„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Marek Olsza
Rozpoznawanie podstawowych materiałów stosowanych
do budowy rurociągów 713[04].B1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Igor Lange
dr inż. Krzysztof Presz
Opracowanie redakcyjne:
mgr inż. Marek Olsza
Konsultacja:
mgr Janusz Górny
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 713[04].B1.03
Rozpoznawanie podstawowych materiałów stosowanych do budowy rurociągów w modułowym
programie nauczania dla zawodu monter systemów rurociągowych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1.Właściwości materiałów stosowanych do budowy systemów rurociągowych
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
13
4.1.3. Ćwiczenia
13
4.1.4. Sprawdzian postępów
14
4.2. Metale i ich stopy
15
4.2.1. Materiał nauczania
15
4.2.2. Pytania sprawdzające
26
4.2.3. Ćwiczenia
26
4.2.4. Sprawdzian postępów
27
4.3. Materiały niemetalowe
28
4.3.1. Materiał nauczania
28
4.3.2. Pytania sprawdzające
33
4.3.3. Ćwiczenia
33
4.3.4. Sprawdzian postępów
34
4.4. Materiały do izolacji, konserwacji i zabezpieczenia systemów rurociągowych
35
4.4.1. Materiał nauczania
35
4.4.2. Pytania sprawdzające
41
4.4.3. Ćwiczenia
41
4.4.4. Sprawdzian postępów
42
5. Sprawdzian osiągnięć
43
6. Literatura
48
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w nabywaniu umiejętności z zakresu rozpoznawania
podstawowych materiałów stosowanych do budowy rurociągów.
W poradniku zamieszczono:
−
wymagania wstępne, wykaz umiejętności i wiedzy, jakie powinieneś mieć już opanowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia, wykaz umiejętności, jakie ukształtujesz w czasie zajęć,
−
materiał nauczania – umożliwia przygotowanie się do wykonywania ćwiczeń,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś materiał nauczania,
−
ćwiczenia pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować umiejętności
praktyczne,
−
pytania sprawdzające,
−
sprawdzian osiągnięć, przykładowy zestaw zadań i pytań. Pozytywny wynik sprawdzianu
potwierdzi, że dobrze pracowałeś podczas zajęć i że nabyłeś wiedzę i umiejętności z zakresu
jednostki modułowej,
−
literaturę uzupełniającą.
W materiale nauczania zostały opisane zagadnienia z zakresu rozpoznawania podstawowych
materiałów stosowanych do budowy rurociągów. Jeżeli masz trudności ze zrozumieniem tematu
lub ćwiczenia, to poproś nauczyciela o wyjaśnienie i ewentualne sprawdzenie, czy dobrze
wykonujesz daną czynność.
Z rozdziałem Pytania sprawdzające możesz zapoznać się:
−
przed przystąpieniem do rozdziału Materiał nauczania – poznając przy tej okazji wymagania
wynikające z zawodu, a po przyswojeniu wskazanych treści, odpowiadając na pytania
sprawdzisz stan swojej gotowości do wykonywania ćwiczeń,
−
po zapoznaniu się z rozdziałem Materiał nauczania, by sprawdzić stan swojej wiedzy, która
będzie Ci potrzebna do wykonywania ćwiczeń.
Kolejny etap to wykonywanie ćwiczeń, których celem jest uzupełnienie i utrwalenie
wiadomości i umiejętności z zakresu rozpoznawania podstawowych materiałów stosowanych do
budowy rurociągów.
Wykonując ćwiczenia przedstawione w poradniku lub zaproponowane przez nauczyciela,
poznasz zasady rozpoznawania podstawowych materiałów stosowanych do budowy rurociągów.
Po wykonaniu zaplanowanych ćwiczeń, sprawdź poziom swojej wiedzy rozwiązując sprawdzian
postępów.
W tym celu:
−
przeczytaj pytania i odpowiedz na nie,
−
podaj odpowiedź wstawiając X w podane miejsce Tak lub Nie.
Odpowiedzi NIE wskazują luki w Twojej wiedzy, informują Cię również, jakich zagadnień jeszcze
dobrze nie opanowałeś. Oznacza to także powrót do materiału, który nie jest dostatecznie opanowany.
Poznanie przez Ciebie wszystkich lub określonej części wiadomości będzie stanowiło dla
nauczyciela podstawę przeprowadzenia sprawdzianu poziomu przyswojonych wiadomości
i ukształtowanych umiejętności. W tym celu nauczyciel może posłużyć się zestawem zadań
testowych.
W rozdziale 5 tego poradnika jest zamieszczony przykład takiego testu, zawiera on:
−
instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
−
zawiera także zadania testowe,
−
przykładową kartę odpowiedzi, w której, zakreśl poprawne rozwiązana do poszczególnych
zadań,
−
zawiera także zadania testowe.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bezpieczeństwa
i higieny pracy, wynikających z rodzaju wykonywanych prac.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
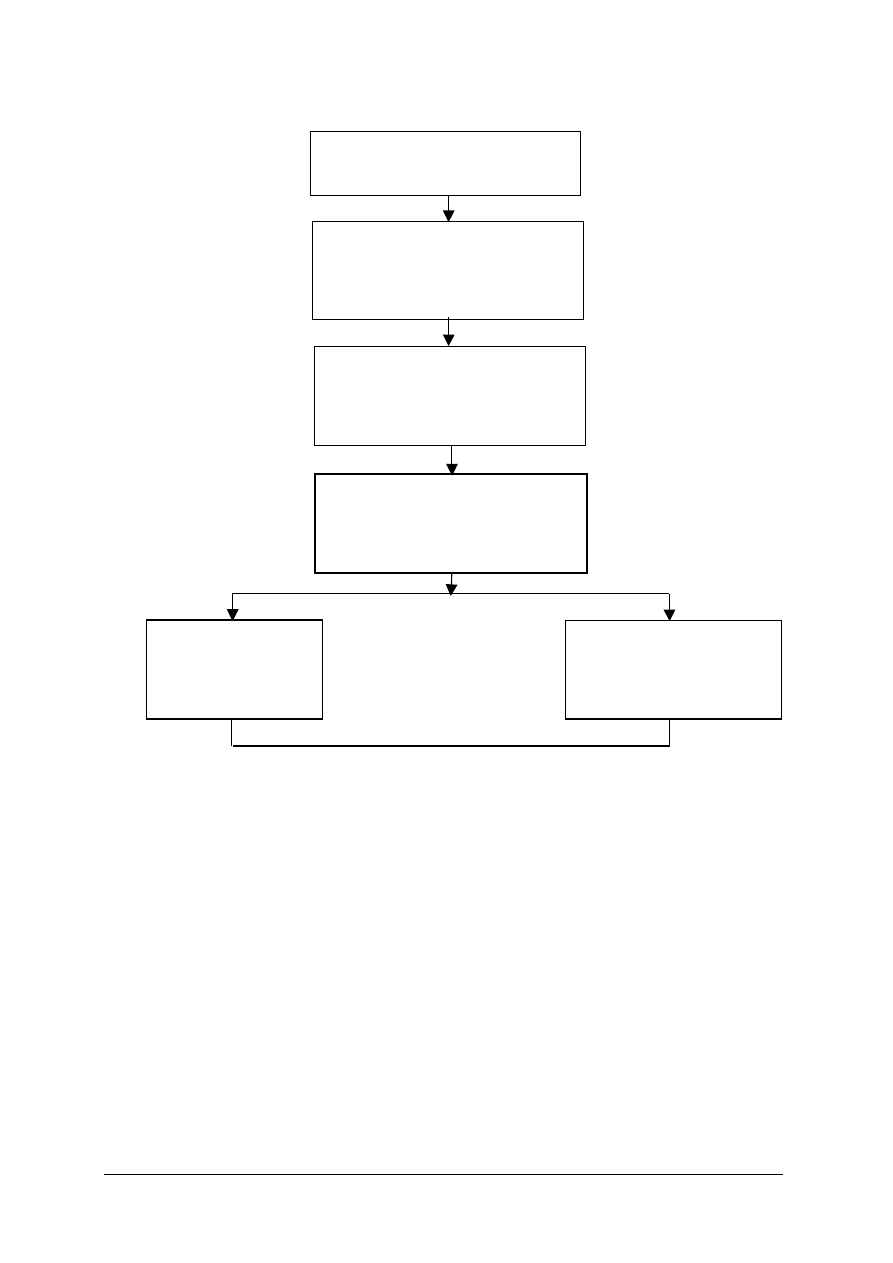
Schemat układu jednostek modułowych
713[04].B1
Techniczne podstawy budowy systemów
rurociągowych
713[04].B1.01
Posługiwanie się podstawowymi
pojęciami z zakresu budowy rurociągów
713[04].B1.04
Posługiwanie się
dokumentacją techniczną
713[04].B1.05
Magazynowanie, składowanie
i transportowanie materiałów
stosowanych do budowy
rurociągów
713[04].B1.02
Przestrzeganie przepisów
bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej
oraz ochrony środowiska
materiałów i wyrobów kowalskich
713[04].B1.03
Rozpoznawanie podstawowych
materiałów stosowanych do budowy
rurociągów
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2
.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować układ jednostek SI,
−
korzystać z różnych źródeł informacji,
−
selekcjonować, porządkować i przechowywać informacje,
−
interpretować związki wyrażone za pomocą wzorów, wykresów, schematów, diagramów,
tabel,
−
obsługiwać komputer na poziomie podstawowym,
−
posługiwać się kalkulatorem,
−
oceniać własne możliwości sprostania wymaganiom stanowiska pracy i wybranego zawodu,
−
posługiwać się podstawowymi pojęciami z zakresu budowy rurociągów,
−
organizować stanowisko pracy zgodnie z wymogami ergonomii,
−
przestrzegać przepisy BHP.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3
.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozpoznać materiały konstrukcyjne metalowe stosowane do budowy systemów
rurociągowych ,
−
rozpoznać materiały pomocnicze stosowane do budowy systemów rurociągowych,
−
rozpoznać tworzywa sztuczne stosowane do budowy systemów rurociągowych,
−
rozpoznać materiały używane do konserwacji systemów rurociągowych,
−
rozpoznać
materiały
do izolacji przeciwwilgociowych stosowane w systemach
rurociągowych,
−
rozpoznać materiały do izolacji cieplnych i dźwiękochłonnych stosowane w systemach
rurociągowych,
−
scharakteryzować materiały stosowane w systemach rurociągowych,
−
rozróżnić zaprawy budowlane stosowane w systemach rurociągowych,
−
określić
zastosowanie
poszczególnych
materiałów
stosowanych
w
systemach
rurociągowych,
−
zastosować zasady bezpieczeństwa i higieny pracy oraz ochrony środowiska podczas prac
z materiałami stosowanymi w systemach rurociągowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Właściwości materiałów stosowanych do budowy systemów
rurociągowych
4.1.1. Materiał nauczania
Pierwiastki chemiczne występujące w przyrodzie możemy podzielić na metale i niemetale.
Metale wyróżniają się spośród niemetali m.in. następującymi właściwościami fizycznymi:
−
większą gęstością (na ogół),
−
wyższą temperaturą topnienia,
−
dobrą przewodnością cieplną i elektryczną,
−
dobrymi właściwościami mechanicznymi, do których zalicza się wytrzymałość na różne
obciążenia (rozciągające, ściskające, zginające, skręcające, ścinające), twardość i udarność
(odporność na uderzanie),
−
dobrymi właściwościami technologicznymi, decydującymi o zachowaniu się materiału
np. w czasie obróbki skrawaniem, obróbki plastycznej i odlewania.
Do właściwości chemicznych metali zaliczamy: odporność na korozję atmosferyczną
i działanie czynników chemicznych, odporność na działanie wysokiej temperatury i to, że ich
tlenki w połączeniu z wodą tworzą zasady.
W przemyśle i technice metale chemicznie czyste stosuje się bardzo rzadko. Wynika to stąd,
że ich przemysłowe otrzymywanie jest bardzo trudne (i kosztowne) i że charakteryzują się małą
wytrzymałością. Najczęściej więc w praktyce metale stosuje się albo w stanie technicznie
czystym, tj. z minimalną procentowo ilością domieszek, albo jako stopy z innymi metalami.
W tym ostatnim przypadku projektuje się i wytwarza stopy w celu otrzymania materiałów
o właściwościach, jakich nie mają jego składniki.
Metale stosowane w budownictwie dzielimy na dwie grupy:
−
metale żelazne – stanowiące stopy żelaza z węglem i innymi dodatkami uszlachetniającymi;
do metali żelaznych zaliczamy żeliwo, stal i staliwo,
−
metale nieżelazne (tzw. kolorowe) - składające się z pierwiastków metalicznych bez dodatku
żelaza; należą do nich min. miedź, cynk, aluminium, ołów i ich stopy.
Metale stanowią znaczną większość pierwiastków i wyróżniają się takimi własnościami, jak:
połysk, nieprzezroczystość, dobra przewodność elektryczna i przewodnictwo cieplne, a także
w licznych przypadkach wykazują dobrą plastyczność. Metale odznaczają się innymi
własnościami chemicznymi niż niemetale.
Technicznie czyste metale, to znaczy takie, które zawierają pewną niewielką ilość
zanieczyszczeń pochodzących z procesów metalurgicznych, są bardzo rzadko używane do
wyrobu przedmiotów użytkowych.
Stopy metali mają lepsze własności mechaniczne i technologiczne od czystych metali.
Czyste metale mają gorsze własności odlewnicze niż ich stopy, ponieważ w stanie ciekłym
rozpuszczają w sobie pewną ilość gazów, które wydzielając się podczas krzepnięcia tworzą
w odlewach pęcherze obniżające ich jakość. Również na skutek swej niskiej twardości i dużej
plastyczności czyste metale gorzej się obrabiają niż ich stopy, gdyż wióry przywierają do
narzędzi skrawających.
Natomiast korzystnymi własnościami czystych metali jest ich większa odporność na
niszczące działanie czynników chemicznych i elektrochemicznych, czyli odporność na korozję.
Czyste metale odznaczają się również lepszą przewodnością elektryczną i przewodnictwem
cieplnym niż ich stopy. Własności metali i stopów technicznych dzieli się na: chemiczne,
fizyczne, mechaniczne i technologiczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Własności chemiczne metali
Do własności chemicznych metali i stopów zalicza się odporność na korozję i działanie
czynników chemicznych oraz na działanie temperatury. Dużą odpornością na korozję odznaczają
się niektóre metale, jak: srebro, złoto i platyna i w mniejszym stopniu nikiel i chrom. Wykonuje
się również specjalnie odporne na korozję i działanie czynników chemicznych stopy techniczne,
jak np. stale nierdzewne, kwasoodporne i żaroodporne, zawierające duże ilości niklu i chromu.
Własności fizyczne metali
Do własności fizycznych zalicza się: gęstość, temperaturę topnienia, temperaturę wrzenia,
ciepło właściwe, przewodnictwo cieplne, przewodność elektryczną, własności magnetyczne,
rozszerzalność cieplną i wygląd zewnętrzny.
Gęstość jest to stosunek masy ciała jednorodnego do objętości, wyrażony w kg/m
3
lub
g/cm
3
. Stopy i metale lekkie, jak np.: lit, sód, magnez, aluminium i ich stopy, odznaczają się
małą gęstością. Dużą gęstość mają metale ciężkie, jak np.: żelazo, nikiel, miedź, wolfram,
platyna i ich stopy.
Temperatura topnienia metali i ich stopów jest wyrażana w stopniach Celsjusza (°C).
Wszystkie metale są topliwe, a ponieważ ich temperatura topnienia waha się w bardzo szerokich
granicach, więc dzieli się je na łatwo topliwe, trudno topliwe i bardzo trudno topliwe. Do metali
łatwo topliwych, których temperatura topnienia wynosi do 650°C, zalicza się między innymi
takie metale, jak: cynę, cynk, bizmut, kadm, magnez i ołów. Metale trudno topliwe mają
temperaturę topnienia do 2000°C. Są to np.: chrom, kobalt, miedź, nikiel, platyna i żelazo. Do
metali bardzo trudno topliwych zalicza się molibden, tantal i wolfram. Temperatura topnienia
tych metali wynosi ponad 2000
0
C. Metale mają stałą temperatura topnienia, natomiast
temperatura topnienia większości stopów mieści się w pewnych zakresach temperatury.
Temperatura topnienia stopów metali jest zwykle niższa od temperatury topnienia składnika
o najwyższej temperaturze topnienia. Temperatura wrzenia dla większości metali jest dość
wysoka. Do łatwo wrzących metali zalicza się kadm i cynk. Temperatura wrzenia kadmu wynosi
767°C, a cynku 907°C. Tę własność cynku wykorzystuje się w hutnictwie otrzymując czysty
cynk przez odparowanie z rudy.
Właściwości mechaniczne metali
Własności te stanowią zespół cech określających zdolność do przeciwstawiania się działaniu
sił zewnętrznych oraz zmian temperatury. Pod wpływem działania tych sił mogą nastąpić
odkształcenia, a w przypadku niedostatecznie wytrzymałej konstrukcji - nawet zniszczenie danej
części. Do własności mechanicznych zalicza się: wytrzymałość, twardość i udarność, czyli
odporność na uderzenia.
Wytrzymałość jest określona jako stosunek największej wartości obciążenia uzyskanego
w czasie próby wytrzymałościowej do pola powierzchni przekroju poprzecznego badanego
elementu. W zależności od rodzaju obciążeń rozróżnia się wytrzymałość na rozciąganie,
ściskanie, zginanie, skręcanie, ścinanie i wyboczenie.
Twardość określa odporność materiału na odkształcenia trwałe, powstające wskutek
wciskania weń wgłębnika. Próby twardości dokonuje się sposobem: Brinella, Rockwella
i Vickersa.
Udarność, czyli odporność materiałów na uderzenia, sprawdza się za pomocą próby
udarności polegającej na złamaniu jednym uderzeniem młota wahadłowego próbki
o określonym kształcie i wymiarach. Miarą udarności jest stosunek pracy zużytej na złamanie
próbki do pola przekroju poprzecznego próbki. Próbie udarności poddaje się materiał
przeznaczony na części, które są narażone na uderzenia lub nagłe obciążenia, a niekiedy nawet
gotowe już części.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Własności technologiczne metali
Własności technologiczne określają przydatność materiału w procesach wytwarzania
przedmiotów. Do własności technologicznych zalicza się lejność (własności odlewnicze),
plastyczność i skrawalność.
Lejność, czyli zdolność ciekłego metalu lub stopu do wypełniania formy odlewniczej, zależy
od składu chemicznego, struktury i temperatury ciekłego metalu.
Plastyczność określa zdolność ciał stałych do osiągania znacznych odkształceń trwałych pod
działaniem sił zewnętrznych bez naruszania spójności. Inaczej - jest to przydatność materiału do
obróbki plastycznej, czyli do kucia, tłoczenia, walcowania itp.
Skrawalność, czyli podatność materiału do obróbki skrawaniem, bada się stosując próby,
podczas których określa się powierzchnię skrawaną oraz rodzaj wiórów.
Ocenę technologicznych własności plastycznych przeprowadza się na podstawie prób
mających wykazać podatność materiału do odkształceń trwałych, niezbędnych do nadania
właściwych kształtów produktom, przy czym głównie wymienić należy: próbę zginania, próbę
nawijania drutu, próbę kucia oraz próbę tłoczności.
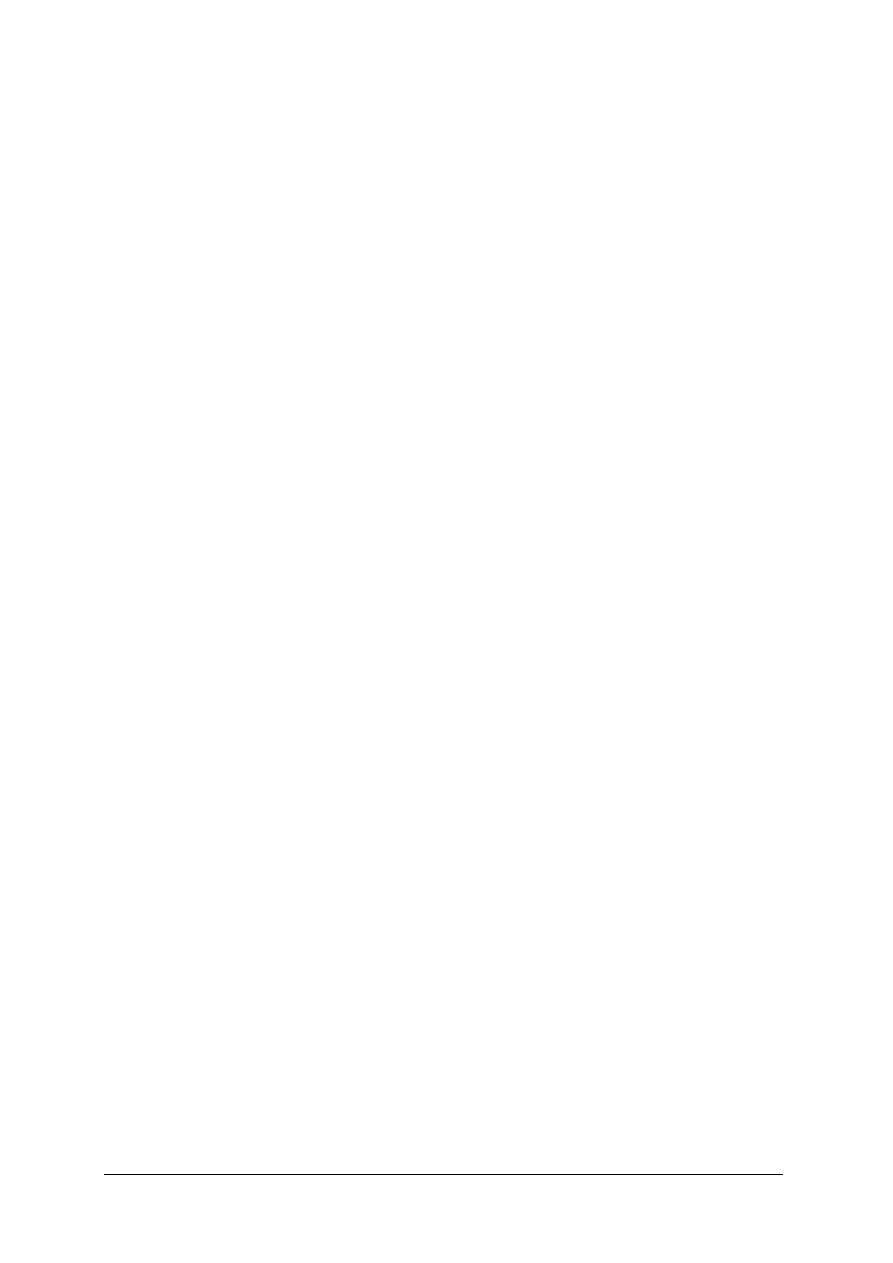
Rys. 1. Próba zginania: a) zwykła, b) obostrzona z karbem, c) obostrzona z otworem [10]
Próbę zginania przeprowadza się na prętach o przekrojach kołowym, kwadratowym lub
prostokątnym. Polega ona na powolnym zginaniu próbki wokół pręta. W niektórych
przypadkach przeprowadza się obostrzoną próbę zginania. W próbie zginania miarą
plastyczności jest wartość kąta, o jaki próbkę można zgiąć bez spowodowania pęknięcia.
Materiały bardzo
plastyczne poddaje się próbie wielokrotnego zginania. Miarą plastyczności
jest liczba określonych przegięć wykonanych do chwili pojawienia się pierwszych pęknięć.
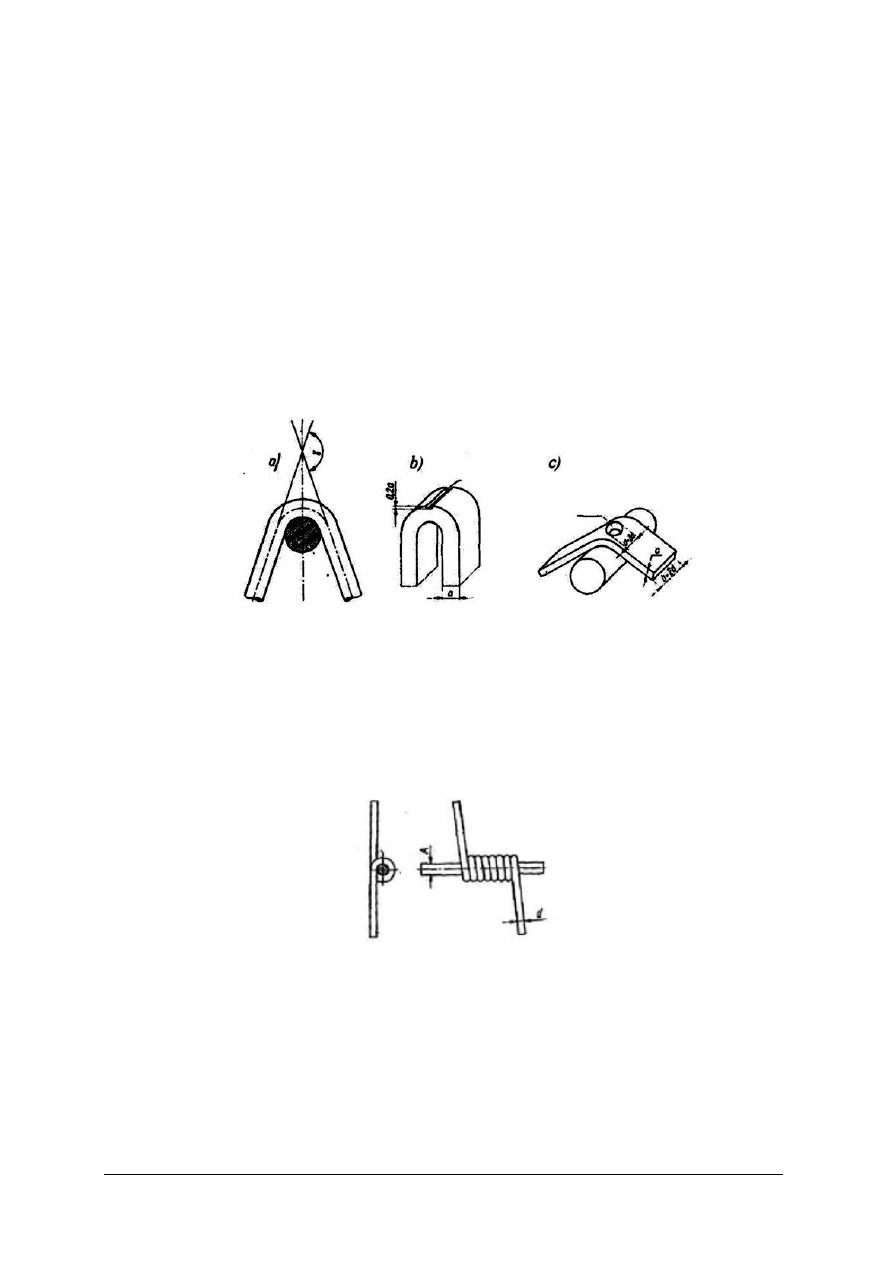
Rys. 2. Próba nawijania drutu [10]
Próbę nawijania stosuje się do drutów o średnicach mniejszych od 6 mm. Określa ona
własności plastyczne drutu oraz pozwala na wykrycie niejednorodności materiału. Ponadto
umożliwia w przypadku drutów emaliowanych określenie w warunkach próby trwałości
nałożonej powłoki. Próba polega na nawinięciu drutu na trzpień o określonej średnicy. Sposób
nawinięcia, liczbę zwojów oraz średnicę trzpienia określa norma.
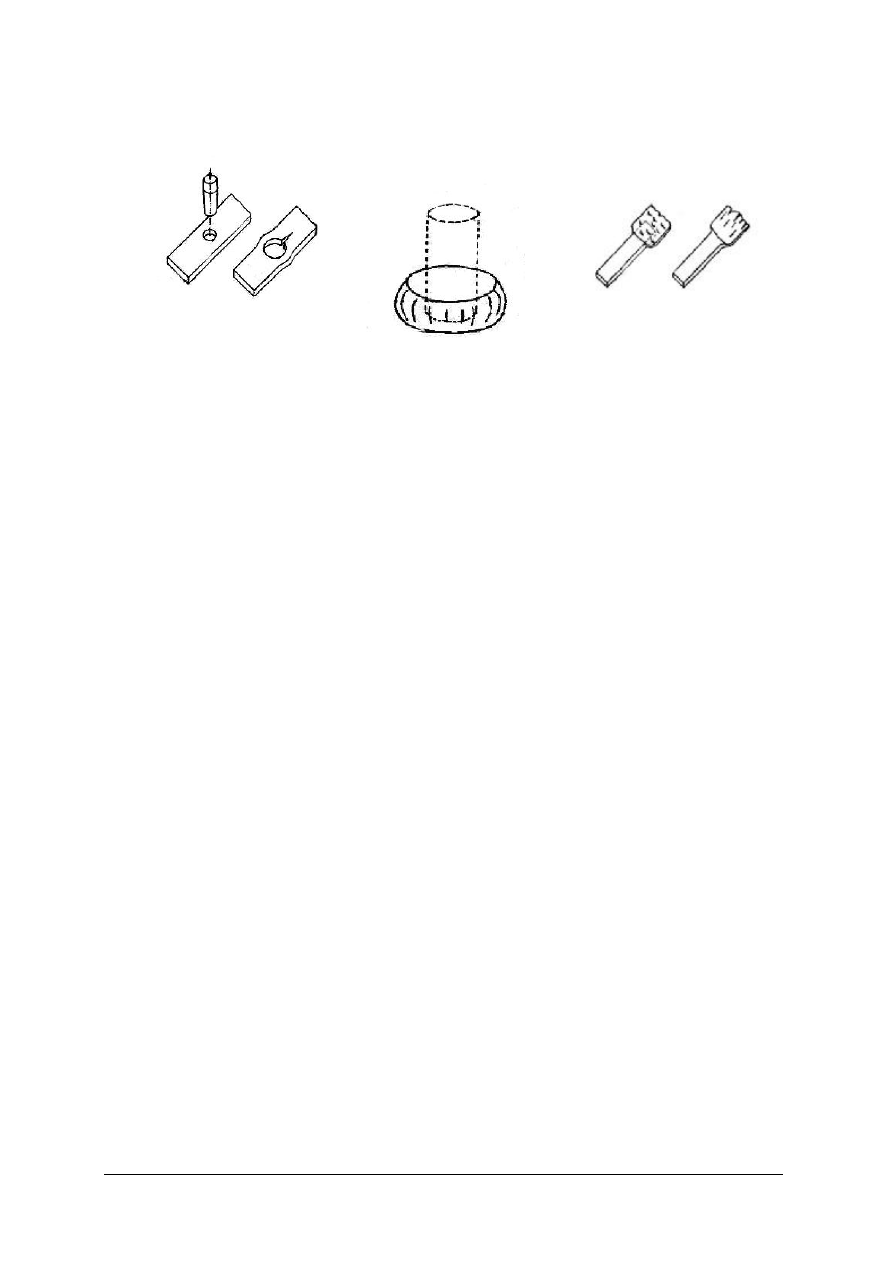
Próba kucia. Próbę kucia można wykonać zależnie od potrzeby jako próbę spęczania, próbę
rozklepywania lub próbę rozbijania. Sposób przeprowadzania tych prób ilustrują rysunki 3, 4, 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Miarą plastyczności w próbie kucia jest stopień odkształcenia uzyskany do chwili pojawienia się
pęknięć materiału.
Rys. 3. Próba rozbijania: 1- trzpień,
2-próbka z otworem [10]
Rys. 4. Próba spęczania [10]
Rys. 5. Próba rozklepywania [10]
Do pomiaru twardości stosuje się najczęściej metody: Brinella, Rockwella, Vickersa, Poldi
i Shore`a. Pomiar twardości metodą Shore`a polega na pomiarze wysokości odbicia się od
powierzchni badanej niewielkiego ciężarka zakończonego twardym wgłębnikiem, który spada na
powierzchnię badaną z odpowiedniej wysokości. Im bardziej materiał jest twardy, tym wyżej
odskoczy ciężarek twardościomierza.
Tworzywa sztuczne
Wśród materiałów, mających duże zastosowanie w robotach instalacyjnych, nie będących
metalami, wyróżnić należy tworzywa sztuczne. Ich składnikiem podstawowym jest polimer
(substancja wielocząsteczkowa), ponadto tworzywa sztuczne zawierają składniki dodatkowe,
nadające tym tworzywom określone właściwości przetwórcze i użytkowe. Surowcami
wyjściowymi do produkcji polimerów są przede wszystkim: ropa naftowa, gaz ziemny i węgiel
kamienny.
Ze względu na właściwości przetwórcze tworzywa sztuczne dzielimy na:
−
tworzywa termoplastyczne, których cechą charakterystyczną jest ich mięknienie (do stanu
plastyczności) pod wpływem podwyższonej temperatury,
−
tworzywa utwardzalne (nieodwracalnie) pod wpływem wyższej temperatury (tzw.
termoutwardzalne) lub środków chemicznych (tzw. chemoutwardzalne).
Z produkowanych obecnie tworzyw termoplastycznych, znajdujących zastosowanie
w robotach instalacyjnych, można wyróżnić: polichlorek winylu (PVC), polietylen (PE)
i polipropylen (PP).
Z tworzyw termo- i chemoutwardzalnych używane są żywice poliestrowe, epoksydowe,
poliuretanowe, fenolowe, fenolowo-form-aldehydowe itp.
Tworzywa sztuczne charakteryzują się:
−
dużą odpornością na działanie agresywnych czynników (mediów) i na korozję,
−
dobrymi właściwościami wytrzymałościowymi w zakresie dopuszczalnej temperatury,
−
złym przewodnictwem elektryczności i ciepła,
−
łatwością przetwarzania na konkretne materiały,
−
łatwością obróbki w trakcie robót montażowych;
jednocześnie jednak:
−
dużą rozszerzalnością (dochodzącą do 14-krotnie większej od stali),
−
słabą odpornością na uderzenia i działanie ognia,
−
słabą odpornością na działanie promieni ultrafioletowych (skłonnością do starzenia).
Własności mechaniczne tworzyw sztucznych.
Ze względu na właściwości mechaniczne, tworzywa klasyfikuje się tradycyjnie na
elastomery i plastomery lub tworzywa miękkie, półsztywne i sztywne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Elastomerem nazywamy tworzywo charakteryzujące się współczynnikiem sprężystości
wzdłużnej (modułem Younga) rzędu od 1 do 4 MPa i wydłużeniem przy rozciąganiu rzędu na
ogół kilkuset procent, nawet 1000% i więcej, w bardzo dużym stopniu sprężystym.
Plastomerem nazywamy tworzywo mające współczynnik sprężystości wzdłużnej od 1000 do
1500 MPa i więcej oraz wydłużenie przy rozciąganiu od ok. 1% (tworzywo kruche) do
100–200% i więcej (tworzywo sprężyste).
Tworzywem miękkim nazywa się tworzywo, którego współczynnik sprężystości wzdłużnej
przy zginaniu (E ) lub rozciąganiu (Ery jeżeli E jest niemierzalny, ma wartość poniżej 700 MPa
w temperaturze pokojowej).
Tworzywem półsztywnym nazywa się tworzywo, którego współczynnik sprężystości
wzdłużnej, określony jak poprzednio, mieści się w zakresie od 700 do 7000 MPa.
Tworzywem sztywnym nazywa się tworzywo, którego współczynnik sprężystości
wzdłużnej, określony jak wyżej przekracza 7000 MPa.
Właściwości cieplno - przetwórcze.
Tworzywo termoplastyczne (termoplast) jest zdolne do wielokrotnego przechodzenia, pod
wpływem ciepła, ze stanu stałego w stan plastyczny i następnie ciekły oraz odwrotnie, bez
istotnych zmian właściwości. Tworzywo utwardzalne (duroplast) pod wpływem ciepła, łącznego
działania ciepła i czynników chemicznych lub fizycznych, lub tylko pod wpływem tych
czynników, przekształca się nieodwracalnie - utwardza w materiał usieciowany, nietopliwy.
Sieciowanie jest to proces tworzenia wielu międzycząsteczkowych wiązań kowalencyjnych
między makrocząsteczkami polimeru. Gdy sieciowanie przebiega przede wszystkim na skutek
działania składnika dodatkowego, zwanego utwardzaczem, w czasie egzotermicznej reakcji
chemicznej, na ogół polimeryzacji addycyjnej, otrzymane tworzywo nazywa się często
tworzywem chemoutwardzalnym. Jeżeli sieciowaniu poddaje się kauczuk naturalny lub
syntetyczny, to nosi ono nazwę wulkanizowania. W wyniku tego procesu otrzymuje się z reguły
elastomer, zwany powszechnie gumą. Gdy sieciowanie przebiega przede wszystkim pod
wpływem ciepła, mikrofal lub głównie promieniowania gamma bądź widzialnego albo pod
wpływem innych czynników fizycznych, najczęściej nosi nazwę tworzywa termoutwardzalnego.
Bardzo użyteczne z punktu widzenia konstruowania, przetwórstwa i użytkowania elementów
z tworzyw, okazało się klasyfikowanie tych materiałów na podstawie obu kryteriów łącznie.
Zgodnie z podanymi dotąd wiadomościami elastomery i plastomery mogą być zarówno
tworzywami termoplastycznymi, jak i utwardzalnymi.
Twardość tworzyw sztucznych:
Pojęcie twardości odnosi się do dwu wzajemnie niezależnych właściwości fizycznych: do
zdolności do wzajemnego rysowania się (twardość Mohsa) i oporu stawianego przez materiał
w czasie prostopadłego wciskania w jego powierzchnię odpowiedniego „wgłębnika” przy
zastosowaniu takich nacisków, aby wystąpiło odkształcenie trwałe. Jako wgłębnik stosuje się
elementy znormalizowane, takie jak: kulki, stożki lub ostrosłupy. Metody oznaczania twardości
tworzyw sztucznych dzieli się na dwie grupy w zależności od tego, czy badane tworzywo ma
temperaturę zeszklenia (Tg) powyżej temperatury normalnej eksploatacji, czy też jest to
tworzywo wysoko sprężyste, dla którego Tg leży poniżej zakresu temperatury normalnej
eksploatacji. Twardość obu grup tworzyw oznacza się innymi metodami, tak dalece różnymi, że
metod przydatnych dla jednej grupy nie można stosować dla grupy drugiej. Różne metody
pomiaru twardości są między sobą tylko w przybliżeniu porównywalne, dlatego przy podawaniu
twardości należy zawsze podawać dodatkowe parametry badania, jak: temperaturę otoczenia,
grubość próbki, czas nacisku itd. Do pomiaru twardości tworzyw stosuje się ogólnie znane
metody: Brinella, Vickersa i Rockwella.
Rozpoznawanie tworzyw sztucznych metodą spalania
W metodzie tej obserwuję się zachowanie próbki tworzywa wprowadzonej do płomienia
palnika. Identyfikację tworzywa przeprowadza się na podstawie następujących kryteriów:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
1. Zmiany po ogrzaniu,
2. Wyglądu płomienia,
3. Zmiany po wyjęciu z płomienia,
4. Zapachu po ogrzaniu.
Niżej znajduję się tabela z informacjami jak można rozpoznać jakie to tworzywo po wykonanej
metodzie spalania.
Tabela 1. Rozpoznawanie tworzyw sztucznych [1, s. 67]
Tworzywo
Zmiany po
ogrzaniu
Wygląd
płomienia
Zmiany po
wyjęciu
z płomienia
Zapach po
ogrzaniu
Polietylen
(PE)
topi się, traci
zmętnienie
żółty z niebieska
podstawą
nadal się pali
parafiny
Polipropylen(PP)
topi się traci
zmętnienie
żółty z niebieska
podstawą
nadal się pali
kwaśny parafiny
Polistyren
mięknie, topi
się
żółto-
pomarańczowy,
kopcący
nadal się pali
styrenu
Kopalimar styren-
-akrylonitryl
(SAN)
mięknie, topi
się
żółto-
pomarańczowy,
kopcący
nadal się pali
odrażający
styrenu
Polichlorek winylu
(PCW)
mięknie
żółty, kopcący
z niebieską
podstawą
natychmiast
gaśnie
kwaśny gryzący
Palimetakrylan
metylu
(PMM)
mięknie
żółty z niebieska
podstawą
nadal się pali
estrowy
(owocowy)
Poliwęglan
(PW)
mięknie, pieni
się
żółty, kopcący
po chwili gaśnie
fenalu
Poliamid
traci
zmętnienie,
ciemnieje, topi
się, pieni się
niebieski, prawie
niewidoczny
po chwili gaśnie
palonego rogu
Azolan celulozy
mięknie,
zapala się
intensywnie
intensywny, żółty
pali się
intensywnie
kamfory
Octan celulozy
mięknie
żółty, kopcący
nadal pali się
z odpryskami
octu, palonego
papieru, gryzący
Octo-maślan
celulozy
mięknie
żółty z niebieska
podstawą
pali się nadal
zjełczałego masła
Tłoczywa
melaminowo-
-formaldchydowe
nie zmienia się
niebiesko żółty
natychmiast
gaśnie
palonej ryby
Żywice i
kompozycje
poliestrowe
nie zmienia się
żółto-
pomarańczowy,
kopcący
nadal się pali
styrenu, kwaśno-
słodki
Żywice i
kompozycje
epoksydowe
nie zmienia się
żółto-
pomarańczowy,
kopcący
po chwili gaśnie
specyficzny
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
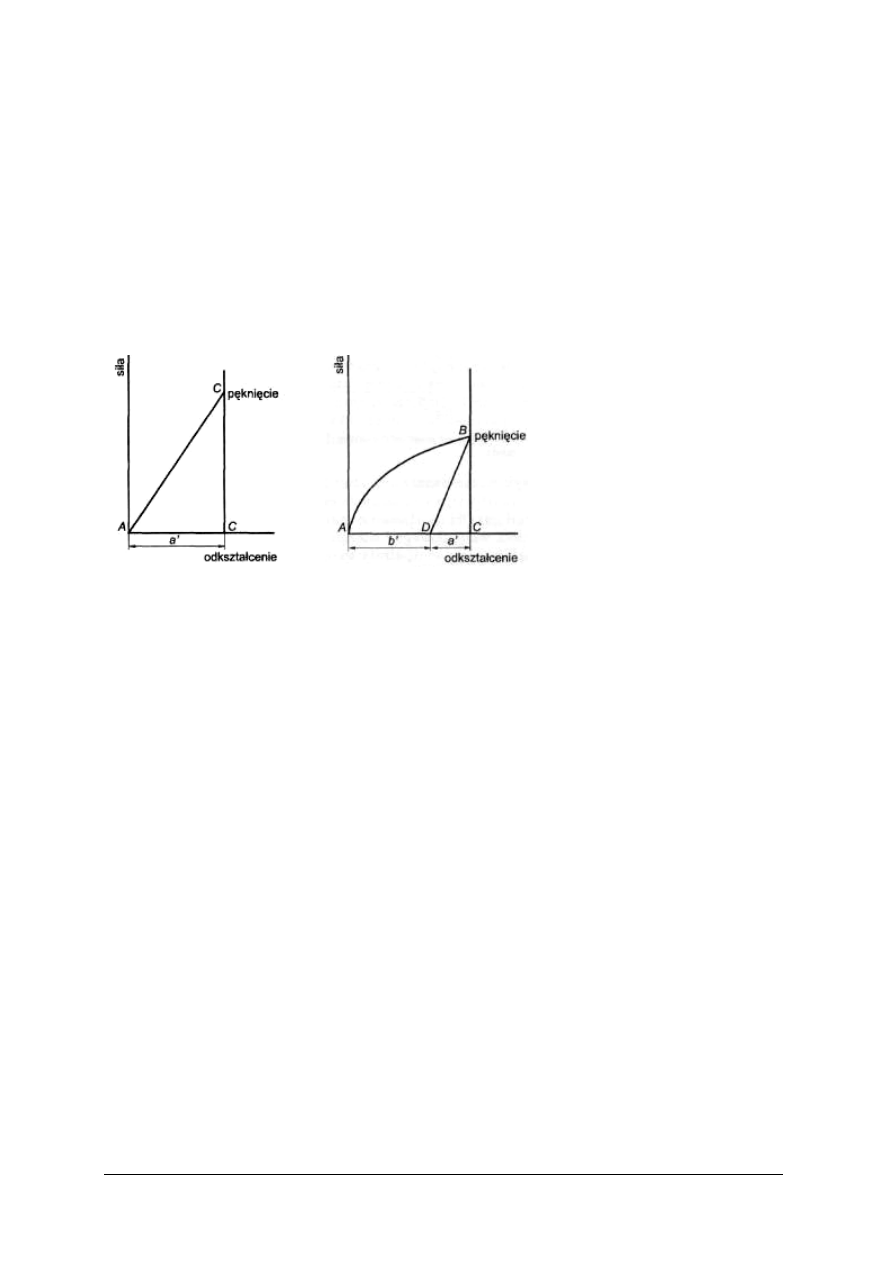
Udarność tworzyw sztucznych.
Udarność jest to odporność tworzywa na złamanie udarowe. Określa się ją stosunkiem pracy
potrzebnej do dynamicznego złamania próbki do przekroju poprzecznego próbki w miejscu
złamania. Oprócz pracy potrzebnej do złamania, celowe jest również określenie odkształcenia
próbki. Dzięki elektronicznym metodom pomiaru siły i odkształcenia można lepiej
scharakteryzować zachowanie się tworzyw sztucznych przy obciążeniach udarowych.
W zależności od właściwości badanego tworzywa pęknięcie w czasie dynamicznego złamania
próbki może być kruche lub plastyczne.
Rysunek 6 - pęknięcie kruche
Rysunek 7 - pęknięcie plastyczne
a' - odkształcenie sprężyste b' - odkształcenie plastyczne
Rys. 6. pęknięcie kruche
[1, s. 67]
Rys. 7. pęknięcie plastyczne
[1, s. 82]
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są właściwości chemiczne metali?
2. Jaka jest różnica pomiędzy metalem czystym a stopem?
3. Jak dzielimy tworzywa sztuczne?
4. Jakie są własności fizyczne metali?.
5. Co określają własności technologiczne materiałów?
6. Jakie są właściwości niemetali?
4.1.3. Ćwiczenia
Ćwiczenie 1
Na stanowisko montażowe dostarczono materiały metalowe do konstrukcji rurociągu.
Zmierz
twardość
dostarczonych
materiałów.
Do
pomiaru
twardości
wykorzystaj
twardościomierz Brinella.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przeprowadzić pomiar twardości,
3) zmierzyć średnicę odcisku,
4) odczytać z tablic twardość materiału,
5) porównać wyniki,
6) omówić sposób rozwiązania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Wyposażenie stanowiska pracy:
−
twardościomierz Brinella,
−
mikroskop pomiarowy lub lupa Brinella,
−
tablice twardości,
−
instrukcja obsługi twardościomierza,
−
katalog wyrobów metalowych,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Dokonaj selekcji na metale i niemetale dostarczonych próbek materiałów używanych
w systemach rurociągowych
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przeprowadzić oględziny próbek,
3) określić zastosowanie próbek materiałów,
4) porównać wyniki.
Wyposażenie stanowiska pracy:
−
katalog wyrobów metalowych,
−
katalog wyrobów niemetalowych
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozpoznać metale i niemetale?
¨
¨
2) określić właściwości chemiczne metali?
¨
¨
3) przeprowadzić rozpoznanie rodzaju tworzyw sztucznych?
¨
¨
4) ocenić technologiczne własności plastyczne?
¨
¨
5) rozpoznać podstawowe rodzaje tworzyw sztucznych?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.2. Metale i ich stopy
4.2.1. Materiał nauczania
Metale żelazne
Podstawowymi stopami stosowanymi w technice są stopy żelaza z węglem. Produktem
wyjściowym, z którego otrzymuje się techniczne stopy żelaza z węglem, jest surówka
otrzymywana w wielkim piecu z rudy żelaza. Stopy żelaza z węglem zawierają również
domieszki pochodzące z procesu metalurgicznego w postaci krzemu, manganu, siarki i fosforu.
Siarka i fosfor są domieszkami szkodliwymi. Zawartość siarki powoduje kruchość stopu na
gorąco, a zawartość fosforu kruchość na zimno oraz pogarsza własności plastyczne i udarność
stopu. Stopy żelaza z węglem dzieli się na surówki, żeliwa i stale.
Otrzymywanie surówek żelaza z rud odbywa się w piecach hutniczych zwanych wielkimi
piecami. Piece te są budowane w kształcie wieży o wysokości do 30 m i średnicy do 8 m.
Surówka, jako stop żelaza z węglem (ponad 2%) i innymi składnikami (Si, Mn, P, S), otrzymany
w wyniku redukcji rudy w wielkim piecu, stanowi materiał wyjściowy do produkcji stali. Stal
otrzymuje się w wyniku przeróbki surówki, a ponieważ stal może zawierać do 2% węgla,
podczas gdy surówka zawiera 3,2÷4,3% węgla, więc głównym celem procesu otrzymywania
stali jest odwęglenie surówki. Surówka zawiera również domieszki w postaci krzemu, manganu,
siarki
i
fosforu.
Podczas
przerobu
surówki
na
stal
zarówno
węgiel,
jak
i domieszki ulegają częściowemu wypaleniu. Otrzymana w ten sposób ciekła stal użyta na
odlewy nazywa się staliwem, a odlana we wlewki i przewalcowana na walcarkach, zwanych
zgniataczami, nazywa się stalą.
Stale niestopowe konstrukcyjne ogólnego przeznaczenia
Oznaczenie gatunku stali (wg PN-88/H-84020) składa się z liter (St) oraz liczby
porządkowej: 0, 3, 4, 5, 6 lub 7 (im wyższa liczba, tym większa zawartość węgla). Ponadto:
−
gatunki stali o liczbie porządkowej: 0, 3 i 4 oznacza się dodatkowo literą S, np.: StOS, St3S,
St4S, która oznacza przydatność stali do spawania;
−
gatunki stali o liczbie porządkowej: 3 i 4 o podwyższonych wymaganiach jakościowych
(o obniżonej zawartości węgla, fosforu i siarki) oznacza się dodatkowo literą V lub W, np.:
St3V, St3W, St4V, St4W;
−
litery wprowadzone na końcu oznaczenia stali oznaczają: X - tzw. stal nieuspokojoną, np.:
St3X, St3VX; Y - tzw. stal półuspokojoną, np.: St3Y, St35Y, St3VY, St4VY.
Stale niskostopowe konstrukcyjne do utwardzania powierzchniowego i ulepszania
cieplnego
Oznaczenie gatunku stali składa się z liczb, które mogą być uzupełnione literami. Litera po
liczbach oznacza:
G
−
o
podwyższonej
ilości
manganu
(np.: 15G, 20G);
A
−
o podwyższonej czystości fosforu i siarki
(np.: 09A, 14A, 26A);
rs
−
o regulowanej zawartości siarki (np.: 14rs,
26rs);
h
−
o wymaganej hartowności (np.: 36Ah, 46rsh);
H
−
o podwyższonej twardości;
L
−
o obniżonej górnej granicy twardości.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Stale konstrukcyjne stopowe
Oznacza sieje za pomocą cyfr i liter. Dwie pierwsze cyfry oznaczają średnią zawartość
węgla w setnych częściach procenta, zaś litery oznaczają pierwiastki stopowe. Cyfry
występujące po literach oznaczających pierwiastki stopowe określają zawartość składnika
stopowego w liczbach całkowitych, gdy jego średnia zawartość przekracza 1,5%. Jeżeli
zawartość procentowa jest niższa niż 1,5%, to po symbolu określającym dany składnik stopowy
nie podaje się cyfr. Przykłady oznaczania stali konstrukcyjnych stopowych:
15H - stal chromowa (średnia zawartość węgla 0,15%, zawierającą poniżej 1,5% chromu);
18H2N2 - stal chromowo-niklowa (średnia zawartość węgla 0,18%, zawartość chromu
i niklu po ok. 2%).
Tabela 2. Porównanie stali [3, s. 102]
Stale węglowe
Stale stopowe
Głównym składnikiem wpływającym na własno-
ści stali jest węgiel
Oprócz węgla, własności stali określają celowo
wprowadzone domieszki jednego lub kilku dodatków
stopowych
Pozostałe składniki (oprócz żelaza) występują w
małych ilościach i są pozostałością procesów
hutniczych
Składniki stopowe są wprowadzane celowo w trakcie
obróbki stali w określonych ilościach
Składnik
Symbol chemiczny
Składnik
Symbol chemiczny
Mangan
Mn
Mangan
Mn
Krzem
Si
Krzem
Si
Chrom
Cr
Chrom
Cr
Nikiel
Ni
Nikiel
Ni
Miedź
Cu
Wolfram
W
Molibden
Mo
Molibden
Mo
Wanad
V
Kobalt
Co
Wyżej wymienione składniki i wzrost procentowy
węgla mają wpływ na:
−
wzrost twardości,
−
zwiększenie wytrzymałości,
−
zwiększenie sprężystości,
−
polepszenie własności mechanicznych
Wyżej wymienione dodatki mają wpływ na:
−
zwiększenie hartowności,
−
uzyskanie lepszych własności
wytrzymałościowych w stanie obrobionym
cieplnie,
−
nadanie specjalnych własności fizycznych
i chemicznych
Niżej wymienione składniki występują w małych ilościach i są zanieczyszczeniami (domieszkami
szkodliwymi) w obu rodzajach stali
Składnik
Symbol chemiczny
Siarka
S
Fosfor
P
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Tabela 3. Klasyfikacja i znakowanie stali [4, s. 130]
Grupa
stali
Barwa
Gatunek stali
Zastosowanie
I
Czerwona Stale węglowe konstrukcyjne zwykłej jakości nity. śruby, sworznie, haki, wały
pędne osie
II
Brązowa Stale węglowe konstrukcyjne wyższej jakości czopy, łańcuchy, sworznie, wały, osie.
tuleje, korbowody
III
Zielona
Stale niskostopowe konstrukcyjne oraz stale
zwykłej jakości
do produkcji rur
IV
Żółta
Stale sprężynowe
walce, płyty do pras, sprężyny, druty
do linek
V
Biała
Stale stopowe konstrukcyjne do nawęglania i
azotowania
wały rozrządu, sworznie, koła zębate
ślimacznice
VI
Niebieska Stale stopowe konstrukcyjne do ulepszania
cieplnego
koła zębate, części konstrukcyjne do
ulepszania cieplnego
VII
Czarna
Stale narzędziowe
wiertła, frezy, noże do tworzyw
sztucznych
VIII
Fioletowa Stale stopowe o szczególnych
właściwościach
sprężyny zwijane, sprężyny talerzowe
Żeliwo i jego podział
Żeliwo jest stopem żelaza z węglem, który zawiera większą zawartość węgla niż stal
(tj. 2 do 3,6%) oraz domieszki: krzemu, manganu, fosforu i siarki. Węgiel w żeliwie może
występować w postaci grafitu (węgiel niezwiązany) lub cementytu (związku chemicznego
z żelazem). Żeliwo stosuje się w przemyśle do wytwarzania metodą odlewania różnych części
maszyn i urządzeń. Odznacza się zdolnością do tłumienia drgań, dobrą obrabialnością, dużą
wytrzymałością i odpornością na ścieranie.
Żeliwo białe ma przełom biały, ze względu na występujący w nim węgiel w postaci
cementytu. Jest twarde, kruche i nie nadaje się do obróbki skrawaniem. Znalazło zastosowanie
przy wytwarzaniu klocków hamulcowych, walców drogowych oraz jako produkt wyjściowy do
otrzymywania żeliwa ciągliwego.
Żeliwo szare ma przełom szary ze względu na występujący w nim węgiel w postaci grafitu.
Odznacza się dobrymi własnościami odlewniczymi, dużą wytrzymałością na ściskanie
i rozciąganie, małą udarnością i minimalną wytrzymałością na skręcanie i zginanie.
W oznaczeniu żeliwa szarego, np. ZL300:
−
symbol ZL - oznacza żeliwo;
−
cyfra 300 - oznacza minimalną wytrzymałość na rozciąganie (Rm
min
= 300 MPa).
Do montażu rurociągów wodnych możemy używać rur z żeliwa.
Rury i kształtki żeliwne ciśnieniowe, pokryte na gorąco z zewnątrz i wewnątrz powłoką
przeciwkorozyjną ze smoły pogazowej, ze względu na kształt dzieli się na:
−
proste bez odgałęzień,
−
proste z odgałęzieniami,
−
zakrzywione po łuku bez odgałęzień.
Ze względu na stosowane połączenia takie rury i kształtki dzieli się na:
−
prostki kołnierzowe i kielichowe,
−
kształtki kielichowe i kołnierzowe,
−
kształtki kielichowo-kołnierzowe.
Prostki ciśnieniowe produkuje się w dwóch klasach LA i A, przy czym ścianka w klasie A
jest o 10% grubsza niż w klasie LA.
W klasie LA produkuje się prostki kielichowe o średnicach nominalnych 50÷1200 mm,
grubości ścianek 6,7 ÷ 22,5 mm i długości 2000 ÷ 6000 mm. W klasie A produkuje się prostki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
kołnierzowe o średnicach nominalnych 80÷1000 mm, grubości ścianek 8,6÷27,0 mm oraz
długości 3000 i 4000 mm.
Omówione rury i kształtki żeliwne ciśnieniowe poddaje się przez 15 s działaniu ciśnienia
próbnego o wartości zależnej od średnicy nominalnej .
Wodociągowe rury żeliwne mogą być łączone na połączenia sztywne (najczęściej) –
kielichowe lub kołnierzowe oraz połączenia elastyczne.
Biorąc pod uwagę fakt, że rury żeliwne nie są odporne na uderzenia i charakteryzują się
małą wytrzymałością na zginanie, w warunkach kiedy te właściwości mają decydujące
znaczenie, zamiast rur żeliwnych używa się rur stalowych.
Żeliwo ciągliwe jest otrzymywane z żeliwa białego, a gatunki i rodzaje określono w normie
PN-92/H-83221, wg której rozróżnia się żeliwo:
−
białe (o symbolu literowym W), np.: W 35-04;
−
czarne (o symbolu literowym B) np.: B 35-10;
−
perlityczne (o symbolu literowym P), np.: P 80-01.
Żeliwo to ma własności zbliżone do stali i odznacza się dużą wytrzymałością na rozciąganie,
twardością oraz dobrą plastycznością.
Żeliwo modyfikowane w porównaniu z żeliwem szarym ma większą odporność na ścieranie
i korozję, wytrzymałość na rozciąganie i zginanie oraz dużą twardość. Nadaje się do obróbki
skrawaniem i ma dobre własności odlewnicze.
Żeliwo sferoidalne ma dużą wytrzymałość na rozciąganie i twardość (zbliżoną do stali).
Jego gatunki i klasyfikację określono w normie PN-92/H-83123.
Żeliwo stopowe uzyskuje się dodając do żeliwa dodatki chromu, niklu, krzemu, aluminium,
molibdenu, magnezu, miedzi, tytanu i wanadu. Charakteryzują je następujące własności:
odporność na korozję, wysoką temperaturę, ścieranie oraz działanie różnych kwasów
i czynników chemicznych. Według normy rozróżnia się następujące gatunki żeliwa stopowego:
−
żaroodporne, np.: ZL Cr 0,8, ZL Al 4 Cr 2,2;
−
odporne na korozję, np.: ZL Ni 15 Cu 6 Cr 2;
−
odporne na ścieranie, np.: ZL Mn 10, ZL Ni.
Oznaczenie zawiera nazwę, skład chemiczny i średnią zawartość pierwiastka, np.:
−
ZL Cr 0,8 (ZL - żeliwo; Cr - chrom; 0,8 - 0,8% chromu);
−
ZL Ni 15 Cu 6 Cr 2 (ZL - żeliwo; Ni - nikiel; 15-15% niklu; Cu - miedź; 6-6% miedzi;
Cr - chrom; 2-2% chromu).
Staliwo
Staliwem nazywa się stal o zawartości węgla od 0,1 do 0,25%, nie poddaną obróbce
plastycznej i odlaną w formy odlewnicze. Rozróżnia się staliwo węglowe i stopowe. Staliwo
węglowe konstrukcyjne w zależności od wymaganych własności, dzieli się na 8 gatunków
różniących się między sobą wytrzymałością, udarnością i zawartością poszczególnych
pierwiastków. Gatunek staliwa określa znak, który składa się z litery, z trzycyfrowej liczby
określającej wymaganą minimalną wartość wytrzymałości na rozciąganie oraz czasami litery
W oznaczającej ograniczony skład chemiczny mający wpływ na jednolitą spawalność.
Staliwo stopowe konstrukcyjne zawiera 0,15÷0,4% węgla oraz dodatki stopowe:
0,40÷1,60% manganu, 0,20÷0,80% krzemu, 0,30÷1,40%, chromu, 0,30÷0,80% niklu,
0,20÷0,60% molibdenu i 0,15÷0,30% wanadu. Znak staliwa składa się z litery L, liczby
określającej średnią zawartość węgla oraz litery oznaczającej pierwiastki stopowe wg
malejących zawartości procentowych składnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
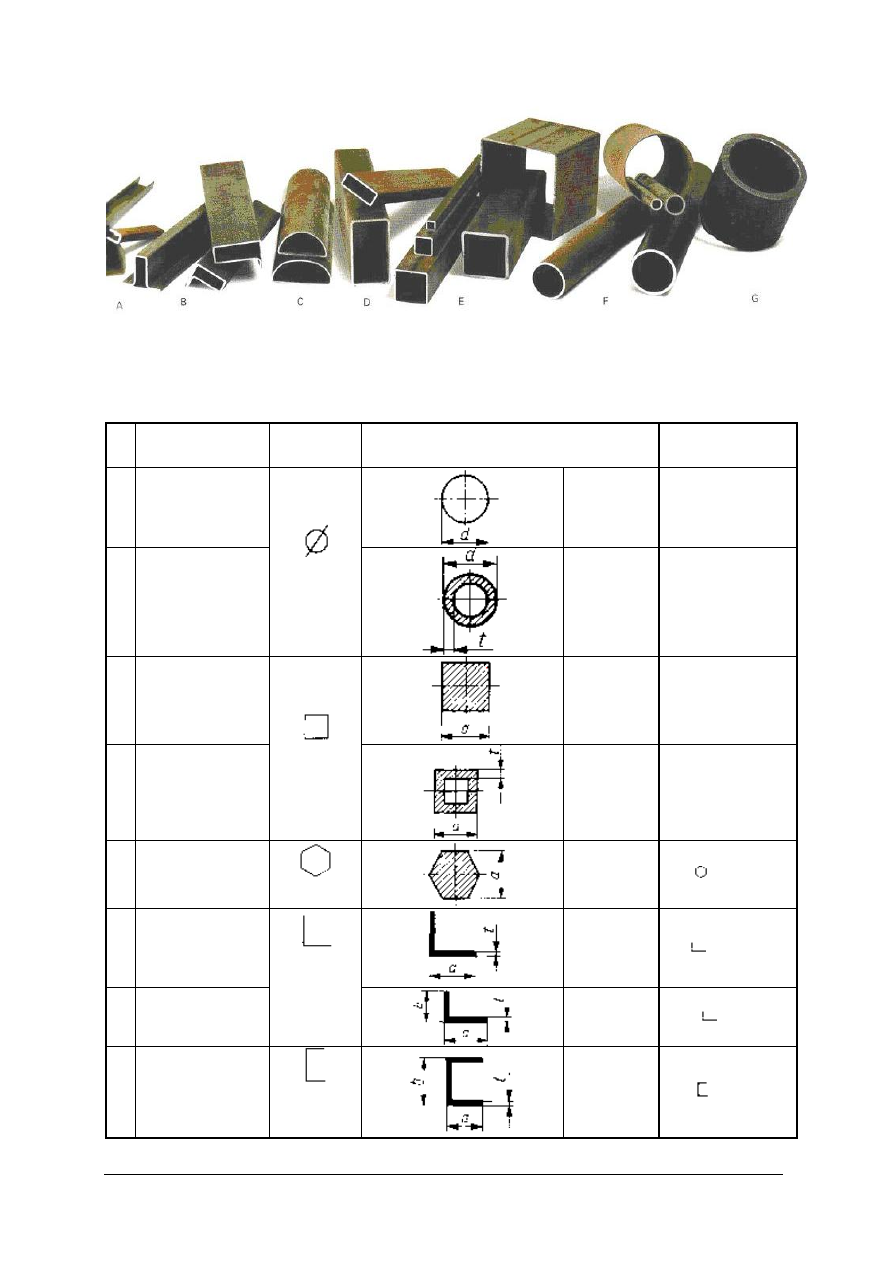
Rys. 8. Różne rodzaje profili kształtowanych na zimno z cienkiej blachy o różnej grubości: otwarte o jednakowych
skrzydełkach, często stosowane do produkcji prowadnic do żaluzji (A), profile stosowane do konstrukcji ram
i drzwi (B), profile używane do wykonywania balustrad (C), profile prostokątne (D), profile kwadratowe (E), profile
okrągłe (F), profile wyprodukowane w wyniku perforacji na gorąco (G) [1, s. 25]
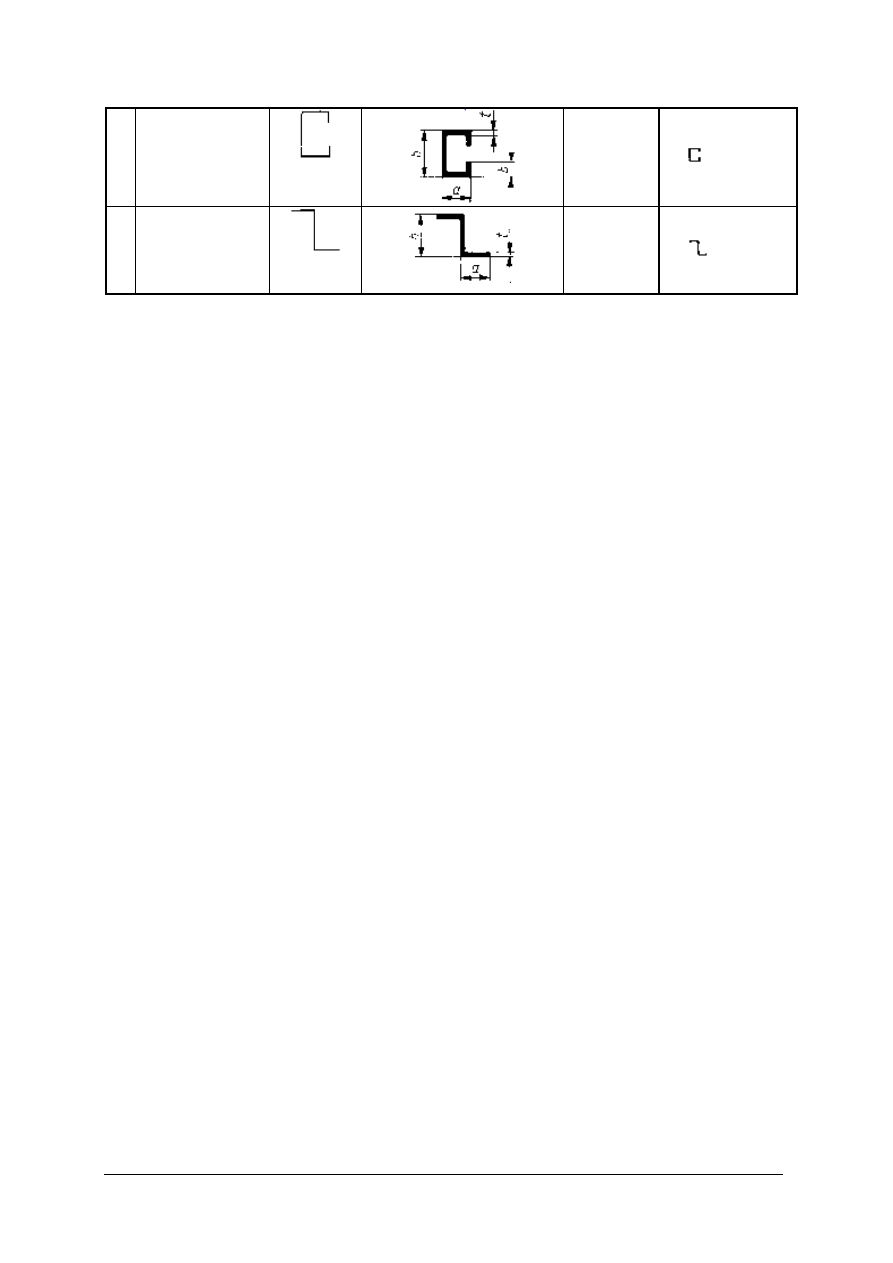
Tabela 4. Wymiarowanie i oznaczanie kształtowników [3, s. 140]
Lp.
Rodzaj przekroju
pręta
Symbol
graficzny
Charakterystyczne wymiary
Przykład
wymiarowania
1
Przekrój okrągły
pełny
d
Ø50-100
2
Rura
d
x
t
Ø 30x2 -300
3
Przekrój
kwadratowy pełny
a
20-65
4
Przekrój
kwadratowy
zamknięty
a
x
t
24
x
1 -1000
5
Przekrój
sześciokątny pełny
a
14 -136
6
Kątownik
równoramienny
a
x
t
50
x
4-200
7
Kątownik
nierównoramienny
a
x
b
x
t
80
x
50
x
7
8
Ceownik
równoramienny
h
x
a
x
t
40
x
20
x
5
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
9
Ceownik
półzamknięty
h
x
a
x
b
x
t
60
x
30
x
6
x
3
10 Zetownik
h
x
a
x
t
100
x
30
x
5
Rury i elementy stalowe do budowy rurociągów
Rury stalowe stosuje się do budowy przewodów rurociągowych[0] o ciśnieniu roboczym
powyżej 1,0 MPa, a także na terenach objętych szkodami górniczymi, w gruntach
nawodnionych, przy przejściach przez rzeki, pod torami kolejowymi i tramwajowymi itp.
Rury te układane w ziemi wymagają bardzo starannej izolacji przeciwkorozyjnej.
Od wewnątrz stosuje się powłokę asfaltową, od zewnątrz – powłokę asfaltową lub owijanie
taśmą Denso nasyconą asfaltem. Rury stalowe można łączyć za pomocą spawania, połączeń
kielichowych, kołnierzowych i specjalnych nasuwek (łączenie rur o końcach bosych).
Program produkcji nie przewiduje wytwarzania znormalizowanych kształtek stalowych.
W związku z tym wykonuje się je z odcinków blach stalowych spawanych (odpowiednio
wyprofilowanych) najczęściej bezpośrednio na budowie lub w zakładach produkcji pomocniczej.
Do instalacji wodociągowych stosuje się stal ocynkowaną – powłoka cynkowa zabezpiecza
rury przed korozją.
Podstawowymi zaletami stali są jej własności mechaniczne. Stal jest wytrzymała na
rozciąganie, zginanie i ściskanie - pozwala to na układanie nawet długich instalacji
rurociągowych bez dodatkowych podpór. Instalacje stalowe sprawdzają się też tam, gdzie rury
narażone są na obciążenia mechaniczne.
Stal jest materiałem szczelnym - przez rury stalowe nie przenikają gazy z otoczenia
zewnętrznego (np. tlen). Jest też odporna na oddziaływanie promieni UV - pod ich wpływem
własności stali nie ulegają pogarszaniu.
Stal jest odporna na wysokie temperatury - można z niej wykonywać nie tylko instalacje
wody użytkowej (zimnej i ciepłej), ale też instalacje grzewcze. Stal ma najniższy wśród
materiałów instalacyjnych współczynnik rozszerzalności cieplnej (0,013 mm/mK, co oznacza
wydłużenie 1 metra odcinka rury o 0,65 mm przy wzroście temperatury wody o 50°C.).
Jednocześnie stal jest dobrym przewodnikiem w związku z tym instalacje wody ciepłej
i grzewczej powinny być izolowane - zapobiega to stratom ciepła.
Stal jest podatna na korozję. Dotyczy to szczególnie przewodów, którymi płynie woda
o stosunkowo niskim (poniżej 7) pH. Może to powodować uszkodzenie powłoki z cynku. Ze
względu na dość dużą chropowatość ścianek rur stalowych tworzą się osady złożone ze
związków żelaza i błony biologicznej. Sprawia to, że pogarsza się jakość wody (zawartość
żelaza) oraz jej parametry mikrobiologiczne. Z tego powodu rury stalowe muszą być płukane, co
podwyższa koszt ich eksploatacji; zaś woda musi być dwukrotnie chlorowana (by nie rozwijała
się błona biologiczna), co negatywnie wpływa na jej smak i zapach.
Instalacja z rur stalowych najsłabiej wytłumia drgania, co powoduje, że jest najgłośniej
pracującą instalacją (w porównaniu z miedzią czy tworzywami sztucznymi).
Rury stalowe są łączone za pomocą łączników z żeliwa białego. Łączniki gwintowane
muszą być uszczelniane - taśmami teflonowymi, pastami uszczelniającymi lub – tradycyjnie –
przędzą z konopi. Rury można też łączyć przy pomocy złączek zaciskowych. Rur stalowych
ocynkowanych nie wolno giąć - może to spowodować uszkodzenie powłoki cynkowej. Dlatego
zmiany kierunków trzeba wykonywać za pomocą łączników (kolana, łuki).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Łączenie rur stalowych z miedzianymi jest wskazane tylko przy zachowaniu tzw. reguły
przepływu, tj. w konfiguracji: rura stalowa - rura miedziana (zgodnie z kierunkiem przepływu).
Jeśli kierunek przepływu będzie przeciwny, jony miedzi będą przepływać do rur stalowych, co
spowoduje ich zniszczenie.
Rosnące wymagania w stosunku do jakości i trwałości materiałów, z których wykonywane
są instalacje sanitarne i technologiczne, spowodowały, że stal nierdzewna stała się bardzo
popularna i powszechnie stosowana. Jedyną przeszkodą, która nie służyła jej popularyzacji, była
czasochłonna, wymagająca dużych umiejętności i odpowiedniego sprzętu, metoda łączenia
elementów systemu przez spawanie. W związku z tym zaadaptowano, znaną z innych systemów
instalacyjnych, technologię łączenia opartą na kształtkach zaciskowych.
Systemy rur stalowych ze stali nierdzewnej przystosowane są do montażu w następujących
układach instalacyjnych:
−
ciepła i zimna woda użytkowa,
−
centralne ogrzewanie,
−
woda deszczowa,
−
woda częściowo lub całkowicie zasolona (statki, instalacje solankowe w uzdrowiskach),
−
obieg kolektora słonecznego,
−
woda destylowana,
−
woda technologiczna,
−
woda zmiękczona,
−
woda po dekarbonizacji,
Specjalne zastosowania
−
woda odmineralizowana,
−
instalacje osmozy,
−
sprężone powietrze,
−
instalacje parowe,
−
instalacje w szpitalach, gdzie stosowane są agresywne środki dezynfekujące.
−
obiekty o nowoczesnej architekturze gdzie stal nierdzewna może być elementem wystroju
wnętrz: np. poręcze schodów,
−
obiekty gdzie w wyniku procesów technologicznych powietrze nasycone jest substancjami
powodującymi korozję miedzi lub przyspieszoną korozję stali czarnej lub ocynkowanej: np.
we Włoszech system montowany jest w budynkach inwentarskich gdzie w powietrzu jest
duże nasycenie amoniaku,
−
powietrze o dużej zawartości pary wodnej, związków soli - tutaj stal nierdzewna i łącznik
z brązu są idealne (przemysł stoczniowy).
Ponieważ instalacje ze stali są od wielu lat bardzo popularne, na rynku znajduje się bogaty
asortyment rur i kształtek. Wyroby stalowe mają aprobaty techniczne i dopuszczenia
do stosowania. Ze względu na wieloletnią praktykę rynek wyrobów stalowych jest stabilny,
można też łączyć w jednej instalacji wyroby różnych producentów.
Metale nieżelazne
Miedź i jej stopy
Miedź jest metalem o barwie czerwonozłotej. Jest odporna na korozję, plastyczna i dobrze
przewodzi ciepło i prąd elektryczny. Miedź można obrabiać plastycznie na zimno lub na gorąco
w temperaturze ok. 700°C. Miedź stosuje się na przewody elektryczne, elementy chłodnic
i innych urządzeń w przemyśle spożywczym i chemicznym oraz jako składnik stopów. Niskie
własności wytrzymałościowe czystej miedzi ograniczały jej zastosowanie i dlatego rozpoczęto
wprowadzanie do miedzi różnych składników stopowych. Miedź hutniczą stosuje się do

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
przygotowania stopów odlewniczych (mosiądz, brąz itp.), z których wykonuje się m.in. zawory
do instalacji wodociągowych i centralnego ogrzewania.
Miedź stopowa zawiera niewielkie ilości składników stopowych w ilości nie przekraczającej
3%. Miedź arsenowa zawiera 0,3÷0,5% As; jest stosowana na części aparatury chemicznej
i innych urządzeń. Jest ona odporna na utlenianie w podwyższonej temperaturze. Miedź
chromowa zawierająca 0,4÷2% Cr i do 0,5 Zn jest używana na elektrody do zgrzewarek. Miedź
kadmowa zawiera 0,9÷1,2% Cd i jest używana na przewody trakcji elektrycznej. Oprócz wyżej
wymienionych gatunków miedzi stopowej stosuje się też miedź srebrową, manganową, cynową,
cynkową i telurową.
Znak miedzi stopowej jest określony symbolem miedzi, następnie symbolem składnika
stopowego i liczbą określającą zawartość procentową składnika stopowego, np. symbol gatunku
CuAg2 oznacza miedź srebrową o zawartości 1,85÷2,15% Ag.
Zastosowanie miedzi w instalacjach i rurociągach
W instalacjach wodociągowych (zarówno wody ciepłej, jak i zimnej) stosuje się miedź
o oznaczeniu Cu-DHP (miedź odtleniana fosforem). Rodzaj ten spełnia wymogi normowe
dotyczące własności mechanicznych oraz wymogi higieniczne.
Własności miedzi ułatwiające wykonanie instalacji to podatność na obróbkę plastyczną
i jednoczesna wysoka wytrzymałość na rozciąganie. Rury miedziane występują w trzech stanach
materiałowych (tabela), co pozwala na optymalne wykorzystanie ich własności. Przykładowo, na
długich odcinkach warto zastosować rury w stanie twardym (mają największa sztywność);
a prowadząc instalacje zgodnie z kształtem pomieszczeń - rury w stanie miękkim, które można
łatwo wyginać.
Tabela 5. Ogólne własności rur miedzianych
1
2
3
4
R220 - rura rekrystalizowana miękka
6 - 54
220
40
R250 - rura w stanie półtwardym
6 - 159
250
30
R290 - rura w stanie twardym
6 - 267
290
3
1. stan materiału nazwa rury
2. zakres średnic [mm]
3. wytrzymałość na rozciąganie [MPa]
4. wydłużenie [%]
Zagadnieniem, o którym trzeba pamiętać przy projektowaniu instalacji są własności cieplne
miedzi. Po pierwsze, jest ona dobrym przewodnikiem cieplnym (ma wysoki współczynnik
przewodności cieplnej) i konieczna jest izolacja przewodów za pomocą specjalnych otulin
(istnieją gotowe odpowiednie do rodzaju i wymiaru rur). Po drugie, projektując instalację, trzeba
pamiętać o rozszerzalności pod wpływem temperatury. Współczynnik rozszerzalności liniowej
wynosi 0.0166mm/mK, co oznacza, że - przykładowo - odcinek o długości 1 m wydłuża się
o ok. 0,8 mm pod wpływem zmiany temperatury o 50°C. Trzeba więc przewidzieć kompensację
(odpowiednie mocowanie, kompensatory). Jest to szczególnie istotne przy połączeniach,
ponieważ może dojść nawet do uszkodzenia lutowania. Jednocześnie jednak, rury miedziane
wykazują ok. 3,5 razy mniejszą rozszerzalność temperaturową niż tworzywa sztuczne. Na
wykonanie rur miedzianych zużywa się stosunkowo niewiele materiału - mają mniejsze grubości
ścianek, a przez to mniejsze średnice zewnętrzne niż rury stalowe o takich samych średnicach
wewnętrznych.
Najważniejsza jest odporność miedzi na korozję - nie poddaje się ona działaniu związków
występujących w wodzie pitnej. Trzeba jednak zachować pewną ostrożność, ponieważ w rurach
miedzianych występuje tzw. zjawisko korozji równomiernej. Zjawisko to polega na
wypłukiwaniu jonów miedzi ze ścianek rury. Według prawa zarówno polskiego, jak i unijnego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
miedź może być obecna w wodzie pitnej w ilości nie przekraczającej 2 mg/l. Badania wykazują,
że w wodzie płynącej przez instalacje z miedzi wielkość ta nie przekracza 1 mg/l. Woda ta musi
jednak spełniać wymogi stawiane wodzie pitnej.
Miedź wykazuje tzw. własności bakteriostatyczne. Oznacza to, że jej jony są zabójcze dla
bakterii i glonów - w rurach miedzianych nie rozwija się więc tzw. błona biologiczna.
Szczególnie jest to istotne w przypadku bakterii Legionella, które stanowią zagrożenie
w instalacjach wody ciepłej. Rury miedziane są szczelne - nie przenikają przez nie gazy
(własność tę nazywa się szczelnością antydyfuzyjną), promieniowanie ultrafioletowe ani
mikrozanieczyszczenia obecne w powietrzu. Sprawia to, że jakość wody nie ulega pogorszeniu
podczas przepływu przez domową instalację.
Miedź jest niepalna i (w przeciwieństwie do tworzyw sztucznych) nie zawiera
węglowodorów ani związków chloru - oznacza to, że w przypadku pożaru nie emituje
szkodliwych substancji.
Miedź stwarza liczne możliwości co do technologii połączeń. Rury można lutować -
zarówno lutem twardym, jak i miękkim. Można je łączyć za pomocą stałych (nierozłącznych)
połączeń zaprasowywanych. Mogą też być spawane - w praktyce sposób ten wykorzystywany
jest poza budynkiem (raczej w sieci niż w instalacji). Możliwe jest też łączenie rur za pomocą
łączników zaciskowych.
Trzeba pamiętać o kompensacji wydłużenia cieplnego: jeśli przewody ukryte są pod
tynkiem lub pod posadzką betonową, trzeba je umieścić w odpowiedniej elastycznej otulinie,
która umożliwi ich ruch. Kształtki powinny mieć grubszą warstwę otuliny. Przewody trzeba
mocować za pomocą uchwytów - muszą być albo przesuwne, albo stałe z odpowiednio
większym rozstawem.
Miedź może być też stosowana w instalacjach gazowych, chłodniczych i klimatyzacyjnych
oraz ogrzewania podłogowego. Instalacje gazowe należy wykonywać tylko z rur twardych.
Grubość ścianki nie może być mniejsza niż 1 mm - ważne jest, by nie uszkodzić rur podczas
montażu i eksploatacji. Łączenie rur w instalacji gazowej powinno następować przez lutowanie
twarde albo poprzez łączniki mosiężne gwintowane. Nie jest dopuszczalne łączenie przez
łączniki zaciskowe lub zaprasowywanie. W przypadku ogrzewania podłogowego przewody
miedziane muszą być łączone za pomocą lutu twardego. Przy instalacji ogrzewania
podłogowego można użyć rur miedzianych z fabrycznym płaszczem z tworzywa (rolą jego jest
kompensacja wydłużeń temperaturowych). Jest to możliwe, kiedy długość rury między łukami
przejmującymi wydłużenie wynosi najwyżej 5m przy temperaturze wody na doprowadzeniu do
50°C lub 3m przy temperaturze wody do 80°C.
Na rynku dostępny jest następujący asortyment elementów instalacji miedzianych:
−
rury rekrystalizowane miękkie (R220),
−
rury w stanie półtwardym (R250),
−
rury w stanie twardym (R290),
−
łączniki i kształtki (kolana, łuki, mufy, mufy redukcyjne, trójniki równoprzelotowe, trójniki
redukcyjne, zaślepki) zaciskowe, zaprasowywane, z końcówkami do lutowania,
z końcówkami zaciskowymi, z końcówkami gwintowanymi lub kołnierzowymi,
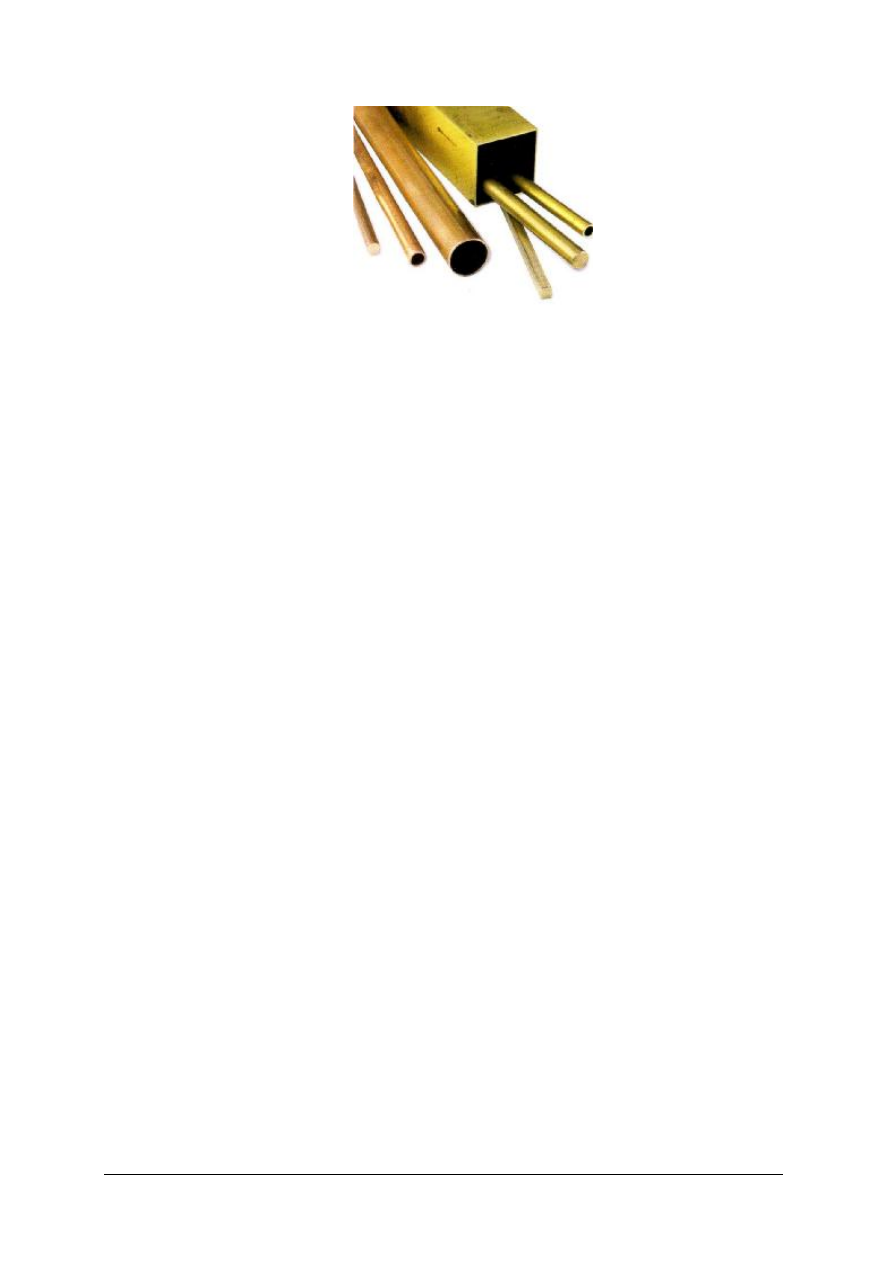
Stopy miedzi znajdują bardzo duże zastosowanie. Do najważniejszych stopów miedzi należy
zaliczyć mosiądze i brązy np. łączniki z brązu i mosiądzu do połączeń gwintowanych;
.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 9. Profile z miedzi (po prawej) i mosiądzu [1, s. 24]
Mosiądz jest to stop miedzi z cynkiem zawierającym 46,5÷97% miedzi. Mosiądze specjalne
zawierają (oprócz miedzi i cynku) mangan, ołów, żelazo, aluminium, krzem, nikiel i cynę.
Mosiądz jest odporny na korozję, ma dobre własności plastyczne i odlewnicze oraz odznacza się
dobrą skrawalnością.
Mosiądze dzieli się na odlewnicze i do obróbki plastycznej. Mosiądze odlewnicze są
stopami wieloskładnikowymi i zawierają: ołów do 4%, mangan do 4%, aluminium do 3%,
żelazo do 1,5% i krzem do 4,5%. Ołów i krzem poprawiają lejność, a aluminium, mangan
i żelazo podwyższają własności wytrzymałościowe. Aluminium i krzem podwyższają odporność
na korozję i dlatego mosiądze aluminiowe i krzemowe są stosowane na odlewy części, które
powinny być odporne na korozję i ścieranie.
Mosiądze do obróbki plastycznej są stosowane w postaci odkuwek, prętów, kształtowników,
drutów, blach, rur i taśm. Mosiądze dwuskładnikowe, czyli bez dodatków stopowych, mają dużą
podatność do obróbki plastycznej, szczególnie na zimno.
Brązy dzieli się na odlewnicze i do obróbki plastycznej. W zależności od nazwy głównego
składnika stopowego rozróżnia się brązy: cynowe, aluminiowe, berylowe, krzemowe,
manganowe i inne, lecz zazwyczaj, gdy brązy są stopami wieloskładnikowymi to i nazwy ich są
bardziej złożone (np. brąz krzemowo-cynkowo-manganowy).
Brązy odlewnicze są przeważnie wieloskładnikowe i zawierają: cynę do 11%, ołów do 33%,
aluminium do 11%, krzem do 4,5%, cynk do 7%, mangan do 2%, żelazo do 5,5%, nikiel do
5,5% i fosfor do 1,5%.
Brązy do obróbki plastycznej zawierają: mangan do 5,5%, aluminium do 11%, cynę do 7%,
krzem do 3,5%, nikiel do 6,5%, beryl do 8,6%, fosfor do 0,3%, cynk do 5%, ołów do 3,5%
i żelazo do 5,5%. W brązach do obróbki plastycznej stosuje się mniejsze ilości dodatków
stopowych niż w brązach odlewniczych w celu uzyskania lepszych własności plastycznych
stopów.
Aluminium i jego stopy
Aluminium jest pierwiastkiem o barwie srebrzystobiałej. Jest metalem odpornym na korozję
oraz dobrym przewodnikiem prądu elektrycznego i ciepła. Zastosowanie aluminium w stanie
czystym jest ograniczone, głównie ze względu na niską wytrzymałość. Czyste aluminium jest
stosowane na przewody elektryczne, do wyrobu folii, proszków do platerowania naczyń, do
wyrobu farb i jako składnik stopów a w materiałach instalacyjnych jako wkładkę przy produkcji
rur z tworzyw sztucznych.. Dużo większe zastosowanie mają stopy aluminium, które ze względu
na małą gęstość są nazywane stopami lekkimi.
Najczęściej stosowanymi dodatkami stopowymi są: miedź, krzem, magnez, mangan, nikiel
i cynk. Dodatki stopowe zwiększają przede wszystkim wytrzymałość, odporność na korozję
i polepszają obrabialność. Stopy aluminium dzieli się na odlewnicze i do obróbki plastycznej.
Głównymi składnikami odlewniczych stopów aluminium są: krzem, miedź, magnez,
a ponadto w niektórych stopach występują jeszcze mangan, nikiel i tytan. Największe

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
zastosowanie mają stopy aluminiowe o dużej zawartości krzemu. Stopy aluminium zawierające
10÷13% krzemu noszą nazwę siluminów.
Stopy aluminium do obróbki plastycznej zawierają procentowo mniejsze zawartości
dodatków stopowych niż stopy odlewnicze aluminium. Głównymi składnikami stopów
aluminium do obróbki plastycznej są: magnez, miedź, mangan, krzem, i w mniejszym stopniu
także nikiel, żelazo, cynk, chrom i tytan.
Stopy aluminium z miedzią i magnezem oraz częściowo również z manganem i krzemem
charakteryzują się dużym oporem plastycznym przy obróbce na zimno i na gorąco. Stopy te są
przede wszystkim używane na konstrukcje lotnicze. Duże zastosowanie przemysłowe znalazły
wieloskładnikowe stopy zwane duralami.
Magnez i jego stopy
Magnez jest metalem bardzo lekkim o niskich własnościach mechanicznych i dużej
aktywności chemicznej. Ze względu na te własności jest stosowany w technice przede
wszystkim w postaci stopów.
Stopy magnezu dzieli się na odlewnicze i do obróbki plastycznej. Głównym składnikiem
stopów magnezu jest aluminium, którego zawartość w stopach odlewniczych może dochodzić do
10%, a w stopach do obróbki plastycznej do 9%. Stopy magnezu zawierają jeszcze cynk do
5,5%, mangan do 2,5%, a także cer i cyrkon. Stopy magnezu z aluminium i cynkiem noszą
nazwę elektronów.
Stopy odlewnicze magnezu są stosowane na odlewy wykonywane przeważnie pod
ciśnieniem. Stopy są stosowane na odlewy części lotniczych silnie obciążone, części silników,
agregatów oraz aparatów fotograficznych i maszyn do pisania.
Stopy do obróbki plastycznej wykazują większą przydatność do obróbki plastycznej na
gorące niż na zimno. Obróbka plastyczna na gorąco zależnie od stopu odbywa się
w temperaturze 230÷450°C.
Cynk i jego stopy
Cynk jest metalem o dobrych własnościach plastycznych, małej wytrzymałości na
rozciąganie i niskiej temperaturze topnienia. Używany jest do wyrobu blach, folii itp., głównie
cynk stosuje się na przeciwkorozyjne powłoki ochronne głównie blach, rur i drutów(np. rury
stalowe ocynkowane).a głównie jako składnik wielu stopów technicznych.
Głównymi składnikami stopów cynku są: aluminium, miedź i niekiedy mangan. Większość
stopów cynku może być stosowana do odlewania i do obróbki plastycznej. Stopy zawierające
powyżej 5,4% aluminium są stopami wyłącznie odlewniczymi.
Stopy cynku znane są pod nazwą znal. Można je łatwo spawać i hartować oraz obrabiać. Znale
po obróbce plastycznej mają dobrą wytrzymałość i plastyczność.
Cyna i jej stopy
Własności mechaniczne czystej cyny są tak niskie, że nie nadaje się jako materiał
konstrukcyjny. Folia cynowa ma duże zastosowanie do pakowania produktów żywnościowych.
Cynę stosuje się do cynowania puszek do konserw, a największe zastosowanie znalazła jako
dodatek stopowy. Cyna stanowi składnik wielu stopów stosowanych w technice (brązu, spiżów,
stopów lutowniczych, łożyskowych itp.), jest także używana do bielenia (powlekania
ochronnego) przedmiotów stalowych, mosiężnych, miedzianych itp.
Stopy cyny dzieli się na odlewnicze i do obróbki plastycznej. Stopy do obróbki plastycznej
są stosowane głównie na folie.
Ołów i jego stopy
Ołów ma bardzo małą wytrzymałość i bardzo dobre własności plastyczne. Jest odporny na
działanie niektórych środowisk chemicznych, jak kwas siarkowy. Istnieje szereg gatunków
ołowiu różniących się między sobą ilością zanieczyszczeń srebrem, arsenem, antymonem, cyną,
żelazem, miedzią, cynkiem i bizmutem. Ołów łatwo obrabia się plastycznie na zimno, dobrze się
skrawa i daje się łatwo lutować oraz spawać.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Stopy ołowiu znalazły szerokie zastosowanie w elektrotechnice, przemyśle chemicznym na
spoiwa do lutowania jako stopy drukarskie i jako stopy łożyskowe. Podstawowymi składnikami
stopów ołowiu są: antymon, cyna, miedź i niekiedy arsen. Stopy ołowiu z antymonem i niekiedy
dodatkiem cyny i arsenu noszą nazwę ołowiu twardego; zawierają one 0,15÷10% antymonu. Są
one stosowane na powłoki kabli, podkładki, uszczelki, rury, blachy, elementy aparatury
chemicznej, anody do galwanizacji, folie, akumulatory, odlewy pomp kwasoodpornych, śrut
i stopy drukarskie. W robotach instalacyjnych ołów stosuje się do uszczelniania połączeń
kielichowych; jako minia ołowiana w roztworze pokostowym służy do uszczelniania połączeń
gwintowych. Rur i blach ołowianych używa się na instalacje w laboratoriach chemicznych
i zakładach przemysłu chemicznego.
Stopy łożyskowe są stosowane na łożyska ślizgowe. Są to stopy ołowiu, cyny i antymonu
z dodatkiem miedzi i niekiedy arsenu, kadmu, niklu, chromu, a nawet telluru.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje właściwości metali i ich stopów?
2. Jaka jest różnica pomiędzy stalą a staliwem?
3. Podaj różnice pomiędzy stalą stopową i węglową.
4. Jaki jest podział żeliw?
5. Czy potrafisz wymienić rodzaje profili kształtowanych na zimno i na gorąco?
6. Jakie jest zastosowanie metali nieżelaznych i ich stopów w budowie rurociągów?
4.2.3. Ćwiczenia
Ćwiczenie 1
Do magazynu dostarczono rury stalowe z materiału 15HM. Posługując się katalogiem zapisz
w zeszycie przedmiotowym skład chemiczny i właściwości mechaniczne tych materiałów. Do
jakiego gatunku stali można zaliczyć wymienione materiały.
Tabela 6. Tabela do ćwiczenia 1 [9]
Norma
Gatunek
C (%)
Mn(%)
P max
(%)
S max
(%)
Si (%)
Cr(%)
Ni(%)
Cu max
(%)
Mo(%)
PN-H-
74252
15HM
0,10–0,18
0,40–0,70
0,040
0,040
0,15–0,35 0,7–1,00
max 0,35
0,40-0,55
PN-H-
74252
10H2M
0,08–0,15
0,40–0,60
0,030
0,030
0,15–0,50 2,00–2,50 max 0,30
0,90-1,10
PN-H-
74252
13HMF
0,10–0,18
0,40–0,70
0,040
0,040
0,15–0,35 0,30–0,60 max 0,30
0,50-0,65
PN-H-
74252
20H12M1F
0,17–0,23
0,40–0,80
0,035
0,035
0,10–0,50
11,0–12,5
0,30–0,80
0,80-1,20
Tabela 7. Tabela do ćwiczenia 1 [9]
Norma
Gatunek
Min. granica
plastyczno
ści Re (MPa)
min
Wytrzyma
łość na
rozci
ąganie Rm (MPa)
Wyd
łużenie przy
zerwaniu A
5
min (%)
PN-H-74252
15HM
295
440-590
22/20
PN-H-74252
10H2M
265
450-600
20/18
PN-H-74252
13HMF
365
490-690
20/28
PN-H-74252
20H12M1F
490
690-840
17/14
Sposób wykonania ćwiczenia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapisać w zeszycie przedmiotowym skład chemiczny oraz właściwości mechaniczne stali,
3) przyporządkować gatunki stali,
4) uzasadnić przyjęte rozwiązanie.
Wyposażenie stanowiska pracy:
−
katalog wyrobów metalowych,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
W katalogu przedstawiono kształtowniki wykonane z różnych materiałów. Wypisz
w zeszycie przedmiotowym rodzaje wyrobów oraz materiały, z których zostały wykonane. Jaki
jest skład chemiczny tych materiałów?
Tabela 8. Tabela do ćwiczenia 2 [9]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) opisać w zeszycie przedmiotowym rodzaje wyrobów oraz materiały, z których zostały
wykonane,
3) omówić sposób rozwiązania.
Wyposażenie stanowiska pracy:
−
katalog wyrobów metalowych,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozpoznać metale i ich stopy?
¨
¨
2) określić właściwości metali i ich stopów?
¨
¨
3) przeprowadzić badania własności metali i ich stopów?
¨
¨
4) odczytać oznaczanie stopów żelaza z węglem?
¨
¨
5) odczytać oznaczanie metali nieżelaznych i ich stopów?
¨
¨
6) rozpoznać podstawowe rodzaje półwyrobów hutniczych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3. Materiały niemetalowe
4.3.1. Materiał nauczania
Jak już wspomniano tworzywa sztuczne dzielimy na termoplastyczne oraz termo-
i chemoutwardzalne.
Tworzywa termoplastyczne
Tworzywa termoplastyczne stosuje się m.in. do produkcji rur, kształtek, elementów
armatury, galanterii instalacyjnej, płyt i folii. Rury produkuje się w wytłaczarkach formujących
rury w sposób ciągły z upłynnionego tworzywa. Kształtki, elementy armatury i galanterii
sanitarnej wykonuje się we wtryskarkach, przez wtłoczenie do form podgrzanej masy tworzywa.
Płyty i folie produkuje się metodami wytłaczania, prasowania lub walcowania.
Wśród tworzyw termoplastycznych, stosowanych w robotach instalacyjnych, wyróżnia się
następujące:
−
Polichlorek winylu (PVC) jest polimerem termoplastycznym, produkowanym przemysłowo
w postaci białego proszku. Przerabiany w postaci niezmienionej (bez plastyfikatorów) służy
do produkcji wyrobów, mających duże zastosowanie w budownictwie i przemyśle
chemicznym. Polichlorek winylu charakteryzuje się małą gęstością (ok. 1,4 g/cm3),
odpornością na działanie wody, agresywnych cieczy (o odczynie zasadowym i kwaśnym),
tlenu i ozonu. Zakres stosowania jest ograniczony temperaturą cieczy i gazów przesyłanych
przewodami. Temperatura przesyłanych mediów powinna być zawarta w granicach od 0°C
do
40°C (przy krótkotrwałych przepływach do 60°C). W niskiej temperaturze PVC staje się
kruchy i nieodporny na uderzenia, a w wyższej – uplastycznia się i traci wytrzymałość. Do
zalet PVC zalicza się łatwość obróbki i prostotę montażu wyrobów z niego wytwarzanych.
Stosowany jest do produkcji rur do instalacji kanalizacyjnych i instalacji zimnej wody.
−
Polietylen (PE) otrzymuje się w wyniku polimeryzacji etylenu. Istnieją trzy podstawowe
grupy metod polimeryzacji etylenu: wysoko-, średnio- i niskociśnieniowe. W Polsce
produkowany jest polietylen wysokociśnieniowy. Charakteryzuje się on małą gęstością (ok.
0,92 g/cm3), odpornością na korozję, działanie kwasów (z wyjątkiem stężonego kwasu
siarkowego i azotowego), zasad i roztworów soli oraz dużą elastycznością. Może być
stosowany w temperaturze od -20
÷
60°C. W niskiej temperaturze (w razie zamarznięcia
cieczy w przewodach) nie staje się kruchy i nie pęka. Rury i kształtki produkuje się
podobnie jak z PVC. Rury z polietylenu (w przeciwieństwie do rur z PVC) są łatwe do
zgrzewania w temperaturze 250
÷
270°C (temperatura polifuzyjnego spajania).
−
Polipropylen (PP) otrzymuje się w formie granulatu w wyniku polimeryzacji propylenu.
W Polsce polipropylen jest produkowany na skalę przemysłową w Mazowieckich Zakładach
Rafineryjnych i Petrochemicznych w Płocku, gdyż zapotrzebowanie na ten polimer stale
rośnie. Polipropylen charakteryzuje się małą gęstością (ok. 0,9 g/cm3), dużą odpornością
chemiczną, zerową wrażliwością na działanie wody, roztworów silnych kwasów, zasad i soli
nieorganicznych. Nieodporny na działanie silnych utleniaczy. Mimo że temperatura
mięknienia polipropylenu waha się w granicach 140
÷
155°C, w praktyce stosuje się go tylko
do temperatury 135°C. Przewody z polipropylenu mogą więc być stosowane nie tylko
w instalacjach zimnej i ciepłej wody użytkowej, ale także centralnego ogrzewania dla
temperatury do 70
÷
80°C. Powyżej tej temperatury polipropylen szybko starzeje się i traci
swe właściwości fizyczne. Polipropylen nadaje się do formowania wytłaczanego
i wtryskowego (w zakresie rur i kształtek). Granulat w czasie produkcji można dodatkowo
barwić barwnikami proszkowymi – uzyskuje się wyroby w różnych kolorach. Ponieważ
cena wyrobów z polipropylenu, w porównaniu z polietylenowymi, jest znacznie wyższa,
stosuje się je wówczas, gdy pożądana jest większa sztywność i trwałość kształtu wyrobu.
W praktyce instalacyjnej stosuje się trzy rodzaje polipropylenu:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
−
Daplen, oznaczony PP-1 - typ l,
−
Hostalen, oznaczony PP-2 - typ 2,
−
Hostalen, oznaczony PP-3 - typ 3.
Rury z polipropylenu (podobnie jak polietylenowe) są łatwe do zgrzewania w temperaturze
225°C (temperatura polifuzyjnego spajania rur i kształtek). Mimo tej samej temperatury
spojenia, nie należy łączyć metodą polifuzji termicznej polipropylenu typ-1 z polipropylenem
typ-2 i typ-3.
Rury z nie zmiękczonego polichlorku winylu PVC-U, jako przewody wodociągowe
ciśnieniowe mogą pracować w temperaturze wody 0
÷
40°C i pod ciśnieniem roboczym do
l MPa oraz w temperaturze do 20°C i pod ciśnieniem roboczym do 1,6 MPa. Produkowane są
jako rury bezkielichowe, kielichowe wciskane i kielichowe klejone, o średnicy zewnętrznej
63
÷
450 mm i w długościach 6
÷
12 m. Charakteryzują się lekkością, odpornością na korozję
i gładkością ścianek wewnętrznych. Ta ostatnia cecha, z jednej strony ma wpływ na obniżenie
oporów podczas przepływu wody, a z drugiej na zmniejszenie stopnia zarastania rur
wytrącającymi się osadami. Ponadto rury są odporne na chemiczne i mechaniczne działanie
wody i roztworów wodnych oraz nie ulegają wpływom prądów błądzących. Rury z PVC-U
należy chronić przed bezpośrednim działaniem słońca, ponieważ promienie ultrafioletowe
powodują przyspieszony proces starzenia się polichlorku winylu.
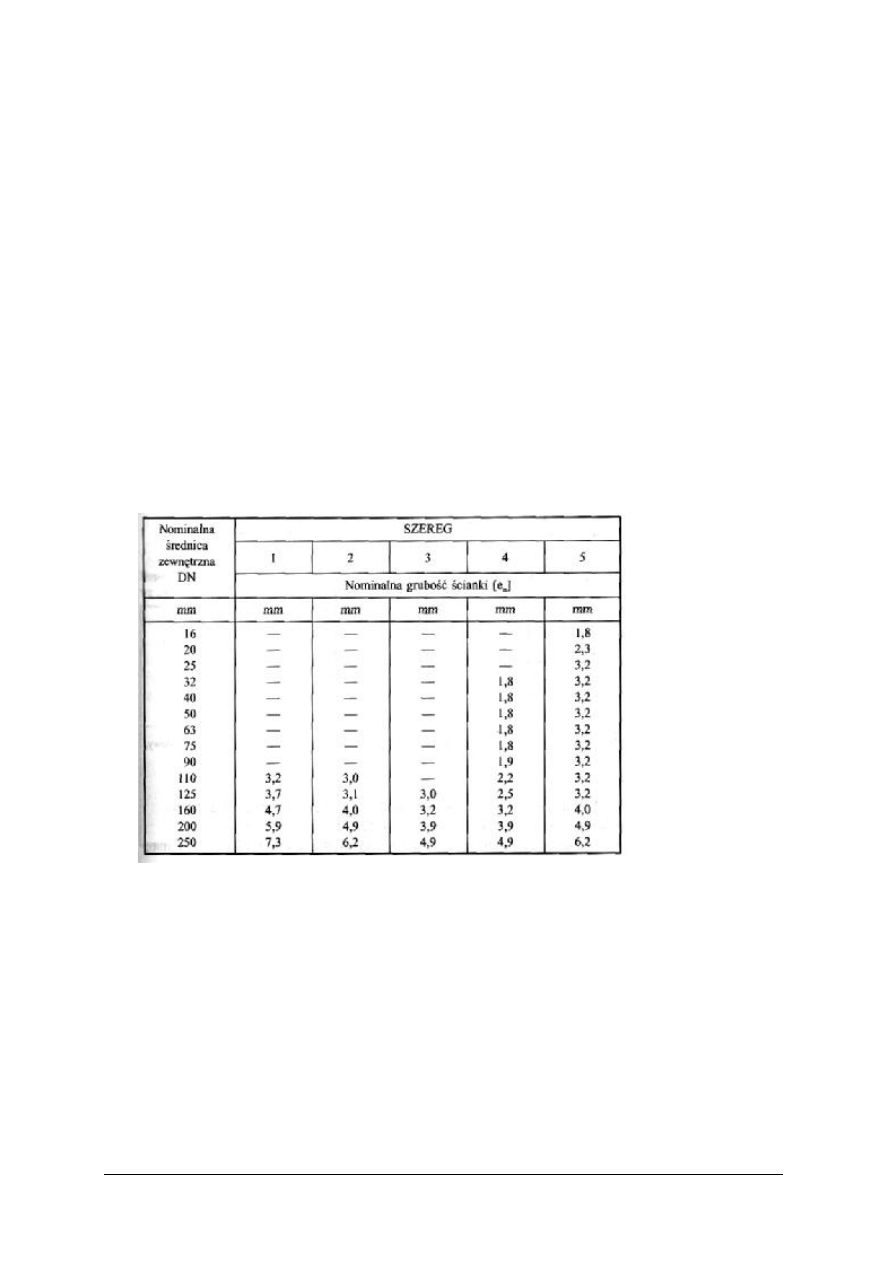
Tabela 9. Nominalne średnice zewnętrzne
Zależnie od rodzaju rur z PVC-U, montując je wykonujemy dwa rodzaje połączeń: stałe
i rozłączne. Korzystamy także z kształtek, wśród których są łuki jednokielichowe, łuki i kolana
dwukielichowe, nasuwki dwukielichowe, trójniki itp. W instalacjach wodociągowych mają
zastosowanie rury z PVC-U, które ze względu na wymiary średnic zewnętrznych i grubości
ścianek dzieli się na pięć szeregów oznaczonych kolejnymi numerami l, 2, 3, 4 i 5.
Nominalne średnice zewnętrzne rur, z uwzględnieniem grubości ścianek w rozbiciu na
szeregi podano w tab . 9
Ze względu na warunki eksploatacyjne instalację wodociągową wykonuje się z rur szeregu
5 o barwie szarej (jednolitej pod względem odcienia i intensywności na całej powierzchni). Są to
rury o maksymalnym ciśnieniu roboczym 1,6 MPa i temperaturze czynnika przewodzonego do
40°C. Produkuje się je w odcinkach o długości handlowej 5 ÷ 12 m. Rury i kształtki
z polipropylenu stosowane do instalacji wody zimnej, a także instalacji ciepłej wody użytkowej
i centralnego ogrzewania, charakteryzują się dużą odpornością chemiczną, gładkością

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
powierzchni wewnętrznych i małą przewodnością cieplną. Program produkcji obejmuje rury
o średnicach 20, 25, 32, 40 i 63 mm kształtki-kolanka (z gwintem lub bez), trójniki oraz złączki
przelotowe i redukcyjne, zaślepki, obejścia i uchwyty do rur
Rury polietylenowe (PE) charakteryzują się następującymi właściwościami: są odporne na
korozję, działanie kwasów i zasad, nie ulegają elektrolizie i są obojętne fizjologicznie, tzn. nie
mają zapachu i nie mają negatywnego wpływu na smak wody. Ponadto są gładkie, lekkie
i odporne na ujemne temperatury (do -60°C). Do wad tych rur należy zaliczyć brak odporności
na związki aromatyczne (fenol) i metylowe oraz możliwość powstawania trwałych zmian we
właściwościach pod wpływem tlenu i ozonu w obecności światła. Tej ostatniej wadzie
zapobiegamy przez dodawanie do masy polietylenowej antyutleniaczy. Wadą jest również fakt,
że rury i kształtki nie nadają się do łączenia metodą klejenia.
Program produkcji rur z polietylenu twardego (niskociśnieniowego), przeznaczonych do
wykonawstwa sieci wodociągowych i podłączeń domowych, obejmuje rury o średnicach
(zewnętrznych) 40
÷
250 mm i grubości ścianek 2,3
÷
14,2 mm przy dopuszczalnym ciśnieniu
nominalnym 0,6 MPa oraz o grubości ścianek 3,6
÷
22,8 mm przy ciśnieniu 1,0 MPa.
Rury o średnicy do 75 mm i długości 300 m dostarcza się przeważnie w zwojach lub na
szpulach, a powyżej 75 mm w długich prostych odcinkach 6
÷
12 m.
Rury i kształtki polietylenowe można łączyć przez zgrzewanie jako połączenia stałe
nierozłącznie i rozłącznie.
Tworzywa termo- i chemoutwardzalne
Tworzywa termo- i chemoutwardzalne stosuje się m.in. do produkcji rur, zbiorników,
pojemników, przyborów sanitarnych itp. Używa się ich z różnymi wypełniaczami (mączką
mineralną, włóknem szklanym itp.), które podwyższają korzystne cechy fizykochemiczne
wyrobu. Ponadto tworzywa te znajdują zastosowanie jako kity, kleje i materiały izolacyjne -
antykorozyjne i cieplne. Do najczęściej używanych należą żywice:
−
poliestrowe,
−
epoksydowe
−
poliuretanowe.
Żywice poliestrowe charakteryzują się średnią przyczepnością do podłoża i znacznym
skurczem w czasie twardnienia. Stosowane są do produkcji rur, kształtek, przyborów
sanitarnych. Wyroby wzmacnia się włóknem szklanym, dzięki czemu wzrastają ich korzystne
właściwości mechaniczne.
Do utwardzania chemicznego używa się poliestrów nienasyconych, które charakteryzują się
dobrą płynnością, nadają się więc do formowania bezciśnieniowego. Żywice poliestrowe
utwardza się na zimno najczęściej stosując pastę WNCH w obecności przyspieszaczy, np.
naftenianu kobaltu. Początek wiązania (żelowania) żywicy w temperaturze otoczenia (20°C)
następuje po ok. 40 min., a utwardzanie w temperaturze 15°C do 20°C trwa 24-12 h.
W temperaturze 150°C czas ten może być skrócony do 30 minut.
Żywice epoksydowe charakteryzują się dużą przyczepnością do podłoża i niewielkim
skurczem w czasie utwardzania. Stosowane są do produkcji wyrobów instalacyjnych podobnych
jak z żywic poliestrowych. Ponadto są produktem wyjściowym do produkcji kitów
uszczelniających i na powłoki antykorozyjne. Żywice epoksydowe utwardza się za pomocą
utwardzaczy aminowych lub poliamidów. Czas żelowania w temperaturze 15°C do 25°C wynosi
12 h, a czas utwardzania jest analogiczny jak dla żywic poliestrowych. Wydłużony czas
żelowania ułatwia przetwarzanie żywic epoksydowych na wyroby.
Żywice poliuretanowe służą do wytwarzania lakierów i kitów. Te ostatnie znajdują
zastosowanie do uszczelniania kielichów kanalizacyjnych odprowadzających agresywne ścieki.
W praktyce instalacyjnej coraz powszechniej używa się pianek poliuretanowych. Surowcem do
ich produkcji są m. in. poliestry. Pianki poliuretanowe charakteryzują się małą gęstością (0,033

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
g/cm
3
) i dobrą izolacyjnością cieplną. Używa się ich na izolacje cieplne przewodów ciepłej
wody użytkowej (c.w.u.) i centralnego ogrzewania (c.o.) oraz w instalacjach chłodniczych.
Inne tworzywa sztuczne
Do innych tworzyw sztucznych stosowanych w robotach instalacyjnych, przede wszystkim
jako materiał uszczelniający, zaliczamy politetrafluoroetylen, produkowany w Polsce pod nazwą
„Tarflen", a Stanach Zjednoczonych „Teflon".
Doskonałe właściwości tego polimeru:
−
odporność na wysoką temperaturę (do 250°C),
−
odporność chemiczna (nie rozpuszcza się w żadnym ze znanych rozpuszczalników),
−
plastyczność w temperaturze od -270°C do +260°C,
−
stwarzają szerokie możliwości jego użycia, także w technice instalacyjnej. Jako szczeliwo
stosowany jest w formie uszczelek (np. do zaworów kulowych), sznurów do uszczelniania
kołnierzy i taśm do uszczelniania połączeń gwintowych w instalacjach wody, pary i gazu.
Tworzywa ceramiczne
Tworzywami
ceramicznymi
nazywa
się
elementy
konstrukcyjne
uformowane
w temperaturze otoczenia z materiałów mineralnych proszkowych lub plastycznych,
a następnie utrwalane za pomocą wypalania lub spiekania.
Podstawowymi materiałami do wytwarzania tworzyw ceramicznych są: glina i jej odmiany,
jak: szamot i kaolin, krzemionka, magnezyt, kwarc, skaleń, talk, związki wapnia, związki metali.
Tworzywa ceramiczne odznaczają się wieloma zaletami, z których do najważniejszych
należy zaliczyć: dużą odporność chemiczną i cierną, bardzo małą przewodność elektryczną,
odporność na ścieranie i dużą twardość. Największe zastosowanie w przemyśle znalazły:
porcelana, kamionka, steatyt, klinkier.
Porcelanę otrzymuje się z kaolinu pławionego, kwarcu i skalenia, spiekanych
w temperaturze ok. l400°C. Porcelana jest złym przewodnikiem ciepła, ma dużą twardość oraz
odporność na korozję i ścieranie.
Kamionka jest wytwarzana z plastycznej gliny z dodatkiem skalenia. Kamionkę stosuje się
jako tworzywo izolacyjne podobnie jak porcelanę z tym, że nie nadaje się ona na izolatory
cienkościenne i drobne. Kamionka jest również odporna na ciecze i gazy działające korodująco.
W zależności od zastosowania dzielimy ją na kanalizacyjną (rury), elektrotechniczną,
kwasoodporną(wanny galwaniczne, zbiorniki do kwasów), szlachetną (wyroby stołowe).
Rys. 9. Rury bezkielichowe[3, s. 56]
Rys. 10. Rury przeciskowe. [3, s. 4]
Rys. 11. Rury kielichowe [3, s. 98]
Steatyt jest otrzymywany z talku z domieszką gliny. Odznacza się bardzo dobrymi
własnościami izolacyjnymi i mechanicznymi.
Cermetale, czyli materiały metaloceramiczne, są otrzymywane z mieszaniny proszków
metalowych z niemetalami. Odznaczają się dużą odpornością na działanie wysokich temperatur
oraz korozji.
Rury betonowe i żelbetowe zawdzięczają swoje wszechstronne zastosowanie wysokiemu
poziomowi technicznego ich produkcji, wymaganiom norm i systemowi zapewnienia jakości
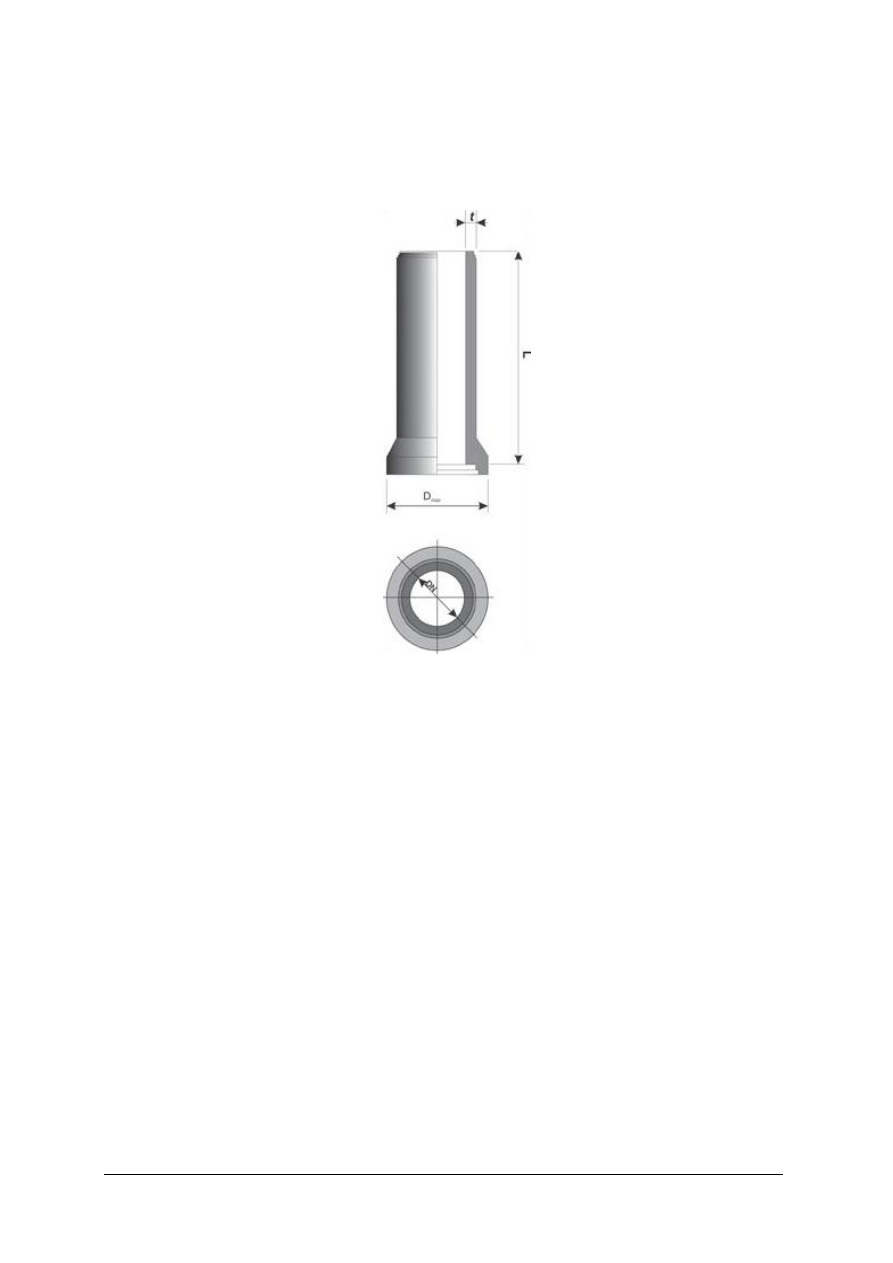
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
a także swoim szczególnym własnościom. Rury żelbetowe stosuje się na przewody
wodociągowe o ciśnieniu roboczym 0,2 ÷ 0,4 MPa, tj. do budowy niskociśnieniowych
przewodów tranzytowych. Produkuje się je o średnicach 500÷ 1200 mm i długościach
tj. 3000 ÷ 5000 mm jako kielichowe i o końcach bosych, łączonych specjalnymi nasuwkami
żelbetowymi i pierścieniami gumowymi.
Rys. 12. Przekrój rury [3, s. 4]
Kielichowe betonowe i żelbetowe rury łączone na uszczelki, przeznaczone głównie do
budowy podziemnych, bezciśnieniowych przewodów kanalizacji zewnętrznej oraz na przepusty
pod drogami i przejazdami przez rowy na posesje. Mogą być wykorzystane również w innych
robotach melioracyjnych. Kielichowe żelbetowe rury produkowane są w dwóch klasach
zbrojenia oznaczonych cyfrą II i III.
Zaletami stosowania kielichowych betonowych i żelbetowych rur są:
−
okres użytkowania ponad 100 lat,
−
odporność na obciążenia statyczne i dynamiczne,
−
produkowane z surowców naturalnych (cement, kruszywo, piasek i woda),
−
łączenie na uszczelkę gumową zapewnia absolutną szczelność kanalizacji,
−
różnorodność zastosowania.
Materiały ogniotrwałe
Materiały
krzemionkowe.
Podstawowym
surowcem
do
produkcji
wyrobów
krzemionkowych
są
kwarcyty.
Głównym
składnikiem
kwarcytów
jest
krzemionka.
W przyrodzie występują trzy odmiany alotropowe (kwarc, krystobalit i trydymit) Podczas
nagrzewania kwarcu następuje jego przemiana w dwie następne odmiany. Odmiany te
charakteryzuje zmniejszona gęstość i zwiększona objętość. Wyroby krzemionkowe
nieodpowiednio wypalane, w których nie zaszła wymagana przemiana wykazują znaczną
rozszerzalność wtórną, a zatem znaczne zmiany objętościowe, co należy uwzględnić przy
budowie różnych elementów z tych materiałów. Krzemionka jest typowym materiałem kwaśnym
i wyroby z niej odznaczają się dużą odpornością na działanie kwaśnych żużli oraz znaczna
wytrzymałością na ściskanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Materiały glinokrzemianowe. Podstawowym surowcem do wyrobu tych materiałów jest
glinka ogniotrwała (kaolin). Surowiec ten służy do produkcji różnych wyrobów szamotowych.
Do wad wyrobów szamotowych należy zaliczyć znaczną różnicę między ogniotrwałością zwykłą
a ogniotrwałością pod obciążeniem. Dodatnią cechą tych materiałów jest znaczna odporność
cieplna. Materiały szamotowe są stosunkowo bardzo tanie i dlatego powszechnie stosowane.
Wyroby szamotowe izolacyjne produkuje się z glin ogniotrwałych i szamotu z dodatkiem
substancji, które powodują znaczną porowatość (np. trociny).
Materiały magnezytowe i magnezytowo-chromitowe. Do produkcji tych materiałów stosuje
się magnezyty krystaliczne, jak również coraz częściej stosowane magnezyty syntetyczne. Do
produkcji cegieł magnezytowych stosuje się magnezyt prażony zawierający w swym składzie
chemicznym tlenek magnezu oraz w małej ilości niepożądane zanieczyszczenia.
Cegły magnezytowe mają kolor czekoladowy. Wyroby z magnezytu wykazują dużą
odporność na działanie żużli zasadowych. Znacznie lepszą odporność cieplną mają wyroby
magnezytowo-chromitowe. Materiały te zaliczane są do ogniotrwałych obojętnych. Główną ich
zaletą jest stałość obojętności przy wysokich temperaturach.
Materiały dolomitowe. Dolomit jest podwójnym węglanem wapnia i magnezu. W przemyśle
hutniczym znajduje zastosowanie po wyprażeniu i rozdrobnieniu. Dolomit jest ogniotrwałym
materiałem zasadowym. Główną wadą dolomitu jest duża skłonność do hydratacji
i rozsypywania się.
Sztuczne materiały ogniotrwałe. Do ogniotrwałych materiałów sztucznych zaliczamy:
materiały korundowe, karborundowe, grafitowe, węglowe i forsterytowe.
Korund w hutnictwie używany jest do produkcji mufli i tygli. Wyroby karborundowe
wykonane są z węglika krzemu. Wyroby węglowe wykonuje się z antracytu oraz z odpadów
elektrod węglowych z dodatkiem smoły. Materiały ogniotrwałe węglowe używane są głównie do
wyłożenia trzonu wielkich pieców.
Wyroby forsterytowe są produkowane z surowców zawierających krzemian magnezu
z dodatkiem magnezytu.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest podział i zastosowanie tworzyw sztucznych?
2. Określ przeznaczenie materiałów ceramicznych.
3. Jakie są rodzaje wyrobów ceramicznych?
4. Jakie znasz rodzaje polipropylenu?
5. Jak jest zastosowanie tworzyw chemoutwardzalnych?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wskaż zastosowanie żywicy epoksydowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wymienić zalety i wady żywicy epoksydowej,
2) wskazać zastosowanie żywicy.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Ćwiczenie 2
Dobierz rodzaj tworzywa sztucznego z którego wykonane powinny być elementy systemów
rurociągowych centralnego ogrzewania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dobrać elementy systemów rurociągowych z tworzyw sztucznych,
3) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
−
próbki elementów,
−
katalogi elementów instalacyjnych,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dobrać rodzaje tworzyw sztucznych do instalacji?
¨
¨
2) określić przeznaczenie żywic epoksydowych?
¨
¨
3) jakie substancje stosujemy do zabezpieczeń autokorozyjnych?
¨
¨
4) wymienić rodzaje tworzyw stosowanych w systemach
rurociągowych?
¨
¨
5) wymienić podstawowe własności rur betonowych i żelbetowych? ¨
¨
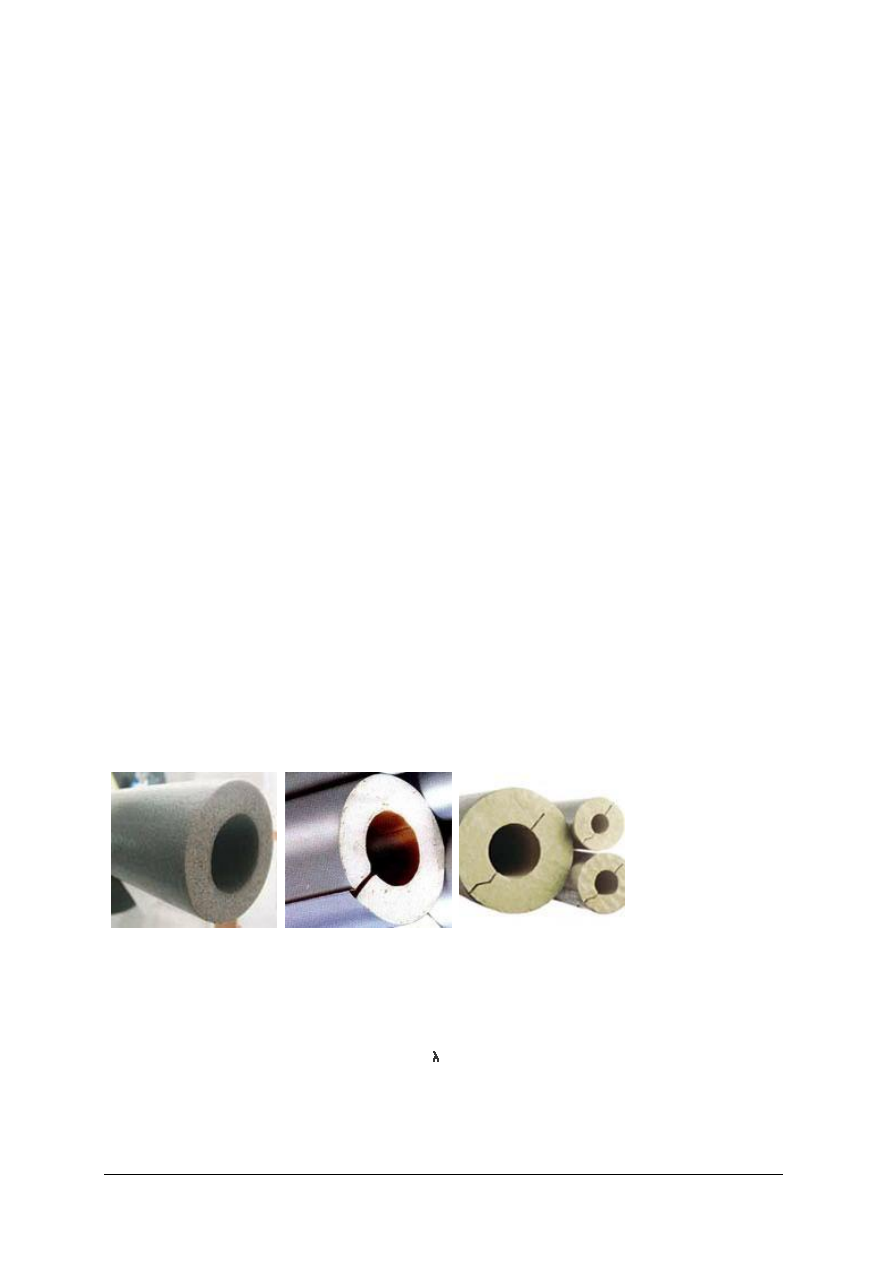
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.4. Materiały do izolacji, konserwacji i zabezpieczenia systemów
rurociągowych
4.4.1. Materiał nauczania
Izolacja rur w instalacji grzewczej
Rurami grzewczymi transportowana może być woda o temperaturze ok. 90°C. Jeśli takie
rury nie są zabezpieczone, straty ciepła mogą być wysokie, szczególnie gdy rury przechodzą
przez pomieszczenie, w których panuje niska temperatura. Oddawaniu ciepła można zapobiegać,
odpowiednio izolując rury grzewcze.
Prawo nakłada obowiązek stosowania odpowiednich zabezpieczeń cieplnych instalacji
grzewczej:
−
Rozporządzenie Ministra Infrastruktury w sprawie warunków technicznych, jakim powinny
odpowiadać budynki i ich usytuowanie mówi: "Izolacja cieplna instalacji ogrzewczej
wodnej powinna odpowiadać wymaganiom Polskiej Normy dotyczącej izolacji cieplnej
rurociągów, armatury i urządzeń [...]". Oznacza to obowiązek zastosowania normy: PN-B-
02421:2000 Izolacja cieplna przewodów, armatury i urządzeń. Wymagania i badania
odbiorcze;
−
rozporządzenie mówi też: "Izolacje cieplne i akustyczne zastosowane w instalacjach:
wodociągowej, kanalizacyjnej i ogrzewczej powinny być wykonane w sposób zapewniający
nierozprzestrzenianie ognia."
W instalacji grzewczej muszą być izolowane przewody, kształtki i połączenia,
w następujących sytuacjach:
−
w części instalacji w pomieszczeniach nieogrzewanych i w pomieszczeniach źródeł ciepła;
−
na przewodach pionów prowadzonych po wierzchu ścian w pomieszczeniach ogrzewanych,
w których temperatura obliczeniowa t
i
<12°C. Jeśli koszty zużycia ciepła w budynku są
rozliczane na podstawie podzielników ciepła, zaleca się stosowanie izolacji także
w pomieszczeniach, gdzie t
i
≥ 12°C. W pomieszczeniach przeznaczonych na pobyt stały
ludzi należy stosować materiały izolacyjne posiadające atest higieniczny.
Właściwa izolacja cieplna
Rys. 13.
Pianka
polietylenowa
[12]
Rys. 14.
Pianka
poliuretanowa
[12]
Rys. 15.
Wełna mineralna
[12]
Aby materiał do izolacji cieplnej dobrze spełniała swą rolę powinien on odznaczać się
następującymi cechami:
−
niski współczynnik przenikania ciepła [W/(m·K)] - im niższa wartość, tym mniejsze
przenikanie ciepła, a więc lepsze własności izolacyjne materiału;
−
odporność na wysokie temperatury (maksymalną temperaturę eksploatacji) oraz różnice
temperatur - własność ta zapewnia niezmiennie dobrą pracę i zachowanie właściwości
materiału niezależnie od temperatury;
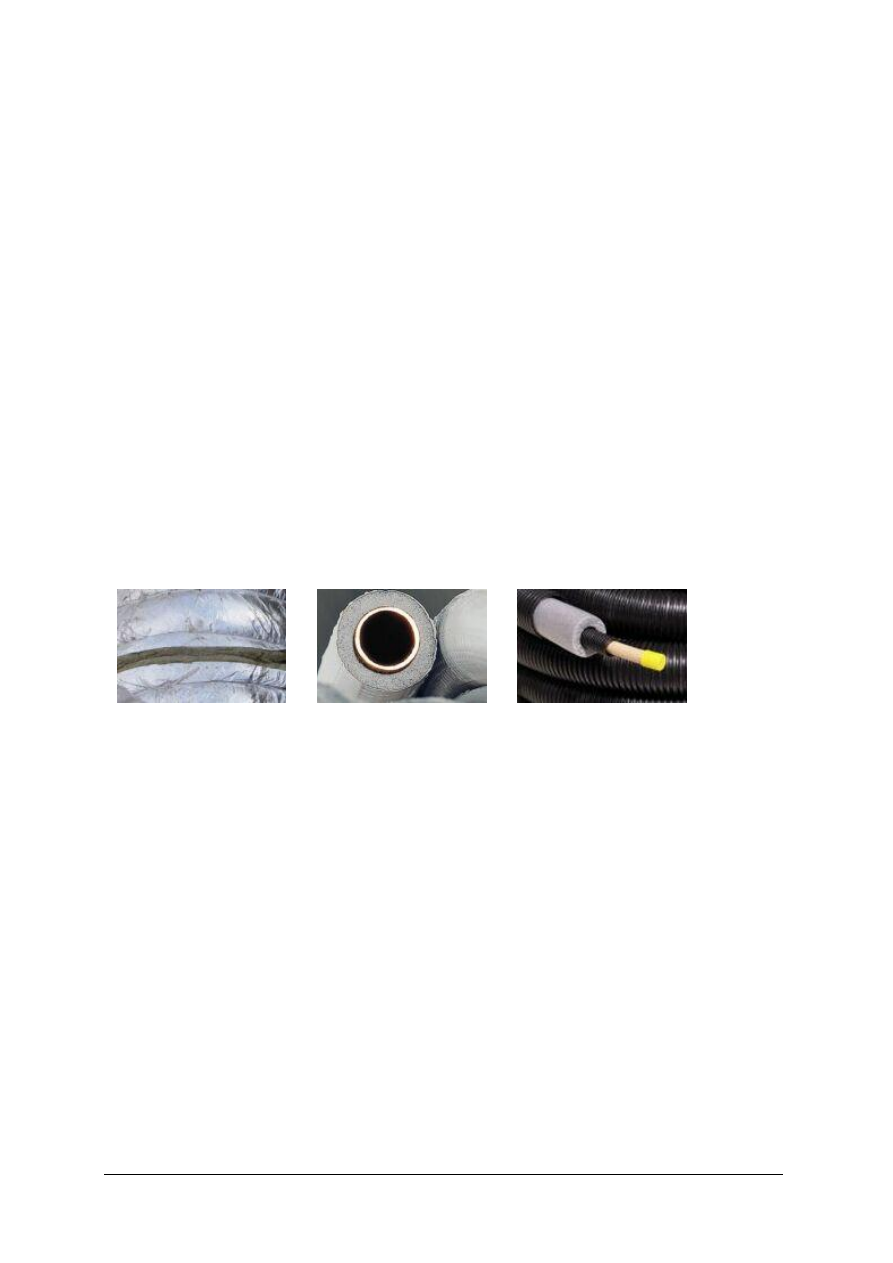
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
−
odporność na działanie wody i otoczenia - w tym na działanie mikroorganizmów i gryzoni;
−
niepalność lub bardzo niska palność (co najmniej nierozprzestrzenianie ognia);
−
obojętność chemiczna wobec izolowanego materiału;
−
odporność na obciążenia statycznie i dynamiczne podczas montażu i pracy - w tym wysoka
elastyczność (pod wpływem temperatury rury rozszerzają się - izolacja powinna więc
"pracować");
Zadaniem izolacji cieplnej jest ograniczenie strat przesyłanego lub magazynowanego ciepła.
Izolacja cieplna składa się z dwóch warstw:
−
właściwa izolacja cieplna, która musi charakteryzować się niskim współczynnikiem
przenikania ciepła;
−
płaszcz ochronny - chroni izolację właściwą przed uszkodzeniami mechanicznymi
i oddziaływaniem środowiska zewnętrznego.
Materiały stosowane jako izolacje instalacji grzewczych są do siebie zbliżone pod względem
opisanych właściwości. Pozostałe cechy materiałów (przede wszystkim zachowanie wobec wody
i pary wodnej, np. opór dyfuzyjny i wodochłonność) są zróżnicowane - wpływa to na zakres
stosowania poszczególnych materiałów.
Najczęściej stosuje się następujące materiały:
−
porowate tworzywa sztuczne (spieniony polietylen, styropian);
−
pianka poliuretanowa natryskiwana na izolowaną powierzchnię.
−
materiały włókniste (wełna mineralna i szklana pod warunkiem uzyskania certyfikatu
bezpieczeństwa "B")
Materiały te mogą występować w postaci mat, płyt, filców, otulin i odpowiednich kształtek
izolacyjnych. Dostępne są też rury preizolowane, na które otulina założona jest fabrycznie.
Rys. 16.
Mata
[12]
Rys. 17.
Otulina
[12]
Rys. 18.
Rura preizolowana
[12]
Polietylen spieniony charakteryzuje się następującymi cechami:
−
współczynnik przewodności cieplnej dla t= +40°C od 0,035 do 0,045 W/(mK);
−
temperatura pracy od -45°C do +105°C;
−
duża elastyczność;
−
wysoki współczynnik oporu dyfuzyjnego pary wodnej;
−
różne wykonania zależnie od zastosowania: np. zewnętrzna powłoka z folii polietylenowej,
co ułatwia prowadzenie podtynkowe.
Charakteryzują się one dodatkowo wysoką elastycznością, całkowitym brakiem
toksyczności, wysokim współczynnikiem oporu dyfuzyjnego pary wodnej. Produkowane są
zwykle w kolorze szarym o różnych odcieniach, bez dodatkowego płaszcza ochronnego.
Niektórzy producenci oferują otuliny z pianki polietylenowej powleczone zewnętrznie folią
polietylenową.
Poliuretan spieniony charakteryzuje się następującymi cechami:
−
współczynnik przewodności cieplnej t= +40°C od 0,03 do 0,04 W/(mK);
−
temperatura pracy od -45°C do +135°C;
−
dźwiękochłonność;
−
mniejsza odporność na zawilgocenie;
−
różne wykonania zależnie od zastosowania: np. wyposażenie w płaszcz ochronny PVC.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Otuliny poliuretanowe mają wysoki stopień tłumienia hałasów związanych z przepływem.
Nie zaleca się stosowania tego typu otulin do rurociągów napowietrznych oraz w innych
miejscach szczególnie narażonych na zawilgocenie i oddziaływanie czynników zewnętrznych.
Polistyren spieniony (styropian) charakteryzuje się następującymi cechami:
−
współczynnik przewodności cieplnej t= +40°C od 0,03 do 0,04 W/(mK);
−
temperatura pracy do +80°C;
−
bardzo mały ciężar;
−
stosowany głównie do kształtek izolacyjnych.
Otuliny ze spienionego kauczuku syntetycznego szczególnie zalecane są do izolowania
instalacji i systemów klimatyzacyjnych oraz chłodniczych, charakteryzują się wysoką
elastycznością, współczynnikiem przewodności cieplnej mierzonym w temperaturze -60°C
wynoszącym około 0,030 W/(m•K), a w temperaturze +40°C około 0,040 W/(m•K). Wysoki
współczynnik oporu dyfuzyjnego pary wodnej (m powyżej 7000) skutecznie zapobiega
kondensacji pary wodnej. Dodatkowo otulina ze spienionego kauczuku syntetycznego
charakteryzuje się wysoką zdolnością tłumienia dźwięków związanych z przepływem medium
wewnątrz rurociągu.
Wełna mineralna (skalna i szklana) przeznaczona jest przede wszystkim do stosowania
w ciepłownictwie (rurociągi wysokotemperaturowe). Materiał, z którego wykonana jest taka
otulina, to produkt niepalny i trwały, odporny na działanie mikroorganizmów i gryzoni. Jest on
nietoksyczny i przepuszcza parę wodną, jednak należy chronić go przed zawilgoceniem -
wilgotna wełna mineralna traci swoje właściwości izolacyjne.
Wyróżnia się wełnę skalną (czasem też nazywaną bazaltową), produkowaną z włókien
mineralnych - tłucznia bazaltowego, kamienia wapiennego itp. oraz wełnę szklaną, produkowaną
z piasku, skaleni, szkła, dolomitu i boraksu. Wełna skalna, zwykle o nieco ciemniejszej barwie,
ma odporność ogniową nawet do 1000°C. Natomiast wełna szklana o jasnożółtym zabarwieniu
jest bardziej sprężysta, ale charakteryzuje się niższą odpornością ogniową - do 600°C. Otuliny
z wełny
mineralnej
stosuje
się
jako
izolację
jedno-
lub
wielowarstwową
wysokotemperaturowych rurociągów parowych, wodnych i ciepłowniczych w energetyce,
przemyśle chemicznym, petrochemii itp. Są one oferowane także z wewnętrznym płaszczem
aluminiowym - zmniejsza to jednak maksymalną temperaturę stosowania do około 200°C.
Współczynnik przewodności cieplnej dla otulin z wełny mineralnej, mierzony w temperaturze
+200°C, wynosi około 0,060 W/(m•K).
Na kształtki i armaturę stosuje się specjalne kształtki wykonane ze sztywnych porowatych
materiałów izolacyjnych. Kształtki izolacyjne składają się z dwóch lub więcej części. Zaleca się
stosowanie
kształtek
o
powierzchni
zewnętrznej
wzmocnionej
włóknem
szklanym
i z wykładziną zewnętrzną wykonaną np. z folii aluminiowej.
Rys. 19. Przykład zaizolowanego elementu rurociągi [12]
Kształtki izolacyjne powinny być mocowane taśmami z blachy stalowej ocynkowanej lub
taśmą z tworzywa sztucznego, z możliwością demontażu.
W przypadku izolacji zaworów i zasuw ich wrzeciona muszą pozostać odsłonięte. Nie
izoluje się zaworów bezpieczeństwa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys. 20.
Widok na przewód w piance PE
[12]
Rys. 21. I
zolacja w powiększeniu
[12]
Płaszcz ochronny
Zadaniem płaszcza ochronnego jest chronić warstwę izolacji właściwej przed wpływami
środowiska oraz uszkodzeniami mechanicznymi. Materiał na płaszcz powinien cechować się
następującymi właściwościami:
−
odporność na działanie wody i otoczenia - w tym na działanie mikroorganizmów i gryzoni;
−
niepalność lub bardzo niska palność (co najmniej nierozprzestrzenianie ognia);
−
odporność na obciążenia statyczne i dynamiczne podczas montażu i pracy
Płaszcze ochronne w postaci arkuszy - mogą być wykonane z następujących materiałów:
−
taśma aluminiowa;
−
folia z tworzyw sztucznych;
−
papa asfaltowa na taśmie aluminiowej;
−
blacha stalowa ocynkowana.
W przypadku zastosowania płaszcza ochronnego z arkuszy blachy stalowej ocynkowanej,
blachy aluminiowej lub blachy powlekanej tworzywami sztucznymi należy owinąć cylindrycznie
właściwą izolację cieplną na zakład zarówno na wzdłużnych, jak i poprzecznych stykach arkuszy
tak umiejscowionych, aby spływająca woda nie przedostawała się pod płaszcz.
Powinny być rozmieszczone do 1 m. Jeśli płaszcz jest wykonany z materiału
nieprzepuszczającego wody, należy zamontować przekładki lub opaski wentylacyjne. Kolejne
arkusze płaszcza ochronnego powinny być łączone na zakład i mocowane wkrętami
zabezpieczającymi przed korozją.
Dodatkowe funkcje otulin termoizolacyjnych.
Otuliny termoizolacyjne oprócz swego podstawowego zadania, jakim jest minimalizacja
strat ciepła, spełniają wiele dodatkowych funkcji. Wśród nich na szczególną uwagę zasługują:
−
poprawa żywotności i trwałości instalacji;
Zastosowanie otulin termoizolacyjnych odizolowuje rurociąg od oddziaływań zewnętrznych.
Stanowi także ochronę przed uszkodzeniami mechanicznymi, co jest ważne dla rurociągów
wykonanych z tworzyw sztucznych lub miedzi.
−
wyciszenie hałasu;
Przepływ medium przez rurociąg powoduje szum, który jest szczególnie uciążliwy dla osób
stale przebywających w pobliżu rurociągu z powodu jednostajności natężenia dźwięków
o niewielkim zakresie częstotliwości. Po pewnym czasie przestaje on być rejestrowany przez
zmysły, nie zaprzestaje jednak szkodliwie oddziaływać na organizm człowieka. Doświadczenie
mówi, iż przed hałasem najskuteczniej chronią otuliny składające się z co najmniej dwóch
warstw wykonanych z różnych materiałów. Skuteczne są też otuliny ze spienionych tworzyw
sztucznych o dużych grubościach - powyżej 20 mm.
−
estetyczny wygląd rurociągu;
−
zmniejszenie uciążliwości w pomieszczeniach, przez które przechodzi rurociąg.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Straty ciepła na rurociągach oprócz skutków ekonomicznych powodują także wzrost
temperatury w pomieszczeniach, przez które przechodzi rurociąg na przykład z parą lub ciepłą
wodą.
Materiały lakiernicze
Materiały lakiernicze są przeznaczone do wytwarzania powłok lakierowych o określonych
własnościach ochronnych, dekoracyjnych lub głuszących. Materiały lakiernicze składają się z:
−
substancji powłokotwórczych, czyli spoiwa.
−
barwników i pigmentów,
−
wypełniaczy i obciążników,
−
rozpuszczalników.
Substancje powłokotwórcze spełniają zadanie ciekłego spoiwa tworzącego powłokę.
Stanowią one najważniejszy składnik wyrobu lakierniczego, gdyż utrzymują jak najlepszy stan
wymieszania barwników i związania powłoki lakierniczej z podłożem. Substancje te nadają
powłoce lakierniczej elastyczność i połysk. Substancje powłokotwórcze to przeważnie żywice
naturalne lub syntetyczne, a ich rodzaj jest uwzględniony w nazwie wyrobu lakierniczego, np.
emalia ftalowa lub emalia celulozowa.
Barwniki i pigmenty nadają wyrobowi lakierniczemu barwę oraz uodparniają powłokę na
działanie czynników korozyjnych i światła słonecznego. Barwniki nie mają wpływu na jakość
powłoki, a pigmenty działają antykorozyjnie. Jako pigmenty stosuje się między innymi: minię
ołowianą, pył aluminiowy i biel cynkową oraz pył cynkowy.
Wypełniacze i obciążniki zmieszane z pigmentami uszczelniają powłoki i zwiększają ich
wytrzymałość mechaniczną. Jako wypełniacze i obciążniki stosuje się między innymi: kredę,
szpat, talk oraz włókno azbestowe lub pył azbestowy.
Rozpuszczalniki powodują rozpuszczenie składników powłokotwórczych, dzięki czemu
można nałożyć odpowiednio cienką powłokę lakiernicza Powodują również utrzymanie
jednolitej gęstości materiału lakierniczego. Rozpuszczalniki wyparowują z powłoki
rozpoczynając proces jej wysychania lub utwardzania.
Rodzaje materiałów lakierniczych:
−
farby,
−
emalie,
−
lakiery.
Podział materiałów lakierniczych w zależności od rodzaju spoiwa i zastosowania
Materiały lakiernicze nitrocelulozowe są łatwe do nakładania i schną w temperaturze
pokojowej. Spoiwem jest żywica nitrocelulozowa. Są bardzo łatwo palne i wychodzą obecnie
z użycia. Powłoka po wyschnięciu wymaga polerowania.
Materiały lakiernicze chlorokauczukowe dają powłoki bardzo odporne na działanie wody
i schną w temperaturze pokojowej. Nie nadają się do natrysku. Stosowane głównie do powłok
antykorozyjnych.
Materiały
lakiernicze
poliwinylowe
dają
powłoki
szybko
schnące,
elastyczne
i wodoodporne. Spoiwem są żywice poliwinylowe. Są stosowane głównie jako farby
podkładowe oraz pasty głuszące.
Materiały lakiernicze ftalowe mają szerokie zastosowanie jako wyroby schnące
w temperaturze pokojowej oraz jako emalie piecowe. Przez zastosowanie spoiwa w postaci
żywic alkaloidowych wyroby schną w temperaturze pokojowej. Są stosowane jako szpachlówki,
farby podkładowe i emalie nawierzchniowe.
Przez zastosowanie spoiwa w postaci żywic melaminowych otrzymuje się bardzo dobre emalie
nawierzchniowe, zwane emaliami ftalowymi karbamidowymi.
Materiały lakiernicze akrylowe są stosowane na najwyższej jakości emalie i lakiery. Spoiwem są
żywice akrylowe. Powłoki otrzymane z emalii akrylowych odznaczają się dużą odpornością na
działanie wody i chemikaliów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Materiały lakiernicze poliestrowe zawierają jako spoiwo żywice poliestrowe. Stosuje sieje
głównie do wyrobu kitów szpachlowych.
Ze względu na zastosowanie materiały lakiernicze dzieli się na: pokosty - do nasycania
drewna, farby podkładowe - do drewna i do metali, emalie olejne wewnętrzne - do malowania
drewna i metali nie narażonych na wpływy atmosferyczne, farby antykorozyjne, pasty głuszące,
kity uszczelniające, kity szpachlowe - do wyrównywania nierówności i emalie oraz lakiery
używane na powłoki zewnętrzne dekoracyjno-ochronne.
Materiały zabezpieczające przed korozją
Powłoki ochronne nakładane dzieli się na metalowe i niemetalowe. Na powłoki metalowe
o dużej odporności na korozję używa się niklu, chromu, miedzi, srebra, cyny, cynku, ołowiu,
kadmu, aluminium. Powłoki ochronne nakłada się galwanicznie oraz przez zanurzenie, natryski
i platerowanie.
Powłoki niemetalowe oddzielają mechanicznie metal od agresywnego środowiska. Są
stosowane powłoki pochodzenia organicznego, jak np. farby, oleje, lakiery szybko schnące
i lakiery piecowe, a ponadto smoły i asfalty, tworzywa sztuczne, wazelina techniczna oraz
różnego rodzaju smary. Ostatnio stosuje się do tego celu tworzywa sztuczne.
Przed przystąpieniem do zabezpieczenia powierzchni metalowych należy powierzchnie te
dobrze oczyścić z brudu i innych zanieczyszczeń. Przechowywanie materiałów metalowych
powinno się odbywać w pomieszczeniach suchych.
Powłoki metalowe - wprowadzanie do stali aluminium, czyli kaloryzowanie, wprowadzanie
cynku, czyli scherardyzowanie oraz nachromowywanie.
Powłoki niemetalowe są wytwarzane metodami chemicznymi lub elektrochemicznymi.
Najczęściej są stosowane metody oksydowania i fosforanowania stali.
Kleje do połączeń rurociągowych
Kleje można podzielić na dwie grupy: utwardzalne i rozpuszczalnikowe.
Kleje utwardzalne mogą być utwardzane na zimno i ciepło. Kleje utwardzalne na zimno są
zawsze dwuskładnikowe. Po dodaniu utwardzacza lepkość wzrasta stosunkowo szybko i czas
"życia" kleju nie przekracza kilku godzin. Kleje takie można utwardzać także w podwyższonych
temperaturach, co znacznie skraca czas utwardzania. Należy nakładać możliwie cienką warstwę
kleju i jeśli to możliwe, umiarkowanie dociskać powierzchnie klejone. Do tej grupy należą kleje
fenolowe, mocznikowe, melaminowe, epoksydowe i poliuretanowe.
Kleje
rozpuszczalnikowe
nadają
się
przede
wszystkim
do
klejenia
tworzyw
termoplastycznych, podobnych (lub identycznych) do stałego składnika zawartego w kleju.
Stanowią one roztwory polimerów termoplastycznych w odpowiednich rozpuszczalnikach i dla
otrzymania połączenia o dobrej wytrzymałości konieczne jest niemal ilościowe odparowanie
rozpuszczalnika. Czas potrzebny do odparowania rozpuszczalnika wynosi zwykle kilkanaście
godzin i im trwa dłużej, tym spoina jest trwalsza i nie zawiera pęcherzyków. W przypadku
dobrej rozpuszczalności klejonego tworzywa możliwe jest również klejenie samym
rozpuszczalnikiem.
O wytrzymałości połączenia klejowego decyduje, oprócz samego kleju, wiele innych
czynników, jak rodzaj łączonego tworzywa, jakość powierzchni klejonej, sposób połączenia,
grubość spoiny, a zwłaszcza sposób obciążenia połączenia klejowego, który może być statyczny
lub dynamiczny, krótko- lub długotrwały, wywołujący różnego rodzaju naprężenia.
Połączenia klejowe należą do najnowocześniejszych sposobów łączenia. Wpływają na to
następujące zalety:
−
możliwość ukształtowania złącza bez konieczności powodowania zmian strukturalnych
w materiale,
−
możliwość łączenia różnych materiałów,
−
możliwość łączenia materiałów o bardzo dużej różnicy grubości,
−
stosunkowo duża łatwość wykonania i klejenia.
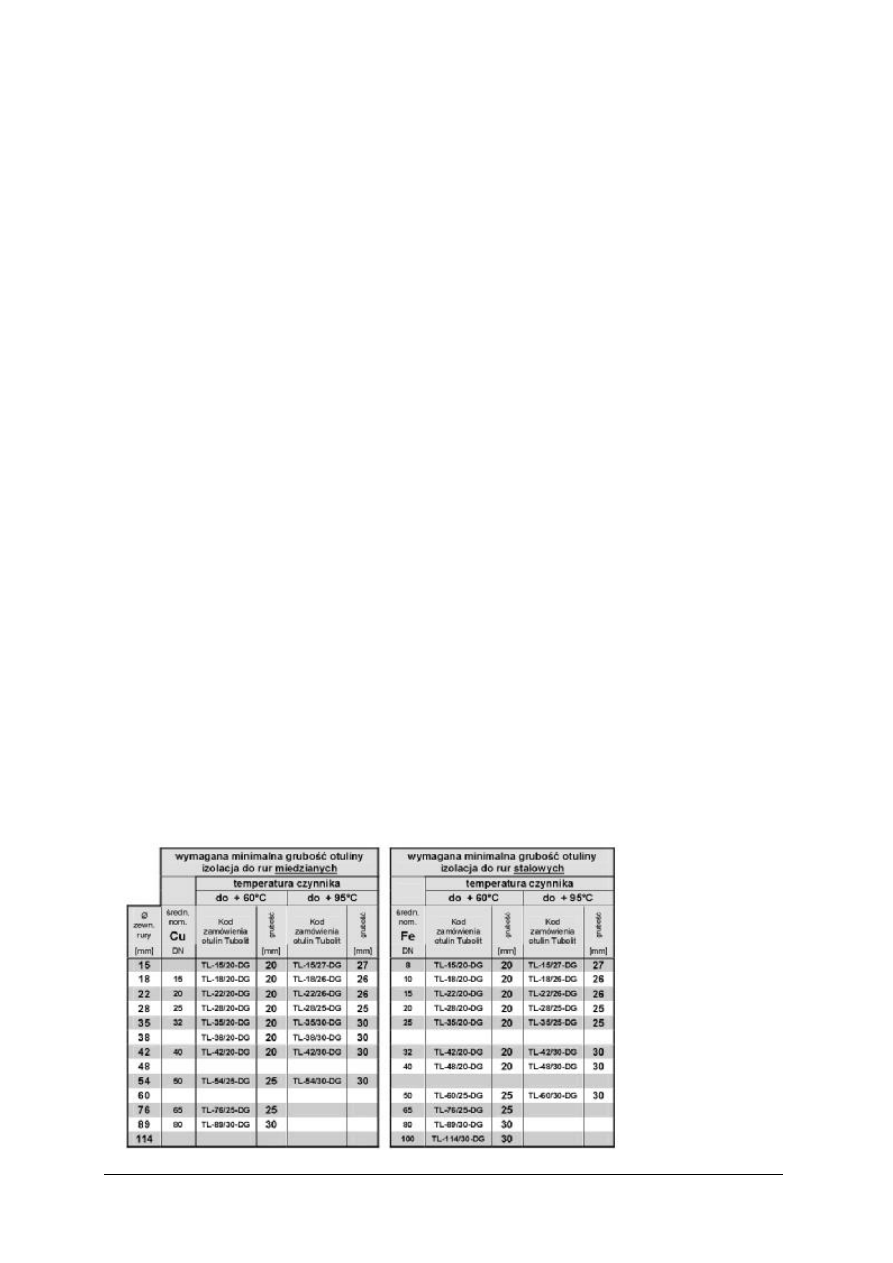
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Mimo tych zalet, dalszy rozwój złącz klejowych ograniczają:
−
duża wrażliwość złącza na podwyższoną temperaturę (ponad 60°C) i niemożliwość
stosowania w temperaturze przekraczającej 350°C,
−
mała odporność na rozwarstwienia,
−
stosunkowo mała wytrzymałość złącza.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jakim celu wykonuje się izolację rurociągów?
2. Jakie są rodzaje materiałów zabezpieczających przed korozją?
3. Jakie kleje stosuje się do połączeń elementów rurociągów?
4. Jakie materiały używane są do izolacji termicznej?
5. W jakim celu używa się płaszczy ochronnych?
6. Jakich elementów rurociągu nie izolujemy?
4.4.3. Ćwiczenia
Ćwiczenie 1
Określ sposób zabezpieczenia termicznego w przykładowych fragmentów różnych
rurociągów .
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapisać wyniki oględzin próbek,
3) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
katalog materiałów do izolacji rurociągów,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Dobierz grubość warstwy izolacyjnej do rur stalowych i miedzianych o średnicy nominalnej
15 mm dla temperatury 60
o
C i 40 mm dla temperatury 95
o
C.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odczytać i zapisać w zeszycie przedmiotowym:
a. kod zamówienia,
b. minimalną grubość otuliny dla rur miedzianych,
c. kod zamówienia,
d. minimalną grubość otuliny dla rur stalowych,
3) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
katalog materiałów izolacyjnych,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 3
Dobierz zabezpieczenie antykorozyjne rury stalowej instalacji z zimną wodą.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dobrać materiał na powłoką antykorozyjną
3) dobrać narzędzia do wykonania zabezpieczenia
4) wykonać odpowiednią powłokę,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
katalog materiałów antykorozyjnych,
−
próbki materiałów antykorozyjnych,
−
narzędzia do wykonania zabezpieczenia antykorozyjnego,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić właściwości materiałów izolacyjnych?
¨
¨
2) rozpoznać materiały do izolacji termicznej?
¨
¨
3) rozpoznać materiały do zabezpieczenia antykorozyjnego?
¨
¨
4) dobrać grubość izolacji?
¨
¨
5) określić zastosowanie otulin izolacyjnych?
¨
¨
6) rozpoznać materiały do połączeń klejowych?
¨
¨
7) rozpoznać materiały lakiernicze?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
A. INSTRUKCJA OGÓLNA
1. Przeczytaj uważnie instrukcję.
2. Zapoznaj się z zestawem zadań testowych.
3. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
B. INSTRUKCJA SZCZEGÓŁOWA
1. Zestaw zadań testowych składa się z zadań zamkniętych (zadań wielokrotnego wyboru).
2. Zadania wielokrotnego wyboru mają 4 odpowiedzi, z których jedna jest prawidłowa.
Prawidłową odpowiedź należy zakreślić we właściwym miejscu na Karcie odpowiedzi.
3. W wypadku pomyłki błędną odpowiedź należy ująć w kółko i ponownie zakreślić odpowiedź
prawidłową.
4. Jeżeli udzielenie odpowiedzi na jakieś pytanie sprawia Ci trudność, to opuść je
i przejdź do zadania następnego. Do zadań bez odpowiedzi możesz wrócić później.
5.
Czas trwania testu – 45 min.
6. Maksymalna liczba punktów, jaką można osiągnąć za poprawne rozwiązanie testu
wynosi 20 pkt.
Materiały dla ucznia:
−
instrukcja dla ucznia,
−
zestaw zadań testowych,
−
karta odpowiedzi.
Celem przeprowadzanego pomiaru dydaktycznego jest sprawdzenie poziomu wiadomości
i umiejętności, jakie zostały ukształtowane w wyniku zorganizowanego procesu kształcenia
w jednostce modułowej „Rozpoznawanie podstawowych materiałów stosowanych do budowy
rurociągów”. Spróbuj swoich sił. Pytania nie są trudne i jeżeli zastanowisz się, to na pewno
udzielisz poprawnej odpowiedzi.
Powodzenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
ZESTAW ZADAŃ TESTOWYCH
1. Przewodność elektryczną zaliczamy do własności:
a) chemicznych,
b) technologicznych,
c) fizycznych,
d) mechanicznych.
2. Bardzo dużą odpornością na korozję odznacza się:
a) żelazo,
b) cyna,
c) aluminium,
d) platyna.
3. Przez udarność określa się odporność materiału na:
a) rozciąganie,
b) uderzenie,
c) ściskanie,
d) zginanie.
4. Surówkę żelaza otrzymuje się w:
a) piecu martenowskim,
b) wielkim piecu,
c) konwertorze,
d) piecu elektrycznym.
5. Który z wymienionych składników pogarsza własności stali:
a) krzem,
b) wolfram,
c) molibden,
d) siarka.
6. Maksymalna zawartość węgla w stalach do nawęglania wynosi:
a) 0,30%,
b) 0,25%,
c) 0,15%,
d) 0,10%.
7. Stop CuZn10Sn zawiera 10%:
a) miedzi,
b) cynku,
c) cynku i miedzi,
d) cyny.
8. Najniższa zawartość aluminium w brązach do obróbki plastycznej wynosi :
a) 5,5%,
b) 7%,
c) 8,6%,
d) 11%.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
9. Jakiego stopu używa się na złączki?
a) Miedź kadmową,
b) Brąz berylowy,
c) Mosiądz,
d) Brąz aluminiowy.
10. Rury stalowe łączymy z miedzianymi:
a) zgodnie z kierunkiem przepływu,
b) przeciwnie do kierunku przepływu,
c) bez względu na kierunek przepływu,
d) w ogóle nie łączymy.
11. Własności bakteriostatyczne posiadają rury:
a) stalowe,
b) miedziane ,
c) kamionkowe.
d) polietylenowe.
12. Najbardziej odporne na zginanie są rury wykonane z :
a) żelaza,
b) miedzi,
c) propylenu,
d) aluminium.
13. Największą wadą tworzyw sztucznych jest :
a) niska wytrzymałość,
b) słaba odporność na działanie czynników chemicznych,
c) mała odporność na działanie podwyższonej temperatury,
d) mała udarność.
14. Które materiały lakiernicze są bardzo łatwo palne:
a) nitrocelulozowe,
b) chlorokauczukowe,
c) akrylowe,
d) poliwinylowe.
15. Na powłoki ochronne metalowe nakładane używa się między innymi:
a) fosforu,
b) molibdenu,
c) wolframu,
d) niklu.
16. Symbol Cu-DHP oznacza:
a) miedź odtlenianą fosforem,
b) propylen powlekany miedzią,
c) czystą miedź analityczną,
d) karborund.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
17. Dopuszczalne ciśnienie robocze dla rur wodociągowych ciśnieniowych wykonanych z
PVC-U wynosi:
a) 0,5 MPa,
b) 1,6 MPa,
c) 2,5 MPa,
d) 5 MPa.
18. Wełna skalna to materiał służący do:
a) izolacji cieplnej rurociągu,
b) izolacji przeciwwilgociowej rurociągu,
c) osadzania rurociągu,
d) uszczelniania rurociągów.
19. Otulinę ze spienionego polistyrenu stosujemy do temperatur:
a) 40°C,
b) 80°C,
c) 120 °C,
d) dla wszystkich temperatur.
20. Płaszcz ochronny rurociągu:
a) zabezpiecza rurociąg przed uszkodzeniami,
b) chroni izolację właściwą przed uszkodzeniami,
c) zabezpiecza rurociąg przed korozją,
d) ogranicza straty przesyłanego ciepła.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
„Rozpoznawanie
podstawowych
materiałów
stosowanych
do
budowy
rurociągów”.
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
6. LITERATURA
1. Cieślowski S., Krygier K.: Technologia – Instalacje sanitarne cz. 1. WSiP, Warszawa 2004
2. Cieślowski S., Krygier K.: Technologia – Instalacje sanitarne cz. 2. WSiP, Warszawa 2004
3. Górecki A.: Technologia ogólna. WSiP, Warszawa 2000
4. Lewandowski T.: Rysunek techniczny dla mechaników. WSiP, Warszawa 2004
5. Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1997
6. Poradnik mechanika warsztatowca. WNT, Warszawa 1981
7. Solis H. Lenart T.: Technologia eksploatacji maszyn. WSiP, Warszawa 1996
8. www.messer.pl
9. www.spawalnictwo.spawsc.pl
10. www.thyssenkrupp-energostal.pl
11. www.wychowanietechniczne.prv.pl
12. www.tworzywasztuczne.pl
Wyszukiwarka
Podobne podstrony:
Magazynowanie, składowanie i transportowanie materiałów stosowanych do budowy rurociągów
Magazynowanie, składowanie i transportowanie materiałów stosowanych do budowy rurociągów
008 Podstawowe materiały stosowane do produkcji rękojeści
ćw 3 - Badanie materiałów stosowanych do budowy warystorów 2011, Politechnika Poznańska, Elektrotech
Materiały stosowane do budowy maszyn elektrycznych
ćw 3 ?danie materiałów stosowanych do budowy warystorów
Gronostajski,podstawy i techniki wytwarzania II, Materiały stosowane do wytwarzania form odlewniczyc
MATERIAŁY STOSOWANE DO POKRYĆ DACHOWYCH, referaty-budownictwo
Omówić konstrukcję przykładowych modułów pomiarowych stosowanych do budowy rozproszonych systemów po
16 Magazynowanie materiałów stosowanych do produkcji
28 Właściwości i metody badań kruszyw stosowanych do budowy dróg
,pytania na obronę inż,materiały służące do wykonywania rurociągów
Materiały stosowane do odbudowy ubytków kostnych
materialy uzupeniajace do zad z rurociagiem
wysocki, inżynieria miejska, Materiały konstrukcyjne do budowy sieci kanalizacyjnych
02 Rozpoznawanie podstawowych materiałów kowalskich
więcej podobnych podstron