1
mgr Izabela Bejma-
Bąk
1
FORMY ORGANIZACJI
PROCESU PRODUKCJI
Podstawy logistyki -
ćwiczenia
mgr Izabela Bejma-
Bąk
2
Podstawowe formy
organizacji produkcji
Stacjonarna
Niepotokowa
Potokowa
Gniazdowa
Jednak w dowolnej jednostce organizacyjnej
rzadko kiedy można spotkać zastosowanie
tylko jednej z tych form.
mgr Izabela Bejma-
Bąk
3
Forma STACJONARNA
Inaczej nazywana jest zadaniową
czyli „na ten jeden raz” (lub „pod
klucz”). Określa organizację, gdzie
dane zadanie wykonywane jest
przez jednego robotnika lub przez
grupę robotników. Cechą
charakterystyczną tej formy jest
łatwość różnicowania lub
dostosowywania zadań do potrzeb
klienta.
mgr Izabela Bejma-
Bąk
4
Wyróżnia się tutaj zadania na niskim
poziomie technicznym, gdzie organizacja
jest skrajnie prosta, gdyż umiejętności i
niezbędne wyposażenie produkcyjne jest
łatwo dostępne.
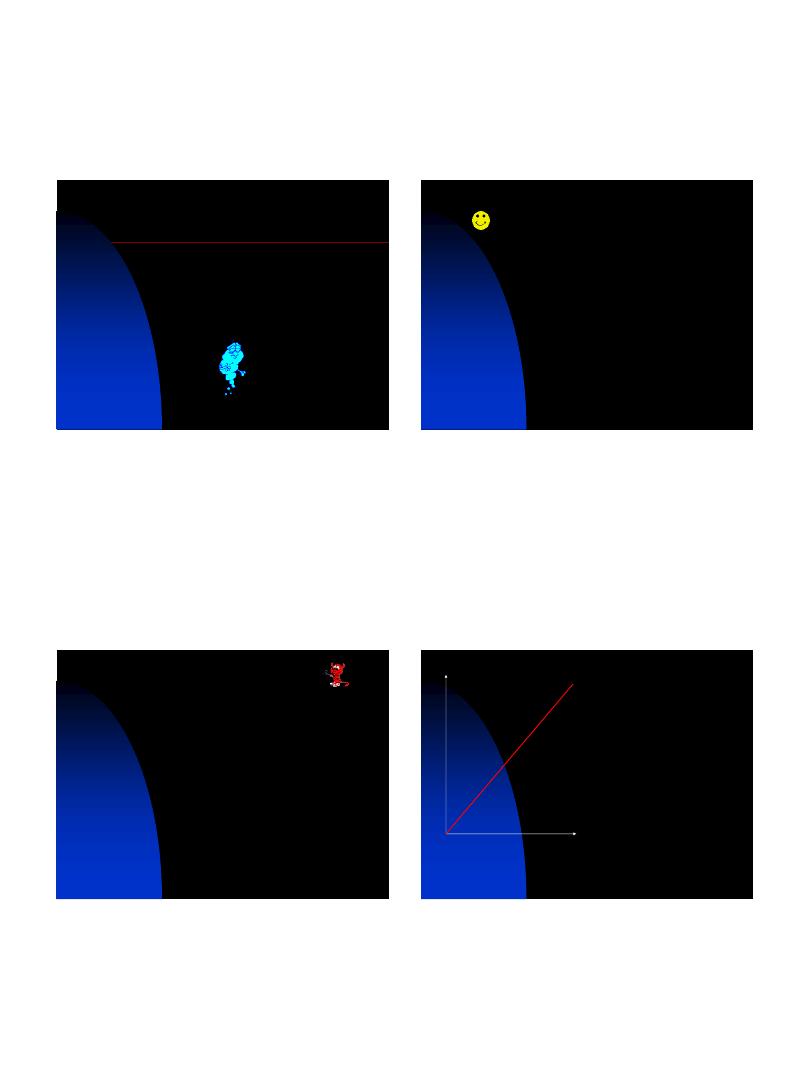
Charakterystyka stacjonarnej formy
organizacji produkcji:
Prosta organizacja
Różnorodne umiejętności pracowników
Szybka realizacja zadań i szybki
przyrost wartości dodanej
Łatwa do opanowania różnorodność
zadań
Łatwe dostosowanie zadań do potrzeb
klienta
Niskie wykorzystanie wyposażenia
Czas
W
y
k
o
n
a
n
ie
p
ra
c
/
N
ar
as
ta
ni
e
w
ar
to
śc
i
do
da
ne
j
2
mgr Izabela Bejma-
Bąk
5
Do zadań na wysokim poziomie technicznym
zalicza się procesy, gdzie musi być
zapewnienie ciągłości zatrudnienia lub alokacji
zasobów a przemieszczanie ich zadaniami
sprawia sporo trudności i powoduje
konieczność wprowadzenia
organizacji
„macierzowej”.
Tego rodzaju zamieniające się obszary
odpowiedzialności i sieci wzajemnych
powiązań trudno pooddają się kontroli,a w
założonych sytuacjach możliwość ta znika w
ogóle. Istotnymi cechami sterowania
przedsięwzięciami w tym przypadku są:
Jasno sformułowane cele
Uzgodnienie zamierzonych wyników do
uzyskania w określonych przedziałach czasu
Istnienie zespołu zarządzającego
przedsięwzięciem, mającego odpowiednie
uprawnienia decyzyjne w zakresie
angażowania pracowników, przyjmowania i
realizacji zadań oraz wykorzystania innych
zasobów.
ZADANIE
1
2
3
FAZA
M1
M2
M3
A
Faza A
A1
A2
A3
B
Faza B
B1
B2
B3
C
Faza C
C1
C2
C3
D
Faza D
D1
D2
D3
mgr Izabela Bejma-
Bąk
6
Forma NIEPOTOKOWA
Rozwój przedsiębiorstwa i rozmiary realizowanych przez nie
zadań
sprzyjają do zastosowania metod projektowania
niepotokowych form organizacji produkcji. Wymaga to, aby
proces podzielony był na części lub operacje, a ponadto żeby
każda z operacji zastała wykonana na całej serii wyrobów, zanim
rozpocznie się realizację następnej operacji, co ukazuje rysunek na
kolejnym slajdzie. Sposób ten jest powszechnie używany w
procesach wytwórczych. Dzięki zastosowaniu tej formy możliwe
jest
uzyskanie
specjalizacji
pracowników oraz utrzymanie
niskiego poziomu inwestycji kapitałowych, choć jednocześnie
prace organizacyjne i planistyczne konieczne do usunięcia
przestojów i marnotrawstwa czasu są przeprowadzane w bardzo
szerokim zakresie. Ważnym tutaj czynnikiem staje się dział
planowania produkcji.
mgr Izabela Bejma-
Bąk
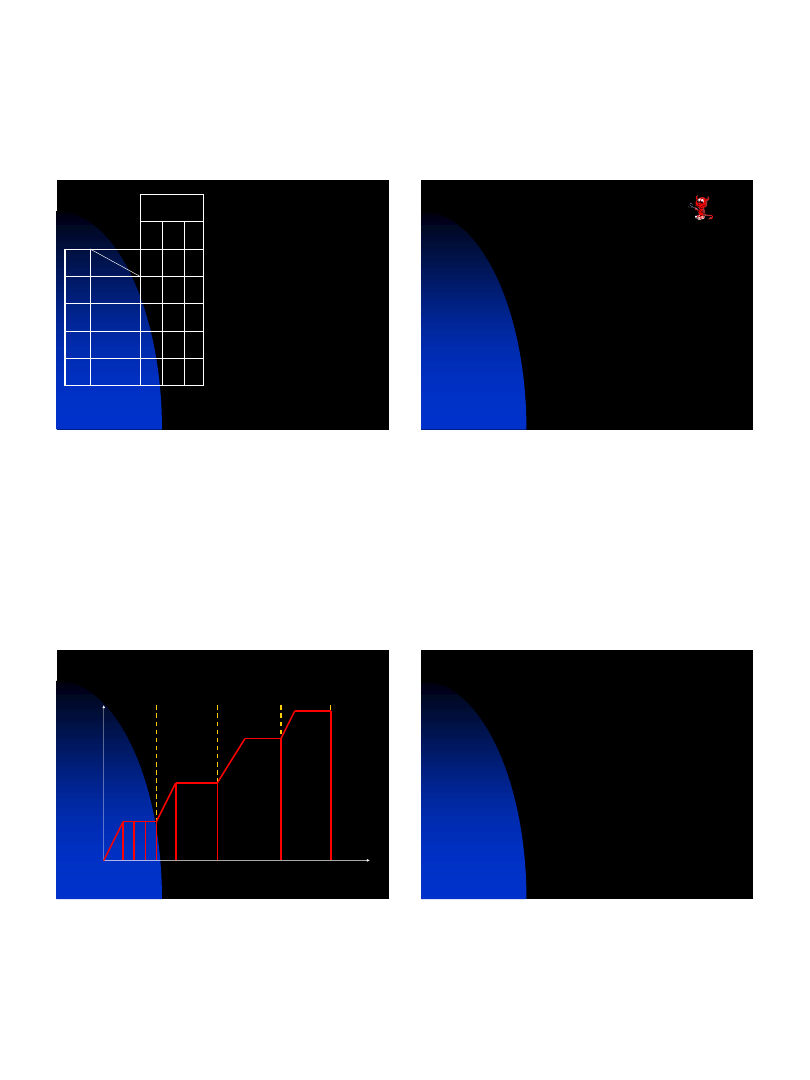
7
Wykonywanie prac na pierwszym z pięciu zadań zorganizowanych w
formie niepotokowej, bez występowania przerw międzyoperacyjnych
Czas
W
y
k
o
n
a
n
ie
p
ra
c
/
N
ar
as
ta
ni
e
w
ar
to
śc
i
do
da
ne
j
0
t
1
t
2
t
3
t
4
t
5
t
6
mgr Izabela Bejma-
Bąk
8
W przypadku wysokiej specjalizacji technologicznej w tej formie
produkcji może wystąpić duża nieregularność zakończenia
realizacji zadań spowodowana przez rozmieszczenie robotników i
stanowisk
roboczych
według specjalizacji funkcjonalnej i
technologicznej. Innymi słowy stanowiska robocze grupowane są
zgodnie z rodzajem wykonywanych przez nie funkcji. Zaletami
specjalizacji technologicznej w tej formie produkcji są:
elastyczność: łatwo można zmienić kolejność i ważność działań,
wysoki stopień wykorzystania wyposażenia produkcyjnego
specjalizacja robotników w wykonywaniu pojedynczych procesów,
co zwiększa ich umiejętności w danym zakresie,
kontrola nas grupą wykonującą te same funkcje pozwala na
uzyskanie obszernej wiedzy w dziedzinie danego procesu,
niedostępność pojedynczego zasobu nie wstrzymuje prac
3
mgr Izabela Bejma-
Bąk
9
Forma POTOKOWA
Formy potokowe, to takie formy organizacji, gdzie
zadania realizuje się w sposób ciągły lub, gdy
przetwarzanie
materiału
odbywa
się
ciągle
i
progresywnie.
Celem produkcji potokowej jest:
ulepszony przepływ materiału i przebieg prac,
niższe kwalifikacje ludzi,
szybszy przyrost wartości dodanej i szybsze tempo
realizacji prac
mgr Izabela Bejma-
Bąk
10
Zastosowanie form potokowych oznacza,
konieczność bezpośredniego przekazywania zadań po
zakończeniu realizacji któregokolwiek z etapów do
realizacji etapu następnego, bez oczekiwania na
pozostałe zadania partii produkcyjnej oraz
konieczność podejmowania realizacji operacji w
kolejnym etapie zaraz po nadejściu zadania. W celu
zapewnienia płynnego przebiegu prac czasy niezbędne
do realizacji każdego z etapów zadania muszą mieć
jednakową długość, a dane zadanie nie może
opuszczać linii, co przedstawia rysunek na kolejnym
slajdzie.
mgr Izabela Bejma-
Bąk
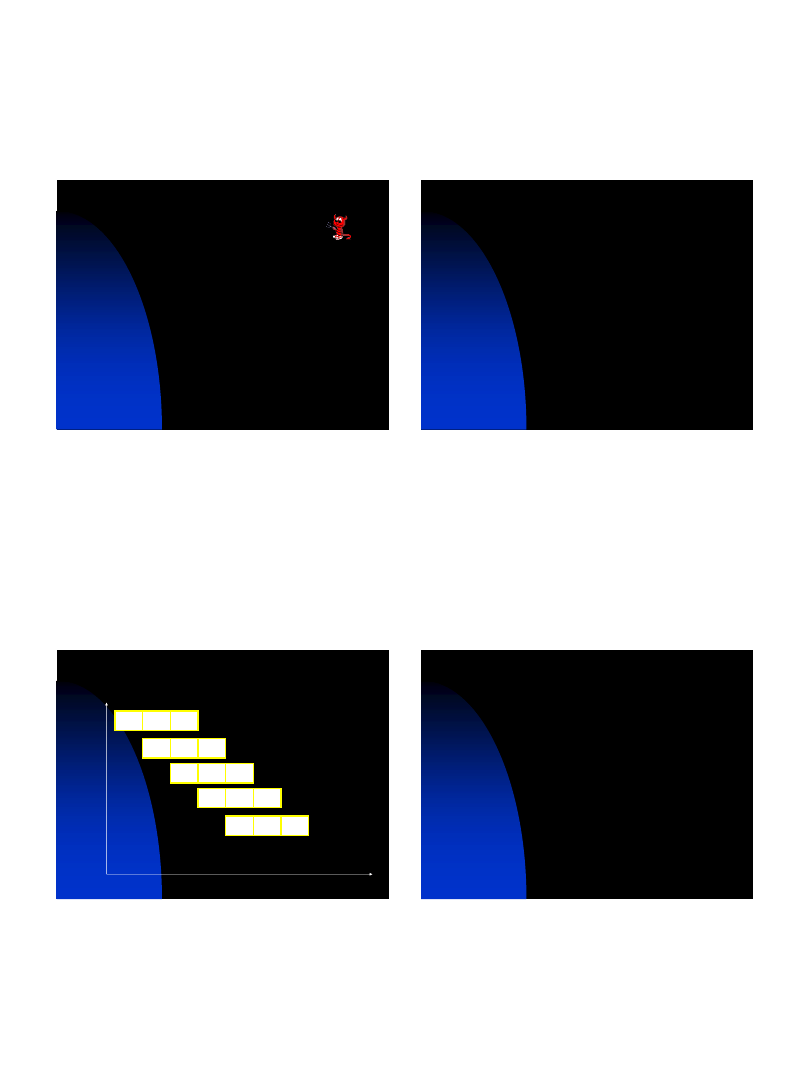
11
Potokowe formy organizacji produkcji
Czas
Faza A
Faza B
Faza C
Faza D
Faza E
Z1
Z2
Z3
Z1
Z2
Z3
Z1
Z2
Z3
Z1
Z2
Z3
Z1
Z2
Z3
mgr Izabela Bejma-
Bąk
12
Aby potokowa forma produkcji
dała zaplanowane rezultaty musi
być spełniony szereg warunków
znaczna stabilność popytu
wyroby lub usługi muszą być znormalizowane
dostawy materiałów muszą odbywać się o czasie i zgodnie ze
specyfikacją
wszystkie operacje muszą być zdefiniowane
wykonywanie prac musi odpowiadać przyjętym normom jakości
każdemu ze stanowisk pracy muszą być zaprawne maszyny i
urządzenia
obsługa eksploatacyjna musi mieć charakter wyprzedzający, a nie
samoistny
przeprowadzenie kontroli musi zostać włączone w sekwencje
pozostałych operacji
synchronizacja musi dotyczyć wszystkich stanowisk
4
mgr Izabela Bejma-
Bąk
13
Efektywne wdrożenie form
potokowych może przynieść
następujące korzyści:
zmniejszenie robocizny bezpośredniej. efektem koniecznego, dokładnie
prowadzonego planowania wstępnego bywa często oszczędność czasu
przy założeniu, że wyroby lub zadania są oryginalne dobrze zaprojektowane,
powtarzalność, a przez to dokładność i precyzja ich wykonania są znaczne,
ze względu na bieżące przeprowadzanie kontroli wszelkie odstępstwa od norm
są szybko wychwytywane
z tego samego powodu organizowanie magazynów w toku stało się
niepotrzebne; znacznie zmniejszyło się także zapotrzebowanie na powierzchnię
magazynową
zmniejszono zakres transportu wewnętrznego i przeładunków materiałów
uproszczono kontrolę ( w tym operacji, budżetów, jakości i sprawowanie
nadzoru); faktycznie linia podlega samokontroli
można dokładniej planować zapotrzebowania materiałowe
inwestycje w maszyny i materiały wykorzystywane do realizacji zadania mogą
szybciej przekształcać się w przychody ze sprzedaży
mgr Izabela Bejma-
Bąk
14
Formy GNIZADOWE
Przykłady produkcji niepotokowej w gniazdach technologicznych i produkcji
potokowej w liniach mogą być uznawane za skrajne przypadki elastyczności i
rodzajów rozmieszczenia, towarzyszące pewnej metodzie organizacji pracy.
Podejście grupowe nazywane czasami technologią grupową , stanowi
próbę połączenia zalet form niepotokowych i potokowych.
Forma a
odszukuje podobieństwa minimalizując różnice między nimi. Identyfikuje
podobieństwo zadań (prac, wyrobów) i tworzy ich rodziny, a niezbędne do ich
wykonania zasoby
łączy w gniazda lub komórki
.
Do korzyści takiego podejścia zalicza się:
łatwiejsze planowanie prac,
skrócenie czasów przygotowania produkcji,
lepsze stosunki międzyludzkie w produkcji.
Tworzenie grup autonomicznych można rozpatrywać w trzech zasadniczych
aspektach: technicznym, społecznym i kierowniczym.
mgr Izabela Bejma-
Bąk
15
Wyszukiwarka
Podobne podstrony:
FORMY ORGANIZACJI PROCESU PRODUKCJI, Zarządzanie i Inżynieria Produkcji - studia, Proces produkcyjn
Formy organizacyjne procesu kształcenia to, Metodyka
17 Organizowanie procesu produkcyjnego w przedsiębiorstwie
20 Organizowanie procesu produkcji w przedsiębiorstwie
formy-organizacyjne-procesu-ksztalcenia, PEDAGOGIKA-inne
PROJEKT ekonomika i organizacja procesów produkcyjnych
20 Organizowanie procesu produkcji w przedsiębiorstwie
Opisz zagadnienie Organizacja procesu produkcyjnego
FORMY ORGANIZACYJNE PROCESU KSZTAŁCENIA
PROJEKT ekonomika i organizacja procesów produkcyjnych obl
20 Organizowanie procesu produkcji ceramiki budowlanej
Cholewa,organizacja i optymalizacja procesów produkcyjnych, potencjalne wady części składowych maszy
typy i formy organizacji produkcji
Organizacja i przebieg przykładowego procesu produkcji, różne
notatek pl typy i formy organizacji produkcji sem iii
więcej podobnych podstron