
Oprzyrządowanie
przedmiotowe
część 01
2012 dr inż. Stanisław Kowalski
POLITECHNIKA POZNAŃSKA
Wydział Budowy Maszyn
i Zarządzania
dr inż. Stanisław KOWALSKI
Zakład Projektowania Technologii
Instytut Technologii Mechanicznej PP
tel. służb. 61 665 20 51
(w terminie dyżuru)
tel. pryw. 61 832 3159
tel. kom. 501 051 945
e
–mail: stanislaw.kowalski@ put.poznan.pl
kowalski@netkurier.pl
Dyżur i konsultacje w PP pok. 637 BM:
środa
13.30-14.30
- aktualne od 15-02-2012
inny termin po ewentualnym
indywidualnym uzgodnieniu
dr inż. Stanisław KOWALSKI
002
03
- charakterystyka uchwytu
- podstawowe określenia, definicje i oznaczenia
- systematyka uchwytów
- struktura funkcjonalna uchwytu w jego rola w systemie O-U-P-N
obróbki
- cel stosowania uchwytów obróbkowych
Wiadomości wstępne
04
Narzędzia
Uchwyty
Informacja
Energia
Materiał
Obsługa
Wyrób
OBRABIARKA
inne
Elementarny system wytwarzania
– stanowisko wytwórcze
05
Podział środków produkcji w obróbce
skrawaniem
06
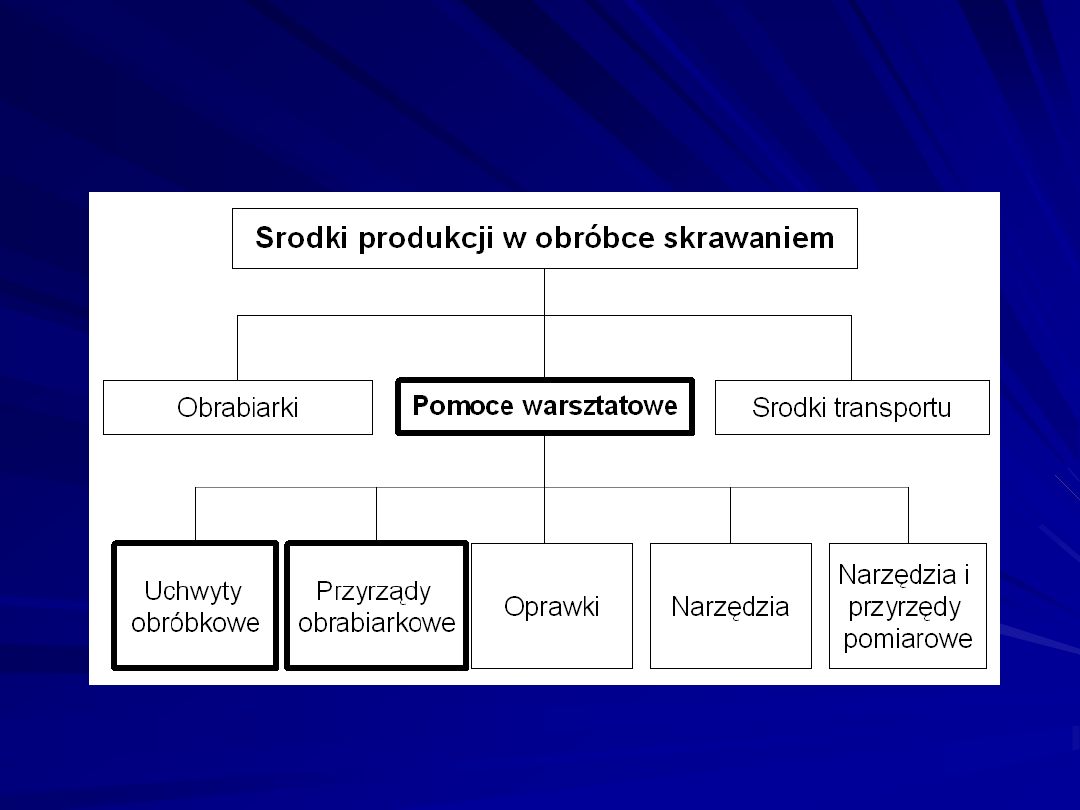
Miejsce uchwytów wśród środków produkcji
w obróbce skrawaniem
Środki produkcji w obróbce
skrawaniem
Obrabiarki
Środki transportu
Przyrządy
obrabiarkowe
Narzędzia
Narzędzia i środki
pomiarowe
Pomoce
warsztatowe
Uchwyty
obróbkowe
Oprawki
Podzielnice
Stoły obrotowe
Głowice
wiertarskie
Kryteria podziału
uchwytów obóbkowych
07
Proces technologiczny wymaga do realizacji środków
technologicznych w postaci wyposażenia technologicznego i
pomocy warsztatowych.
Pomocami warsztatowymi - nazywa się środki technologiczne
stosowane przy obróbce, montażu, kontroli lub transporcie
stanowiskowym przedmiotu pracy, będące uzupełnieniem maszyn
i urządzeń technologicznych lub służące bezpośrednio
pracownikowi przy pracy.
Do środków produkcji w mechanicznej obróbce metali skrawaniem
zalicza się:
a) obrabiarki skrawające,
b) narzędzia skrawające,
c) uchwyty, przyrządy i oprawki,
d) narzędzia i przyrządy pomiarowe oraz sprawdziany,
e) urządzenia transportowe tzw. transportu bliskiego
(przenośniki, podnośniki, podajniki itd.).
08
Do pomocy warsztatowych zalicza się między innymi:
• uchwyty i przyrządy do obróbki, montażu i kontroli,
• oprawki,
• sprawdziany,
• tłoczniki,
• podajniki,
• formy odlewnicze itp.
Pomoce warsztatowe dzieli się na:
• znormalizowane,
• specjalizowane,
• specjalne.
Pomoce specjalizowane to najczęściej oprzyrządowanie uniwersalne
uzupełnione elementami specjalnymi.
Pomoce specjalne są projektowane i wykonywane indywidualnie,
jako pomoce niezbędne w procesie wytwarzania danego wyrobu
oraz konieczne do utrzymania jego żądanej dokładności.
Rola oprzyrządowania i zakres stosowania
Podjęcie produkcji nowego wyrobu musi być poprzedzone wykonaniem
wielu prac przygotowawczych.
Zasadniczym elementem tych prac jest technologiczne przygotowanie
produkcji, w skład którego wchodzi:
• zaprojektowanie procesu technologicznego,
• konstrukcja oprzyrządowania,
• opracowanie norm czasu pracy i zużycia materiału,
• kalkulacja kosztów wdrożenia i wariantowości opracowywanych
koncepcji produkcyjnych.
Najtrudniejszym i najbardziej pracochłonnym etapem przygotowania
produkcji jest zaprojektowanie oprzyrządowania specjalnego.
09
10
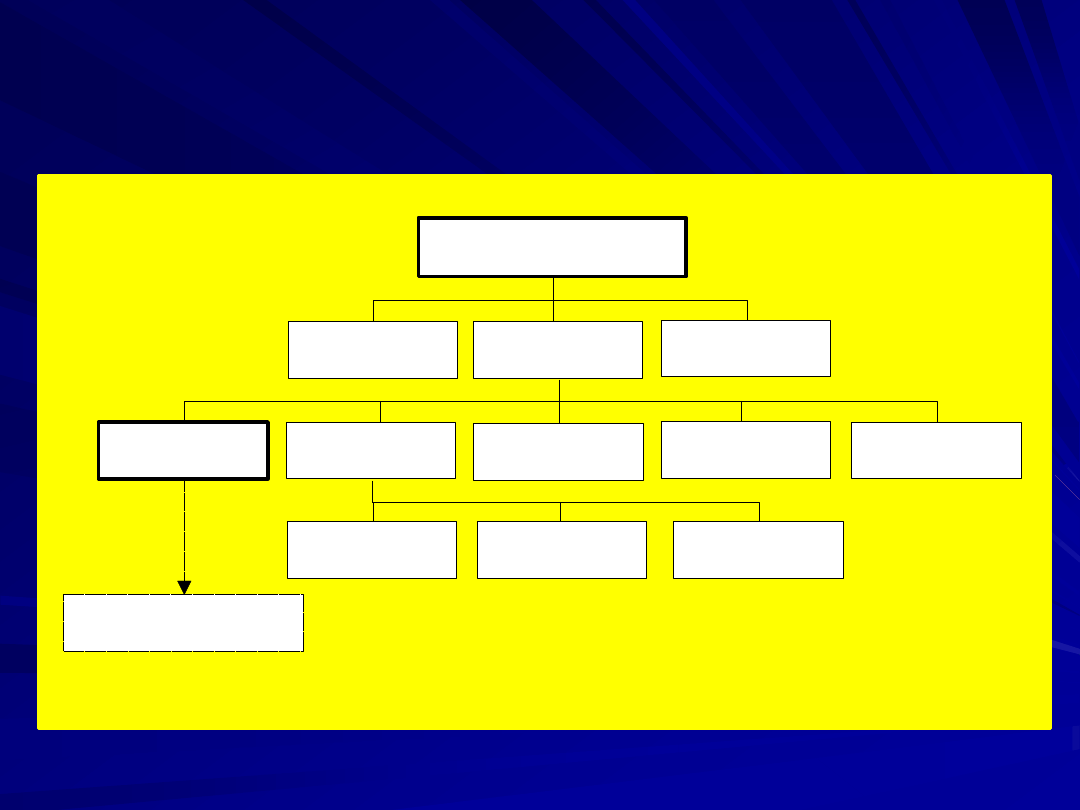
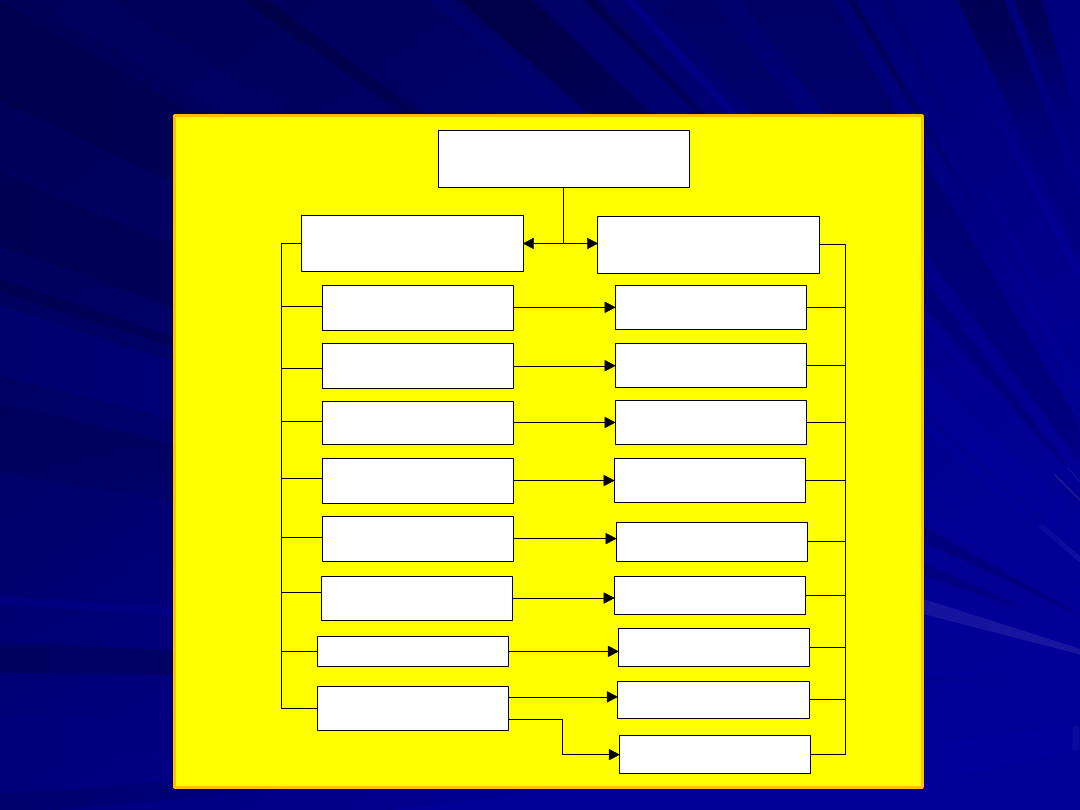
Podział oprzyrządowania przedmiotowego
Każda dziedzina technologiczna wymaga stosowania oprzyrządowania. Taka
kolej rzeczy podyktowana jest koniecznością uzyskiwania wysokich dokładności
w poszczególnych procesach, co można uzyskać np. przez odpowiednie
zastosowanie uchwytu obróbczego i jego poszczególnych elementów.
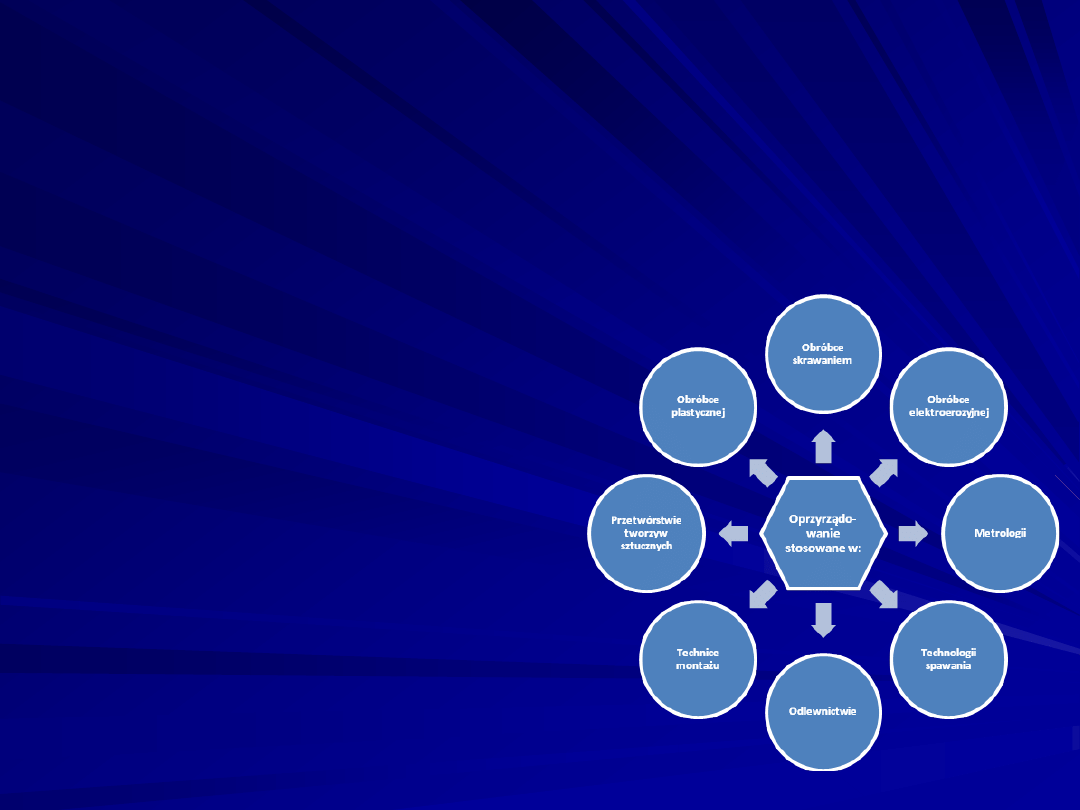
Obszar wykorzystania oprzyrządowania w
przemyśle maszynowym jest bardzo szeroki
jak pokazano na rysunku . W obszarze tym
wykorzystywane są zarówno tradycyjne
techniki wytwarzania, jak również ich nowsze
odmiany - w tym ze sterowaniem
numerycznym.
Podział oprzyrządowania wg technik
wytwarzania
011
Inny podział pomocy warsztatowych
wynika ze stosowania ich w określonych
technikach wytwarzania
W tym ujęciu można wydzielić następujące ważniejsze grupy:
• oprzyrządowanie obróbki skrawaniem,
• oprzyrządowanie obróbki plastycznej,
• oprzyrządowanie odlewnicze,
• oprzyrządowanie stosowane w technologiach spajania,
• oprzyrządowanie w przetwórstwie tworzyw sztucznych,
• oprzyrządowanie stosowane w technice montażu itd.
• inne

Z powodu rozległego obszaru wykorzystania oprzyrządowania w przemyśle
maszynowym m. in.: w spawalnictwie, przetwórstwie tworzywach sztucznych,
obróbce cieplnej, czy metrologii – dla oprzyrządowania przedmiotowego
(służącego do bazowania, ustalania i mocowania przedmiotów obrabianych,
pomiarów itp.) - tradycyjnie najczęściej używaną nazwą jest nazwa - przyrząd.
W obróbce skrawaniem oprzyrządowanie obróbkowe to uchwyty które dzieli się
na: uchwyty obróbkowe i przyrządy obrabiarkowe.
Miejsce uchwytów wśród środków produkcji w obróbce skrawaniem
przedstawiono na rysunku.
Dla uchwytów obróbkowych spotykanych jest szereg podziałów wg różnych
kryteriów. Poniżej na przedstawiono zestawienie najczęściej spotykanych
podziałów.
012
Oprzyrządowanie stosowane
w technologiach spajania
Technologie spajania, to przede wszystkim spawanie, zgrzewanie,
lutowanie i klejenie.
Spośród nich najbardziej rozpowszechnione jest spawanie.
Oprzyrządowanie stosowane w technice spawania można podzielić na
trzy grupy:
• uchwyty do spawania,
• urządzenia do manipulowania przedmiotem spawanym,
• urządzenia do manipulowania głowicą spawalniczą.
Urządzenia do manipulowania przedmiotem spawanym, to wszelkiego
typu manipulatory i obrotniki, występujące najczęściej jako
oprzyrządowanie uniwersalne.
Urządzenia do manipulowania głowicą spawalniczą (wysięgniki) mają
ułatwić prowadzenie i zapewnić jej odciążenie.
013
Oprzyrządowanie stosowane
w technologii montażu
W technice montażu można wyróżnić:
• uchwyty montażowe,
• wyposażenie stanowisk montażowych,
• uchwyty montażowe narzędziowe.
Uchwyty montażowe projektuje się na poszczególne stanowiska dla
ułatwienia procesu montażu, bądź dla zwiększenia jego dokładności.
Wyposażenie stanowisk montażowych ma na celu zarówno poprawienie
procesu montażu, jak i jego ułatwienie.
Jest to zazwyczaj oprzyrządowanie środków produkcji znajdujących się
na danym stanowisku montażowym.
Uchwyty montażowe narzędziowe występują przede wszystkim w
produkcji seryjnej i wielkoseryjnej.
Mają one na celu ułatwienia pracy ręcznej przez jej mechanizację za
pomocą narzędzi z napędem mechanicznym.
014
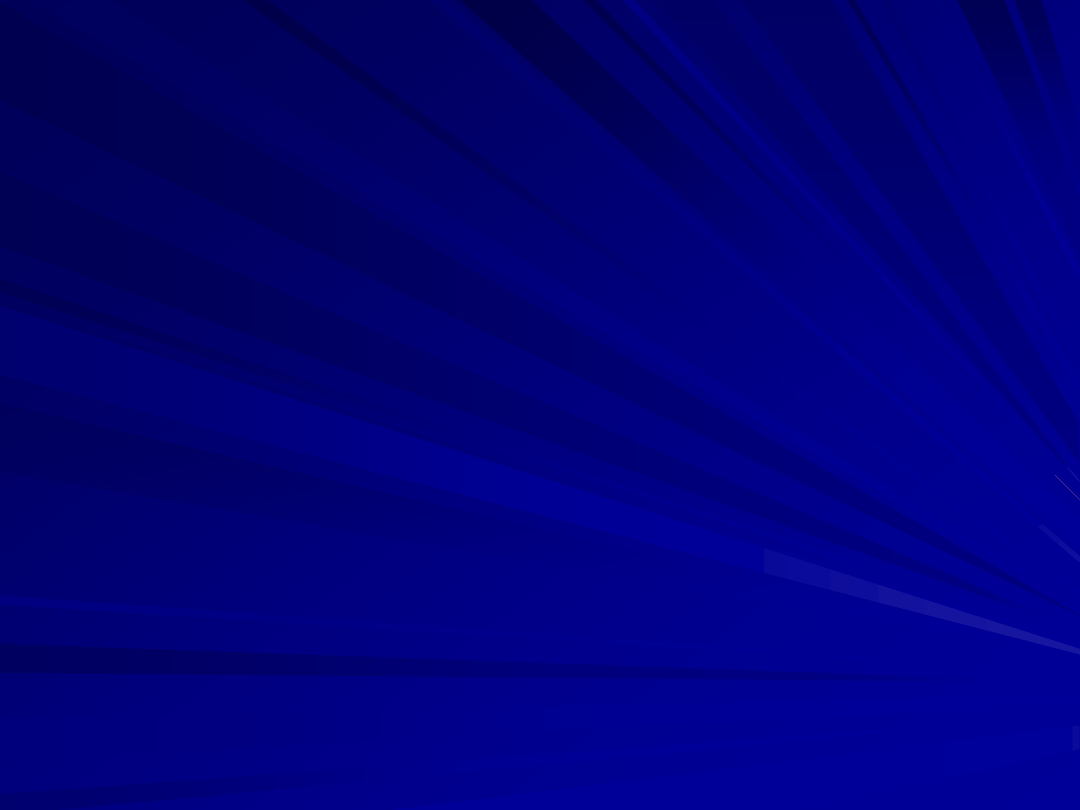
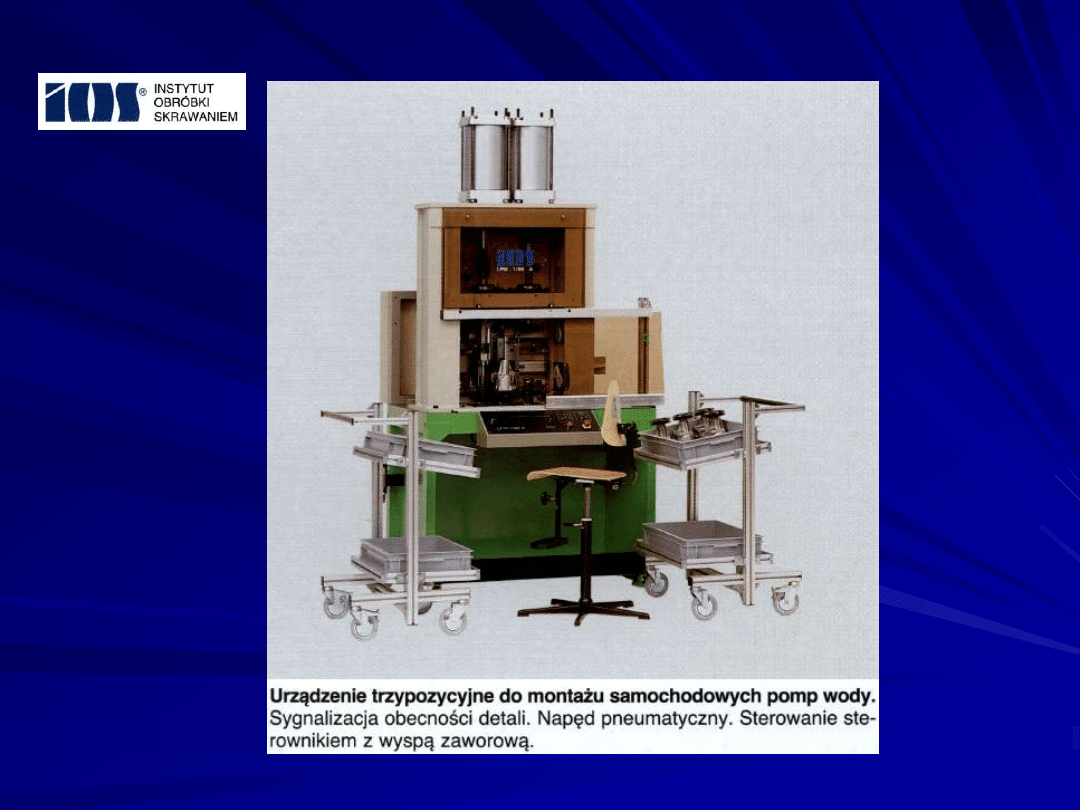
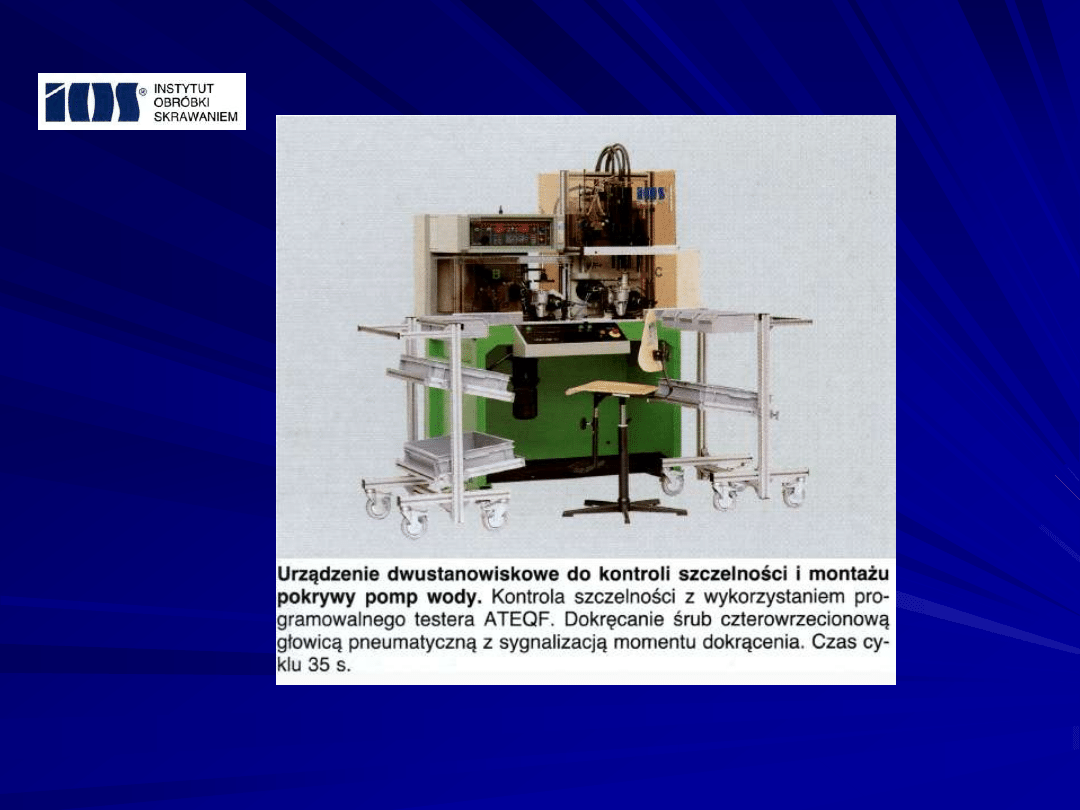
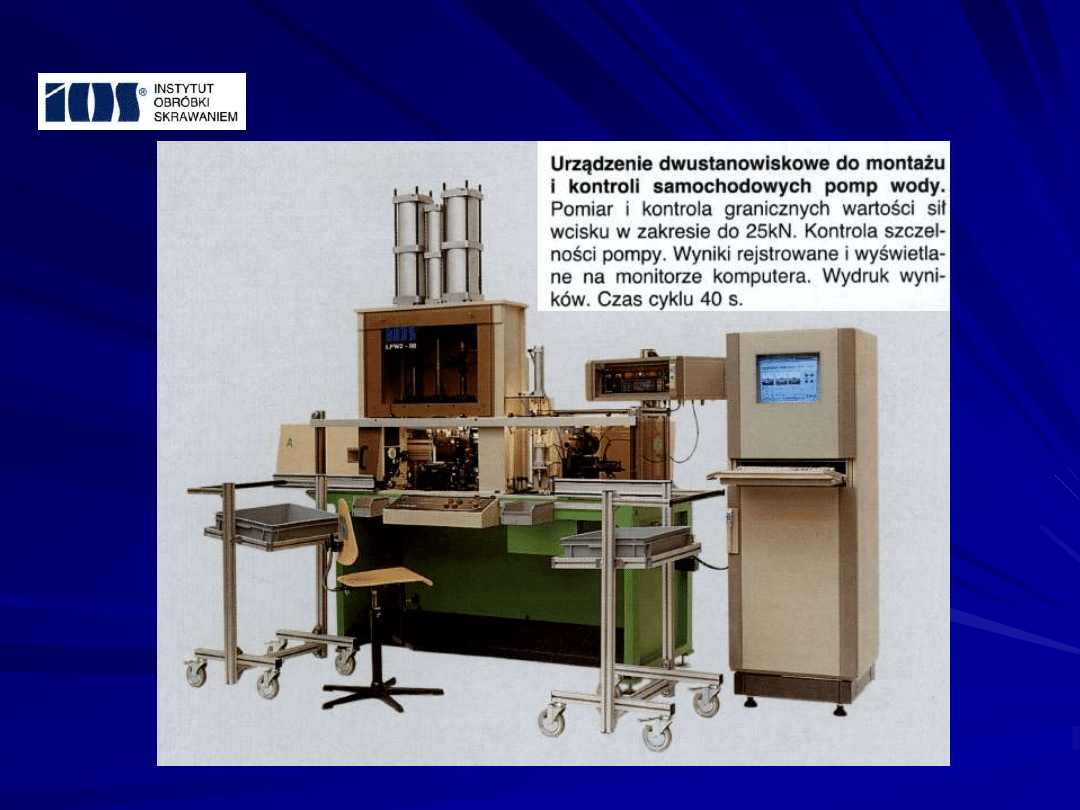
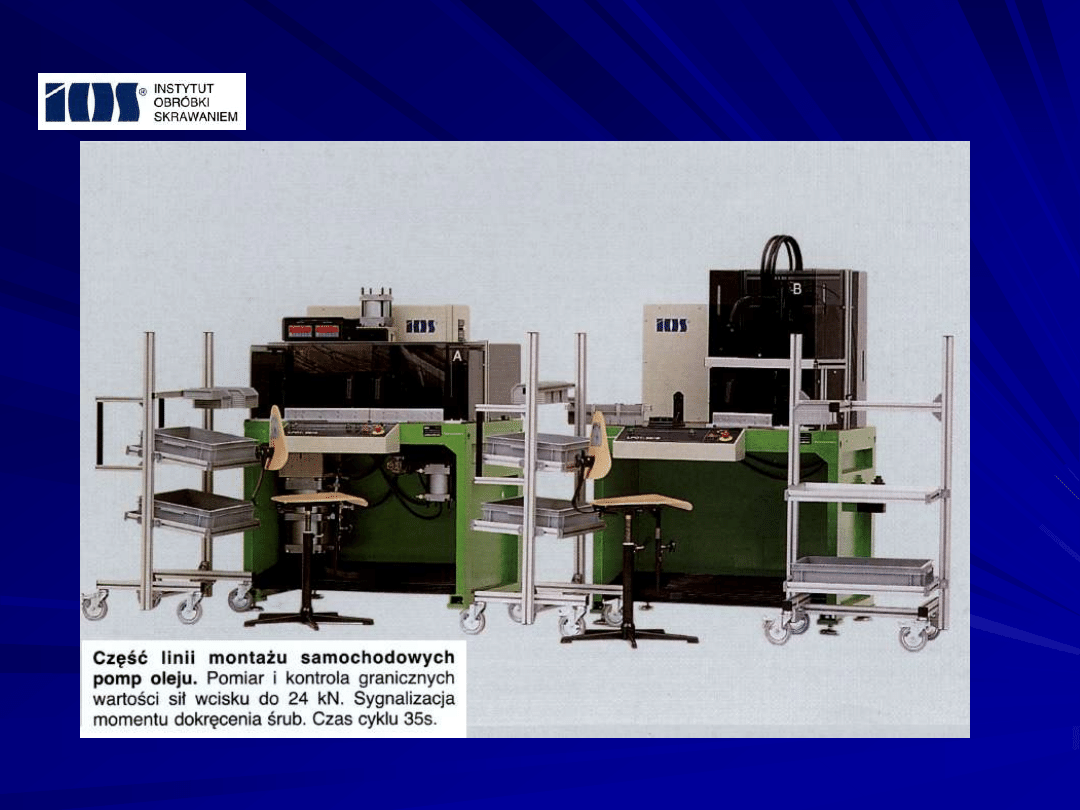
Przykłady oprzyrządowania
stanowisk montażowych
015
016
017
018
019
020
Oprzyrządowanie do obróbki plastycznej
Dla wykonania określonego przedmiotu w większości przypadków
wymagane jest oprzyrządowanie specjalne.
Jest to z reguły oprzyrządowanie drogie, dlatego sposoby tej obróbki
stosowane są w produkcji wielkoseryjnej i masowej.
W oprzyrządowaniu stosowanym w obróbce plastycznej występują
zupełnie odmienne elementy od tych, jakie występowały w obróbce
skrawaniem, spawaniem i technologii montażu.
Wiele z nich jest również znormalizowanych.
Charakter oprzyrządowania jest zupełnie odmienny.
W zakładach budowy maszyn spotyka się trzy podstawowe sposoby
obróbki plastycznej:
• tłoczenie,
• ciągnienie,
• kucie.
021
Oprzyrządowanie stosowane w odlewnictwie
Oprzyrządowanie stosowane w procesie odlewania jest ściśle związane
z zastosowaną metodą odlewania.
W każdej jednak metodzie wystąpi forma odlewnicza, która stanowi
zespół elementów tworzących po złożeniu wnękę formy o kształtach
odpowiadających kształtom odlewu.
W praktyce stosowane są formy nietrwałe (jednorazowe) wykonywane z
masy formierskiej i formy trwałe wykonywane jako metalowe.
W każdej metodzie odlewania można jeszcze stosować dodatkowe
oprzyrządowanie.
Przy odlewaniu w formach jednorazowych może to dotyczyć
oprzyrządowania do wykonywania modeli, płyt modelowych i rdzennic.
W przypadku odlewania w formach trwałych oprzyrządowanie może
dotyczyć kokili, form do odlewania pod ciśnieniem i odlewania
odśrodkowego.
022
Oprzyrządowanie stosowane w przetwórstwie
tworzyw sztucznych
Podstawowymi procesami stosowanymi w przetwórstwie tworzyw
sztucznych są:
• wytłaczanie,
• prasowanie wtryskowe,
• kształtowanie próżniowe
• walcowanie i kalandrowanie.
Przy wytwarzaniu określonych wyrobów o kształcie bryłowym i
profilowym oprócz urządzenia technologicznego wymagane jest
odpowiednie narzędzie formujące dany wyrób.
Generalnie narzędzia te dzielą się na formy, głowice i kalibratory.
Forma jest dzielona, co po zestaleniu tworzywa umożliwia wyjęcie
gotowego wyrobu.
Formy są każdorazowo projektowane i należy je traktować jako
oprzyrządowanie specjalne.
Głowice to narzędzia przeznaczone do wytwarzania w sposób ciągły
wyrobów profilowych np.: rur, prętów, kabli, węży.
023

Ocenia się, że pracochłonność konstrukcji oprzyrządowania specjalnego
wynosi 60÷70 % pracochłonności technologicznego przygotowania
produkcji seryjnej, a w niektórych przypadkach nawet 90 %.
Wynika stąd, że termin uruchomienia produkcji jest zależny od
wykonania oprzyrządowania technologicznego.
Równocześnie konstrukcja oprzyrządowania w znacznym stopniu wpływa
na wydajność i jakość procesów wytwarzania i montażu.
Oprzyrządowanie stosowane w obróbce
skrawaniem
Oprzyrządowanie stosowane w obróbce skrawaniem należy do
najliczniejszej grupy oprzyrządowania spośród wszystkich technik
wytwarzania.
Oprzyrządowanie to stanowi przedmiot dalszych naszych wykładów,
ćwiczeń i projektu.
024
Oprzyrządowanie stosowane w obróbce
skrawaniem
Do obróbki skrawaniem przedmioty obrabiane i narzędzia skrawające
muszą być związywane z obrabiarką w położeniach odpowiadających
zamierzonej obróbce.
Związanie przedmiotu lub narzędzia z obrabiarką może być:
a) bezpośrednie (rys. a), gdy części przedmiotu lub narzędzia,
które mają stykać się z obrabiarką, mają kształty i wymiary
umożliwiające bezpośrednie połączenie z odpowiednim
elementem obrabiarki, we właściwym położeniu,
b) za pośrednictwem dodatkowych urządzeń (rys. b), jeśli kształty
i wymiary przedmiotu lub narzędzia nie umożliwiają
bezpośredniego połączenia z obrabiarką w żądanym położeniu
lub gdy uzyskanie takiego położenia jest wprawdzie możliwe,
ale trudne i pracochłonne; tymi dodatkowymi urządzeniami są
uchwyty do przedmiotów obrabianych, oprawki do narzędzi
oraz przyrządy obrabiarkowe.
025
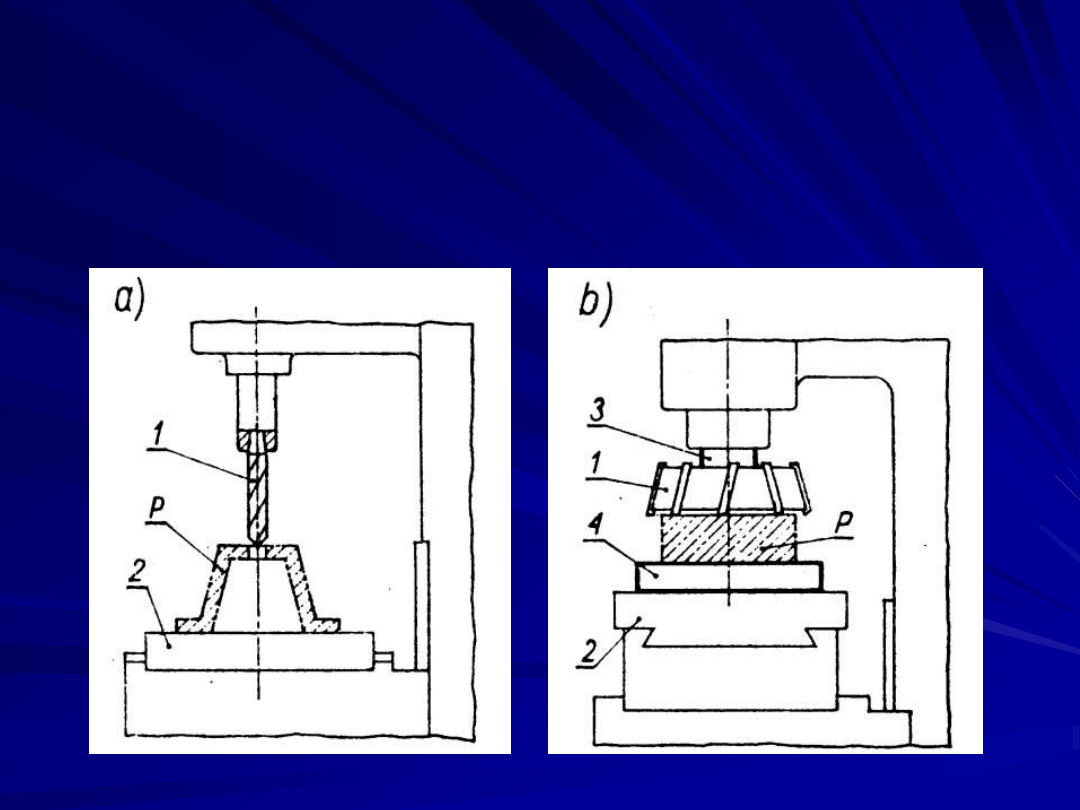
Układ: obrabiarka - uchwyt - przedmiot obrabiany - narzędzie
to tzw. układ O-U-P-N
a
) przedmiot P i narzędzie 1 związane bezpośrednio z obrabiarką 2;
b) przedmiot P i narzędzie 1 związane z obrabiarką 2 za pośrednictwem
oprawki do narzędzia 3 i uchwytu do przedmiotu 4
026
Podstawowe określenia i definicje
Dotyczące uchwytów
Uchwyt obróbkowy
– jest to urządzenie, które służy albo do ustawienia przedmiotu
obrabianego, nadania mu określonego położenia na obrabiarce, albo do
zamocowania go na niej, bądź wreszcie spełnia obie te funkcje razem.
Ponadto uchwyt może być w razie potrzeby zaopatrzony w elementy które służą
do spełniania dodatkowych zadań, np. do prowadzenia narzędzi (tulejki
wiertarskie) oraz w elementy lub mechanizmy umożliwiające nadawanie
przedmiotowi podczas jednej operacji szeregu kolejnych określonych położeń
względem obrabiarki i narzędzia jak np. mechanizmy podziałowe.
Przyrząd obrabiarkowy
– jest to urządzenie, które stanowi przedłużenie łańcucha
kinematycznego obrabiarki i jest przeznaczone do rozszerzenia jej możliwości
obróbkowych przez realizowanie dodatkowych, potrzebnych przy obróbce ruchów
w układzie: przedmiot obrabiany – narzędzie.
Przyrządem jest np. stół obrotowy na frezarce, który umożliwia obróbkę ciągłą
kolejnych przedmiotów, ustawianych i zamocowywanych w uchwycie podczas
obróbki uprzednio założonych przedmiotów, przyrządem jest także głowica
wielowrzecionowa do wiertarki jednowrzecionowej, podzielnica itp..
027
Przyrząd (obrabiarkowy)
- jest to urządzenie, które stanowi przedłużenie
łańcucha kinematycznego obrabiarki i jest przeznaczone do rozszerzenia
jej możliwości obróbkowych przez realizowanie dodatkowych, potrzebnych
przy obróbce ruchów w układzie:
przedmiot obrabiany - narzędzie
Przykładem może tu być stół obrotowy i podzielnica na frezarce bądź też
głowica wielowrzecionowa na wiertarce jednowrzecionowej.
Ponieważ nazwy „uchwyt" i „przyrząd" są szeroko stosowane w przemyśle
maszynowym poza obróbką mechaniczną skrawaniem (istnieją uchwyty i
przyrządy spawalnicze, montażowe, do obróbki cieplnej itd.).
Uchwyty do mechanicznej obróbki skrawaniem są nazywane dla
odróżnienia uchwytami obróbkowymi.
Przyrządy do mechanicznej obróbki skrawaniem — przyrządami
obrabiarkowymi.
[wg Dobrzańskiego, Żebrowskiego]
028
Uchwyty znormalizowane
, tzn. wykonywane wg odpowiednich
norm przedmiotowych polskich, branżowych lub zakładowych;
Uchwyty składane,
montowane z uniwersalnych elementów
przeznaczonych do wielokrotnego użycia.
Można również w grupach pomocy wyróżnić
pomoce katalogowe
, do
których zalicza się te pomoce znormalizowane i specjalne, które są
wykonywane przez wyspecjalizowanych producentów.
Oprawka -
jest to urządzenie, które służy do ustawiania i
zamocowania na obrabiarce jednego lub więcej narzędzi, np. oprawka
do noży tokarskich, wierteł, rozwiertaków i gwintowników lub trzpienie
frezarskie, wytaczadła itp.
029

Uchwyty obróbkowe uniwersalne
– służą do mocowania i ustalania przedmiotów
prostych konstrukcyjnie, o różnych kształtach, w różnych operacjach, na różnych
obrabiarkach. Za przykład mogą posłużyć imadła maszynowe, uchwyty tokarskie
samocentrujące. Elementy te są z reguły znormalizowane.
Uchwyty obróbkowe specjalne
– są wykorzystywane głównie w produkcji
wielkoseryjnej, na potrzeby konkretnej operacji, przy często skomplikowanych
kształtach przedmiotu obrabianego.
Uchwyty obróbkowe specjalizowane –
są to inaczej przeprojektowane,
zmodyfikowane uchwyty uniwersalne lub uchwyty do których dodano pewne
elementy specjalne, po to by dostosować je do konkretnej operacji do której nie
były przeznaczone w stanie pierwotnym. Jest to bardzo oszczędny zabieg, jeśli
oczywiście możliwa jest powrotna zmiana do stanu poprzedniego.
Uchwyty obróbkowe składane z kompletów UPS
– montowane ze zbioru
znormalizowanych elementów ustalanych za pomocą połączeń rowkowych
(rowków T-owych) bądź otworowych. Komplety (ok. 30÷35000 elementów)
pozwalały na montaż pewnej ilości uchwytów jednocześnie (wg różnych źródeł ok.
10
÷50).
Obecnie nie stosowane ze względów ekonomicznych (zbyt drogie) i ponieważ nie
zapewniały oczekiwanej dokładności. Najlepsze doświadczenia z ich eksploatacji
wykorzystano podczas tworzenia nowej generacji uchwytów składanych.
030
Uchwyty obróbkowe składane (modular flexible fixtures)
– są stosunkowo młodą
generacją uchwytów, wykorzystywanych głównie przy produkcji jednostkowej i
małoseryjnej. Uchwyty takie są montowane jest ze zbioru katalogowych
elementów, ustalonych między sobą za pomocą połączeń rowkowych (rowki T-
owe) lub otworowych z kompletów liczących ok. 170÷180 elementów, z czego
wynika ich duża łatwość i różnorodność stosowania.
Uchwyty są wykorzystywane w produkcji jednostkowej i małoseryjnych najczęściej
w obróbce na obrabiarkach OSN a również w spawalnictwie, montażu oraz kontroli
jakości.
Jest to najnowsza generacja uchwytów obróbkowych (komplet jednej wielkości to
ok. 170 części).
Oprócz kompletów systemowych znanych producentów jednocześnie istnieje wielu
różnych producentów katalogowych elementów pozwalających składać podobne
uchwyty. Często brak jednak pomiędzy nimi kompatybilności.
Systemy mocowania z punktem zerowym (Zero Point Clamping Systems)
– tzw.
systemy paletyzowania, pozwalają na uzyskanie bardzo wysokich dokładności
styku przyrządu z przedmiotem obrabianym, a co z tym związane i styku narzędzia
obróbczego z powierzchnią obrabianego przedmiotu.
Taka technika mocowania pozwala na uzyskanie wysokiej wydajności produkcyjnej
i obniżenie czasów przygotowawczych do 90%.
031
Podstawowe określenia i definicje
Dotyczące elementów uchwytów
Ustalenie
-
pojęciem ustalenia przedmiotu obrabianego rozumie się nadanie mu
ściśle określonego położenia w uchwycie. Ustalenie może być całkowite,
częściowe, może także nastąpić przestalenie. To czy zastosuję się ustalenie
całkowite, czy częściowe jest zależne od zadania obróbkowego, jakie należy
wykonać i od liczby stopni swobody, jaką będzie trzeba odebrać przedmiotowi [2].
Elementy ustalające
– mają za zadanie pozycjonowanie przedmiotu, mając na
względzie pozycję narzędzia w procesie obróbczym.
Elementy zamocowujące
– służą do bezpiecznego zamocowania przedmiotu w
uchwycie w trakcie operacji obróbczych.
Elementy prowadzące narzędzia
– są pomocne przy ustalaniu, bądź prowadzeniu
narzędzia, z zachowaniem odpowiednich dystansów między narzędziem, a
przedmiotem obrabianym. Przykładami są tulejki wiertarskie i wytaczarskie.
032
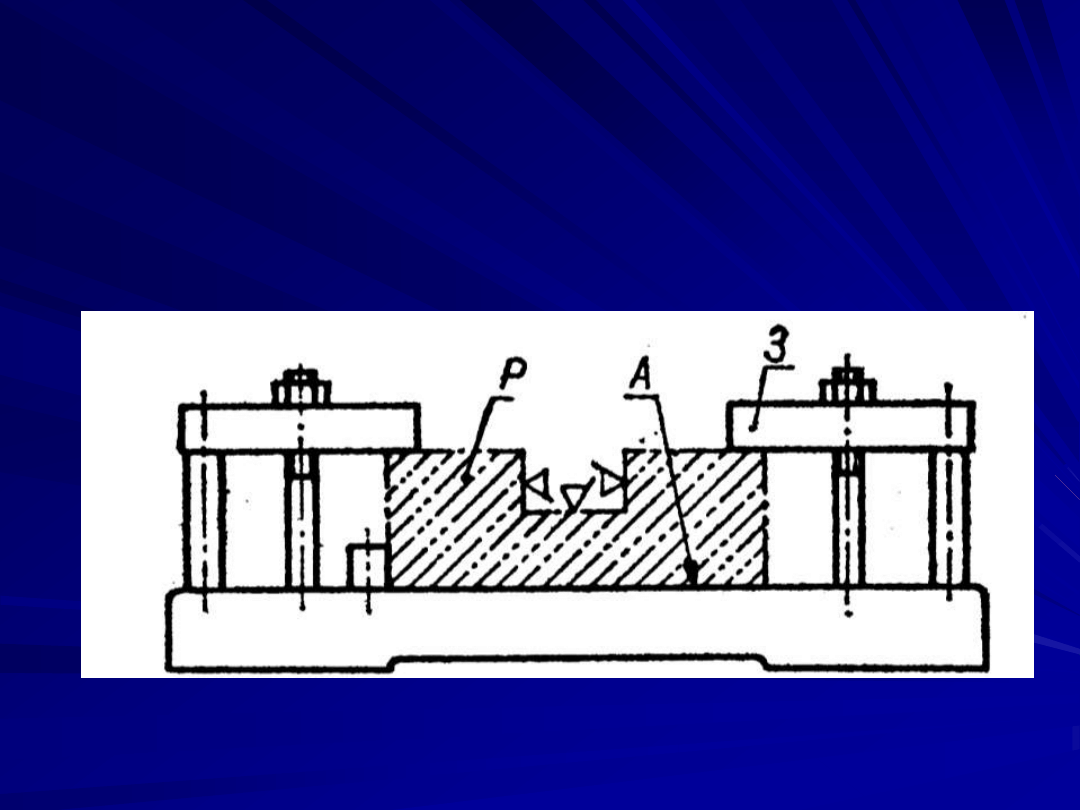
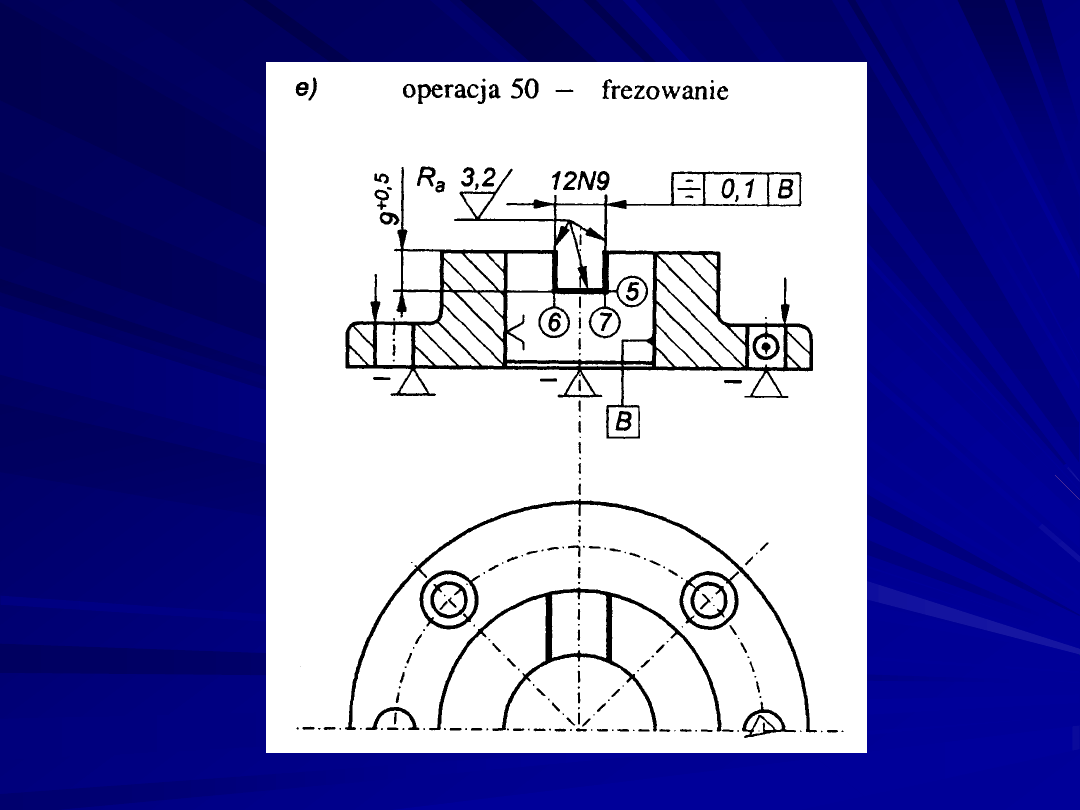
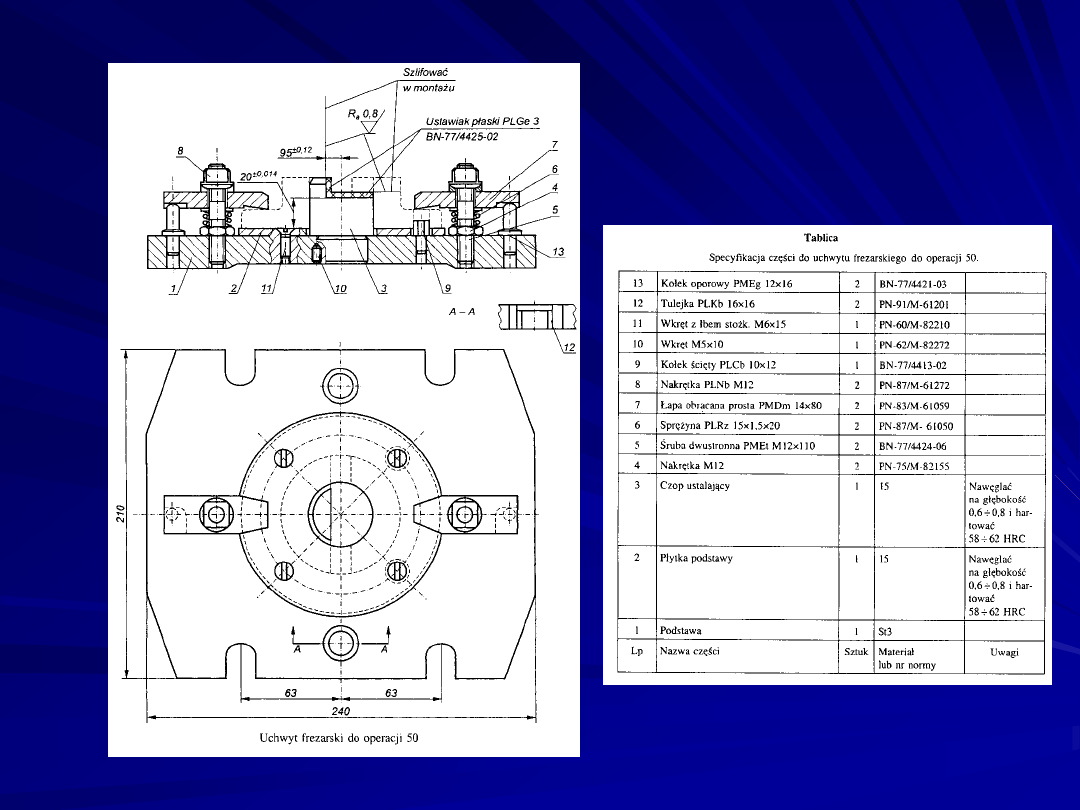
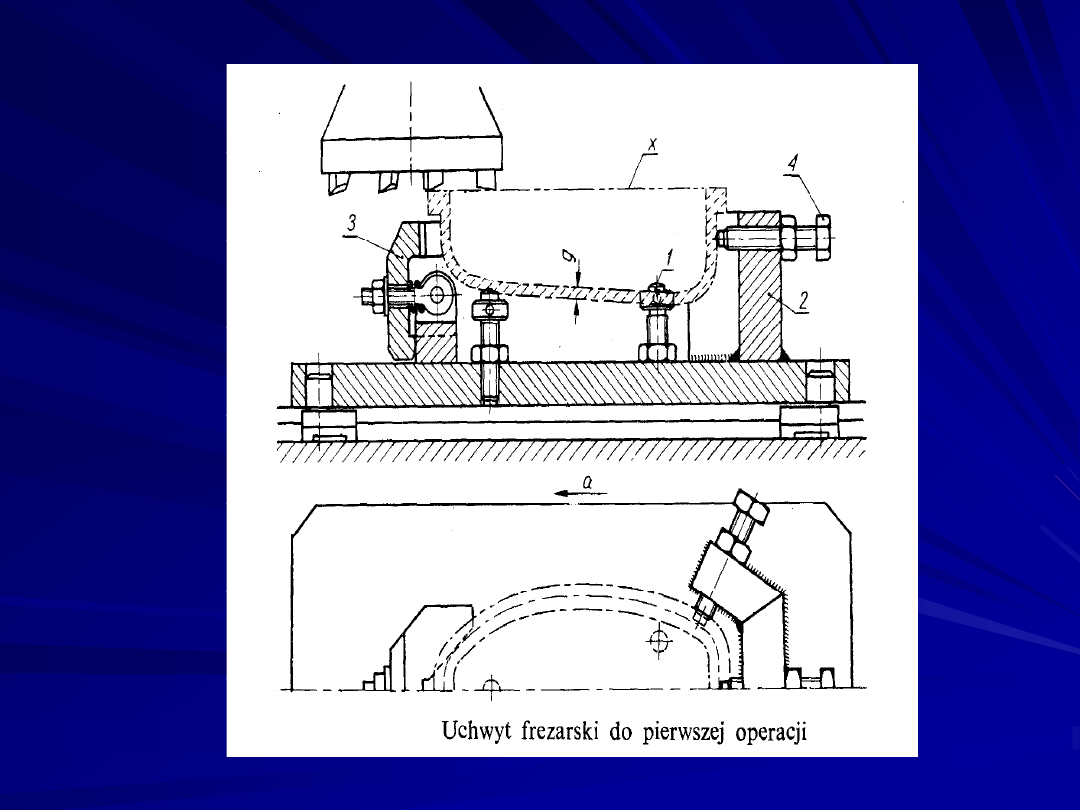
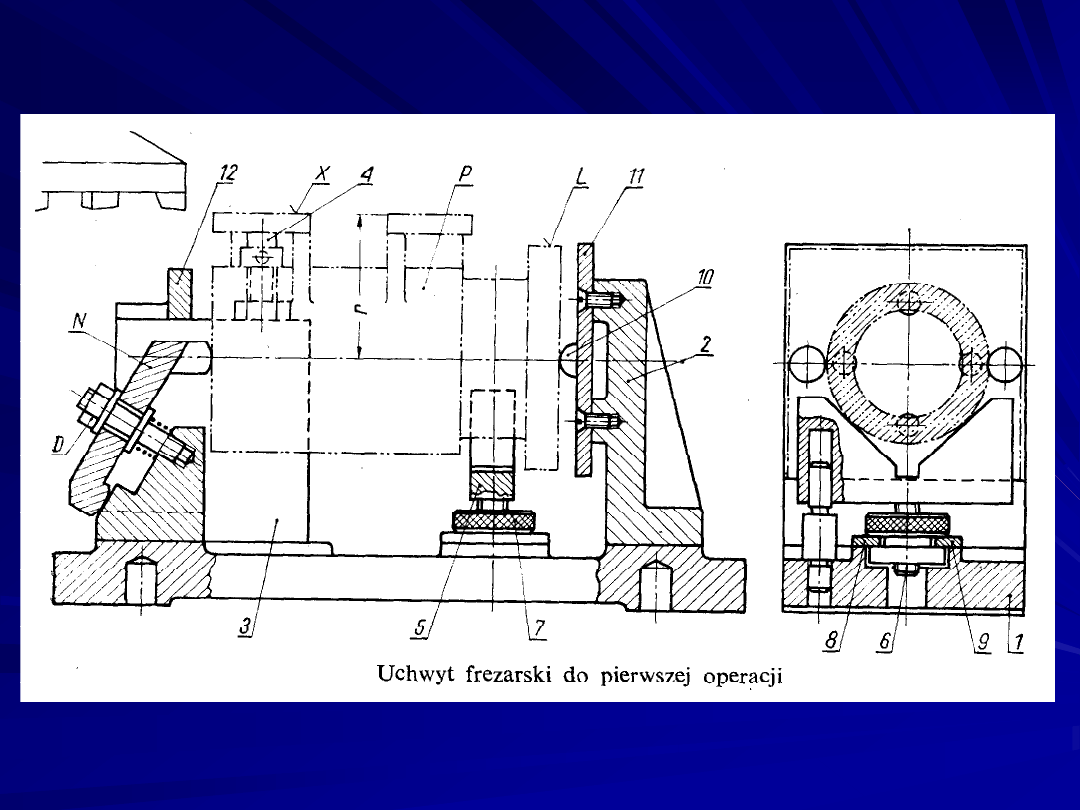
Na rysunku poniżej pokazano uchwyt frezarski służący do ustawienia i
zamocowania przedmiotu obrabianego P, w którym ma być obrabiany
rowek,
Przykład uchwytu frezarskiego
033

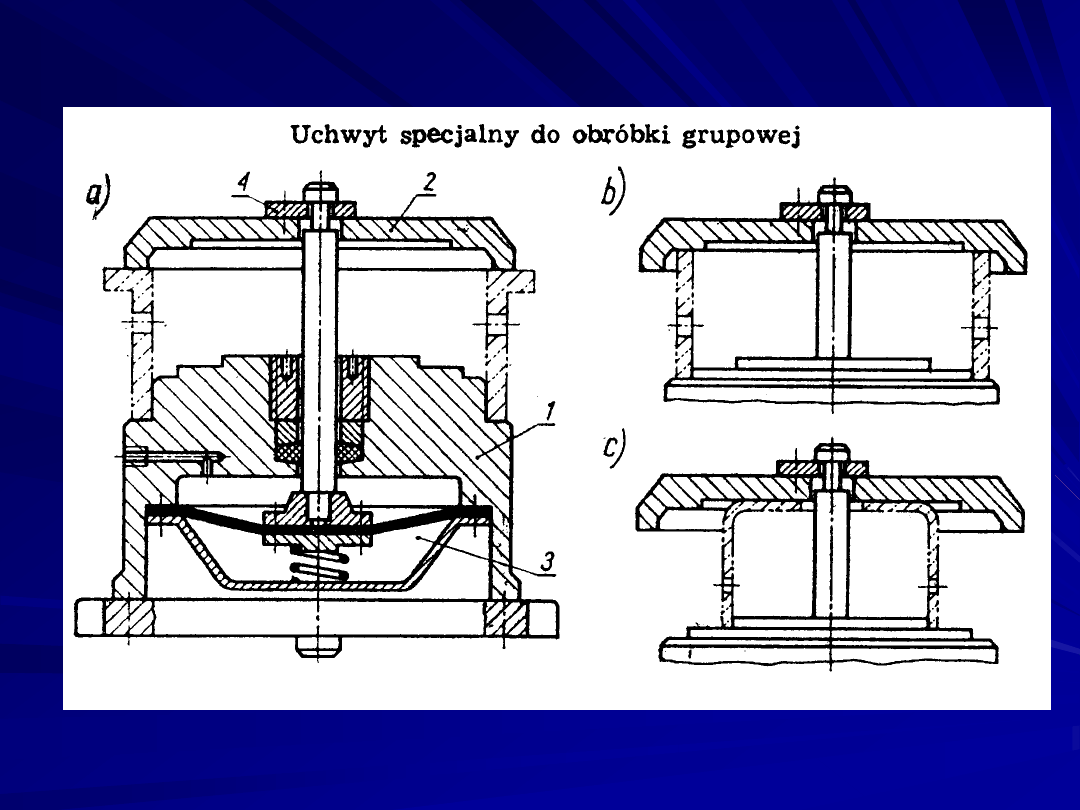
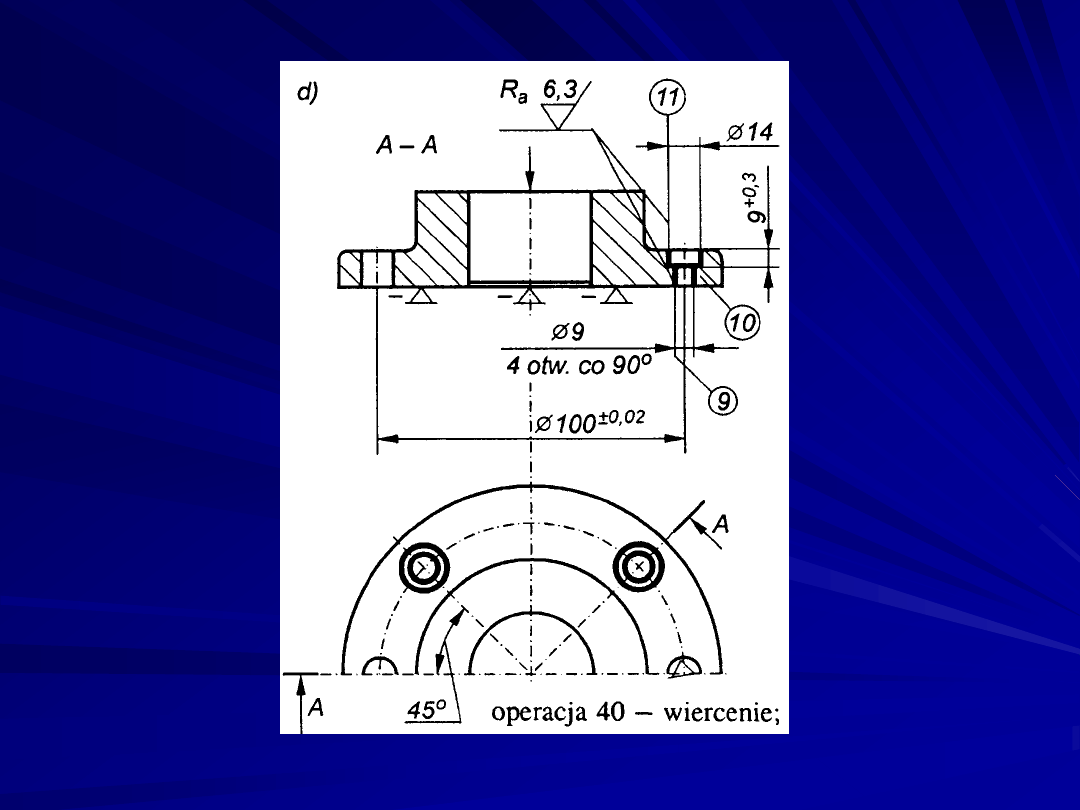
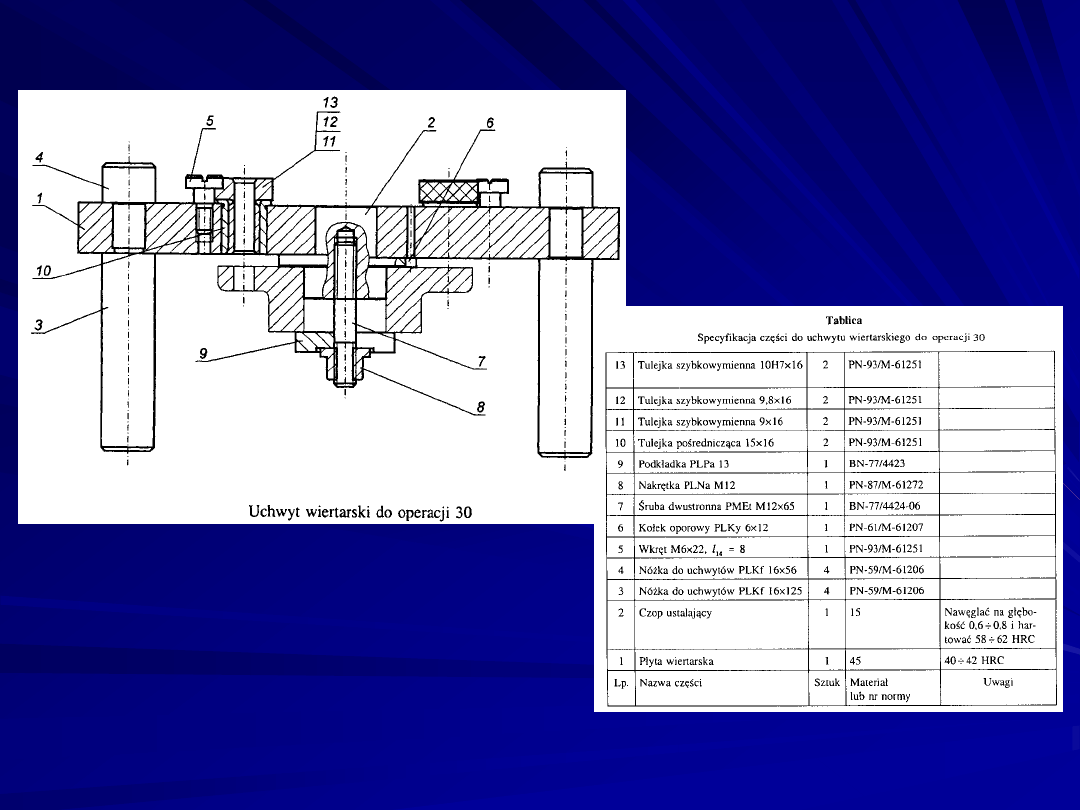
Przykład uchwytu wiertarskiego przestawnego
Na rysunku poniżej przedstawiono — uchwyt wiertarski przestawny, w
którym wierci się w przedmiocie P otwory z dwóch stron, w kierunkach
pokazanych strzałkami, po odpowiednim ustawieniu uchwytu na stole
obrabiarki.
034
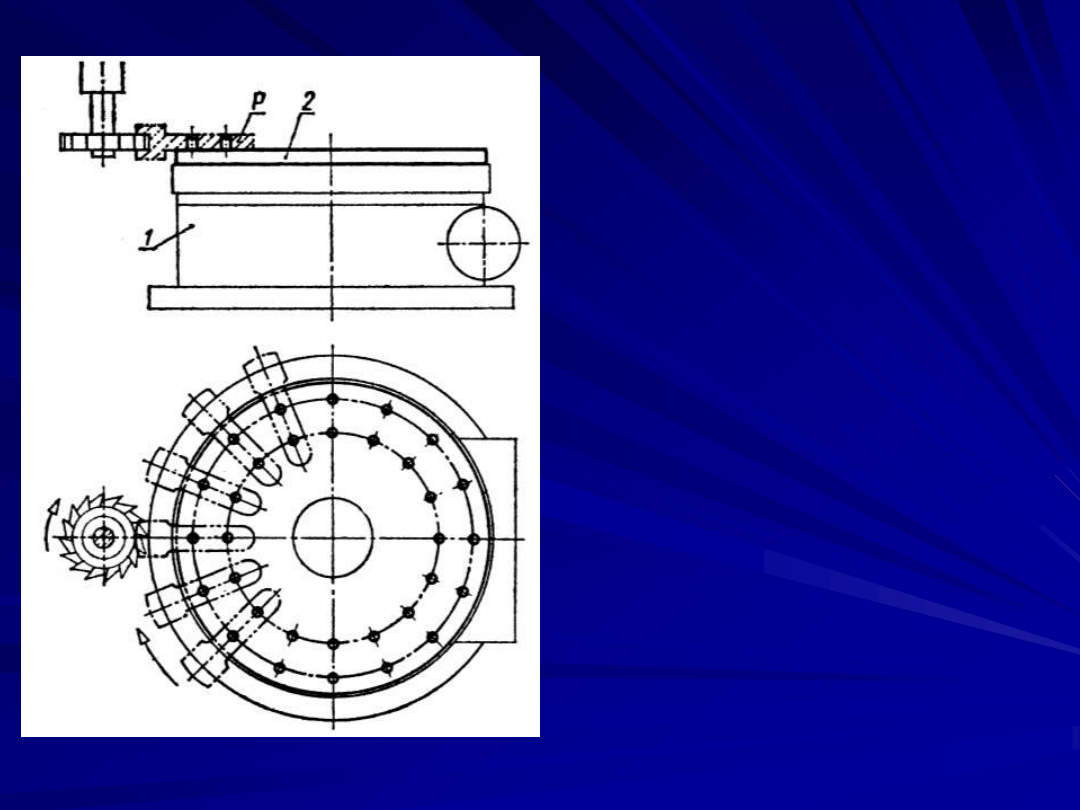
Przykład uchwytu frezarskiego 2
połączonego
z przyrządem uniwersalnym 1
(stołem obrotowym)
Przyrządem jest np. stół obrotowy 1
na frezarce (rys. obok), który
umożliwia obróbkę ciągłą kolejnych
przedmiotów P, ustawianych i
zamocowywanych w uchwycie 2
podczas obróbki uprzednio
założonych przedmiotów;
przyrządem jest także głowica
wielowrzecionowa do wiertarki
jednowrzecionowej, podzielnica itp.
035
036
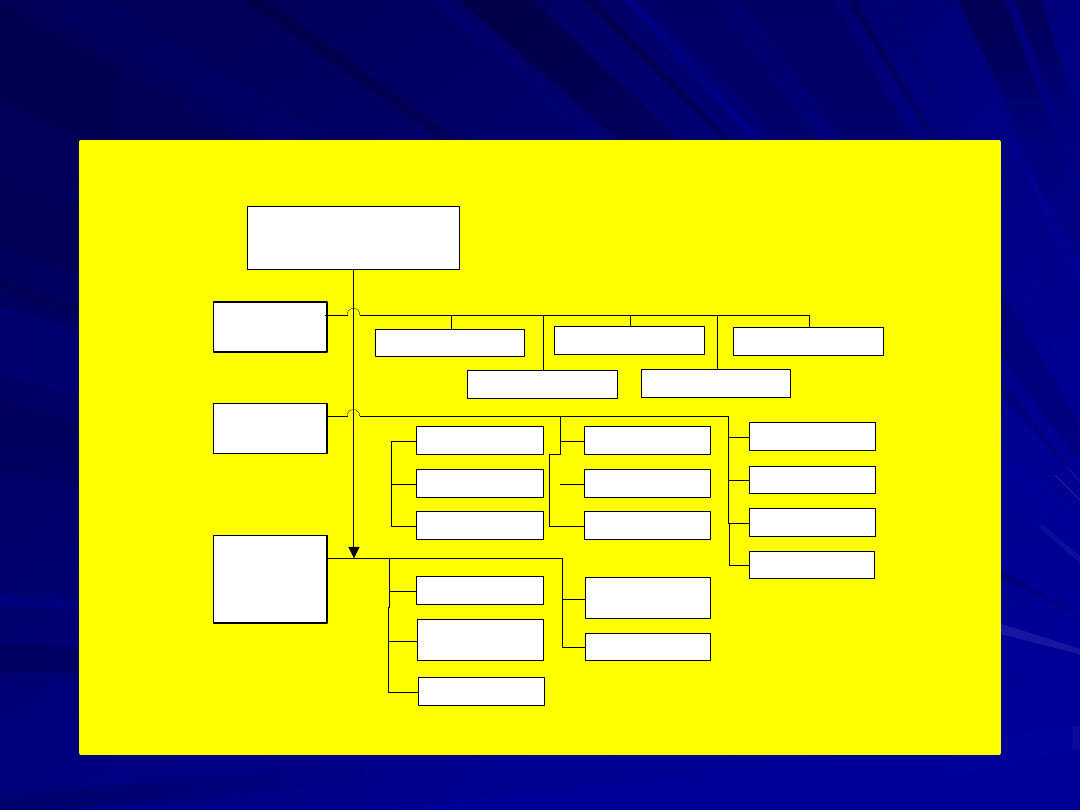
Zakres
zastosowania
Liczba pozycji
Liczba
przedmiotów
Cechy
konstrukcyjne
Sposób
obsługi
Uniwersalne
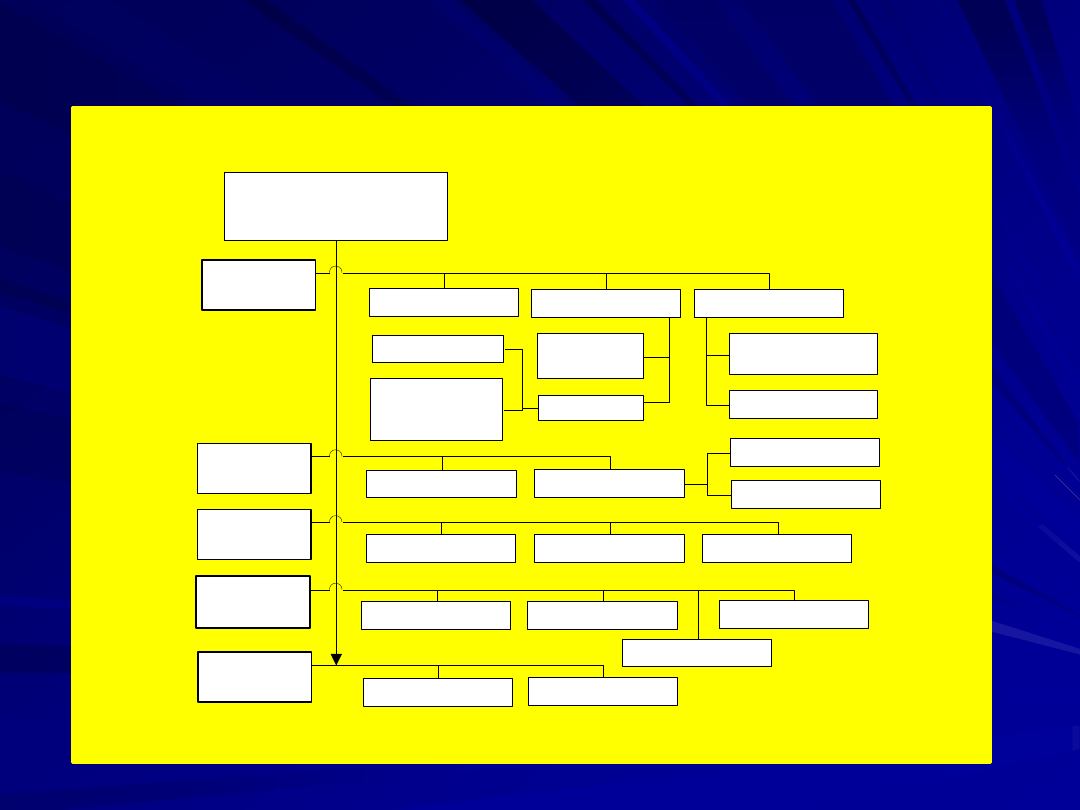
Kryteria podziału uchwytów
obóbkowych wg
wielokrotnego
stosowania
grupowe
jednopozycyjne
wielopozycyjne
przestawne
jednoprzedmiotowe
skrzynki
trzpienie
ręczny
Specjalne
Specjalizowane
z wyposażeniem
specjalnym
podziałowe
do obróbki ciągłej
wieloprzedmiotowe
płyty
inne
automatyczny
z kompletu UPS
z kompletu
uchwytów.
składanych
składane
Podział uchwytów obróbkowych
037
Kryteria podziału uchwytów
obóbkowych wg
Rodzaj napędu
Rodzaj
obróbki
Ruchy
wykonywane
podczas
obóbki
hydrauliczny
tokarskie
szlifierskie
dłutownicze
pneumo-hydraul.
elektryczny
wytarczarskie
do przeciągania
mechaniczny
pneumatyczny
obracające się
wiertarskie
wykonujące ruch
prostoliniowy
do docierania
do dogładzenia
wykonujące ruch
krzywoliniowy
nieruchome
o gładzenia
inne
inne
Podział uchwytów obróbkowych cd.
038
Stosowanie pomocy warsztatowych przez
realizację zadań wynikających z definicji
ma na celu:
• obniżenie kosztów produkcji,
• zapewnienie niezbędnej dokładności obróbki,
• zmniejszenie umysłowego i fizycznego wysiłku robotnika,
• polepszenie warunków pracy i zwiększenie bezpieczeństwa.
Wymienione cele uzyskuje się między innymi przez:
• skrócenie czasu potrzebnego na ustawienie, zamocowanie i
odmocowanie przedmiotu, dzięki zastosowaniu elementów
zapewniających dokładne i szybkie ustawienie, szybkie
zamocowanie i odmocowanie przedmiotu;
• skrócenie czasu potrzebnego na zmiany pozycji przedmiotu w
wyniku zastosowania w uchwycie elementów umożliwiających
zajęcie przez przedmiot potrzebnych do obróbki pozycji bez
konieczności jego przemocowywania;
039
• skrócenie czasu nastawiania narzędzia na określony
wymiar dzięki zastosowaniu służących do tego celu
elementów;
• skrócenie czasu na wymianę narzędzi przez stosowanie oprawek
do automatycznej wymiany;
• skrócenie czasu głównego operacji przez stosowanie wydajnych
parametrów obróbki oraz obróbki wielonarzędziowej dzięki
pewnemu zamocowaniu przedmiotu;
• skrócenie czasów potrzebnych na dobieg i wybieg narzędzia w
wyniku stosowania jednoczesnej obróbki kilku przedmiotów;
• pokrywanie czasów zamocowania i odmocowania przedmiotu
czasem głównym operacji dzięki stosowaniu obróbki ciągłej lub
wahadłowej;
• stosowanie uchwytów z zamocowaniem mechanicznym
przedmiotu oraz pomocy umożliwiających pracę w cyklu
półautomatycznym;
• uzależnienie dokładności obróbki w większym stopniu od
uchwytu niż od umiejętności robotnika;
040
• zwiększenie zakresu technologicznych możliwości obrabiarek
przez stosowanie przyrządów;
• wykorzystanie mniej dokładnych obrabiarek do dokładnej obróbki
w wyniku zastosowania m.in. elementów prowadzących
narzędzie;
• zwiększenie stopnia wykorzystania obrabiarek przez
intensyfikację wykonania operacji w uchwytach;
• zwiększenie bezpieczeństwa pracy przez stosowanie elementów
osłaniających ruchome części uchwytu;
• wprowadzenie wielowarsztatowości dzięki zmniejszeniu czasów
pomocniczych na poszczególnych stanowiskach.
Aby ten cel został osiągnięty, użycie uchwytów specjalnych musi być
uzasadnione względami technologicznymi, głównie zaś skalą produkcji.
Stosowanie ich w produkcji wielkoseryjnej i masowej jest konieczne,
natomiast w małoseryjnej i jednostkowej w wielu wypadkach -
nieopłacalne.
W tych wypadkach należy stosować uchwyty uniwersalne i
specjalizowane.
041

Przyrządy i uchwyty powinny być:
• wykonane z dokładnością określoną w dokumentacji,
• dostatecznie sztywne, aby zapewnić żądaną dokładność
obróbki,
• wygodne w użyciu i szybko działające,
• wygodne do ustawienia na obrabiarkach,
• możliwie proste i tanie w wykonaniu,
• łatwe do remontu i wymiany zużytych elementów,
• możliwie lekkie, estetyczne i bezpieczne w obsłudze.
Od początku stosowania uchwytów obróbkowych wykształciły się
podstawowe funkcje spełniane przez uchwyt oraz odpowiadające im
elementy składowe i podzespoły.
Na rysunku przedstawiono te funkcje i odpowiadające im zespoły i
podzespoły w tradycyjnych uchwytach obróbkowych.
042
Uchwyt obróbkowy U
Funkcja uchwytu
Ustalenie i prowadzenie
narzędzia
Ustalenie przedmiotu
chwytu w uchwycie
Mocowanie uchwytu na
obrabiarce
Mocowanie przedmiotu w
uchwycie
Zmiana
położenia
przedmiotu
Ułatwienie obsługi
Ustalenie uchwytu na
obrabiarce
E
lementy i podzespoły
uchwytu
E
lementy ustalujące
E
lementy i zespoły
ustalujące
E
lementy mocujące uchwyt
E
lementy i zespoły
mocujące przedmiot
Elementy pomocnicze
Korpusy
Mechanizmy podziałowe
Elementy ustalujące i
prowadzące narzędzie
Elementy złączne
Scalenie konstrukcji
Podstawowe funkcje uchwytu
i elementy je realizujące
043

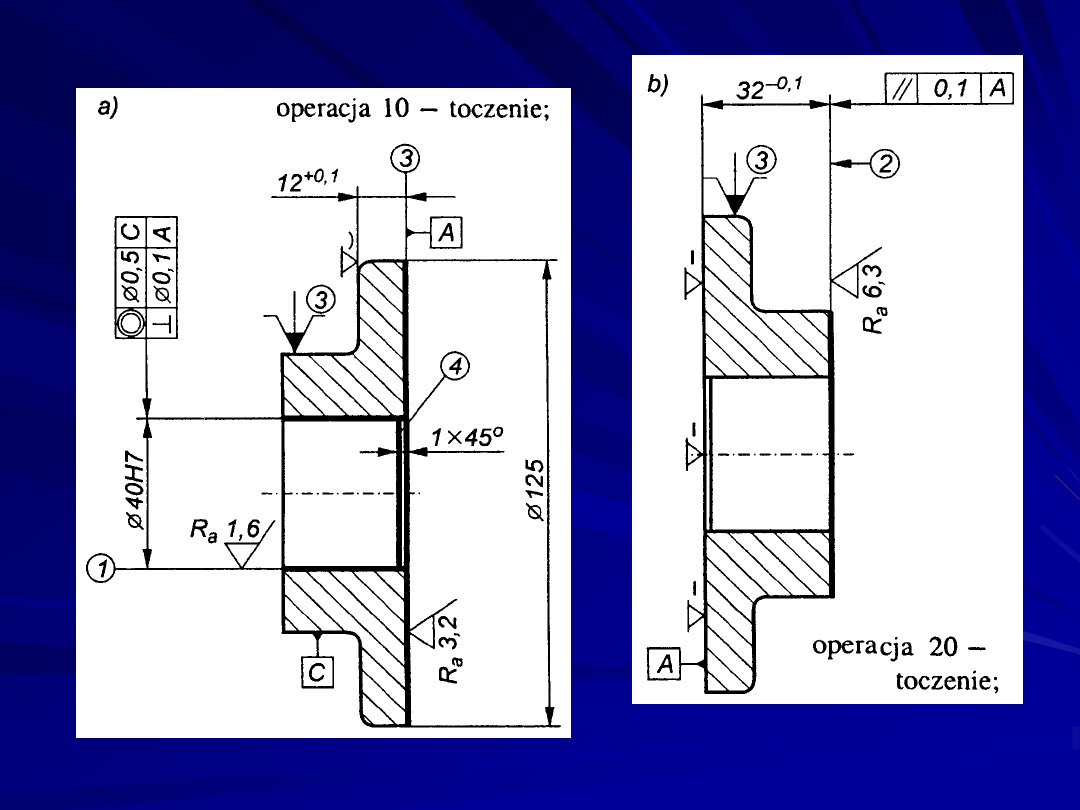
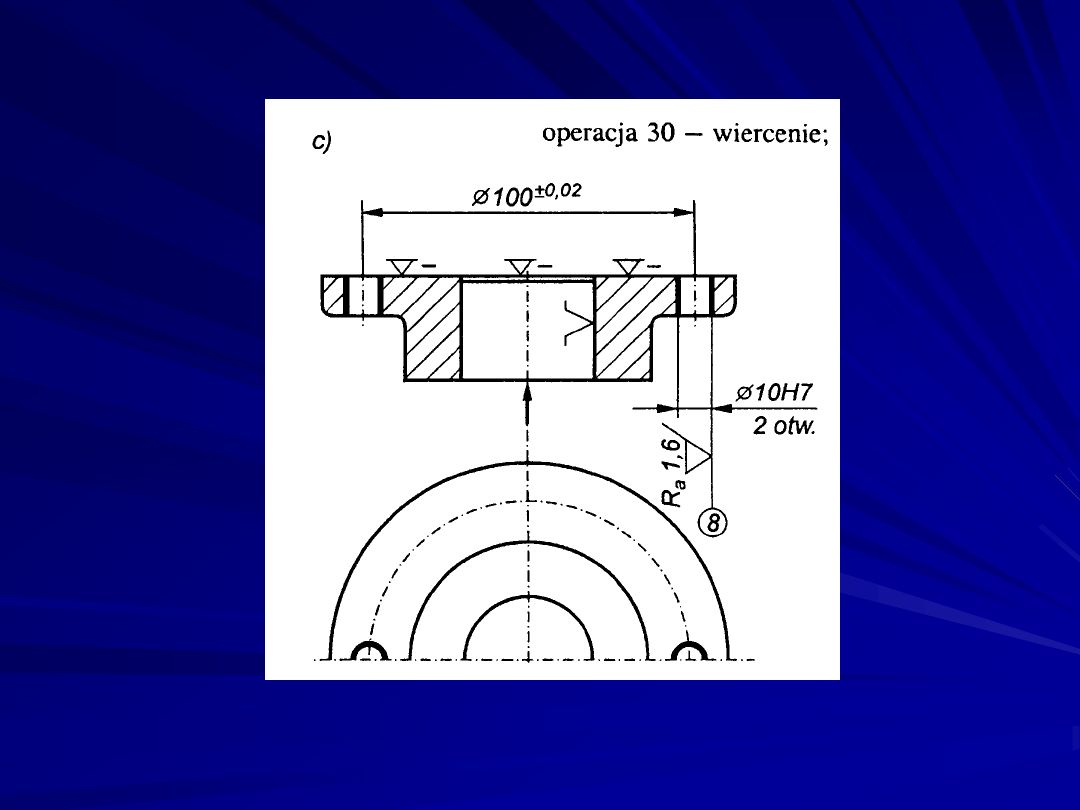
Przykład projektowania
procesu technologicznego
i jego oprzyrządowania
044
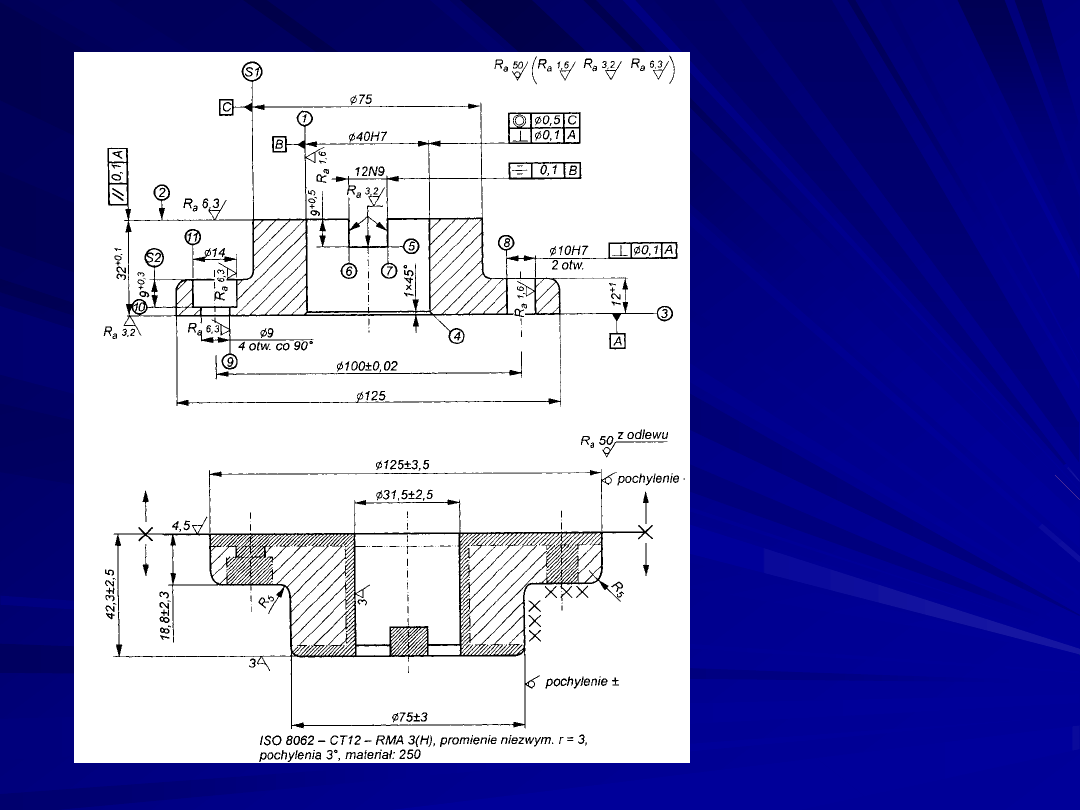
Przykład tworzenia
rysunku odlewu:
a) rysunek konstrukcyjny,
b) rysunek surowego
odlewu
a)
b)
045
046
047
048
049
050
051
052
053
054
055
056
057
Dziękuję za uwagę
Wyszukiwarka
Podobne podstrony:
01 OT wprowadzenie
01 Gramatyka wprowadzenie
01 CalkaNieozn Wprowadzenieid 3058
01 NoZ wprowadzenie
01 html wprowadzenie
01 Algorytmy wprowadzenieid 2595 ppt
01 xml wprowadzenie
01-CalkaNieozn-Wprowadzenie
MEBS 01 Metody wprowadzenie
01 PKON wprowadzenie
01 opengl 4 2 wprowadzenie
01 Gramatyka wprowadzenie
01 CalkaNieozn Wprowadzenieid 3058
01 Algorytmy wprowadzenieid 2595 ppt
01 opengl wprowadzenie 2011id 2873 pptx
więcej podobnych podstron