ wody jest wystarczający.
LN – lampka sygnalizująca prawidłowy stan przekaźników przepływowych przy braku
przepływu wody.
Tr1 – transformator wysokiego napięcia.
WIS – wyłącznik stanowiący zabezpieczenie nadmiarowo - prądowe.
ZZW – stycznik kontroli przekaźników przepływowych.
W1 – łącznik umożliwiający załączenie urządzenia bez zamykania przepływu wody.
Th1 – przekaźnik termiczny kontrolujący temperaturę wnętrza urządzenia.
BL – krańcowe łączniki drzwiowe zabezpieczające przed pracą urządzenia z otwartymi
drzwiami.
W4 – przełącznik umożliwiający zdalne sterowanie urządzeniem.
S3 – stycznik załączający obwód żarzenia lampy generacyjnej.
LG – licznik godzin pracy urządzenia.
PC1 – przekaźnik czasowy opóźniający możliwość załączenia zasilania lampy przed upływem
czasu niezbędnego na osiągnięcie ustalonej temperatury włókna żarzenia lampy.
P3 – przekaźnik blokad elektrycznych.
P4 – przekaźnik sterowany łącznikami START i STOP załączającym i wyłączającym proces
grzania.
S1, S2 – styczniki załączające zasilanie transformatora wysokiego napięcia.
P5 – przekaźnik zapewniający prawidłową kolejność załączania i wyłączania styczników mocy.
PPO – przekaźnik nadnapięciowy kontrolujący ciągłość części obwodu wysokiego napięcia
znajdującego się poza przedziałem wysokiego napięcia.
Tr2 – transformator żarzenia lampy.
P1, P2 – przekaźniki nadmiarowo - prądowe zabezpieczające obwód anodowy i siarkowy lampy.
BP1, BP2 - boczniki pomiarowe prądowe.
C9 – Kondensatory obwodu rezonansowego.
L3, L4, L5 – cewki obwodu rezonansowego.
L6 – cewka dodatniego sprzężenia zwrotnego.
R7 – rezystory siatkowe ustalające warunki pracy lampy.
PRW – tyrystorowy regulator napięcia włączany w miejsce zwór pomiędzy stycznik S2
i transformator wysokiego napięcia.
Pot – potencjometr współpracujący z regulatorem napięcia PRW (zadawanie mocy grzania),
umieszczony na płycie mierników.
V – miernik napięcia anodowego lampy.
Ia – miernik natężenia prądu anodowego lampy.
Is – miernik prądu siatkowego lampy.
W rezystancyjnych urządzeniach grzewczych (piekarniki przemysłowe, piece akumulacyjne,
podgrzewacze wody, piece komorowe itp.) najczęstsze uszkodzenia wynikają z wpływu
wysokiej temperatury na elementy obwodu elektrycznego. Do częstych uszkodzeń należą
uszkodzenia elementów grzejnych, styków łączników w torze mocy, sprężyn odciągających
styczników i przekaźników.
Pogorszenie jakości styków połączeń elektrycznych w torze mocy (zwiększona rezystancja
przejścia, przegrzanie i utrata sprężystości elementów dociskowych, zwiększona rezystancja

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
przejścia), powoduje utratę właściwości elektrycznych izolacji przewodów (zwęglenie) w torze
mocy oraz niewłaściwą pracę styczników (drgania styków, brzęczenie stycznika, słaby docisk
styków, uszkodzenie cewek wzbudzających).
Częstą przyczyną uszkodzenia elementów grzejnych jest pogorszenie ich warunków
chłodzenia wynikających z braku lub zmniejszonego chwilowego przepływu czynnika
chłodzącego (powietrze, woda), osadzaniem się zanieczyszczeń (kamienia kotłowego) lub
zasłonięcia otworów wentylacyjnych.
Utrata szczelności elementów rurkowych powoduje pogorszenie izolacji elementów,
zwiększenie prądów upływu, uszkodzenie wskutek przedostania się wilgoci do wnętrza
elementu.
Prace związane z montażem i łączeniem elementów grzejnych rurkowych należy
wykonywać ze szczególną starannością. Niewielkie siły działające na wyprowadzenia podczas
wykonywania połączeń mogą spowodować utratę szczelności; nie należy więc dopuszczać do
wyginania lub skręcania wyprowadzeń podczas prowadzenia prac montażowych.
Podstawowym dokumentem związanym z naprawą, oprócz protokółu przeglądu jest karta
napraw. Karta napraw zawiera:
−
numer karty, nazwę urządzenia i jego numer inwentarzowy,
−
dane charakterystyczne urządzenia (nazwa wytwórcy, typ, rok budowy, data zainstalowania,
podstawowe dane techniczne),
−
dane użytkownika (zakład, wydział, osobę odpowiedzialną za eksploatację),
−
plany i zapisy wykonania napraw,
−
rodzaj naprawy, datą naprawy, wykaz wymienionych części i wykonanych czynności,
−
przestoje - datę, czas wyłączenia urządzenia, przyczyny.
Koszty napraw
Pojęcie kosztorysu wiąże się ściśle z obliczaniem przewidywanych kosztów, które mogą
dotyczyć naprawy lub wymiany podzespołu lub części maszynowej. W celu sporządzenia
kalkulacyjnego kosztorysu, należy wziąć pod uwagę kilka istotnych składników mających
wpływ na koszty naprawy urządzenia, a mianowicie:
1) koszty bezpośrednie, które mogą być bezpośrednio odniesione do naprawianego urządzenia -
zalicza się do nich przede wszystkim wartość zużycia tzw. materiałów bezpośrednich
(surowce, półfabrykaty, materiały pomocnicze, gotowe elementy, np. termostat w urządzeniu
grzejnym), transport oraz płace bezpośrednie (wynagrodzenie łącznie z narzutem),
2) koszty pośrednie, które wiążą się z utrzymaniem stanowisk pracy, z funkcjonowaniem
wydziału lub zakładu i nie ulegają bezpośrednio zmianie (koszty wydziałowe
i ogólnozakładowe).
W układzie rodzajowym kosztów własnych rozróżnia się dwie podstawowe grupy:
1) koszty osobowe (płace wszystkich pracujących oraz narzuty na ubezpieczenia społeczne),
2) koszty rzeczowe (koszty materiałowe, energii oraz zużytych środków trwałych).
W praktyce znacznie częściej sporządza się kalkulacyjny kosztorys naprawy.
Do obliczeń kalkulacyjnych przyjmuje się:
1) stawkę godzinowa pracownika łącznie z narzutem,
2) koszt naprawianej części łącznie z wartością zużytych materiałów oraz kosztem zaopatrzenia -
wg cennika,
3) koszty pośrednie 50-100% sumy kosztów z pozycji 1) i 2),
4) zysk 5-20% sumy kosztów z pozycji 1) i 2),
5) koszt końcowy naprawy – suma kosztów z pozycji 1), 2), 3) i 4).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak definiujemy pojęcie eksploatacji i co wchodzi w jej zakres?
2. Jakie są podstawowe dokumenty związane z eksploatacją przemysłowych urządzeń
grzejnych?
3. Co zawierają Warunki Techniczne Odbioru urządzeń?
4. Jakie informacje zawiera dokumentacja techniczno-ruchowa?
5. Jakie informacje zawiera instrukcja eksploatacji?
6. Jakie jest znaczenie instrukcji obsługi?
7. Gdzie znajdują się podstawowe informacje o oględzinach i przeglądach urządzeń?
8. Jaka jest różnica pomiędzy oględzinami i przeglądem?
9. Jakie są podstawowe czynności wykonywane podczas oględzin urządzeń grzejnych?
10. Jakie są podstawowe czynności wykonywane podczas przeglądów urządzeń grzejnych?
11. Jakie informacje zawiera protokół pokontrolny?
12. Jakie są niebezpieczeństwa związane z przeprowadzaniem oględzin i przeglądów?
13. Na czym polega bezpieczna organizacja stanowiska pracy przy urządzeniach elektrycznych?
14. Jakie składniki zawiera koszt naprawy?
15. Jakie informacje zawiera karta naprawy?
4.4.3. Ćwiczenia
Ćwiczenie 1
Dokonaj analizy:
− dokumentacji techniczno-ruchowej suszarki lakierniczej,
− dokumentacji techniczno-ruchowej pieca hartowniczego,
− instrukcji eksploatacji przemysłowego ogrzewacza wentylatorowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z zawartością poszczególnych dokumentacji,
2) scharakteryzować zawartość dokumentacji,
3) wykonać zestawienie zawartości dokumentacji,
4) zinterpretować uzyskane zestawienie, wskazując podobieństwa i różnice.
Wyposażenie stanowiska pracy:
−
instrukcja eksploatacji przemysłowego ogrzewacza wentylatorowego,
−
dokumentacja techniczno - ruchowa suszarki lakierniczej,
−
dokumentacja techniczno - ruchowa pieca hartowniczego,
−
zeszyt do ćwiczeń, ołówek, linijka, inne przyrządy kreślarskie.
Ćwiczenie 2
Na podstawie dokumentacji techniczno-ruchowej lub instrukcji eksploatacji trzech
przemysłowych urządzeń elektrotermicznych „zamów” po dwie części zapasowe dla każdego
urządzenia.
Sposób wykonania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Aby wykonać ćwiczenie, powinieneś:
1) wyszukać w dokumentacjach wykaz części zapasowych,
2) wypisać po dwie części i dane ich producentów,
3) w katalogach i Internecie znaleźć producentów części,
4) napisać zamówienie na części zgodnie z wymaganiami podanymi w katalogu producenta,
5) znaleźć producenta elementów grzejnych w Internecie i wypełnić formularz zamówienia (bez
wysyłania).
Wyposażenie stanowiska pracy:
−
instrukcja eksploatacji przemysłowego ogrzewacza wentylatorowego,
−
dokumentacja techniczno-ruchowa suszarki lakierniczej,
−
dokumentacja techniczno-ruchowa pieca hartowniczego,
−
katalogi z częściami zamiennymi,
−
komputer z dostępem do Internetu,
−
zeszyt do ćwiczeń,
−
ołówek, linijka, inne przyrządy kreślarskie.
Ćwiczenie 3
Dokonaj analizy pracy przemysłowego urządzenia grzewczego na podstawie jego
dokumentacji techniczno-ruchowej (np. nagrzewnicy indukcyjnej).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją techniczno-ruchową,
2) opisać funkcję, jaką pełnią poszczególne bloki w urządzeniu,
3) opisać zasadę działania urządzenia,
4) zidentyfikować zastosowane układy sterowania i zabezpieczeń oraz ich elementy.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa przemysłowego urządzenia grzewczego (np. nagrzewnicy
indukcyjnej, schemat z rysunku 26).
−
zeszyt do ćwiczeń, ołówek, linijka, inne przyrządy kreślarskie.
Ćwiczenie 4
Dokonaj szczegółowych oględzin przemysłowego urządzenia grzejnego (np. ogrzewacza
wentylatorowego).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić rodzaj ogrzewacza,
2) zapoznać się z instrukcją obsługi i wytycznymi zawartymi w dokumentacji technicznej,
3) dokonać analizy pracy urządzenia na podstawie instrukcji eksploatacji i schematu ideowego,
4) zidentyfikować podzespoły dostępne dla użytkownika,
5) objaśnić, jaką funkcję spełniają zidentyfikowane podzespoły w ogrzewaczu,
6) sprawdzić rodzaj sieci zasilającej i zastosowanych zabezpieczeń,
7) objaśnić możliwość wystąpienia zagrożeń,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
8) dokonać szczegółowych oględzin urządzenia zgodnie z wytycznymi zawartymi
w dokumentacji,
9) przygotować ogrzewacz do uruchomienia,
10) uruchomić ogrzewacz postępując zgodnie z informacjami zawartymi w instrukcji obsługi,
11) sprawdzić działanie termostatu i innych elementów sterujących pracą urządzenia,
12) wyłączyć urządzenie zgodnie z informacjami zawartymi w instrukcji obsługi,
13) sporządzić protokół końcowy.
Wyposażenie stanowiska pracy:
−
sprawne przemysłowe urządzenie grzewcze (np. przemysłowy ogrzewacz wentylatorowy),
−
dokumentacja techniczna (instrukcja obsługi ogrzewacza, schemat),
−
odpowiednio przygotowane i wyposażone stanowisko pracy,
−
induktor lub inny miernik rezystancji izolacji,
−
miernik rezystancji lub inny przyrząd do sprawdzania ciągłości przewodów,
−
zeszyt do ćwiczeń,
−
ołówek.
Ćwiczenie 5
Dokonaj przeglądu okresowego urządzenia grzejnego (np. przemysłowego ogrzewacza
wentylatorowego).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić rodzaj urządzenia,
2) zapoznać się z dokumentacją urządzenia z uwzględnieniem sposobu uruchamiania i obsługi,
wytycznych przeprowadzania oględzin i przeglądów,
3) sporządzić plan działania,
4) zidentyfikować podzespoły urządzenia i określić ich funkcję,
5) dokonać analizy pracy urządzenia na podstawie schematu i dokumentacji,
6) zorganizować stanowisko pracy zgodnie z zasadami bhp, ochrony ppoż. i ergonomii,
7) dokonać szczegółowych oględzin i przeglądu urządzenia zgodnie z wytycznymi zawartymi
w jego dokumentacji, a w szczególności,
8) sprawdzić stan wszystkich podzespołów, ich mocowanie i połączenia,
9) objaśnić możliwość wystąpienia zagrożeń,
10) sprawdzić rodzaj sieci zasilającej i zastosowanych zabezpieczeń oraz skuteczność ochrony
przeciwporażeniowej,
11) sprawdzić stan izolacji i dokonać pomiaru jej rezystancji,
12) przygotować ogrzewacz do uruchomienia,
13) uruchomić
urządzenie
i
sprawdzić
jego
działanie,
postępując
zgodnie
z informacjami zawartymi w instrukcji obsługi,
14) dokonać pomiaru napięcia zasilającego, prądu i mocy pobieranej w różnych stanach pracy,
15) w przypadku stwierdzenia niesprawności przeanalizować, na podstawie schematu, pracę
urządzenia, zlokalizować i usunąć usterkę,
16) sprawdzić działanie termostatu i innych elementów sterujących pracą urządzenia,
17) wyłączyć urządzenie,
18) napisać protokół pokontrolny wykorzystując technikę komputerową.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Wyposażenie stanowiska pracy:
−
przemysłowe urządzenie grzewcze przystosowane do symulacji usterek (np. przemysłowy
ogrzewacz wentylatorowy z usterką),
−
dokumentacja techniczna (instrukcja eksploatacji, schemat),
−
odpowiednio przygotowane i wyposażone stanowisko pracy,
−
przyrządy pomiarowe do pomiaru ciągłości obwodu ochronnego, prądów i napięcia
zasilającego oraz mocy,
−
komputer z oprogramowaniem biurowym,
−
zeszyt od ćwiczeń, przyrządy do pisania i rysowania.
Ćwiczenie 6
Wymień elementy grzejne oraz układ regulacji temperatury w piekarniku przemysłowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić rodzaj urządzenia,
2) zapoznać się z dokumentacją urządzenia z uwzględnieniem sposobu uruchamiania i obsługi,
schematem ideowym i montażowym,
3) sporządzić plan działania,
4) dokonać szczegółowych oględzin i zidentyfikować elementy układu grzejnego i układu
regulacji temperatury oraz sposób mocowania tych elementów i połączenia,
5) ustalić kolejność demontażu urządzenia i jego podzespołów niezbędnych do wykonania
zadania,
6) zorganizować stanowisko pracy zgodnie z zasadami bhp, ochrony ppoż. i ergonomii,
7) sprawdzić stan podzespołów przygotowanych do wymiany,
8) dokonać niezbędnego demontażu urządzenia i wymienić elementy wskazanych układów,
9) wykonać połączenia elementów grzejnych zgodnie ze schematem oraz połączenia układu
regulacji temperatury,
10) sprawdzić poprawność wykonanych prac i zmontować urządzenie,
11) przygotować urządzenie do uruchomienia,
12) uruchomić
urządzenie
i
sprawdzić
jego
działanie,
postępując
zgodnie
z informacjami zawartymi w instrukcji obsługi,
13) dokonać pomiaru napięcia zasilającego, prądu i mocy pobieranej w różnych stanach pracy,
14) w przypadku stwierdzenia niesprawności przeanalizować, na podstawie schematu, pracę
urządzenia, zlokalizować i usunąć usterkę,
15) sprawdzić działanie termostatu i innych elementów sterujących pracą urządzenia.
16) wyłączyć urządzenie,
17) napisać protokół pokontrolny wykorzystując technikę komputerową,
18) znaleźć w katalogach lub Internecie dane producentów wymienionych elementów i złożyć
na nie zamówienie,
19) sporządzić kosztorys naprawy.
Wyposażenie stanowiska pracy:
−
piekarnik przemysłowy (lub inne rezystancyjne przemysłowe urządzenie grzewcze
z układem regulacji temperatury),
−
dokumentacja techniczna (instrukcja eksploatacji, schemat),
−
odpowiednio przygotowane i wyposażone stanowisko pracy,
−
zestaw części wymiennych oraz niezbędne narzędzia),
−
przyrządy pomiarowe do pomiaru ciągłości obwodu, prądów i napięcia zasilającego oraz mocy,
−
komputer z oprogramowaniem biurowym,
−
zeszyt do ćwiczeń, przyrządy do pisania i rysowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Ćwiczenie 7
Na podstawie analizy schematu ideowego nagrzewnicy indukcyjnej (rysunek 26 z poradnika
dla ucznia) określ, co spowoduje chwilowy brak przepływu wody.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przeanalizować schemat ideowy,
2) określić jaki będzie stan łączników podczas normalnej pracy,
3) określić, które łączniki zmienią swój stan w wyniku chwilowego zaniku przepływu wody
oraz określić, co spowoduje chwilowa zmiana położenia ich styków,
4) określić, które obwody zostaną wyłączone na stałe, a które chwilowo,
5) określić stan łączników w urządzeniu po powrocie przepływu wody,
6) określić stan lampek sygnalizacyjnych.
Wyposażenie stanowiska pracy:
−
schemat z rysunku 26,
−
zeszyt do ćwiczeń, ołówek.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) podać, jakie elementy wchodzą w skład kosztów naprawy?
¨
¨
2) sporządzić kosztorys naprawy?
¨
¨
3) wymienić podstawowe dokumenty dotyczące eksploatacji urządzeń?
¨
¨
4) wymienić, jakie informacje zawiera dokumentacja techniczna?
¨
¨
5) podać, gdzie znajdują się informacje o przeprowadzaniu oględzin
i przeglądów?
¨
¨
6) objaśnić różnicę pomiędzy oględzinami a przeglądem?
¨
¨
7) wyjaśnić, kiedy przeprowadza się oględziny a kiedy przeglądy?
¨
¨
8) wymienić podstawowe czynności wchodzące w skład oględzin?
¨
¨
9) wymienić podstawowe czynności wchodzące w skład przeglądu?
¨
¨
10) przeanalizować pracę urządzeń grzejnych na podstawie ich dokumentacji
technicznej?
¨
¨
11) przeprowadzić oględziny urządzeń grzejnych?
¨
¨
12) objaśnić, na jakie uszkodzenia narażone są elementy grzejne rurkowe
podczas montażu i wykonywania połączeń?
¨
¨
13) zaplanować i przeprowadzić przegląd urządzeń grzejnych?
¨
¨
14) zlokalizować proste usterki w urządzeniach grzejnych?
¨
¨
15) sprawdzić stan techniczny urządzeń grzejnych?
¨
¨
16) uruchomić przemysłowe urządzenia grzejne?
¨
¨
17) sporządzić protokół z przeglądu?
¨
¨
18) stosować zasady bhp na stanowisku pracy?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 22 zadania dotyczące montażu i wykonywania napraw urządzeń grzejnych.
Wszystkie zadania są zadaniami wielokrotnego wyboru i tylko jedna odpowiedź jest
prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi.
6. Zaznacz prawidłową odpowiedź X (w przypadku pomyłki należy błędną odpowiedź
zaznaczyć kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową).
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 45 min.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
ZESTAW ZADAŃ TESTOWYCH
1. Urządzenie grzejne niskotemperaturowe to urządzenie, którego temperatura robocza nie
przekracza:
a) 50
0
C,
b) 100
0
C,
c) 300
0
C,
d) 500
0
C.
2. Nagrzewnice bezpośrednie to nagrzewnice, w których:
a) ciepło przepływa z ciała o wyższej temperaturze bezpośrednio do ciała o niższej
temperaturze,
b) ciepło wytworzone jest wewnątrz ciała nagrzewanego,
c) promieniowanie cieplne pada bezpośrednio na ciało nagrzewane,
d) ciało nagrzewane umieszczone jest blisko odkrytych elementów grzejnych.
3. Na najwyższą temperaturę roboczą ma grzejnik wykonany z:
a) kanthalu,
b) wolframu,
c) platyny,
d) molibdenu.
4. W procesach nagrzewania pojęcie mocy jednostkowej określane jest jako:
a) stosunek mocy cieplnej do powierzchni wsadu,
b) stosunek mocy cieplnej do objętości komory grzejnej,
c) stosunek mocy cieplnej do objętości wsadu,
d) stosunek mocy cieplnej do powierzchni elementu grzejnego.
5. Po przełączeniu dwóch jednakowych elementów grzejnych z połączenia szeregowego na
równoległe moc układu:
a) zmaleje dwukrotnie,
b) wzrośnie dwukrotnie,
c) zmaleje czterokrotnie,
d) wzrośnie czterokrotnie.
6. Po przełączeniu dwóch jednakowych elementów grzejnych z połączenia równoległego na
szeregowe wartość natężenia prądu zasilającego układ:
a) zmaleje dwukrotnie,
b) wzrośnie dwukrotnie,
c) zmaleje czterokrotnie,
d) wzrośnie czterokrotnie.
7. W układzie z modulacją częstotliwości impulsów:
a) czas załączania jest stały,
b) czas wyłączania jest stały,
c) suma czasu załączania i czasu wyłączania jest stała,
d) stosunek czasu załączania do czasu wyłączania jest stały.
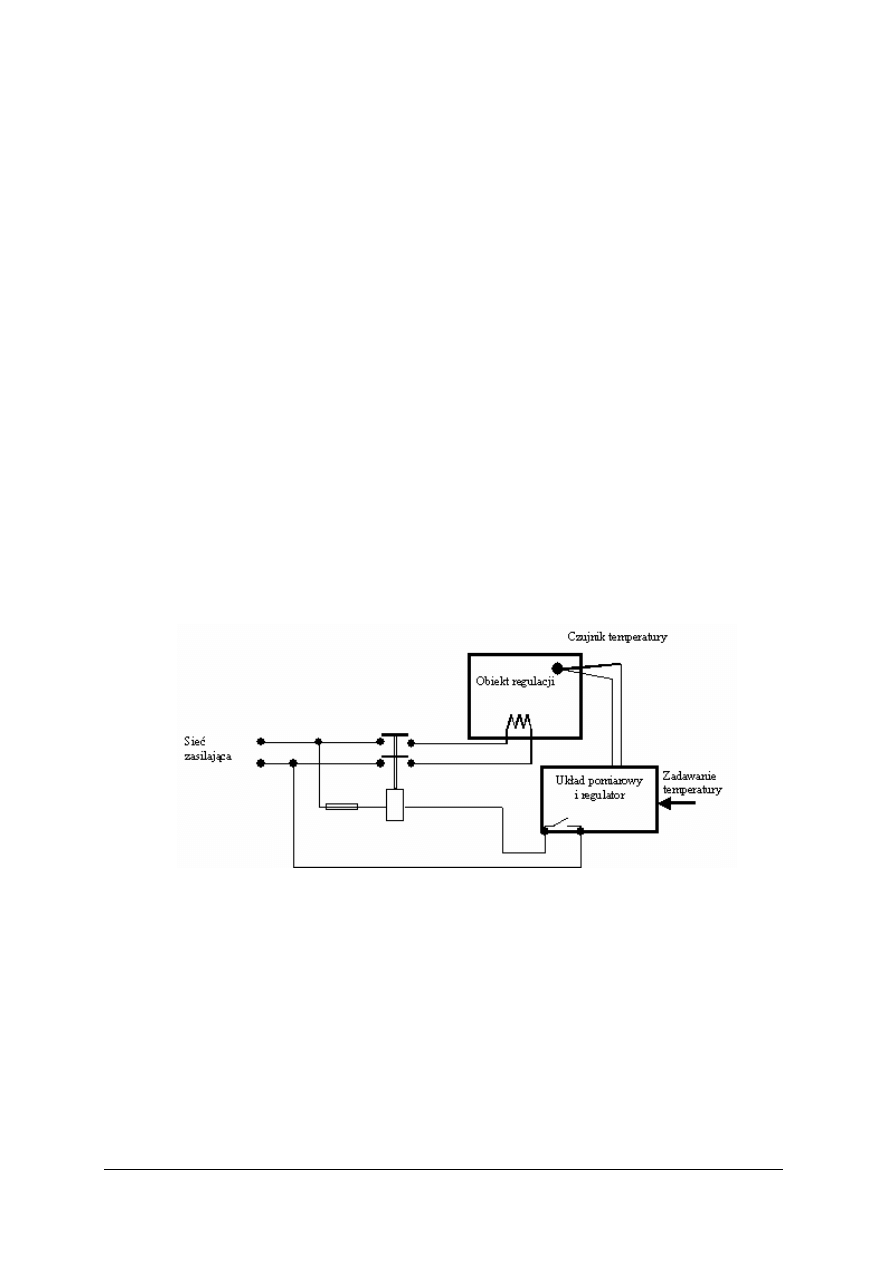
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
8. Pełną moc grzania można uzyskać w układzie regulacji:
a) tylko dwustanowej,
b) tylko trójstanowej,
c) tylko ciągłej,
d) w każdym układzie regulacji.
9. Opis czynności wykonywanych podczas wystąpienia stanów awaryjnych znajduje się w:
a) instrukcji obsługi,
b) szczegółowym opisie działania,
c) opisie technicznym,
d) opisie warunków bezpieczeństwa i higieny pracy.
10. Które określenie jest prawidłowe:
a) przegląd przeprowadza się na podstawie instrukcji obsługi,
b) przegląd przeprowadza się tylko po awarii,
c) przegląd przeprowadza się po każdych oględzinach,
d) oględziny przeprowadza się przed każdym przeglądem.
11. Przegląd przeprowadza się:
a) tylko podczas postoju,
b) tylko podczas normalnej pracy,
c) zarówno podczas postoju jak i normalnej pracy,
d) tylko po zauważonych nieprawidłowościach podczas normalnej pracy.
12. Przedstawiony układ na rysunku to:
a) układ regulacji impulsowej,
b) układ regulacji dwustanowej,
c) układ regulacji dwustanowej lub impulsowej,
d) za mało danych, żeby określić.
13. Pomiar rezystancji izolacji wykonuje się:
a) podczas oględzin,
b) podczas przeglądów,
c) zarówno podczas oględzin i przeglądów,
d) tylko po stwierdzeniu uszkodzenia izolacji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
14. Wskazówki dotyczące przyczyn, wyszukiwania i usuwania usterek znajdują się w:
a) instrukcji obsługi,
b) szczegółowym opisie działania,
c) wymaganiach konserwacyjnych,
d) dokumentacji techniczno-ruchowej.
15. Pomiar wartości prądów zasilających i poboru mocy wykonuje się podczas przeprowadzania:
a) uruchamiania,
b) oględzin,
c) przeglądów,
d) zarówno oględzin jak i przeglądów.
16. Bezpośrednie koszty naprawy to koszt:
a) bezpośrednio wpływające do kasy – koszty, które pokrywa zleceniodawca naprawy,
b) materiałów związanych z wykonywaną naprawą,
c) wynagrodzenia pracownika związanego z wykonywaną naprawą,
d) materiałów i wynagrodzenia pracownika.
17. Przerwa w połączeniu czujnika temperatury w układzie z zadania 12 spowoduje:
a) stałe zasilanie elementów grzejnych,
b) stałą przerwę w zasilaniu elementów grzejnych,
c) wydłużenie czasu załączenia a skrócenie czasu wyłączenia,
d) niekontrolowane załączanie i wyłączanie zasilania.
18. Skutkiem przepalenia bezpiecznika w układzie z zadania 12 będzie:
a) zwarcie styków łącznika regulatora,
b) rozwarcie styków regulatora,
c) nie będzie miało wpływu na stan styków regulatora,
d) styki będą cyklicznie załączane i wyłączane.
19. Przy nagrzewaniu indukcyjnym głębokość wnikania prądu nie zależy od:
a) przenikalności elektrycznej wsadu,
b) przenikalności magnetycznej wsadu,
c) rezystywności wsadu,
d) częstotliwości prądu.
20. Po przełączeniu jednakowych elementów grzejnych z połączenia w gwiazdę na połączenie w
trójkąt wartość natężenia prądu płynącego w każdym przewodzie zasilającym:
a) zmaleje trzykrotnie,
b) wzrośnie trzykrotnie,
c) zmaleje 3 razy,
d) wzrośnie 3 razy.
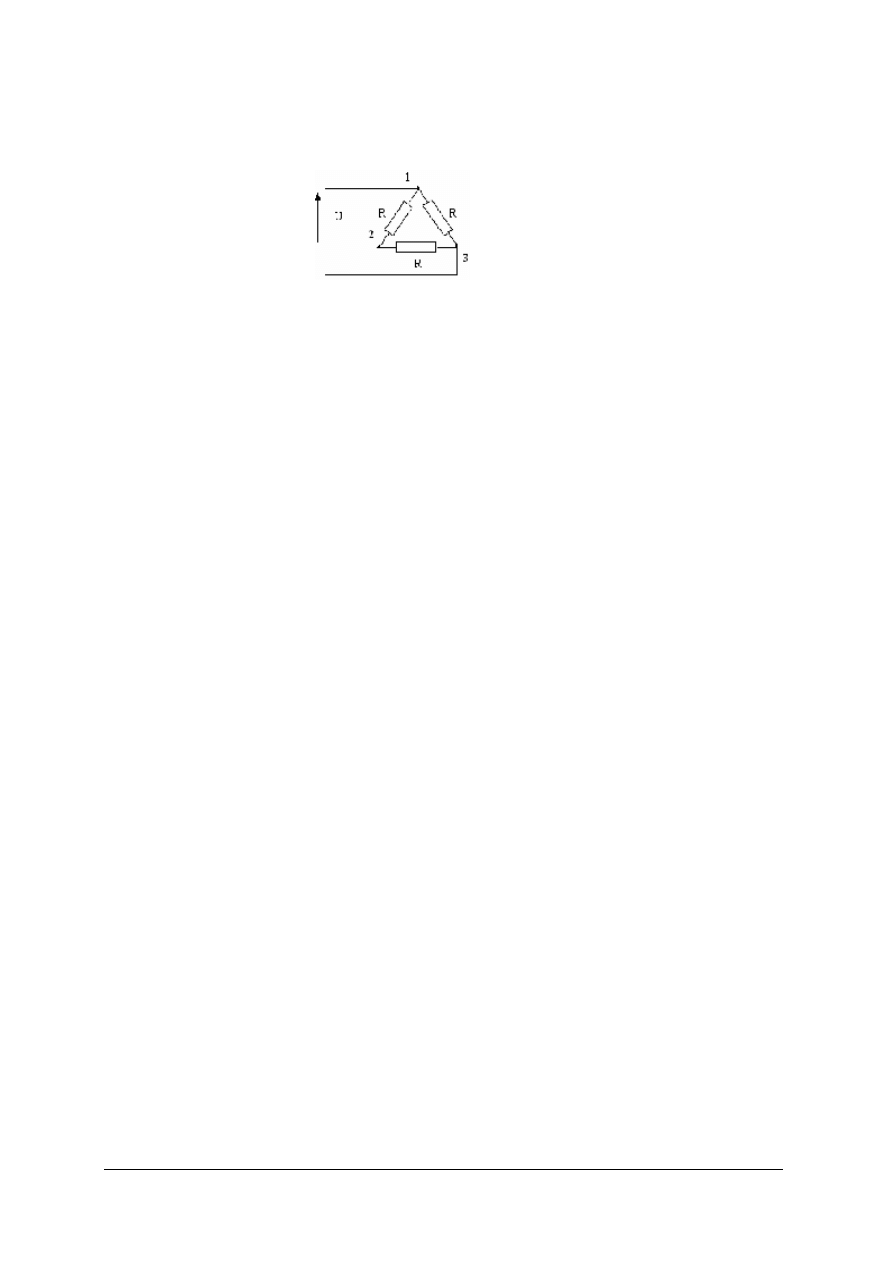
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
21. W układzie elementów połączonych w trójkąt zmierzono pomiędzy punktami 1 i 2
rezystancję, która wyniosła 40
Ω
. Ile wynosi rezystancja pojedynczego elementu grzejnego:
a) 26
Ω
,
b) 40
Ω
,
c) 60
Ω
,
d) 80
Ω
.
22. Po przełączeniu jednakowych elementów grzejnych z połączenia w trójkąt na połączenie
w gwiazdę moc układu:
a) zmaleje trzykrotnie,
b) wzrośnie trzykrotnie,
c) zmaleje dwukrotnie,
d) wzrośnie dwukrotnie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Montaż i wykonywanie napraw urządzeń grzejnych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
7. LITERATURA
1. Bańka S.: Pomiar, rejestracja, regulacja temperatury. WPM „WEMA”, Warszawa 1995
2. Czajewski J.: Regulacja temperatury urządzeń elektrotermicznych. WPM, Warszawa 1991
3. Ferner V.: Technika regulacji. WNT, Warszawa 1994
4. Katalog ELFA. ELFA Polska Sp. zo.o., Warszawa 2005
5. Kotlarski W., Grad J.: Aparaty i urządzenia elektryczne. WSIP, Warszawa 1995
6. Mazur M.: Elektryczne urządzenia grzejne. PWT, Warszawa 1990
7. Musiał E.: Instalacje i urządzenia elektroenergetyczne. WSIP, Warszawa 1998
8. Simpson P.G.: Grzanie indukcyjne. WNT, Warszawa 1994
9. Skoczowski S.: Technika regulacji temperatury. RCPAK, Warszawa 2000
10. Uczciwek T.: Skrypt dla osób dozoru i eksploatacji urządzeń elektroenergetycznych.
COSiW SEP, Warszawa 1994
11. Dokumentacja techniczno-ruchowa i instrukcje obsługi urządzeń. ŁZT „ELCAL”
Wyszukiwarka
Podobne podstrony:
Montaz i wykonywanie napraw tra Nieznany
Montaż i wykonywanie napraw silników komutatorowych
21 Montaż i wykonywanie napraw silników komutatorowych
Montaż i wykonywanie napraw urządzeń dźwigowych
Montaż i wykonywanie napraw silników indukcyjnych
24 Montaż i wykonywanie napraw urządzeń chłodniczych
Montaż i wykonywanie napraw urządzeń chłodniczych i kilmatyzacyjnych
26 Wykonywanie naprawy oraz ren Nieznany
ile czasu trwa naprawa maszyny Nieznany
35 Wykonywanie dokumentacji kon Nieznany
04 Wykonywanie pomiarow paramet Nieznany
04 Wykonywanie izolacji termicz Nieznany (2)
11 Wykonywanie zabiegow zoohigi Nieznany (2)
więcej podobnych podstron