dr Jana Pieriegud
Nowoczesne systemy dystrybucji w
przemy
ś
le i handlu
Zarz
ą
dzanie zintegrowanym ła
ń
cuchem dostaw na przykładzie
przemysłu motoryzacyjnego cz. I
PEŁNE WYKŁADY ONLINE
Globalizacja przemysłu i handlu sprawia, że łańcuchy dostaw (supply chain) stają się coraz bardziej
skomplikowane, gdyż obejmują coraz większą liczbę, coraz bardziej zróżnicowanych ogniw. Jeśli spojrzeć
na łańcuch z punktu widzenia jego struktury, okazuje się, że jest on złożoną siecią (supply network), gdzie
mamy do czynienia z wieloma uczestnikami organizującymi proces przepływu towarów, informacji oraz
ś
rodków pieniężnych.
Główne zmiany zachodzące w europejskich łańcuchach podaży i systemach dystrybucji, są związane z
zanikiem granic między gospodarkami poszczególnych krajów. Poszukiwane są przede wszystkim
rozwiązania problemów transportowych na poziomie regionalnym (gdzie za region uważa się kilka krajów,
np. Skandynawię) lub transkontynentalnym, a nie lokalnym, bądź krajowym. Warunkiem zaistnienia na
rynku globalnym i paneuropejskim jest integracja działań z partnerami, której podstawą jest
koncepcja
zarz
ą
dzania zintegrowanym ła
ń
cuchem dostaw
(Integrated Supply Chain Management - tzw. SCM).
W dyskusjach o charakterze zintegrowanych łańcuchów dostaw dominują rozważania poświęcone obsłudze
logistycznej markowych artykułów konsumpcyjnych żywnościowych i nieżywnościowych oraz markowych
urządzeń technicznych powszechnego użytku, w tym pojazdów. Uważa się, że stopień integracji łańcuchów
dostaw, w których dominującą rolę odgrywają największe sieci handlowe (np. Wal-Mart czy Metro) bądź
producenci samochodów (np. General Motors, Ford czy Toyota) stanowi wzór do naśladowania.
W branży samochodowej powstaje najwięcej nowatorskich rozwiązań z zakresu logistyki. To właśnie w
sektorze motoryzacyjnym narodziły się nowe wyrafinowane koncepcje, takie jak: just-in-time czy kanban.
Wysoka wartość sprzedawanych produktów oraz wielkość obrotu sprawia, że przemysł motoryzacyjny
(obok elektronicznego i farmaceutycznego) najszybciej rozwija i wdraża koncepcję SCM.
Samochód stał się bardzo skomplikowanym wysoko technologicznym produktem, który ma jak najlepiej
spełniać wymagania klienta. Słowa Henry'ego Forda: Możecie oferować nabywcy samochód w każdym
kolorze, pod warunkiem, że będzie to kolor czarny dawno straciły na aktualności. Żaden inny produkt nie
jest obecnie oferowany w tylu wariantach, w tak różnych przedziałach cenowych oraz w tak różnej formie
jak samochód osobowy. Dlatego wyspecjalizowany w branży motoryzacyjnej operator logistyczny musi
znać nowoczesne metody zarządzania łańcuchem dostaw, aby dostosować się do wymagań zarówno
producentów jak i klientów finalnych. Samochody i części samochodowe są towarem ekskluzywnym,
drogim i podatnym na uszkodzenia, który powinien być przewożony i składowany w specjalnych
warunkach. Specyfika oraz złożoność procesów powoduje, że niewiele jest firm logistycznych i
WPROWADZENIE
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
1 z 31
2014-01-20 21:28
transportowych, które specjalizują się w tej branży. Są to zazwyczaj firmy globalne (TNT, Gefco, DHL),
które w różnych regionach świata posiadają wyodrębnione spółki zajmujące się wyłącznie logistyką w
branży samochodowej. Wyzwaniem na następne lata dla branży motoryzacyjnej w Europie staje się
zwiększenie efektywności funkcjonowania tego sektora poprzez integrację działań w zakresie stworzenia
paneuropejskiego systemu, pozwalającego na śledzenie całego cyklu życia samochodów i jego
podstawowych części zamiennych.
Cel wykładu
Zrozumienie istoty zarządzania zintegrowanym łańcuchem dostaw na przykładzie przemysłu
motoryzacyjnego.
Plan wykładu
Istota zarządzania łańcuchem dostaw
1.
Ewolucja zarządzania łańcuchem logistycznym w dystrybucji samochodów osobowych
2.
Specyfika dystrybucji nowych samochodów
3.
Dystrybucja na rynku globalnym
4.
Dystrybucja w Europie
5.
Przemysł samochodowy w Polsce
6.
We wprowadzeniu użyto zdjęć własnych.
Łańcuch dostaw (supply chain) stał się w ostatnio pojęciem bardzo modnym i często używanym. Należy
pamiętać, że jego interpretacja ewoluowała wraz ze zmianą warunków konkurowania, rozwojem
globalizacji i postępem technologicznym. Przyjmuje się, że
1
:
Łańcuch dostaw to współdziałające w różnych obszarach funkcjonalnych firmy wydobywcze,
produkcyjne, handlowe, usługowe oraz ich klienci, miedzy którymi przepływają strumienie
produktów, informacji i środków finansowych.
Koncepcja zarządzania łańcuchami dostaw powstała jako alternatywa wobec tradycyjnego sposobu
pojmowania relacji między dostawcami i odbiorcami. Zarządzanie łańcuchem dostaw można opisać,
wykorzystując jego podstawowe elementy przedstawione na rys. 1.
Rys. 1. Ramy zarządzania łańcuchem dostaw
(Supply Chain Management Framework)
ISTOTA ZARZĄDZANIA ŁAŃCUCHEM DOSTAW
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
2 z 31
2014-01-20 21:28
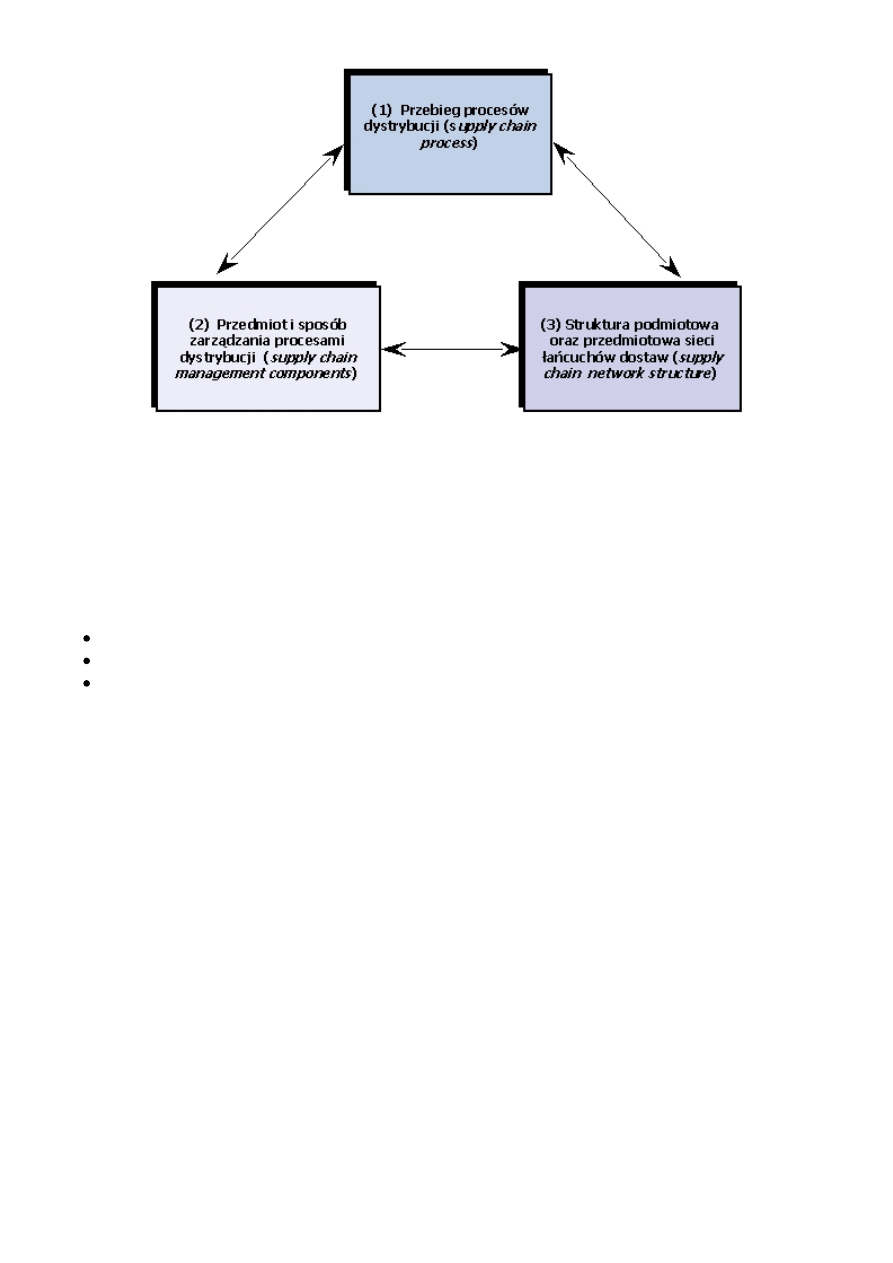
(1) PRZEBIEG PROCESU DYSTRYBUCJI
Proces dystrybucji rozpoczyna się w momencie podjęcia decyzji o uruchomieniu produkcji, gdyż od tego
momentu powstaje potrzeba fizycznej obsługi procesu zaopatrzenia w surowce i komponenty oraz
dystrybucji produktu gotowego. Elementem procesu dystrybucji jest dostawa do miejsca produkcji lub
punktu pośredniego w łańcuchu logistycznym:
opakowań,
etykiet i dokumentów towarzyszących (np. gwarancji),
wyposażenia dodatkowego, stosowanego na rynku lokalnym.
Łańcuch logistyczny na rynku globalnym prowadzi przez punkty przekraczania granicy, która oddziela
regionalne rynki, chronione dzięki stosowaniu barier militarno-policyjnych (zakaz przekraczania),
ekonomicznych (cła) i administracyjnych (zezwolenia, kontyngenty), w tym barier o tzw. obiektywnym
charakterze (np. związanych z ochroną zdrowia ludności i zwierząt).
Najtrudniejszym odcinkiem łańcucha logistycznego jest "last mile", szczególnie w segmencie "B2C"
(business-to-customers), którego pokonanie wymaga utrzymywania potencjału logistycznego zdolnego
obsłużyć potok towarów w okresie szczytowego wzrostu popytu (np. przed Świętami Bożego Narodzenia).
Swoboda ruchu środków transportu jest ograniczana, m.in. ze względu na przeciążenie infrastruktury (np.
ulic centrów miast) i wymogi ochrony środowiska (np. ochrony czystości powietrza w miastach, regionach
objętych szczególną ochroną przyrody).
Procesu dystrybucji powinien się zakończyć w wyznaczonym czasie, gdyż odbiorca wybiera dostawcę nie
tylko ze względu na cechy kupowanego towaru, ale także ze względu na jego dostępność (geograficzną i
czasową).
(2) PRZEDMIOT I SPOSÓB ZARZĄDZANIA PROCESAMI DYSTRYBUCJI
Zarządzanie procesami dystrybucji odnosi się do czynności fizycznej dystrybucji towaru oraz czynności
będących we wzajemnym związku z procesami logistycznymi, a mianowicie czynności:
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
3 z 31
2014-01-20 21:28
projektowania produktów,
zakupu surowców i komponentów,
procesu produkcyjnego,
sprzedaży produktów gotowych i obsługi posprzedażnej,
zagospodarowania opakowań, w tym opakowań wielokrotnego użycia,
utylizacji odpadów produkcyjnych i produktów wycofanych z eksploatacji.
Zarządzanie łańcuchem dostaw oparte na analizie i planowaniu działania wszystkich uczestników łańcucha
logistycznego służy zapewnieniu sprawnego i efektywnego przebiegu czynności fizycznej dystrybucji
towarów. Przy wyborze metody zarządzania konieczne jest uwzględnienie występowania antagonistycznych
celów cząstkowych uczestników łańcucha logistycznego. Zarządzanie łańcuchami dostaw powinno
uwzględniać zachowania deliktowe uczestników - podmiotów fizycznych i instytucjonalnych.
(3) STRUKTURA (PODMIOTOWA ORAZ PRZEDMIOTOWA) SIECI ŁAŃCUCHÓW
LOGISTYCZNYCH
Struktura podmiotowa sieci obejmuje:
producentów,
pośredników uczestniczących w procesie transakcji handlowej, w tym organizacje handlowe,
operatorów logistycznych,
podmioty komercyjne wykonujące czynności uzupełniające (np. przedsiębiorstwa kontroli jakości i
standaryzacji towarów),
podmioty administracji państwowej, kontrolującej obrót towarowy.
Na rynkach podstawowych potoki towarów są wystarczająco duże, aby móc zapewnić racjonalne
wykorzystanie potencjału licznych punktów rozbudowanej terytorialnie sieci handlu detalicznego
(marketów, salonów sprzedaży). Na tzw. rynkach wschodzących wielkość potoków towarów może być
niewystarczająca, aby ich obsługa we własnym zakresie zapewniała efektywność ekonomiczną - pod presją
ograniczania kosztów logistycznych prowadzone są poszukiwania rozwiązań alternatywnych, bazujących na
wykorzystaniu obcego potencjału kanałów dystrybucji.
Główne zmiany zachodzące w europejskich łańcuchach podaży i systemach dystrybucji, są związane z
zanikiem granic między gospodarkami poszczególnych krajów. Poszukiwane są przede wszystkim
rozwiązania problemów transportowych na poziomie regionalnym lub transkontynenalnym, a nie lokalnym
bądź krajowym. Warunkiem zaistnienia na rynku globalnym i paneuropejskim jest integracja działań z
partnerami, której podstawą jest
koncepcja zarz
ą
dzania zintegrowanym ła
ń
cuchem dostaw
(Integrated Supply
Chain Management).
Integracja w łańcuchach dostaw zakłada konsolidację jego uczestników, którzy działając na zasadach
wzajemnej współpracy, wspólnie planują, organizują, kontrolują i optymalizują proces przepływu towarów,
informacji i środków finansowych, zaczynając od dostawców do ostatecznych odbiorców. Każdy z
uczestników zintegrowanego łańcucha dostaw pełni w nim swą indywidualną rolę - jego działanie jest
komplementarne w stosunku do działania pozostałych uczestników. Ponieważ każdy z nich jest uzależniony
od sprawności i skuteczności działania pozostałych uczestników, to można stwierdzić, iż sukces jednego
tworzony jest przez wspólne, zharmonizowane działanie wszystkich. Uznaje się, że kluczem do sukcesu jest
osiągnięcie takiego stopnia integracji działań, przy którym efektywność wspólnego działania daje przewagę
nad konkurentami, współdziałającymi w alternatywnych zintegrowanych łańcuchach dostaw.
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
4 z 31
2014-01-20 21:28
Cechą szczególną zintegrowanych łańcuchów dostaw jest przesunięcie głównego znaczenia z procesów
fizycznej dystrybucji towarów, tj. procesów przewożenia, przeładunku, konfekcjonowania i
przepakowywania poszczególnych partii towarów, na procesy tworzenia, wymiany i przetwarzania
informacji o towarach: o pojawiających się zleceniach od nabywców, o położeniu w czasie i przestrzeni
zapasów gotowych produktów oraz surowców i komponentów niezbędnych dla wytworzenia zamówionych
towarów.
Uważa się, że najwyższym stopniem integracji partnerów w świecie logistycznym jest strategiczne
partnerstwo w łańcuchu dostaw, oparte na ścisłej i długotrwałej współpracy jego uczestników (tzw. Supply
Chain Collaboration) na zasadach wzajemnego zaufania oraz podziału ryzyka i korzyści. Taka współpraca
dokonuje się nie tylko przez nowe technologie informatyczne, ale przede wszystkim przez rzeczywisty i
równoczesny dostęp partnerów do istotnych dla nich danych (rys. 2).
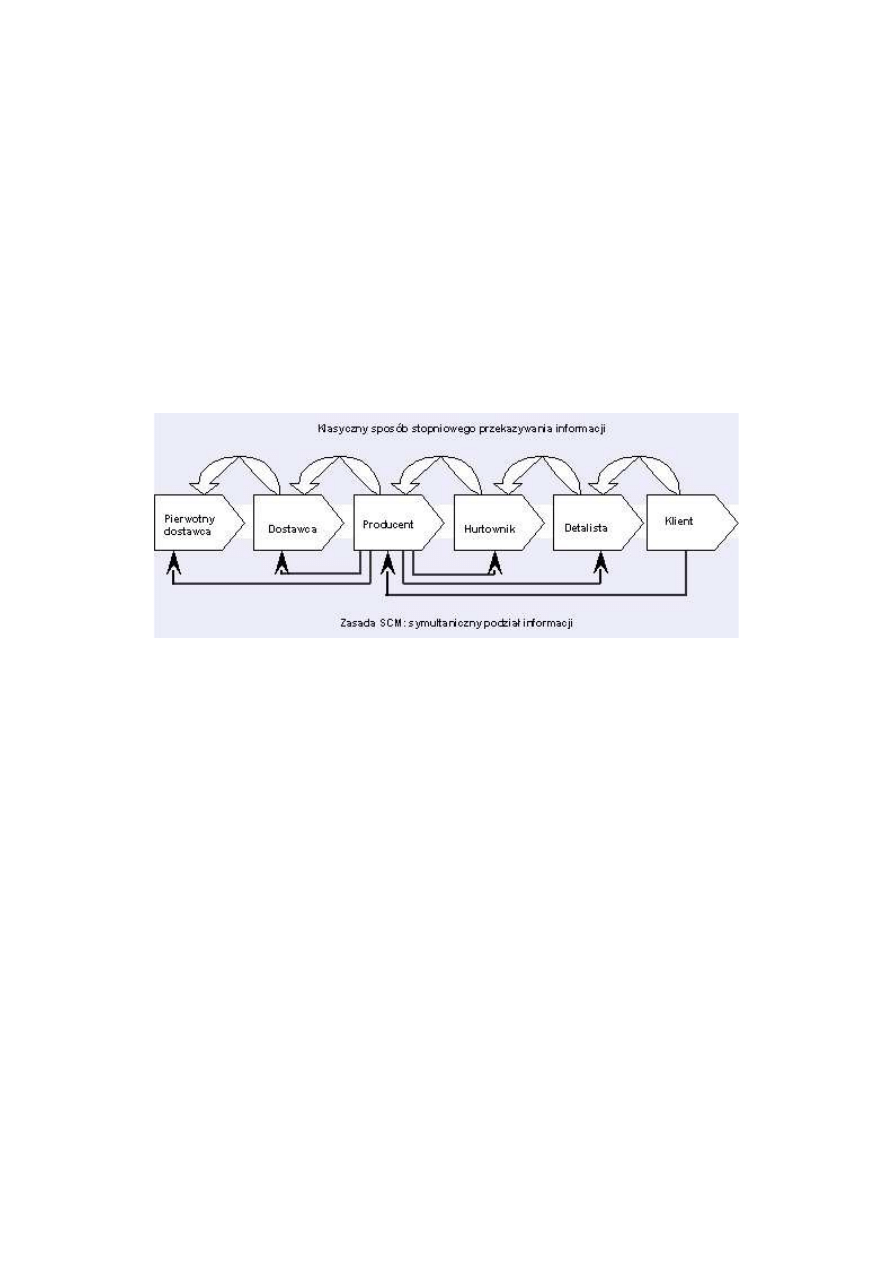
Rys. 2. Przepływ informacji w łańcuchu wartości dodanej
Źródło: U. Marquartdt, Integrative Logistikstrategien, Diebold-Studie. http://www.diebold.de
Rozwój nowoczesnych technologii w zakresie przesyłania i przetwarzania informacji przyczynił się
bezpośrednio do skracania cyklów/czasu realizacji zamówień, co z kolei spowodowało, że w strategii
działania przemysłu tworzącego nową gospodarkę zrezygnowano z koncepcji "pchania" (push) towarów na
rynek, tj. sprzedawania towarów wyprodukowanych w długich seriach bez uprzedniego rozpoznania
wielkości popytu, zastępując ją nową koncepcją "ciągnienia" (pull) produkcji przez rynek, tj. wytwarzania
towarów w krótkich seriach po uzyskaniu zamówień lub sygnałów z rynku o nasilającym się popycie. Po
wdrożeniu tej koncepcji zupełnie inaczej kształtują się więzi informacyjne między podmiotami.
Jak przedstawiono na rys. 2, w systemie pull informacje od klientów trafiają bezpośrednio do producentów
towarów, którzy przetwarzają je na informacje użyteczne wewnętrznie oraz informacje transferowane
symultanicznie do pozostałych uczestników łańcucha logistycznego. W przeciwieństwie do klasycznego
rozwiązania push informacje od klientów nie przechodzą drogi etapami od jednego do drugiego i kolejnego
uczestnika kanału dystrybucji. W systemie pull wyeliminowano przyczyny uzależnienia czasu uzyskania
informacji przez producenta od zachowania poszczególnych pośredników występujących w kanałach
dystrybucji oraz prawie całkowicie usunięto przyczyny zniekształcenia lub utraty części informacji.
Skuteczne i efektywne zarządzanie łańcuchem dostaw nie jest możliwe bez odpowiednich narzędzi
informatycznych.
Zarządzanie zintegrowanym łańcuchem dostaw (SCM) staje się coraz bardziej krytyczne dla realizacji
strategii i budowy przewagi konkurencyjnej firm. Dynamiczne zarządzanie łańcuchem dostaw w coraz
większym stopniu pogłębia różnicę pomiędzy wiodącymi i przeciętnymi graczami na rynku. Według badań
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
5 z 31
2014-01-20 21:28
Pittiglio Rabin Todd & McGrath, firmy stosujące najlepsze techniki zarządzania łańcuchem dostaw osiągają
40-50-procentową przewagę w cyklach gotówkowych oraz 7-procentową przewagę kosztową nad firmami
przeciętnymi. Utrzymują one również od 50 do 80% mniejsze zapasy niż ich konkurenci. Jednakże trzeba
pamiętać, że tworzenie zintegrowanego i zsynchronizowanego łańcucha dostaw jest procesem długotrwałym
i trudnym do przeprowadzenia, wymaga dużo starań i cierpliwości od przedsiębiorstw w celu realizacji
zaplanowanych przedsięwzięć. W sferze logistyki poszczególni producenci samochodów stosując SCM chcą
uzyskać przewagę konkurencyjną na rynku bądź bronią się przed utratą zdolności konkurencyjnej.
1
J. Witkowski, Zarządzanie łańcuchem dostaw, PWE, Warszawa 2003, s. 17.
Pytanie 1
Które pojęcie jest szersze:
a) łańcuch dostaw,
b) łańcuch logistyczny.
Pytanie 2
Co stanowi istotę koncepcji Supply Chain Management?
Początek nowoczesnej logistyki w dystrybucji samochodów osobowych odnosi się do drugiej wojny
ś
wiatowej, kiedy w ramach amerykańskiej pomocy trzeba było organizować dostawę sprzętu wojskowego
dla sojuszników w Europie. Wtedy samochody - głównie małe auta terenowe (jeepy i samochodowe
ciężarowe o średniej ładowności - do 6,5 t) zaczęto transportować różnymi gałęziami transportu: drogowym,
morskim i kolejowym (chociaż w dużo mniejszym stopniu ze względu na zniszczenia sieci kolejowej w
Europie).
Lata 50
. Na początku lat 50. ubiegłego wieku w fabrykach (przede wszystkim w Niemczech) rozpoczęła się
produkcja samochodów osobowych na masową skalę. Wkrótce okazało się, że na placach przyfabrycznych
nie ma fizycznej możliwości magazynowania dużej liczby wyprodukowanych samochodów. Wynikało to
m.in. z: powolnego rozwoju sieci dealerskich, braku miejsca na przechowywanie dużej liczby samochodów,
EWOLUCJA ZARZĄDZANIA ŁAŃCUCHEM LOGISTYCZNYM W DYSTRYBUCJI SAMOCHODÓW OSOBOWYCH
1
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
6 z 31
2014-01-20 21:28
szybko rosnącego popytu na samochody. W tym czasie zaczęły powstawać pierwsze firmy "logistyczne" -
początkowo małe rodzinne przedsiębiorstwa, które często własnymi siłami budowały naczepy do przewozu
samochodów, znacznie częściej przerabiając dawne platformy wojskowe. Przy szybko wzrastającym
wolumenie okazało się, że kluczowym problemem jest możliwość przewozu kilku nowych samochodów
jednorazowo. Dawało to wymierne oszczędności transportu kilku nowych aut do tego samego dealera.
Zaczęły powstawać specjalistyczne firmy oferujące stalowe naczepy z drewnianymi pokładami do przewozu
4-6 samochodów. Znacznie później powstały naczepy dwupokładowe z ruchomy górnym pokładem. Jednak
wykorzystanie środków transportu samochodowego było tylko częściowym rozwiązaniem problemu.
Dla przewozu większej liczby samochodów i na dłuższe odległości postanowiono wykorzystać wagony
kolejowe. Sprzyjał temu fakt, że armia po wojnie dysponowała dużą liczbą wagonów - tzw. platform
jednopokładowych - na których można było przewozić samochody. Początkowo samochody ustawiono
obok siebie. Dopiero w końcu lat 50. rozpoczęto budowę wagonów dwupokładowych (niektóre z nich nawet
do dziś jeżdżą po torach europejskich). Z reguły były to proste wagony stalowe z drewnianymi pokładami,
na których mocowano samochody za pomocą lin lub klocków z drewna blokujących koła i przybijanych
gwoździami do pokładów wagonów.
Mimo wszystko, problem magazynowania nowych samochodów nasilał się. Dlatego firmy logistyczne
często "zmuszano" do czasowego przechowywania samochodów, wtedy zaczęły powstawać place składowe
dla nowych samochodów osobowych i dostawczych.
Lata 60
. Na początku lat 60. w branży samochodowej dominowały rynki narodowe, a import dotyczył
wyłącznie marek luksusowych, tj. niszowych. Fabryki natomiast podwajały produkcję - budowano
nowoczesne zakłady produkujące nawet 80-100 samochodów dziennie (dla porównania dzisiaj w Tychach
produkuje się ponad 1200 pand). Rozwijał się kolejowo-drogowy model logistyki z uwzględnieniem placów
składowych, a mianowicie:
odbiór z fabryki koleją → plac składowy →
przewóz transportem samochodowym do dealera
Wykorzystanie transportu kolejowego miało wiele zalet, m.in. dawało możliwość załadownia jednorazowo
jedno- lub dwudniowej produkcji. Rozpoczęto masową produkcję specjalistycznych wagonów,
opatentowano nowy rodzaj mocowania samochodów na wagonów, standardem stały się wagony
dwupokładowe.
Można powiedzieć, że pod koniec lat 60. ubiegłego wieku w Europie Zachodniej utrwalał się nowoczesny
model logistyki kolejowo-samochodowej. Ponadto producenci narodowi zaczęli eksportować swoje
najnowsze modeli do krajów sąsiednich.
Lata 70. i 80
. W latach 70. rozpoczął się dynamiczny rozwój transportu morskiego, którego rozwojowi
sprzyjała konteneryzacja. Największym wyzwaniem w owym czasie stała się masowa ekspansja firm
japońskich na rynki USA i Europy Zachodniej. Tysiące nowych modeli samochodów (datsuny, toyoty i
hondy), początkowo budowanych tylko w Japonii, były przewożone do portów europejskich. Najpierw do
transportu wykorzystywano zwykłe statki z odkrytymi górnymi pokładami; nieco później rozpoczęto
budowę nowoczesnych samochodowców z ruchomymi pokładami i własnymi rampami załadowczymi.
Lata 90
. W ostatnim dziesięcioleciu XX w. nastąpił definitywny koniec producentów narodowych, a także
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
7 z 31
2014-01-20 21:28
wystąpiło niespotykane dotychczas w historii nasilenie procesów fuzji i przejęć jednych marek przez drugie
(patrz tabela 1). Łączna wartość transakcji zawartych w ciągu tych dziesięciu lat osiągnęła kwotę 123, 8 mld
USD.
Tabela 1. Największe międzynarodowe fuzje i przejęcia w sektorze motoryzacyjnym w latach
1990-2000
Rok
przejęcia
Firma
przejmująca
Kraj
Firma
przejmowana
Kraj
Wartość
transakcji
(w mld
USD)
Udział w
ogólnej
wartości
wszystkich
transakcji
(w %)
1990
Volvo AB
Szwecja
Renault SA
Francja
3,6
2,9
1990
Renault SA
Francja
Volvo AB
Szwecja
2,66
2,1
1994
BMW
Niemcy
Rover Group
W.Brytania
2,56
2,1
1996
Lucas
Industries
W.Brytania
Varity Copr.
USA
1,95
1,6
1998
Federal-Mogul
USA
T&N PLC
W.Brytania
2,25
1,8
1998
Daimler-Benz
Niemcy
Chrysler
Copr.
USA
40,47
32,7
1999
TWR Inc.
USA
Lucas Varity
W.Brytania
6,83
5,5
1999
Ford Motor
USA
Volvo Car
Szwecja
6,45
5,2
1999
Renault SA
Francja
Nissan Motor
Japonia
4,91
4,0
2000
Ford Motor
USA
Land Rover
W.Brytania
2,72
2,2
OGÓŁEM
74,39
60,1
Źródło: New Patterns of Industrial Globalization, Cross-border Merges and Acquisition and
Strategic Alliamces, OECD, 2001, s. 158.
Dążąc do optymalizacji produkcji i całego łańcucha logistycznego w latach 90. ulegały zmianom podejścia
poszczególnych producentów do planowania i organizacji produkcji oraz współpracy z dealerami w zakresie
zaopatrywania ich w samochody
2
. Nie sprawdziła się, na przykład, koncepcja Fiata, która miała polegać na
budowie tego samego samochodu w różnych wersjach nadwozia na różne rynki. Sprawdził się natomiast
pomysł stosowania tej samej płyty podłogowej (platformy) oraz silników i elementów zawieszenia w
różnych modelach tego samego koncernu. Prekursorem tego rozwiązania była grupa VW, której samochody
były produkowane w różnych fabrykach koncernów w całej Europie, a nawet na świecie. Inaczej jest
zorganizowana logistyka samochodów produkcji dalekowschodniej - japońskiej czy koreańskiej.
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
8 z 31
2014-01-20 21:28
Pocz
ą
tek XXI w.
Na początku XXI w. obserwujemy z jednej strony - pogłębienie się procesów globalizacji, a z
drugiej strony - zacieśnienie integracji regionalnej. W tym miejscu warto przytoczyć powiedzenie, które
określa dzisiaj strategie działania wielu firm:
In the regional market, it's good to have a partner with global vision.
Wymienione powyżej trendy prowadzą do zanikania granic do alokacji czynników produkcji, a zwłaszcza
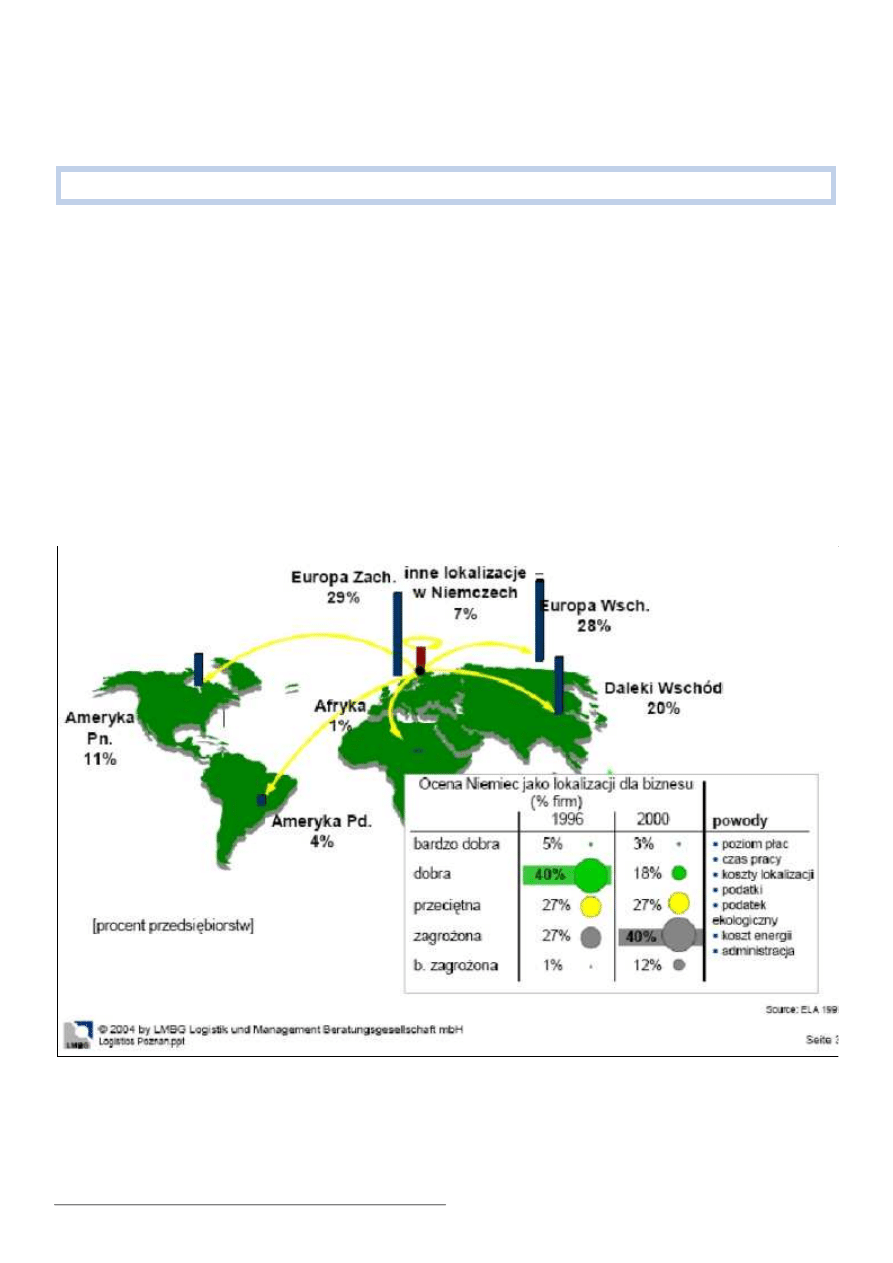
kapitału. Jesteśmy świadkami procesu przeniesienia przez dużych producentów swojej produkcji z zachodu
na wschód Europy, do krajów, gdzie rośnie siła nabywcza konsumentów, a jednocześnie koszty siły
roboczej nadal są tanie (por. rys. 3). Znaczenie logistyki w krajach Europy Środkowej i Wschodniej
nieustannie wzrasta, zmuszając producentów do poszukiwania nowych rozwiązań w łańcuchu dostaw.
Wyzwaniem staje się organizacja sprawnych łańcuchów logistycznych na tzw. rynkach wschodzących, m.in.
w Rosji, Indiach czy Indiach, uwzględniających specyficzne wymagania na tych rynkach, odbiegające od
warunków funkcjonowania np. na rynkach Europy Zachodniej.
Rys. 3. Relokacja produkcji na przykładzie firm niemieckich
Ź
ródło: ELA.
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
9 z 31
2014-01-20 21:28
1
Na podstawie: P. Cichowicz, W. Dutkiewicz, Organizacja łańcucha logistycznego w dystrybucji samochodów osobowych, [w:]
Sieci logistyczne na zintegrowanym rynku europejskim, Materiały Konferencyjne Polskiego Kongresu Logistycznego Logistics 2004,
Poznań, 19-21 maja 2004 r., 109-115. Patrz również: History of car transportation, "La Vie de l'Auto", No. 819, 20 November 1997.
http://www.stva.com/stva/mag_uk_04.asp?a=3&b=3&lang=uk.
2
Szerzej na ten temat w: M. Rester, Zaplanowana produkcja, "Logistyka a Jakość", 2003, nr 3, s. 16-17.
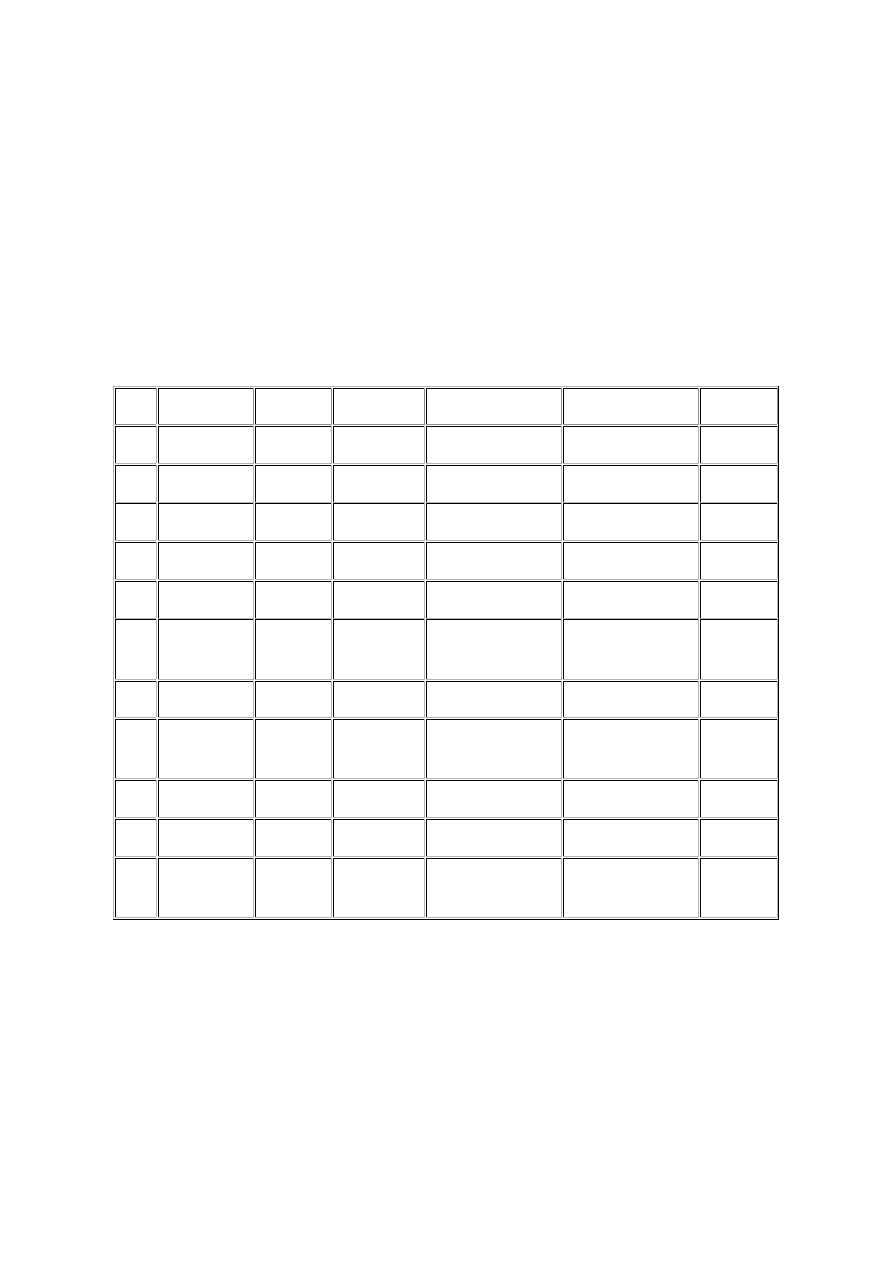
Pytanie 1
Przyporządkuj poszczególne cechy do odpowiednich etapów rozwoju systemów produkcyjnych i
logistycznych w sektorze motoryzacyjnym:
Lata 50
Lata 60
Lata 70 i 80
Lata 90
Początek XXI
w.
Rozwój kolejowo-
drogowego modelu
logistyki
Rozwój
transportu
morskiego
relokacja
produkcji
Początki
produkcji
na
masową skalę
boom
konsolidacji
Na organizację systemów dystrybucji mają wpływ następujące cechy nowych samochodów:
Wysoka wartość jednostkowa, znacznie przekraczająca towar konwencjonalny;
Ładunek objętościowy, transportowany "bez opakowania" (za wyjątkiem bardzo drogich modeli,
które są transportowane w kontenerach), nie może być spiętrzany;
Ładunek transportowany zazwyczaj bez zabezpieczenia, pokryty cienką warstwą wosku lub
copolymeru, albo w specjalnych pokrowcach (jak np. BMW). Bezpośrednio przed wydaniem
samochodu klientowi wosk musi być usunięty (tzw. de-protection), co stawia dodatkowe wymagania
ze względu na ochronę środowiska naturalnego. Dlatego coraz bardziej popularne staje się foliowane
dużych płaskich powierzchni samochodów (dachów, masek, pokryć drzwi). Mimo to przez cały czas
transportu samochód jest narażony na uszkodzenia.
SPECYFIKA DYSTRYBUCJI NOWYCH SAMOCHODÓW
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
10 z 31
2014-01-20 21:28

Przygotowanie samochodu przed dostawą do salonu sprzedaży: usuniecie warstwy zabezpieczającej
oraz sprzątanie zewnętrzne i wewnętrzne.
Źródło: STVA.
Ładunek wymagający stosowania specjalizowanego taboru (samochodów ciężarowych, wagonów
kolejowych, barek rzecznych i statków morskich). Nieustannie zmieniające się wymiary i waga
samochodów - są one coraz cięższe i wyższe - wpływają na ładowność środków transportu i
wymagają nowych typów taboru;
Skrócenie cyklu życia nowych modeli, stosowanie tzw. face liftingu oraz coraz większe
zróżnicowanie wersji nadwoziowych i silnikowych komplikuje procesy logistyczne i wymaga
ciągłych zmian z systemach dystrybucji;
Nie występuje zwrot do producenta.
Klient nie może otrzymać uszkodzonego pojazdu, jednakże:
Przy wydawaniu samochodu klientowi może się okazać, że brakuje części (np. koła zapasowego);
Podczas transportu mogą wystąpić uszkodzenia lakieru, wgniecenia blachy, zbicie szyby lub lusterka
zewnętrznego;
Podczas transportu samochód może zostać uszkodzony w stopniu przekraczającym drobną naprawę
lub zainstalowanie zniszczonej bądź skradzionej części;
Po sprzedaży samochodu muszą być zapewnione serwisowanie i usługi naprawcze samochodów.
Nadal jedynie niewielka część produkcji samochodów (ok. 20%) wykonywana jest na indywidualne
zlecenie klienta. Dzięki zastosowaniu najnowszych rozwiązań informatycznych poszczególne egzemplarze
indywidualnie zamówionych samochodów mogą być śledzone na etapie zamawiana części, produkcji i
realizowania dostawy. W przemyśle motoryzacyjnym stawiany jest cel stałego zwiększania udziału
samochodów indywidualnie zamawianych w produkcji ogółem, przy jednoczesnym rozszerzaniu zasięgu
geograficznego zintegrowanego łańcucha logistycznego.
Łańcuch logistyczny w branży samochodowej zaczyna się w momencie wyprodukowania poszczególnych
części samochodu u podwykonawców, które muszą być dostarczone (np. przez operatora logistycznego) do
fabryki, gdzie montowane są samochody. Do najpopularniejszych technik planowania i sterowania
produkcją w przemyśle motoryzacyjnym należą systemy:
just-in-time
wraz z jego integralnym elementem
kanbanem
oraz
just-in-sequence
, czyli sposób, w jaki podstawia się komponenty w różnych fazach obróbki lub na linię
montażową.
Celem systemu just-in-time jest: wyprodukowanie i dostarczenie gotowych dóbr
dokładnie wtedy, kiedy
mają
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
11 z 31
2014-01-20 21:28
one zostać sprzedane, podzespołów w czasie, kiedy mają być złożone w finalne produkty, gotowych części -
kiedy mają być złożone w podzespoły oraz zakupionych materiałów - kiedy mają być przetworzone na
części. Jest to system oparty na zasadzie pull w odróżnieniu od poprzednio stosowanego systemu push
(patrz wykład nr 3). Istotą just-in-time jest ścisłe, elastyczne planowanie i sterowanie ruchem materiałów
oraz części do/z procesu wytwarzania tak, aby minimalizować czas oczekiwania, by dostarczyć w
odpowiednie miejsce w "ostatnim momencie". Po raz pierwszy system just-in-time był zastosowany na
początku lat 60. ub. wieku w fabryce Toyoty. Stosowanie tej zasady pozwala firmie na minimalizację strat z
tytułu: nadprodukcji, nierównomiernego rozłożenia pracy pomiędzy odcinkami produkcyjnymi, zapasów
produkcji w toku, nadmiaru operacji materiałowych, zbędnych procesów produkcyjnych, produkowania
wyrobów wadliwych. W ten sposób firma może uzyskać fundamentalne korzyści: minimalny koszt zapasów
oraz szybką reakcje na potrzeby klienta.
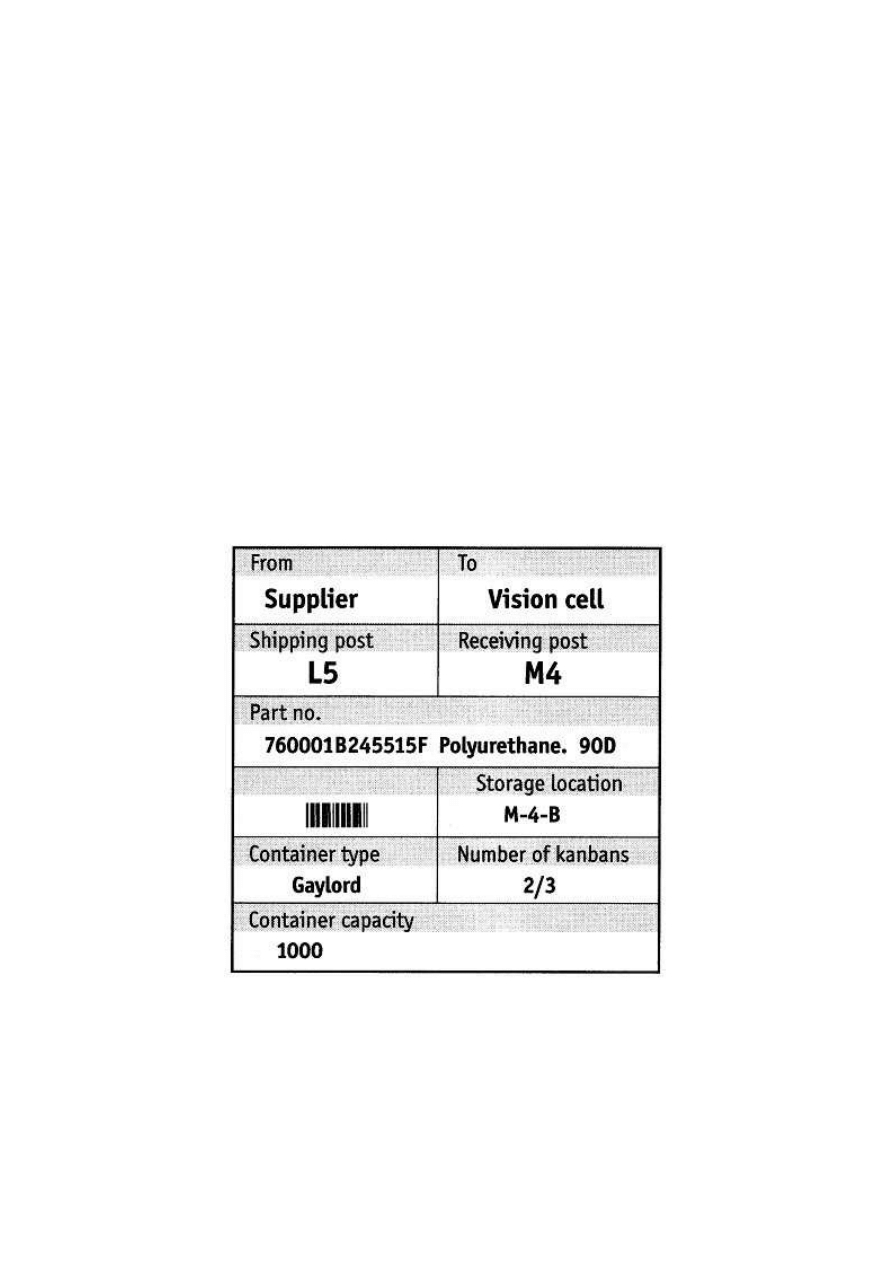
System kanban (z japońskiego karta) jako ważny element systemu just-in-time ma zapewnić sprawny
przepływ informacji i części do produkcji, a także ściślejszą kontrolę stanu zapasów i wielkości dziennej
produkcji. Do sterowania ilością i czasem przepływu materiałów w systemie kanban wykorzystuje się dwa
rodzaje kart: produkcyjne i transportowe. kanban produkcyjny (uruchamiający produkcję) określa liczbę
wyrobów, jakie poprzedzające stanowisko powinno wyprodukować w celu uzupełnienia ubytków
powstałych wskutek przekazywania wyrobu do stanowiska następnego. kanban transportowy (patrz rys. 4)
sygnalizuje potrzebę przemieszczania określonych pozycji z miejsca składowania do miejsca przeznaczenia.
Rys. 4. Typowa karta Kanban-Transport
System kanban posłużył za podstawę słynnego Systemu Produkcyjnego Toyoty (Toyota Production System
- TPS), uważanego za najbardziej konkurencyjny system sterowania procesem produkcji w branży
samochodowej. Produkcja na zasadach just-in-time jak również system kanban są jednak czymś więcej, niż
dążeniem do ograniczenia nadmiernych zapasów. Jest to strategia ciągłego doskonalenia (continuous
improvement) poprzez tzw. "koła jakości". System kaizen (z japońskiego kai - robić i zen - dobrze) to droga
doskonalenia organizacji, uznająca czynnik czasu za wiodący dla rozwoju przedsiębiorstwa.
Z Toyotą wiąże się również metoda szczupłego zarządzania produkcją –
Lean Manufacturing
. Czy oprócz zalet
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
12 z 31
2014-01-20 21:28
może ona stanowić zagrożenie dla działalności firmy? Zapoznaj się z materiałem
Business Global
Consulting Polska.
Organizacja dystrybucji wyprodukowanego samochodu jest procesem złożonym i składa się zazwyczaj z
następujących etapów:
podstawowy przewóz
(primary transportation) - dostawy z fabryk, często via centrum dystrybucyjne, do
kraju sprzedaży samochodu;
operacje towarzysz
ą
ce
(compound logistics) - operacje na placu składowym, m.in.: składowanie,
ewentualne naprawy szkód transportowych, mycie i doposażanie pojazdów;
dystrybucja lokalna
(local distribution) - fizyczne przemieszczanie (z reguły autotransporterem) do
miejsca sprzedaży nowego samochodu, czyli dealera.
Coraz częściej stosowanym rozwiązaniem jest powstawanie przy fabrykach samochodów osobowych
dużych hal, gdzie przenoszą część swojej produkcji dostawcy z branży - tzw.
parki dostawców
. Pod jednym
dachem znajduje się od kilkunastu do kilkudziesięciu firm, które wytwarzają swoje wyroby na potrzeby linii
produkcyjnych ich odbiorców. W Europie obecnie funkcjonuje ok. 50 parków dostawców w tym jeden w
Polsce, który znajduje się w pobliżu fabryki firmy Volkswagen w Poznaniu.
Ponieważ każde przemieszczanie zwiększa ryzyko uszkodzeń samochodu, dąży się do zastosowania takich
rozwiązań, które przewidują bezpośrednią dostawę pojazdu z fabryki do dealera. Przygotowanie i wdrożenie
takich rozwiązań z różnych względów jest bardzo trudne, m.in. technicznych (np. brak miejsca na
składowanie dużej liczby pojazdów bezpośrednio przy fabryce).
Dlatego praktycznie każdy transport nowych samochodów jest organizowany w ramach złożonego łańcucha
logistycznego, przy wykorzystaniu co najmniej dwóch, a często trzech gałęzi transportu: morskiego,
samochodowego i kolejowego. Głównymi kryteriami, którymi kierują się producenci przy wyborze
właściwego środka transportu, są:
jako
ść
, terminowo
ść
i cena usługi przewozu
.
W każdej z gałęzi transportu najbardziej preferowane są zamknięte środki transportu, które chronią
samochody przed działaniem warunków atmosferycznych oraz zabezpieczają przed kradzieżą i
uszkodzeniami. Wadą stosowania taboru specjalizowanego, przeznaczonego wyłącznie do przewozu
samochodów osobowych, są jednak wysokie koszty jego amortyzacji oraz bardzo ograniczone możliwości
jego wykorzystania, gdyż nie jest wykorzystywany cały potencjał tego taboru.
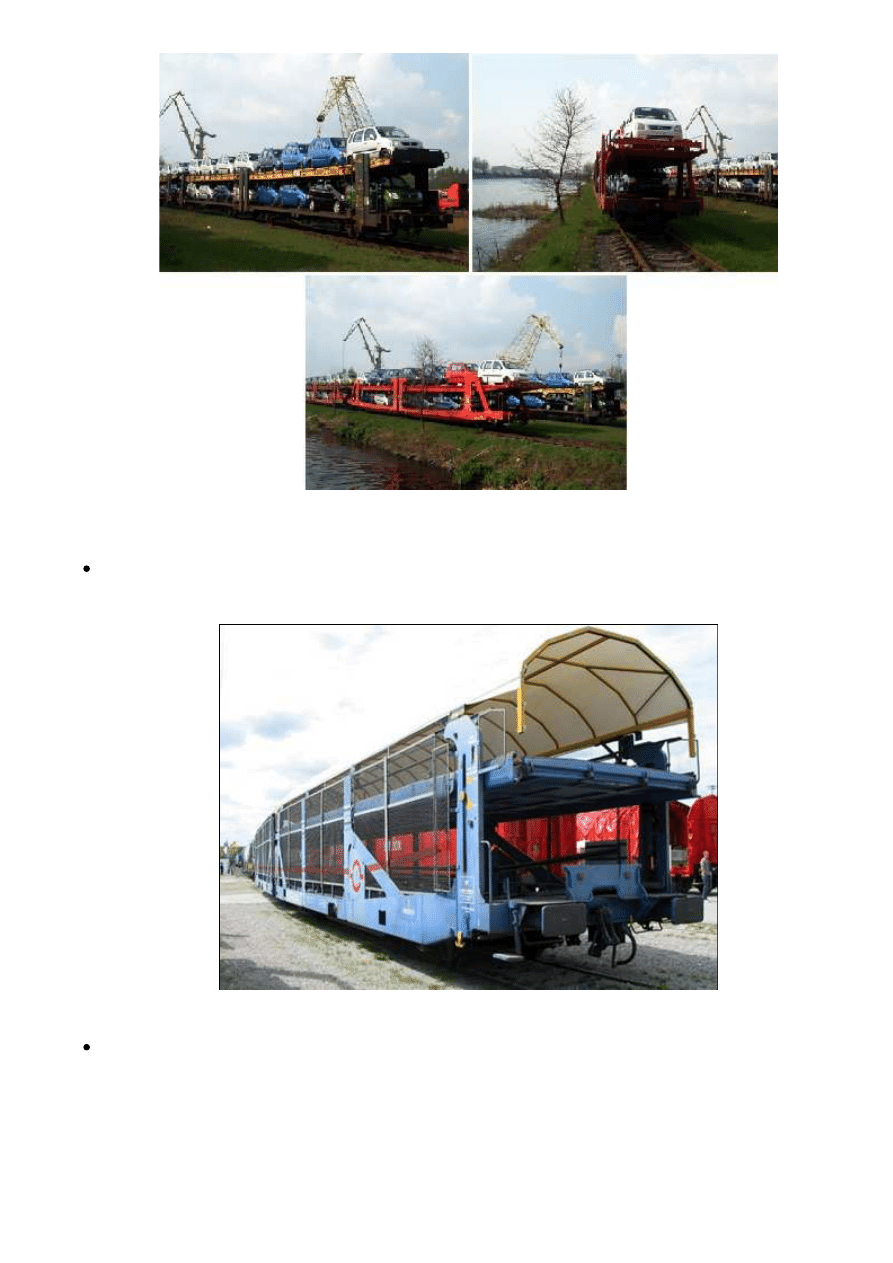
W transporcie kolejowym dla przewozu samochodów stosowane są trzy podstawowe typy wagonów
dwupokładowych:
odkryte, na które samochody ładowane są na pokłady i odbywają podróż bez żadnego zabezpieczenia,
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
13 z 31
2014-01-20 21:28
Zdjęcia własne zrobione na terenie WOC Gliwice, 2002.
cz
ęś
ciowo osłoni
ę
te
(tzw. side protected), które mają osłony z siatki bez lub elementy z tworzyw
sztucznych, co zabezpiecza samochody głównie przed aktami wandalizmu.
wagony kryte
, które całkowicie zabezpieczają samochody podczas transportu, jednak są drogie i
wymagają znacznie więcej czasu na operacje załadunkowo-wyładunkowe. Przykładem najnowszej
generacji takiego taboru, jest tzw. The Tube, specjalny, hermetycznie zamknięty dwupiętrowy wagon,
zaprojektowany przez DaimlerChrysler do transportu samochodów dostarczanych do odbiorców poza
Europą. Wagon ma długość 54 m i składa się z czterech połączonych ze sobą ruchomo - za pomocą
harmonii - pojedynczych wagonów (konstrukcja ta przypomina autobus-przegubowiec). Podłogi
wagonów są absolutnie gładkie. Na pokład jednego wagonu można wprowadzić 20 mercedeców
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
14 z 31
2014-01-20 21:28

ś
redniej klasy. Załadunek i wyładunek samochodów odbywa się poprzez czołową i tylną stronę
wagonu i trwa zaledwie kilkadziesiąt minut. Dach każdej jednostki można hydraulicznie podnosić i
opuszczać. W czasie transportu cały pociąg (max 10 jednostek) jest hermetycznie zamknięty, co
chroni pojazdy przed działaniem jakichkolwiek czynników zewnętrznych. Wagonów tego typu nie
można łączyć z wagonami innego typu, dlatego są one z reguły wykorzystywane jako "wahadłowce"
dla drogich marek samochodów (np. pomiędzy zakładami Sindelfingen do terminalu samochodowego
w porcie Bremerhaven). Pojedyncze wagony nowego pociągu kosztują więcej niż Maybach (model
mercedesa), co ma wpływ na cenę transportu.
Zdjęcia własne zrobione podczas Targów TransportLogistic w Monachium, 2003.
Jednorazowo koleją można przewieźć do 200 średniej wielkości samochodów. W celu zmniejszenia ryzyka
kradzieży i uszkodzeń powstających na skutek wandalizmu stosuje się przewóz samochodów w zwartych
składach pociągów (tzw. block train), kursujących według stałego rozkładu jazdy. Na przykład, Railion
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
15 z 31
2014-01-20 21:28

Deutschland w Niemczech od 1 stycznia 2003 r. oferuje dla swoich klientów 3 rodzaje produktu typu block
train: Plantrain (najtańszy), Variotrain (zmienny i pewny) oraz Flextrain (najbardziej elastyczny).
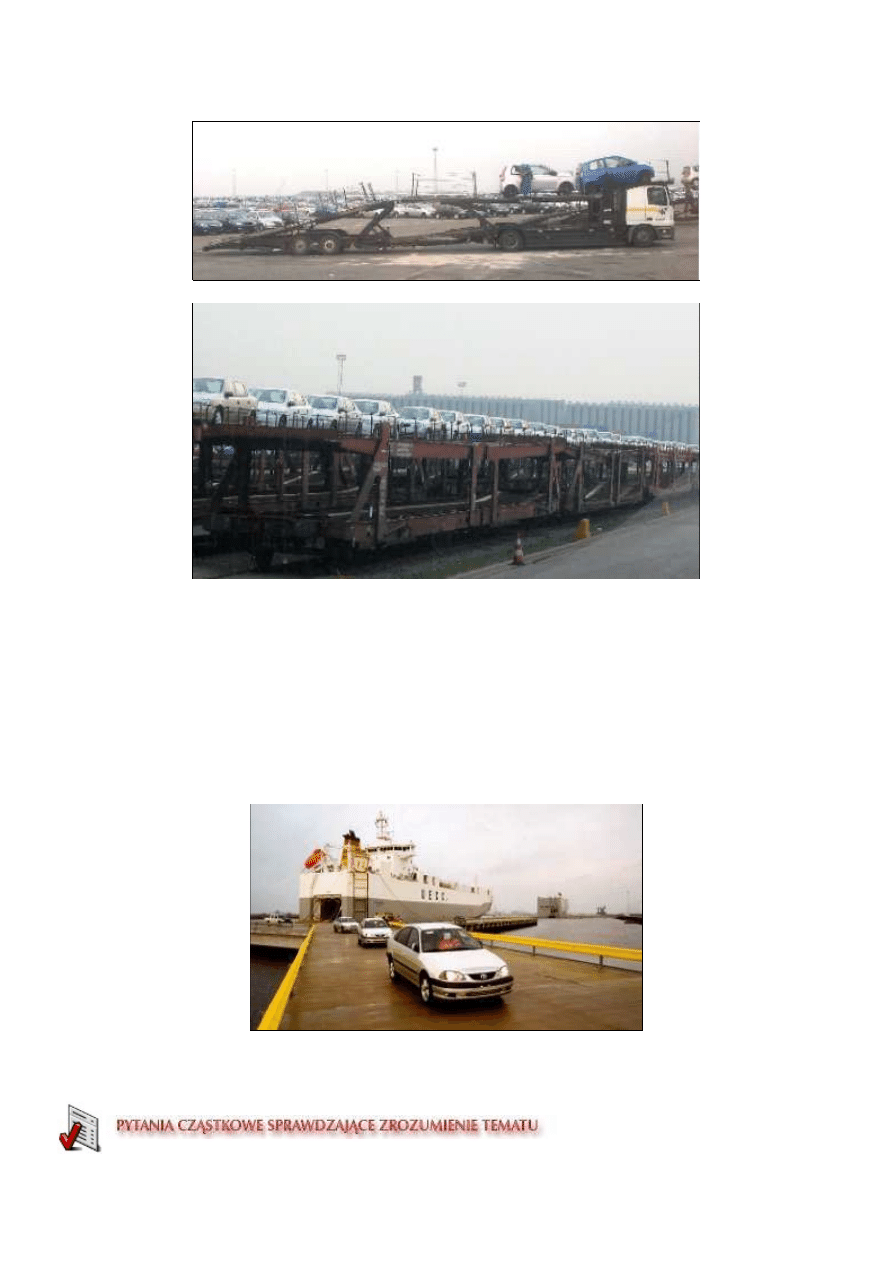
Przewóz nowych aut specjalistycznym autotransporterem drogowym jest najszybszy i mało szkodowy, ale
jest możliwy do zastosowania w przypadku małych wolumenów sprzedaży. W transporcie drogowym coraz
bardziej wyrafinowane technicznie autotransportery - naczepy nożycowe - pozwalają przewozić różnego
rodzaju samochody (od 8 aut). Stosowanie autotransporterów z tzw. łamanymi pokładami pozwala
wykorzystywać je do przewozu różnych modeli pojazdów. Ze względu na swoją konstrukcję naczepy
powinny być eksploatowane wyłącznie na drogach o bardzo dobrej jakości, z właściwymi profilami
nachyleń poprzecznych i podłużnych. W Polsce zdegradowane drogi stanowią przeszkodę, gdyż grożą
uszkodzeniem taboru w przypadku uderzenia nisko zawieszonego podwozia w garby na jezdni.
Zdjęcia własne zrobione podczas Targów TransportLogistic w Monachium, 2003 i 2005.
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
16 z 31
2014-01-20 21:28
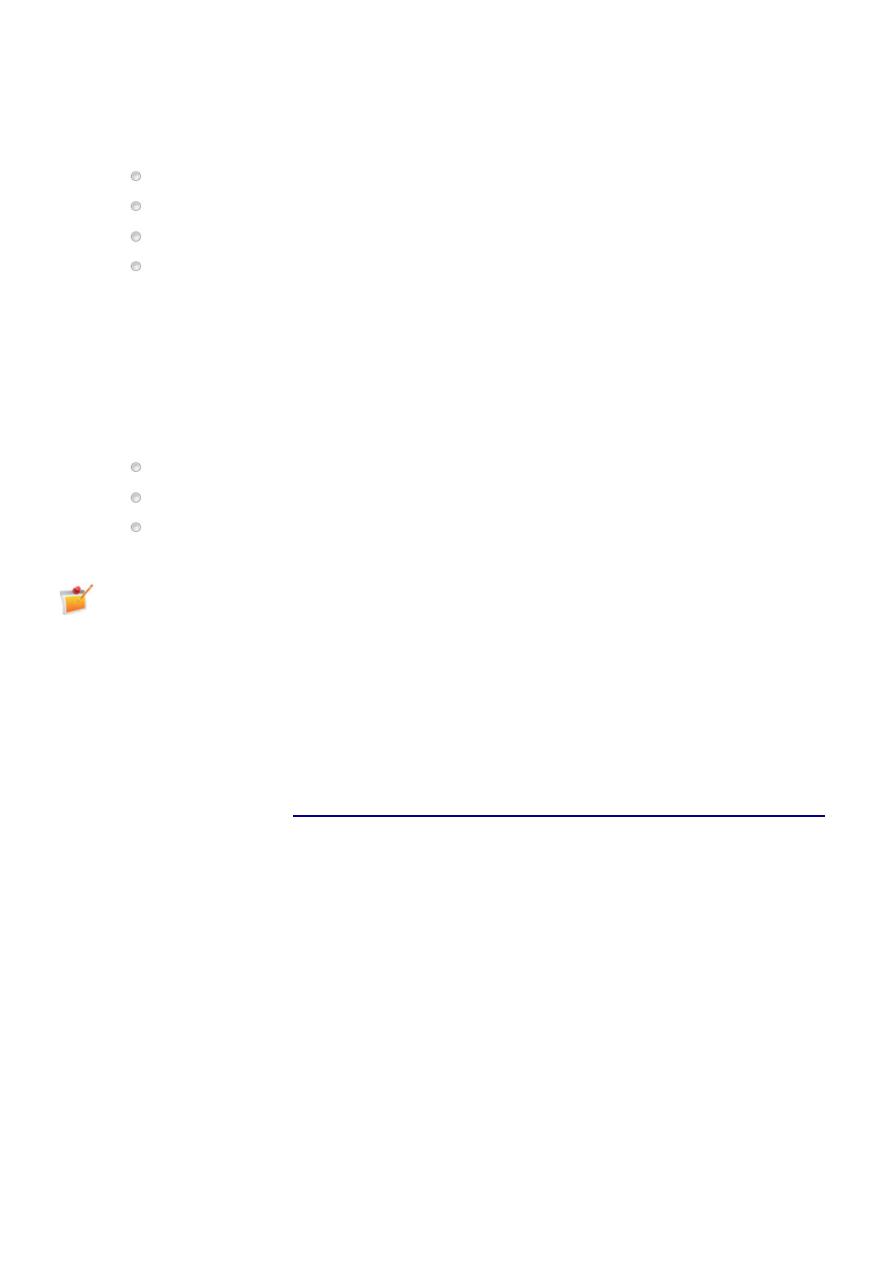
Załadunek samochodów osobowych na terminalu samochodowym w Porcie Antwerpia.
Zdjęcia własne
W
transporcie morskim
wykorzystuje się zarówno specjalizowane statki do przewozu samochodów z
hydraulicznie lub elektrycznie regulowanymi i zamkniętymi pokładami, zdolnymi do przewozu
jednorazowo nawet kilku tysięcy samochodów różnego typu, jak i w miarę uniwersalne statki, które szybko
można dostosować do przewozu kontenerów albo po zainstalowaniu ażurowych pokładów do przewozu
samochodów. W relacjach fabryka - port rozwija się również transport samochodów barkami rzecznymi
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
17 z 31
2014-01-20 21:28
Pytanie 1
Specyficzną cechą w dystrybucji samochodów nie jest:
a) wysoka wartość jednostkowa ładunku,
b) transport "bez opakowania",
c) możliwość zwrotu za producenta,
d) konieczność stosowania specjalistycznych środków transportu.
Pytanie 2
Zapewnienie sprawnego przepływu informacji i części do produkcji, a także ściślejszej kontroli stanu
zapasów i wielkości dziennej produkcji, jest zadaniem systemu:
a) just-in-time,
b) just-in-sequance,
c) kanban.
W 2010 roku na świecie wyprodukowano 77,6 mln samochodów. Był to największy poziom produkcji w
całym dziesięcioleciu (zob. wykres poniżej). Produkcja samochodów znowu zaczęła nabierać tempa po
spadku w 2009 r., związanym ze światowym kryzysem gospodarczym, którego skutki branża motoryzacyjna
odczuła bardzo dotkliwie.
Przeczytaj artykuł H. Woźniaka:
Kryzys w światowym przemyśle motoryzacyjnym jako nowe wyzwanie dla logistyki
.
Wykres 1. Światowa produkcja nowych samochodów w latach 2000-2010 (w mln szt.)
DYSTRYBUCJA NA RYNKU GLOBALNYM
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
18 z 31
2014-01-20 21:28
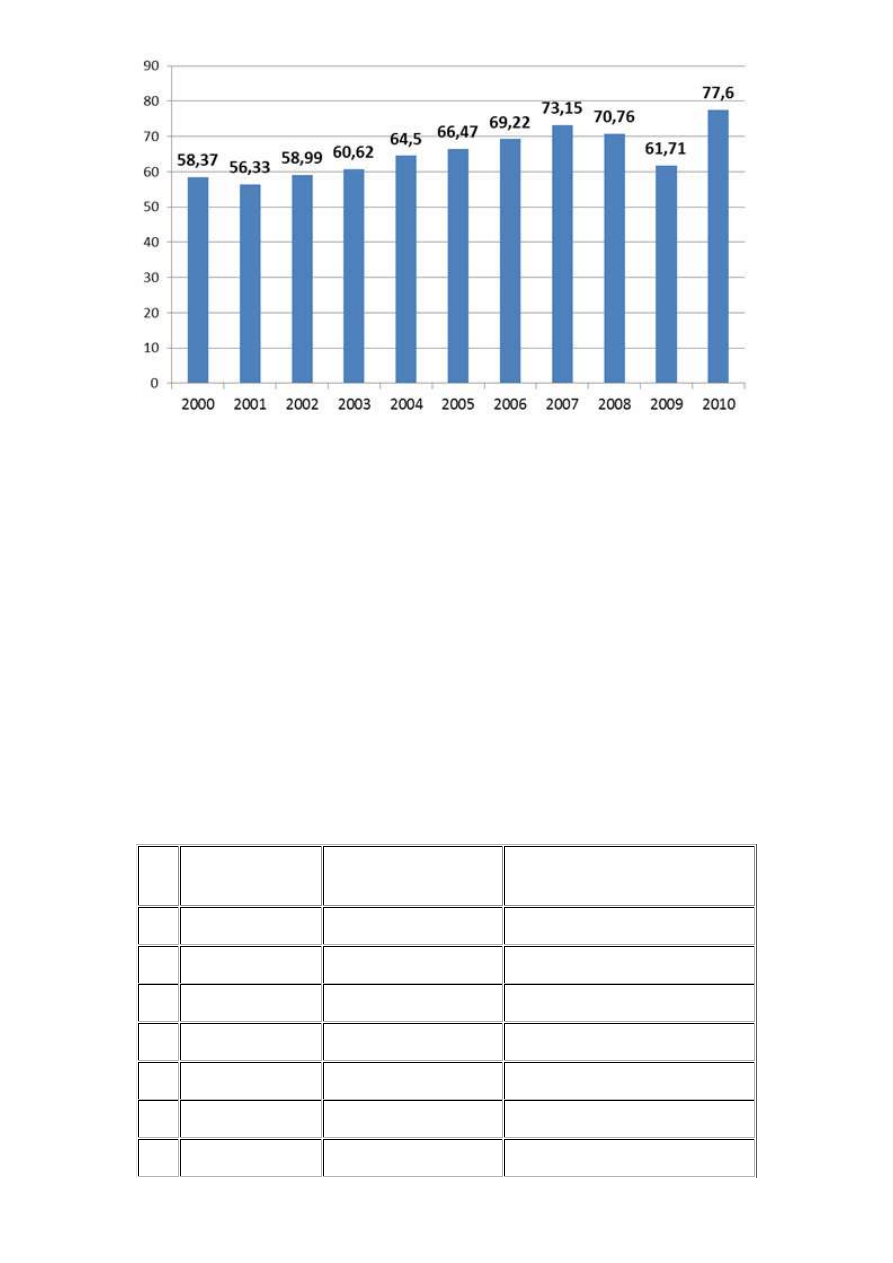
Źródło: opracowanie własne na podstawie danych Międzynarodowej Organizacji Producentów Pojazdów Samochodowych, OICA, http://oica.net
Ś
wiatowym liderem w produkcji samochodów została
Toyota
, która w 2010 roku wyprodukowała prawie 8,6
mln pojazdów. Drugie miejsce zajął koncern
General Motors
z 8,5 mln wyprodukowanymi pojazdami.
Trzecim producentem w 2010 roku był
Volkswagen
, którego fabryki opuściło 7,3 mln samochodów. Z
powodu wydarzeń w Japonii, które miały miejscu wiosną 2011 r. (trzęsienie ziemi oraz fala tsunami)
koncern Toyota straci tytuł lidera w produkcji samochodów. Produkcja w fabrykach w Japonii została na
pewien czas zatrzymana. W ciągu niespełna miesiąca od dnia katastrofy japońska produkcja samochodów
zmniejszyła się o ponad 500 tys. sztuk. W kwietniu zatrzymano na kilka dni produkcję w większości z
czternastu fabryk fabrykach toyoty w Ameryce Północnej oraz w pięciu fabrykach w Europie. Wszystko to
przez brak części do produkcji sprowadzanych z Japonii – fabryki części samochodowych w północno-
wschodniej Japonii uległy zniszczeniu wskutek trzęsienia ziemi. Jego skutki odczuwają również inni
producenci samochodów, w kwietniu, właśnie ze względu na zakłócenia w dostawach części z Japonii, na
kilka dni wstrzymana została produkcja w fabrykach Ford Motor Co. i Nissana, zakłócenia produkcji
wystąpiły również w Chryslerze
1
.Według szacunków IHS Automotive, globalna produkcja samochodów
wskutek wydarzeń w Japonii spadnie o 3,6 mln pojazdów w 2011 r. oraz o ok. 3 mln w 2012 r.
Tabela 2. Najwięksi światowi producenci samochodów (2010)
Lp.
Producent
Sprzedaż (w tys.
sztuk)
Udział w globalnym rynku (w
%)
1.
TOYOTA
8 557,4
11,0
2.
GM
8 476,2
10,9
3.
VOLKSWAGEN
7 341,1
9,4
4.
HYUNDAI
5 764,9
7,4
5.
FORD
4 988,0
6,4
6.
NISSAN
3 982,2
5,1
7.
HONDA
3 643,1
4,7
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
19 z 31
2014-01-20 21:28
8.
PSA
3 605,5
4,6
9.
SUZUKI
2 892,9
3,7
10.
RENAULT
2 716,3
3,5
11.
FIAT
2 410,0
3,1
12.
DAIMLER
1 940,5
2,5
13.
CHRYSLER
1 578,5
2,0
14.
BMW
1 481,3
1,9
15.
MAZDA
1 307,5
1,7
Ogółem
77 743,8
77,9
Źródło: opracowanie własne na podstawie danych OICA. Więcej zob. Ranking car producer 2010
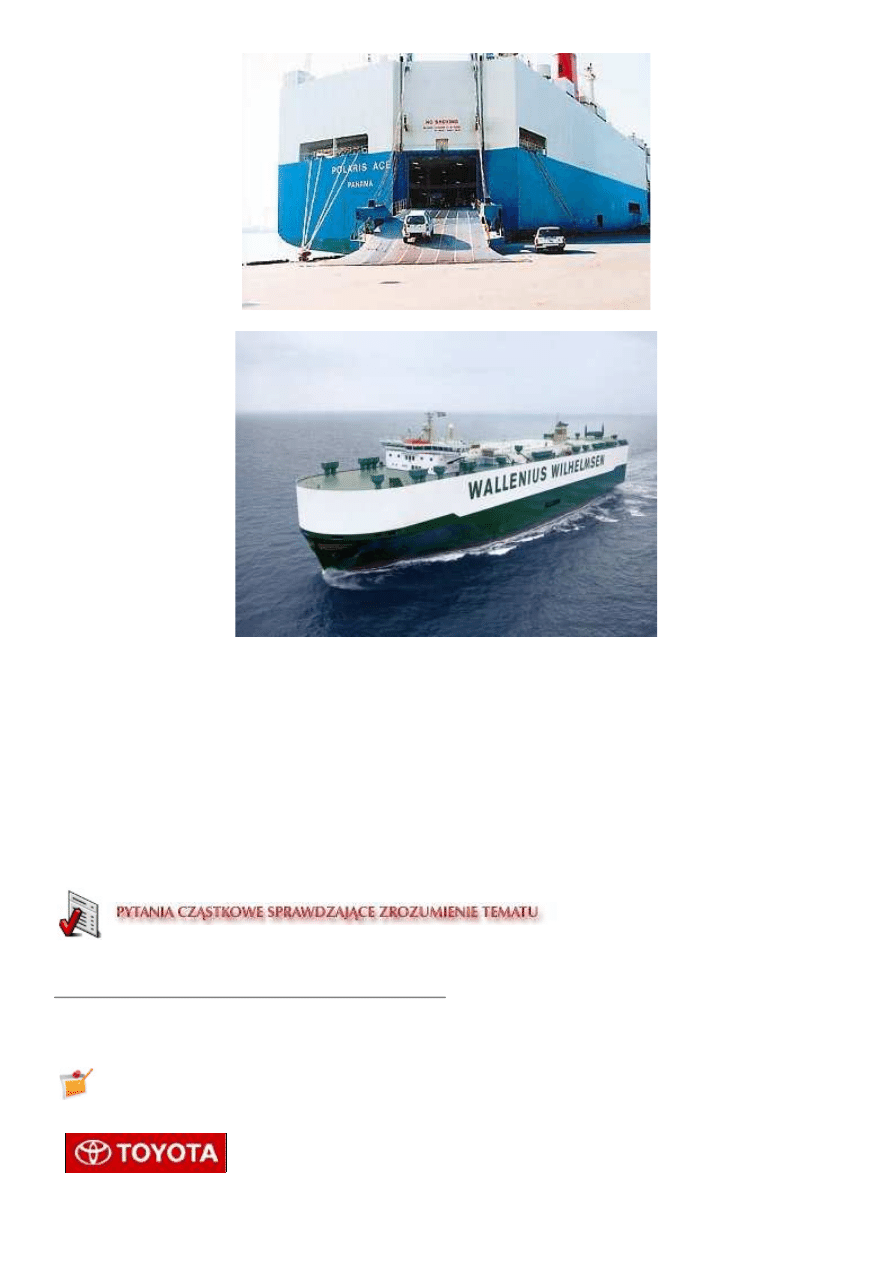
Jak już wspomniano wcześniej, potrzeba przewozów samochodów na dużą skalę wpłynęła na zmianę
sposobu ich transportu drogą morską. Poprzednio wystarczały statki konwencjonalne, obecnie duże
przedsiębiorstwa żeglugowe korzystają ze specjalnych statków - samochodowców typu ro-ro. Nowe
samochody przewożone są głównie w relacjach:
z Japonii i Korei do USA, Europy i na Środkowy Wschód,
z Europy na Daleki i Środkowy Wschód oraz do USA.
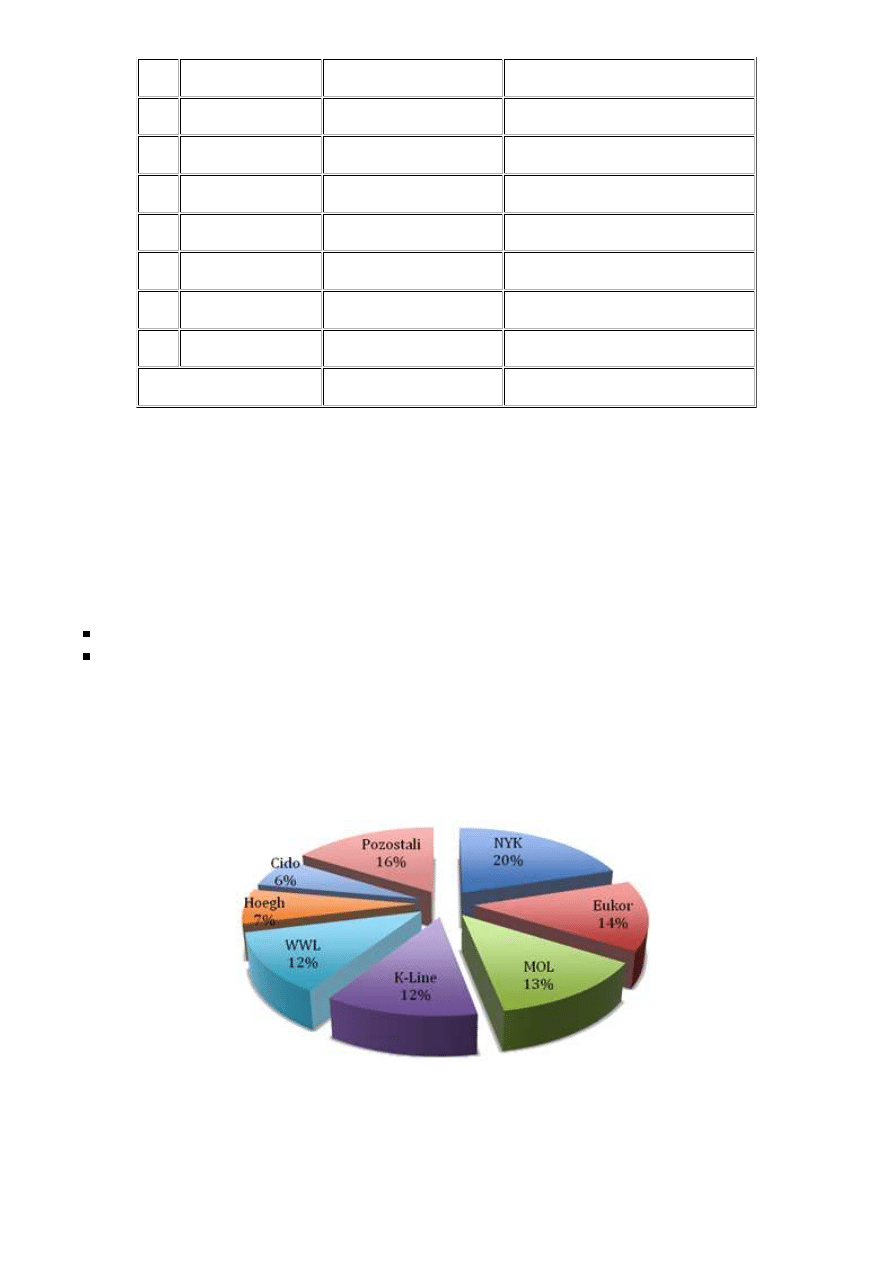
5 największych armatorów – NYK, Eukor, MOL, K-Line i WWL – obsługują ponad 70% tego rynku.
Wykres 2. Najwięksi armatorzy ro-ro (2009)
Źródło: Ernst Rus, Car & Ro/Ro Desk, 2009
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
20 z 31
2014-01-20 21:28
Oprócz dużych przewoźników dysponujących statkami, które mogą transportować ponad 6 000 pojazdów,
istnieje sporo armatorów specjalizujących się w usługach dowozowych (tzw. feedery). Są to: UECC,
Cobelfret, Harms Car Feeder Service, Grimaldi, van Uden, Neptun i Vapores Suardiaz.
Dla producentów samochodów i armatorów ro-ro coraz większe znaczenie nabiera zdolność przeładunkowa
i usługi specjalne oferowane przez porty morskie.
http://moto.wp.pl/kat,89554,title,Toyota-zawiesza-produkcje-w-Europie,wid,13315324,wiadomosc.html, z dnia 02.05.2011.
1.
TOYOTA I JEJ DROGA NA SZCZYT BRANŻY MOTORYZACYJNEJ
1
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
21 z 31
2014-01-20 21:28
OD BAWEŁNY DO SAMOCHODÓW.
Geneza firmy to narodziny dwóch ludzi: Sakichi Toyoda, ojca
założyciela spółki, który zrewolucjonizował japoński przemysł
tekstylny i jego syna Kiichira Toyoda.
Sakichi Toyota był wynalazcą pierwszego w Japonii automatycznego
krosna. Wynalazek swój opatentował w Urzędzie Patentowym w roku 1885. Przez Urząd został mianowany
jednym z dziesięciu najważniejszych japońskich wynalazców. Jego fascynacja maszynami i wytwórstwem
obecna jest w Toyocie do dziś.
Można pokusić się o porównanie wpływu, jaki na przemysł odzieżowy wywarł Sakichi Toyoda z siłą, z jaką
Toyota stara się unowocześniać produkcję swoich pojazdów. Pierwszym opatentowanym wynalazkiem
Sakichi Toyody był drewniany warsztat tkacki. Jego zastosowanie polepszyło jakość wyrobu i zwiększyło
produkcję o 50%. Wprowadzenie na rynek krosna automatycznego podniosło ją czterokrotnie, przy 50%
obniżce kosztów wytwarzania materiału.
Skonstruowanie tej maszyny trafiło dokładnie w czas, gdy w Japonii wzrosło zapotrzebowanie na tanie, ale
wysokojakościowe materiały tekstylne. Po kilkukrotnych próbach znalezienia partnerów w interesach i
spółkach, w styczniu 1918 r. Sakichi Toyoda zarejestrował firmę Toyoda Spinning and Weaving Co. Ltd.
(Przędzalnictwo i Tkactwo).
Reminiscencje przedsięwzięć Sakichi Toyody na dalszy rozwój firmy jest znaczący. Również jego styl
bycia nie pozostał bez echa. Nawet, gdy prezesował już spółce, widok pryncypała zbierającego z posadzki
niepotrzebne gwoździe czy walające się kłębki bawełny nie był dla pracowników czymś nadzwyczajnym.
Zawsze wierzył w uczciwą pracę, wdzięczność i oddanie, przede wszystkim zaś w moc eksperymentowania.
30 października 1935 r., w pięć lat po jego śmierci, opracowane zostały Maksymy Toyody. Te normy
obowiązują również obecnie. Stworzyły podwaliny nowoczesnego zarządzania firmą, widoczne są w
Zasadach Toyota Motor Company i Stylu Toyoty.
KIICHIRO TOYODA - PIERWSZY PRODUCENT TOYOT.
Fascynacją Kiichiro Toyoda, podobnie jak jego ojca, były maszyny i urządzenia
mechaniczne. Wykształcenie, jakie zdobył, idealnie pasowało do zainteresowania rynku
inżynierią samochodową. Kiichiro odbył podróże po Ameryce i Europie, przyglądał się
tamtejszym rynkom samochodowym, a po powrocie do Japonii podjął decyzję o zmianie
profilu produkcji.
Japoński rynek samochodowy był bardzo niewielki. W 1929 r. w Japonii
zarejestrowanych było 80 000 pojazdów, natomiast produkcja trzech największych
japońskich producentów aut nie przekraczała 400 samochodów rocznie. To również było powodem
przekwalifikowania Zakładów Tkackich Toyoda w fabrykę motoryzacyjną. Najpierw należało zakupić
maszyny. Potem zainstalowano elektryczne piece i precyzyjne urządzenia. W czasie przygotowywania
produkcji zaczęła kształtować się strategia Kiichiro Toyody.
Dobre samochody, tak uważał, nie będą wiele warte, jeżeli ich cena będzie przekraczać możliwości
finansowe nabywców. Wiedział, że muszą być tańsze od aut z importu. Celem Toyody było stworzenie
pojazdu, który mógłby kupić masowy odbiorca, czyli pojazdu z silnikiem o pojemności 3000 centymetrów
sześciennych, konkurencyjne wobec Forda czy Chevroleta. We wrześniu 1933 r., w Zakładach Tkackich
Toyoda otworzono wydział samochodowy. W tym samym roku wyprodukowany został pierwszy silnik,
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
22 z 31
2014-01-20 21:28
sześciocylindrowy o pojemności 3389 centymetrów sześciennych. W maju 1935 r. fabrykę opuścił Model
A1 z silnikiem typu A.
Był to pierwszy prototyp Toyoty. Po raz pierwszy koncepcja "tak jak trzeba" pojawiła się w 1937 r. Kiichiro
Toyoda powiedział wtedy:
to, co rozumiem pod pojęciem "tak jak trzeba" to nie tylko wykonanie pracy w określonym
terminie, to również precyzja wykonania i nieprzygotowanie czegoś wcześniej, bo wcześniej
oznacza stratę.
System "tak jak trzeba" stał si
ę
w pó
ź
niejszym czasie kluczowym elementem strategii Systemu Produkcyjnego Toyoty.
Zdefiniowany w 1937, ci
ą
gle udoskonalany, zmieniany i zatwierdzony przez Toyot
ę
w roku 1954.
A potem przyjęty
przez innych wytwórców samochodowych na całym świecie.
Chociaż firma skupiła się na produkcji pojazdów ciężarowych i autobusów, trwały prace nad dalszym
udoskonaleniem pojazdu osobowego Toyoty. Wkrótce Model AA zastąpił swego poprzednika. Zdając sobie
sprawę z wagi oryginalności wykonania, przystąpiono do stworzenia logotypu firmy.
Wygląd nowego logo oddawał znaczenie prędkości, składał się z ośmiu elementów, bo japońska ósemka
przynosi szczęście. Wtedy też zmieniona nazwę firmy z hasłowego nazwiska Toyoda na Toyota. Znak ten
używany jest po dziś dzień jako logo Toyota Motor Corporation.
POCZĄTKI TOYOTA MOTOR CORPORATION
Fabryka Toyoty zlokalizowana była początkowo w Karaya, po 1936 r. Kiichiro Toyoda zakupił ziemię w
Koromo-cho. To tam właśnie na 2 milionach metrów kwadratowych w 1959 r. wybudowano Toyota City.
Wydział samochodowy stale się rozwijał, zdecydowano o rozbudowie fabryki nastawionej na masową
produkcję aut. W marcu 1937 r. zarząd spółki uchwalił powstanie nowej firmy z siedzibą w Koromo. Toyota
Motor Co. Ltd rozpoczęła swoją działalność 28 sierpnia 1937 r. Budowa fabryki w Koromo (obecna fabryka
Honsha) rozpoczęta została we wrześniu 1937 r. i ukończona rok później. Otwarcie fabryki to data
rozpoczęcia działalności handlowej Toyota Motor Corporation (TMC). TMC stawała się szybko potężną
firmą, w 1945 r. jej kapitał wynosił 91,5 mln jenów, była właścicielem 6 fabryk produkcyjnych (w tym
trzech lotniczych). Jednakże w roku, gdy spółka wyprodukowała 3275 ciężarówek, linii produkcyjnej nie
opuścił żaden samochód osobowy.
Koniec lat 40. to ciężki czas dla Toyoty. Z 9600 zatrudnionych w fabryce Koromo do października 1945 r.
zostało zaledwie 3700. Kiichiro nie zrezygnował jednak z zamysłu skonstruowania małego samochodu
osobowego. Zaprojektował pojazd o długości 4,5 m z silnikiem o pojemności pomiędzy 1000 a 1500
centymetrów. Po przyjęciu wstępnego projektu przez inżynierów Toyoty w styczniu 1947 r. powstał
prototyp Modelu S.A. z silnikiem typu S. Nadal obowiązywał zakaz produkcji samochodów osobowych
wydany przez Ministerstwo Handlu i Przemysłu.
Kiedy zakaz został cofnięty, przystąpiono do produkcji S.A. - pierwszego małego pojazdu osobowego
Toyoty. Następne lata były ciężką próbą dla nowej firmy. Model S.A. nie cieszył się popularnością, zyski
spółki szybko malały. Rynek opanowała inflacja, firma zaciągała coraz większe długi. Niezbędne były
nakłady na inwestycje. Firma trwała przy polityce niezwalniania personelu, choć często zdarzało się, ż
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
23 z 31
2014-01-20 21:28

przeciągała się wypłata poborów dla pracowników. Szczyt kryzysu finansowego nastąpił w roku 1950. 2146
pracowników zwolniło się na własne życzenie. Wtedy to Taizo Ishida objął stanowisko prezesa stojącej na
krawędzi bankructwa firmy.
Tarapaty finansowe były gorzką lekcją, ale nauczyły TMC, że musi polegać wyłącznie na sobie. W każdym
wydziale trwały prace nad znalezieniem źródeł i metod wytwarzania własnych materiałów produkcyjnych -
zasada ta, może nawet obsesyjna, obowiązuje w Toyocie do dziś. Ustąpienie ze stanowiska przez Kiichiro
zbiegło się z ogólną tendencją poprawy całej japońskiej gospodarki. Wydział Eksportowy Toyoty Motor
Sales Company dostał pierwsze zlecenie. Strata 76,5 mln jenów w roku finansowym 1950 zmieniła się w
zysk rzędu 249,3 mln w roku następnym. W ciągu pięciu lat firma zintensyfikowała wysiłki nad
modernizacją i większą wydajnością, nie tylko produkcyjną. Wzrastał popyt na pojazdy ciężarowe i
osobowe.
Toyota Motor Sales Company w dalszym ciągu opierała się o system miesięcznych rat, powszechnie
uznanych jako początek nowoczesnego systemu sprzedaży i finansowania wewnątrz firmowego. Wzrosły
nakłady inwestycyjne. Masaya Hanai, główny księgowy, przyrównał konstruktorów firmy do "dzieci w
sklepie z zabawkami, nagabywających rodziców o to i owo". W 1952 r. produkcja Toyoty to 14 000
pojazdów rocznie.
INNOWACJE W SFERZE PRODUKCJI
Lata 1955-1964 to lata rozwoju zarówno gospodarki japońskiej, jak i Toyoty. Na rynku pojawiło się wiele
małych firm, które potrzebowały niewielkich ciężarówek do przewożenia towarów. Największą ich liczbę
sprzedano w latach 1955-1960. Wielkość produkcji pojazdów osobowych wzrosła z 20 000 do 165 000 w
roku 1960. Rozpoczął się wyścig różnych producentów o zdobycie największego udziału w rynku pojazdów
osobowych. Najlepszy okazał się model Crown Toyoty, a później, od 1957 -
Corona
.
Podniesienie poziomu produkcji zaowocowało zwiększonymi inwestycjami w rozbudowę fabryk. W
kwietniu 1956 r. zrealizowany został wyznaczony dużo wcześniej cel produkcji 3000 pojazdów w miesiącu,
następną poprzeczką, osiągniętą dość szybko, była liczba 10 000 pojazdów miesięcznie.
Gwałtowny wzrost produkcji wymagał wdrożenia nowych technik produkcyjnych, których opracowanie
zaczęło się wraz z koncepcją "na czas" Kiichiro Toyody z roku 1937.
Na taśmach produkcyjnych zainstalowano nowe, znacznie wydajniejsze maszyny. Wdrożono system
"jidoka" umożliwiający płynną regulację produkcyjną - zwiększanie i zmniejszanie wysokości produkcji w
zależności od koniunktury na rynku.
System zakładał przyuczenie pracowników do wielorakich funkcji produkcyjnych, a nie obsługiwania
jedynie jedynego jej odcinka. Jasno potwierdzał zasadę nieprodukowania większej, niż potrzeba w całym
produkcie, ilości części i pozostaje jednym z naczelnych założeń Systemu Produkcji Toyoty, także obecnie.
Po dopracowaniu metod produkcji przyszła kolej na wdrożenie systemu ciągłego doskonalenia.
System
Kaizen
motywuje i zachęca pracowników do projektowania miejsca i polepszania warunków ich pracy.
Natomiast
system Kanban
ułatwiał efektywniejszy obieg informacji i tym samym usprawniał system "tak jak
trzeba".
Systemy na czas, Kaizen i Jidoka
podlegały ustawicznym przeobrażeniom i modyfikacjom. W procesie prób i
błędów opracowano spójny model systemu produkcyjnego, który wdrożony został we wszystkich fabrykach
Toyoty, także w zakładach produkujących części i materiały produkcyjne.
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
24 z 31
2014-01-20 21:28
System ten nazwano Systemem Produkcyjnym Toyoty (Toyota Production System - TPS). Jego zasady
głoszą:
Należy zmniejszać wielkość produkcji, dążyć do jej elastyczności.
1.
Należy stale kontrolować miejsce i czas zastosowania części wymaganych w produkcji.
2.
Ustawienie maszyn powinno zostać podporządkowane zasadzie ułatwiania pracy ludziom, nie należy
kierować się ich pokrewnymi funkcjami.
3.
Innowacje i filozofia zarz
ą
dzania
stworzone przez Toyotę pozwoliły jej z wytwórcy krajowego objąć pozycję
jednego ze światowych liderów. Obecnie TPS znany jest w całym przemyśle motoryzacyjnym i używany
przez firmy nie tylko z tej branży. Zawiera wiele koncepcji znajdujących powszechne uznanie - koncepcji,
których podwaliny położyli założyciele koncernu Toyoty.
Tabela. Toyota i jej podróż na szczyty branży motoryzacyjnej
Lp.
1950
1970
1994
2004
2005
2008
1
GM
GM
GM
GM
GM
Toyota
2
Ford
Ford
Ford
Ford
Toyota
GM
3
Chrysler
Chrysler
Toyota
Toyota
Ford
VW
4
Studebaker
VW
VW
Renault-Nissan
VW
Ford
5
Nash
Fiat
Nissan
VW
DaimlerChrysler
Honda
6
Kaiser-
Frazer
Toyota
Chrysler
DaimlerChrysler
Nissan
Nissan
7
Morris
Nissan
Fiat
Hyundai
Honda
PSA
8
Hudson
Renault
Peugeot
PSA
PSA Peugeot
Citroen
Hyundai
9
Austin
BL
Mitsubishi
Honda
Hyundai-Kia
Suzuki
10
Renault
Peugeot
Renault
Fiat
Renault
Fiat
Toyota - #
200
POCZĄTKI LEGENDY - OD WYTWÓRCY KRAJOWEGO DO POTĘGI ŚWIATOWEJ
Na przełomie lat 50.i 60. ubiegłego wieku zapotrzebowanie na samochody wciąż rosło. Toyota zdecydowała
się nie modernizować już istniejącego modelu Publica, lecz stworzyć samochód zupełnie nowy i lepszy.
Toyota zaprezentowała światu Corollę. Pojawienie się Corolli było przełomem w historii firmy. Ten
samochód zapoczątkował tendencję wyraźną u wszystkich jej następców - należy tak konstruować pojazdy,
aby ich jakość biła na głowę wszystkie auta konkurencyjne, pamiętając o tym, że muszą być dostępne dla
przeciętnego zjadacza chleba. Corolla to nowa stylistyka, nowe zawieszenie, nowy silnik i nowa fabryka, w
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
25 z 31
2014-01-20 21:28

której była produkowana. We wrześniu 1966 r. powstał zakład w Takaoka. Początkowa wydajność
produkcyjna tej fabryki, o powierzchni 1 360 000 m kw., to 20 000 pojazdów miesięcznie. Handlowy sukces
Corolli umożliwił Toyocie zbudowanie potężnej sieci sprzedaży. W 1968 r. roczna produkcja osiągnęła
poziom miliona pojazdów.
Europa, kolebka przemysłu motoryzacyjnego, stała się dla Toyoty poważnym wyzwaniem. Rynek
europejski uważa się za najbardziej wymagający. Kiedy Duńczycy pojawili się na Tokyo Motor Show w
październiku 1962 r., i byli zainteresowani dystrybucją Toyoty w Danii, Szwecji, Norwegii i Islandii, ich
prośbę odrzucono.
Natarczywość ekipy duńskiej zaprocentowała jednak wysłaniem próbnej partii Toyot do Danii w grudniu.
Toyota autoryzowała swojego pierwszego dystrybutora europejskiego. W roku następnym do Danii
wyeksportowano 400 Toyot Crown z kierownicą po prawej stronie, 1 500 w 1964 r. Rok później działało już
przedstawicielstwo Toyoty w Finlandii, które sprowadziło od razu 2000 pojazdów po osobistym
przetestowaniu jazdy Toyotą Corona. Po Skandynawii przyszedł czas na Holandię, potem Belgię i
Szwajcarię. Po koniec lat 60. dealerzy Toyoty działali już w Wielkiej Brytanii, Francji, we Włoszech,
Austrii i Grecji. Pod koniec dekady TMS eksportowała już swoje produkty do niemal wszystkich krajów
europejskich. Największymi odbiorcami były wciąż kraje skandynawskie i Benelux. W innych wciąż
przeważała produkcja europejska.
Zmieniło się to w latach 70. Eksport do Wielkiej Brytanii wzrósł z 1000 w 1970 r. do 19 000 pojazdów w
1973 r. Poprawie uległ też eksport do Francji i Niemiec. W roku 1960 Toyota wyeksportowała do Europy 13
samochodów, w 1965 r. było ich 5 900 sztuk. Osiem lat później - 163 000.
Kryzys naftowy przez moment zagroził eksportowi, ale, paradoksalnie, kiedy rozszerzył się na inne rynki,
wzrosło zapotrzebowanie na japońskie samochody, znane już ze swej jakości i niskiego zużycia paliwa.
Najwięcej Toyot sprzedawało się w Ameryce Północnej. Zużycie paliwa stało się jednym z czynników
decydujących przy zakupie auta, gwałtownie wzrósł popyt na pojazdy małolitrażowe.
FUZJA I REORGANIZACJA
W roku 1982 r. powstała Toyota Motor Corporation z połączenia się Toyoty Motor Company i Toyota
Motor Sales. Fuzja ta przyrównana została przez prezydentów Toyoty - Eiji Toyoda i Shoichiro Toyoda do
integracji dwu stron jednej monety. Zjednoczenie pozwoliło na szybsze podejmowanie decyzji i
efektywniejsze działanie na rynku. Zachowany został podział na działalność krajową i produkcję
eksportową, jednak nowa struktura umożliwiała krótsze przetrzymywanie już wyprodukowanych pojazdów
przeznaczonych na eksport w Japonii. W tym samym roku Toyota mogła się już poszczycić opanowaniem
40% japońskiego rynku motoryzacyjnego. Reorganizacja sprzyjała także procesowi wdrażania
zaawansowanych technologii w latach osiemdziesiątych.
Centralne Laboratoria Toyoty Badań i Rozwoju przeniesione zostały do nowej siedziby, dwukrotnie
większej od pierwotnej. Inwestowanie w rozwój badań zaowocował wdrażaniem do produkcji nowych
technologii. Zmieniona została również struktura organizacyjna Toyoty w Stanach. Amerykanie
wprowadzili obostrzenia celne na towary importowane. Stało się jasne, że aby Toyota mogła sprawnie
funkcjonować na tym jakże ważnym rynku, musi wybudować w Stanach swoje fabryki montażowe.
Nie było to łatwe zadanie. Propozycja fuzji z Fordem odrzucona została po rocznych negocjacjach. Nie
przyniosły one spodziewanego rezultatu stworzenia wspólnego modelu pojazdu. Rozmowy z GM okazały
się bardziej owocne i obie firmy podpisały umowę o produkcji 200 000 samochodów osobowych
skonstruowanych na bazie FF Sprintera. Nowa spółka The United Motor Manufacturing Inc. powstała w
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
26 z 31
2014-01-20 21:28
roku 1984. Po doświadczeniu joint venture, łatwiejszym stało się uzyskanie zezwolenia na budowę
własnych fabryk. Na miejsce ich budowy wybrano Georgetown, Kentucky i Cambridge Ontario. Wielkość
produkcji wszystkich zakładów oszacowano na 250 000 sztuk pojazdów rocznie. W 1986 r. powstały
Toyota Motor Manufacturing USA i Toyota Motor Manufacturing Canada.
W Europie było nieco trudniej. Konkurencja cenowa spowodowała, że większy nacisk położono na
rozwiązanie problemów bezpieczeństwa jazdy i zabezpieczeń antykorozyjnych. W latach 1982-1984 poziom
sprzedaży utrzymywał się na tym samym poziomie. Opracowany został pięcioletni plan wzrostu sprzedaży
na rynku europejskim, wysokość sprzedaży ustalono na poziomie 400 000 pojazdów. Wprowadzenie
nowych modeli, wzmożone działania marketingowe oraz wsparcie finansowe dla najsłabszych rynków
zaprocentowały szybko. Cel osiągnięty został już po dwu latach, w roku 1986.
TOYOTA DZIŚ
Historia Toyoty to pasmo innowacji i wprowadzania różnorakich zmian - począwszy od Zakładów Tkackich
Toyody do osiągnięcia pozycji światowego producenta samochodów.
Do tej pory stosowane są tzw.
maksymy Toyody
:
Przyczyniaj się do rozwoju i dobrobytu kraju poprzez pracę w grupie, niezależnie od stanowiska czy
pozycji, wypełniaj uczciwie to, co do Ciebie należy.
1.
Bądź zawsze w awangardzie, myśl kreatywnie, nie wahaj się zadawać pytań, doskonal się
ustawicznie.
2.
Myśl praktycznie, nie bądź lekkomyślny.
3.
Bądź uprzejmy i wspaniałomyślny, stwarzaj wokół siebie ciepłą, przyjazną atmosferę.
4.
Szanuj innych, zawsze okazuj swoją wdzięczność za uczynki duże i małe, nawet za te niedokonane, a
tylko pomyślane.
5.
Działalność współczesnej Toyota Group odzwierciedla starania o stałe podnoszenie standardów produkcji,
trendu zapoczątkowanego już przez Kiichiro Toyodę, który dostrzegł potrzebę podniesienia jakości
produktów niezbędnych w procesie produkcji. Od jego czasów datuje się dążenie firmy do
samowystarczalności w tym względzie. Dlatego dzisiejsza Toyota Group składa się z 15 głównych firm.
Toyoda Automatic Loom Works Ltd, stworzona przez Sakichi Toyodę w roku 1926, wciąż działa na
rynku. Obecnie dysponuje 6 krajowymi i dwoma fabrykami wybudowanymi poza granicami kraju.
Produkują one maszyny przędzalnicze i tkackie, kompresory, silniki samochodowe oraz podzespoły
elektroniczne.
W 1934 r. w firmie wyodrębniono spółkę Aichi Steel Works, która od 1940 r. funkcjonuje jako
jednostka samodzielna, zatrudniająca 9000 pracowników pracujących przy produkcji elementów
toczonych i wytapianych, części elektronicznych i maszyn produkcji motoryzacyjnej.
Toyoda Machine Works Ltd, to firma stworzona przez Kiichiro Toyodę w 1940 r. w celu zapewnienia
własnego parku maszynowego. Fabryka powstałą w Kariya, które pozostaje siedzibą firmy do dziś
nadzorując pracę 6 krajowych i trzech zagranicznych zakładów produkcyjnych.
Toyoda Spinning & Weaving Co. Ltd, ustanowiona przez Sakichi Toyodę w 1918 r., obecnie działa
pod nazwą Toyoda Boshoku. Produkuje filtry powietrza, materiały wykończeniowe i odzieżowe. W
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
27 z 31
2014-01-20 21:28
jej obrębie funkcjonuje Toyota Tsusho Corporation, zajmująca się sprzedażą produktów
motoryzacyjnych. Ma 60 biur na całym świecie.
Aisin Seiki Co. Ltd stworzona została w roku 1934. Na potrzeby przemysłu zbrojeniowego
produkowała w czasie wojny części i silniki samolotowe. Dzisiaj zajmuje się wytwarzaniem części
silników, karoserii, systemów komunikacyjnych, skrzyń biegów, układów hamulcowych i
podzespołów elektronicznych, a także łóżek, maszyn do szycia i wyposażenia łazienkowego.
Denso Corporation początkowo funkcjonujące pod nazwą Nippondenso Co Ltd, od 1949, jest drugą
co do wielkości firmą Toyoty Group. Ma 35 zakładów produkujących klimatyzatory, systemy
grzewcze, części elektryczne, układy zasilania paliwowego, radiatory i filtry. Mając na uwadze zasadę
samowystarczalności firmy w roku 1953 utworzono
Towa Real Estate Co. Ltd., która jest jednostką zajmująca się budownictwem. Jeszcze ciekawszym
związkiem z dziedziną nieruchomości jest Kanto Auto Works Ltd, produkująca domy, lecz także
samochody osobowe.
Toyota CRDL, Inc. zajmuje się opracowywaniem nowoczesnych technologii i materiałów używanych
w produkcji. Prowadzi badania nad dynamiką jazdy, automatyzacją, nowych materiałów, silników i
bio-technologii. Toyoda Gosei Co. Ltd. (oryginalnie Nagoya Rubber Company) wytwarza materiały
stosowane w samochodach z polimerów wysokocząsteczkowych.
Toyota Motor Corporation - ta największa firma w grupie powstała z połączenia Toyota Motor Sales i
Toyota motor Company w 1982 r. Obecnie zatrudnia 68 000 pracowników, jej roczny obrót to 7 525
555 jenów (dane za rok finansowy 1998) w 1996 r. firma wyprodukowała
dziewięćdziesięciomilionowy samochód. Oferuje ponad 50 modeli samochodów osobowych,
rekreacyjnych, dostawczych i przemysłowych. Toyota to potentat światowy. Zajmuje pierwsze
miejsce w rankingu producentów motoryzacyjnych w Japonii, a czwarte w USA pod względem
udziału w rynku.
Zobacz
mapę:
http://www.toyota-global.com/company/profile/facilities
/worldwide_operations.html
Reorganizacja systemu dystrybucji Toyoty na rynku europejskim
2
Strategicznym celem Toyoty jest odgrywać kluczową rolę na rynku europejskim. Ogólna sprzedaż Toyoty w
Europie wzrosła z 540 tys. pojazdów w 1998 r. do 915 tys. w 2004 r., a w najbliższych latach planuje się
osiągniecie poziomu sprzedaży 1,2 mln sztuk. Z pewnością do sukcesu przyczyniło się pojawienie się w
marcu 1999 r. modelu Yaris, który zyskał ogromną popularność w Europie, w tym również w Polsce.
Dla osiągnięcia postawionego celu po zwiększeniu udziału w rynku europejskim, od pięciu lat przez
Toyota
Motor Marketing Europe (TMME)
wdrażany jest plan dotyczący konsolidacji sieci dystrybucji w Europie.
Głównym zamierzeniem TMME jest objęcie kontroli nad procesem dystrybucji samochodów w całej
Europie tak, aby móc oferować klientom najbardziej efektywny system logistyczny. Opracowanie planu
konsolidacji wymagało dogłębnej analizy: sieci sprzedaży, kosztów, czasu dostaw oraz sieci dealerów.
Program konsolidacji znany jako
SPIL - Sales Process Integrated Logistics
- poprzez konsolidację centów
dystrybucji (DC) ma wyeliminować zbędne (powtarzające się) koszty i procesy, takie jak np.:
magazynowanie, inwentaryzacja, przeglądy przed dostawą (tzw. pre-delivery inspection). Przed wdrożeniem
systemu SPIL procesy te były wykonywane na poziomie rynków narodowych.
Fabryki Toyoty w Europie
Lokalizacja
Rok uruchomienia
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
28 z 31
2014-01-20 21:28
Adapazari, Turcja
1990
Burnaston, W.Brytania
1992
Valenciennes, Francja
1998
Kolin, Czechy
2005
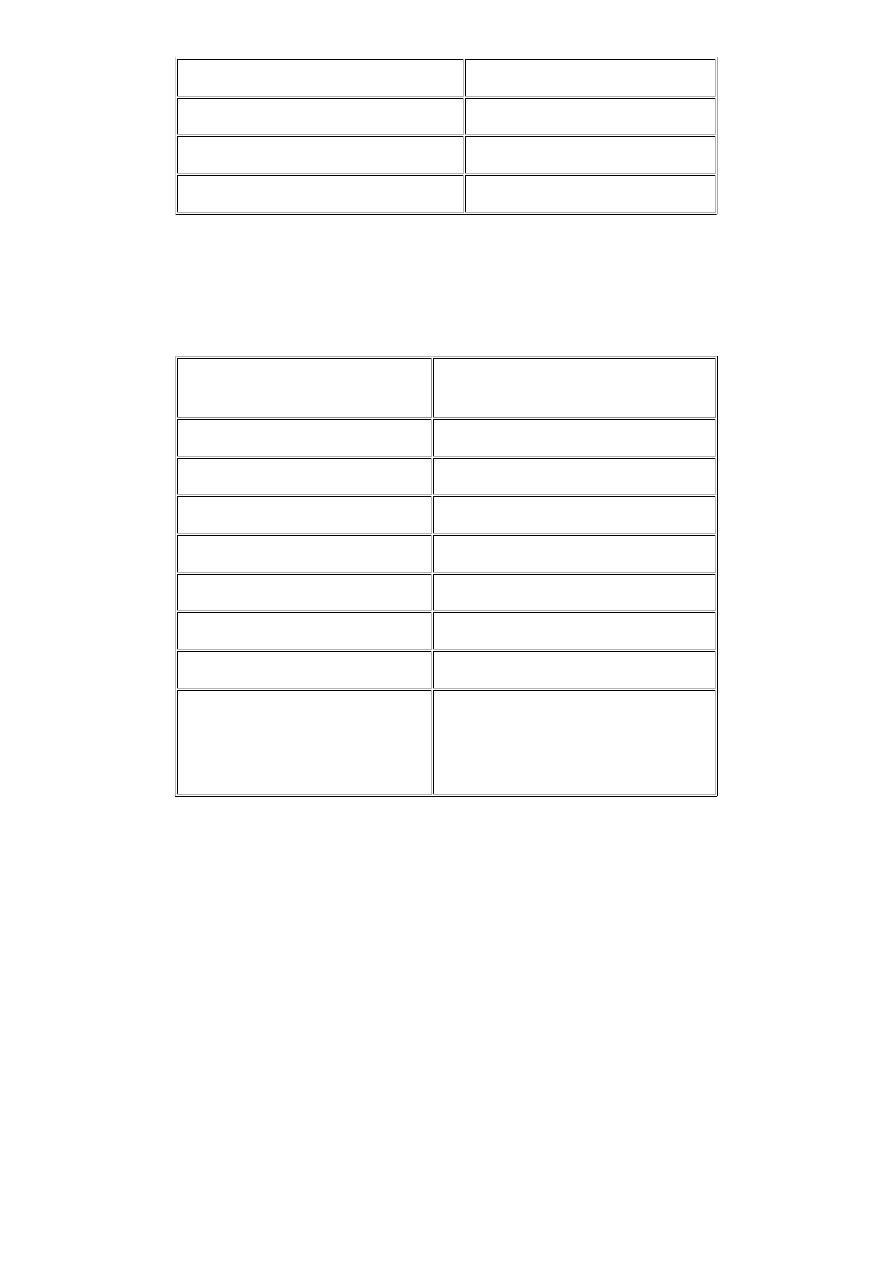
Centra dystrybucji Toyoty w Europie
Funkcjonujące w systemie
TMME
Funkcjonujące poza systemem
TMME
Valenciennes, Francja
Portbury, W.Brytania
Zeebrugge, Belgia
Dublin,
Derby, W.Brytania
Livorno, Włochy
Grimsby, W.Brytania
Chignolo, Włochy
Malmo, Swecja
Santander, Hiszpania
Hanko, Finlandia
Vigo, Portugalia
Adapazari, Turcja
Piraeus
Kolin, Czechy
Koper, Słovenia
Mczczonów, Polska
Budaors, Węgry
Dobrovice
Pierwszym regionem, gdzie nastąpiła konsolidacja sieci była Europa Zachodnia, a mianowicie: Belgia,
Holandia, Luksemburg, Francja Niemcy, Dania, Norwegia, Szwecja i Finlandia. Głównym celem
rekonfiguracji sieci były redukcja kosztów oraz standaryzacja procesów, w tym stosowania kluczowych
wskaźników (tzw. KPI) do mierzenia i monitorowania procesów. Wymagało to m.in. zmniejszenia liczby
portów, przez które dystrybuowane były samochody na terytorium Europy oraz zmiany zasady "jedno
centrum dystrybucji - jeden kraj" na dystrybucję o zasięgu paneuropejskim. Na przykład, przed
reorganizacją rynek francuski był obsługiwany przez port Cherbourg and Calais, belgijski przez Antwerpię,
holenderski przez Rotterdam, a niemiecki przez Bremerhaven. Obecnie rynki wszystkich tych krajów
obsługuje port w Zeebrugge. Również obsługa krajów skandynawskich odbywa się przez jeden port w
Malmo w porównaniu z dotychczasowymi czterema.
Następny etap konsolidacji będzie dotyczył krajów Europy środkowej i wschodniej, a mianowicie: Czech,
Słowacji, Węgier, Polski, Austrii i Niemiec, które mają być zaopatrywane z fabryki w Kolin. Obecnie trwają
prace nad uruchomieniem w pełni scentralizowanego hub'u, który jest zlokalizowany w pobliżu fabryki w
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
29 z 31
2014-01-20 21:28
Kolin.
Zmiany w systemie dystrybucji Toyota Europe pokazują, że przy pomocy strategicznie zlokalizowanych
centrów dystrybucji rozszerzony rynek unijny będzie obsługiwany bardziej efektywnie i na najwyższym
poziomie jakościowym.
1
Na podstawie: http://www.toyota.com.pl
2
Na podstawie: A. Coia, Flexible friends, "Automotive Logistics" 2005, May/June, s. 44-48
Pytanie 1
Która z firm w 2010 r. nie należała do czołowej piątki globalnych producentów samochodów:
a) GM,
b) FIAT,
c) FORD,
d) TOYOTA,
e) VOLKSWAGEN.
Pytanie 2
Wymień największych globalnych armatorów ro-ro na świecie.
NYK, Eukor, MOL, K-Line i WWL - obsługują ponad 70% tego rynku
Witkowski J.,
Zarz
ą
dzanie ła
ń
cuchem dostaw
, PWE, Warszawa 2003.
1.
Rester M.,
Zaplanowana produkcja
, "Logistyka a Jakość" 2003, nr 3.
2.
Cichowicz P., Dutkiewicz W.,
Organizacja ła
ń
cucha logistycznego w dystrybucji samochodów osobowych
,
[w:]
Sieci logistyczne na zintegrowanym rynku europejskim
, Materiały Konferencyjne Polskiego Kongresu
Logistycznego Logistics 2004, Poznań, 19-21 maja 2004 r.
3.
History of car transportation
, "La Vie de l'Auto" 1997, No. 819, 20 November.
4.
Milewska B., Milewski D.,
Uwagi o logistyce w produkcji i sprzeda
ż
y samochodów
, "Logistyka" 2000, nr 5.
5.
Czasopismo "Automotive Logistics".
6.
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
30 z 31
2014-01-20 21:28

System kanban - narzędzie systemu just-in-time, które ma zapewnić sprawny przepływ
informacji i części do produkcji, a także ściślejszą kontrolę stanu zapasów i wielkości dziennej
produkcji.
Just-in-sequence - sposób, w jaki podstawia się komponenty w różnych fazach obróbki lub na
linię montażową.
Łańcuch dostaw - współdziałające w różnych obszarach funkcjonalnych firmy wydobywcze,
produkcyjne, handlowe, usługowe oraz ich klienci, miedzy którymi przepływają strumienie
produktów, informacji i środków finansowych.
SŁOWNIK KLUCZOWYCH POJĘĆ
Zarządzanie zintegrowanym łańcuchem dostaw na przykładzie przemy... http://www.e-sgh.pl/lms/content/9240107/do_druku.php?id_kursu=135006
31 z 31
2014-01-20 21:28
Wyszukiwarka
Podobne podstrony:
Łańcuch dostaw na przykładzie firmy Apple
Dystrybucja artykułów FMCG na rynku globalnym, europejskim i krajowym Wersja do druku
zintegrowane łańcuchy dostaw
waga informacji w zarządzaniu zintegrowanym łańcuchem dosta, Zarządzanie(1)
Klasyfikacja i ocena dostawców na przykładzie przedsiębiorstwa
zintegrowane łańcuchy dostaw
Zarządznie zasobami ludzkimi w przesiembiorstwie na przykladzie hotelu
Zieliński Wybór i ocena dostawców na przykładzie małego przedsiębiorstwa produkcyjnego
Piestrzyński, Tomasz Kontrola zarządcza i zarządzanie ryzykiem w bibliotece akademickiej – na przyk
Klasyfikacja i ocena dostawców na przykładzie przedsiębiorstwa Kuźnia Jawor S A
Problem implementacji zintegrowanego systemu informatycznego na przykładzie sieci franczyzowej
praca magisterska licencjacka Wdrażanie systemu zarządzania jakością w urzędzie administracyjnym, na
zintegrowane łańcuchy dostaw
Zarządzanie ryzykiem w łańcuchu dostaw
Klasyfikacja i ocena dostawców na przykładzie przedsiębiorstwa
Klasyfikacja i ocena dostawców na przykładzie przedsiębiorstwa PHILIPS
Optymalizacja zapasów w przedsiębiorstwie i łańcuchu dostaw Wersja do druku
więcej podobnych podstron