__________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Marek Olsza
Rozpoznawanie podstawowych materiałów kowalskich
i stopów technicznych 722[04].O1.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Robert Wanic
mgr inż. Irena Stawicka
Opracowanie redakcyjne:
mgr inż. Marek Olsza
Konsultacja:
mgr inż. Gabriela Poloczek
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[04].O1.02
Rozpoznawanie podstawowych materiałów kowalskich i stopów technicznych w modułowym
programie nauczania dla zawodu kowal.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Metale i ich stopy
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające 20
4.1.3. Ćwiczenia 20
4.1.4. Sprawdzian postępów 24
4.2. Materiały niemetalowe
25
4.2.1. Materiał nauczania
25
4.2.2. Pytania sprawdzające 29
4.2.3. Ćwiczenia 29
4.2.4. Sprawdzian postępów
30
4.3. Materiały pomocnicze stosowane w kowalstwie
31
4.3.1. Materiał nauczania
31
4.3.2. Pytania sprawdzające 37
4.3.3. Ćwiczenia 38
4.3.4. Sprawdzian postępów
39
4.4. Paliwa i smary
40
4.4.1. Materiał nauczania
40
4.4.2. Pytania sprawdzające 42
4.4.3. Ćwiczenia 42
4.4.4. Sprawdzian postępów
43
5. Sprawdzian osiągnięć
44
6. Literatura
49

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w nabywaniu umiejętności z zakresu rozpoznawania
podstawowych materiałów kowalskich i stopów technicznych.
W poradniku zamieszczono:
−
wymagania wstępne, wykaz umiejętności i wiedzy, jakie powinieneś mieć już opanowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia, wykaz umiejętności, jakie ukształtujesz w czasie zajęć,
−
materiał nauczania – umożliwia przygotowanie się do wykonywania ćwiczeń,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś materiał nauczania,
−
ćwiczenia pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować umiejętności
praktyczne,
−
pytania sprawdzające,
−
sprawdzian osiągnięć, przykładowy zestaw zadań i pytań. Pozytywny wynik sprawdzianu
potwierdzi, że dobrze pracowałeś podczas zajęć i że nabyłeś wiedzę i umiejętności z zakresu
jednostki modułowej,
−
literaturę uzupełniającą.
W materiale nauczania zostały opisane zagadnienia z zakresu rozpoznawania podstawowych
materiałów kowalskich i stopów technicznych. Jeżeli masz trudności ze zrozumieniem tematu
lub ćwiczenia, to poproś nauczyciela o wyjaśnienie i ewentualne sprawdzenie, czy dobrze
wykonujesz daną czynność.
Z rozdziałem Pytania sprawdzające możesz zapoznać się:
−
przed przystąpieniem do rozdziału Materiał nauczania – poznając przy tej okazji wymagania
wynikające z zawodu, a po przyswojeniu wskazanych treści, odpowiadając na pytania
sprawdzisz stan swojej gotowości do wykonywania ćwiczeń,
−
po zapoznaniu się z rozdziałem Materiał nauczania, by sprawdzić stan swojej wiedzy, która
będzie Ci potrzebna do wykonywania ćwiczeń.
Kolejny etap to wykonywanie ćwiczeń, których celem jest uzupełnienie i utrwalenie
wiadomości i umiejętności z zakresu rozpoznawania podstawowych materiałów kowalskich
i stopów technicznych.
Wykonując ćwiczenia przedstawione w poradniku lub zaproponowane przez nauczyciela,
poznasz zasady rozpoznawania podstawowych materiałów kowalskich i stopów technicznych.
Po wykonaniu zaplanowanych ćwiczeń, sprawdź poziom swojej wiedzy rozwiązując sprawdzian
postępów.
W tym celu:
−
przeczytaj pytania i odpowiedz na nie,
−
podaj odpowiedź wstawiając X w podane miejsce Tak lub Nie.
Odpowiedzi NIE wskazują luki w Twojej wiedzy, informują Cię również, jakich zagadnień
jeszcze dobrze nie opanowałeś. Oznacza to także powrót do materiału, który nie jest dostatecznie
opanowany.
Poznanie przez Ciebie wszystkich lub określonej części wiadomości będzie stanowiło dla
nauczyciela podstawę przeprowadzenia sprawdzianu poziomu przyswojonych wiadomości
i ukształtowanych umiejętności. W tym celu nauczyciel może posłużyć się zestawem zadań
testowych.
W rozdziale 5 tego poradnika jest zamieszczony przykład takiego testu, zawiera on:
− instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
− przykładową kartę odpowiedzi, w której, zakreśl poprawne rozwiązana do poszczególnych
zadań.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp
i higieny pracy, wynikających z rodzaju wykonywanych prac.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
Schemat układu jednostek modułowych w module „Podstawy kowalstwa”
722[04].O1
Podstawy kowalstwa
722[04].O1.01
Przestrzeganie przepisów
bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej
oraz ochrony środowiska
722[04].O1.02
Rozpoznawanie podstawowych
materiałów kowalskich
i stopów technicznych
722[04].O1.03
Posługiwanie się dokumentacją
techniczną
722[04].O1.04
Magazynowanie i składowanie
materiałów i wyrobów kowalskich

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej „Rozpoznawanie podstawowych
materiałów kowalskich i stopów technicznych” powinieneś umieć:
− stosować układ jednostek SI,
− korzystać z różnych źródeł informacji,
− selekcjonować, porządkować i przechowywać informacje,
− interpretować związki wyrażone za pomocą wzorów, wykresów, schematów, diagramów,
tabel,
− obsługiwać komputer na poziomie podstawowym,
− posługiwać się kalkulatorem,
− oceniać własne możliwości sprostania wymaganiom stanowiska pracy i wybranego zawodu,
− zorganizować stanowisko pracy zgodnie z wymogami ergonomii,
− przestrzegać przepisy BHP.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
− rozpoznać metale i ich stopy,
− określić właściwości stali węglowych i stopowych,
− określić właściwości żeliwa,
− określić właściwości surówek,
− określić właściwości metali nieżelaznych i ich stopów,
− rozpoznać podstawowe rodzaje półwyrobów hutniczych, ich oznakowanie, przeznaczenie,
− określić właściwości materiałów pomocniczych i ich zastosowanie w kowalstwie,
− rozpoznać tworzywa sztuczne i wskazać zastosowanie w kowalstwie,
− rozpoznać środki konserwujące i zabezpieczające przed korozją,
− rozpoznać spoiwa,
− rozpoznać paliwa i smary stosowane w kowalstwie,
− rozpoznać zbiorniki i instalacje gazów technicznych,
− określić zastosowanie gazów technicznych w kowalstwie,
− określić zastosowanie poszczególnych materiałów, metali i stopów,
− zastosować zasady bezpieczeństwa i higieny pracy oraz ochrony środowiska podczas prac
kowalskich.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1. Metale i ich stopy
4.1.1. Materiał nauczania
Wszystkie pierwiastki występujące w przyrodzie można podzielić na metale i niemetale.
Metale stanowią znaczną większość pierwiastków i wyróżniają się takimi własnościami, jak:
połysk, nieprzezroczystość, dobra przewodność elektryczna i przewodnictwo cieplne, a także
w licznych przypadkach wykazują dobrą plastyczność. Metale odznaczają się innymi
własnościami chemicznymi niż niemetale. Na przykład tlenki metali w połączeniu z wodą dają
zasady, podczas gdy tlenki niemetali dają kwasy.
Technicznie czyste metale, to znaczy takie, które zawierają pewną niewielką ilość
zanieczyszczeń pochodzących z procesów metalurgicznych, są bardzo rzadko używane do
wyrobu przedmiotów użytkowych.
Stopy metali mają lepsze własności mechaniczne i technologiczne od czystych metali.
Czyste metale mają gorsze własności odlewnicze niż ich stopy, ponieważ w stanie ciekłym
rozpuszczają w sobie pewną ilość gazów, które wydzielając się podczas krzepnięcia tworzą w
odlewach pęcherze obniżające ich jakość. Również na skutek swej niskiej twardości i dużej
plastyczności czyste metale gorzej się obrabiają niż ich stopy, gdyż wióry przywierają do
narzędzi skrawających.
Natomiast korzystnymi własnościami czystych metali jest ich większa odporność na
niszczące działanie czynników chemicznych i elektrochemicznych, czyli odporność na korozję.
Czyste metale odznaczają się również lepszą przewodnością elektryczną i przewodnictwem
cieplnym niż ich stopy. Własności metali i stopów technicznych dzieli się na: chemiczne,
fizyczne, mechaniczne i technologiczne.
Własności chemiczne metali i ich stopów
Do własności chemicznych metali i stopów zalicza się odporność na korozję i działanie
czynników chemicznych oraz na działanie temperatury. Dużą odpornością na korozję odznaczają
się niektóre metale, jak: srebro, złoto i platyna i w mniejszym stopniu nikiel i chrom. Wykonuje
się również specjalnie odporne na korozję i działanie czynników chemicznych stopy techniczne,
jak np. stale nierdzewne, kwasoodporne i żaroodporne, zawierające duże ilości niklu i chromu.
Własności fizyczne metali i ich stopów
Do własności fizycznych zalicza się: gęstość, temperaturę topnienia, temperaturę wrzenia,
ciepło właściwe, przewodnictwo cieplne, przewodność elektryczną, własności magnetyczne,
rozszerzalność cieplną i wygląd zewnętrzny.
Gęstość jest to stosunek masy ciała jednorodnego do objętości, wyrażam w kg/m
3
lub g/cm
3
.
Stopy i metale lekkie, jak np.: lit, sód, magnez, aluminium i ich stopy, odznaczają się małą
gęstością. Dużą gęstość mają metale ciężkie, jak np.: żelazo, nikiel, miedź, wolfram, platyna
i ich stopy.
Temperatura topnienia metali i ich stopów jest wyrażana w stopniach Celsjusza (°C).
Wszystkie metale są topliwe, a ponieważ ich temperatura topnienia waha się w bardzo szerokich
granicach, więc dzieli się je na łatwo topliwe, trudno topliwe i bardzo trudno topliwe. Do metali
łatwo topliwych, których temperatura topnienia wynosi do 650°C, zalicza się między innymi
takie metale, jak: cynę, cynk, bizmut, kadm, magnez i ołów. Metale trudno topliwe mają
temperaturę topnienia do 2000°C. Są to np.: chrom, kobalt, miedź, nikiel, platyna i żelazo. Do
metali bardzo trudno topliwych zalicza się molibden, tantal i wolfram. Temperatura topnienia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
tych metali wynosi ponad 2000
0
C. Metale mają stałą temperatura topnienia, natomiast
temperatura topnienia większości stopów mieści się w pewnych zakresach temperatury.
Temperatura topnienia stopów metali jest zwykle niższa od temperatury topnienia składnika o
najwyższej temperaturze topnienia. Temperatura wrzenia dla większości metali jest dość
wysoka. Do łatwo wrzących metali zalicza się kadm i cynk. Temperatura wrzenia kadmu wynosi
767°C, a cynku 907°C. Tę własność cynku wykorzystuje się w hutnictwie otrzymując czysty
cynk przez odparowanie z rudy.
Ciepło właściwe jest to ilość ciepła pobierana (lub oddawana) przez 1 kg danej substancji
przy zmianie temperatury o l
0
C. Ciepło właściwe zależy od rodzaju substancji, temperatury
i sposobu ogrzewania. Na ogół ciepło właściwe cieczy jest większe niż ciała stałego. Ciepło
właściwe jest zawsze podawane wraz z zakresem temperatury, dla jakiej je określono.
Przewodnictwo cieplne jest jedną z charakterystycznych cech metali i stopów. Najlepszym
przewodnikiem ciepła jest srebro, a następnie miedź, złoto i aluminium. Najgorzej natomiast
przewodzi kadm, bizmut, antymon, ołów, tantal i nikiel. Miarą przewodnictwa cieplnego jest
ilość ciepła, jaka przepływa przez przewodnik o długości 1 m o przekroju 1 m
2
w ciągu
1 godziny przy różnicy temperatury l°C.
Przewodnością elektryczną metali i stopów nazywamy zdolność przewodzenia prądu
elektrycznego. Najlepszym przewodnikiem prądu jest srebro, a następnie miedź, złoto
i aluminium. Dlatego na przewody elektryczne używa się miedzi lub aluminium, gdyż stawiają
one najmniejszy opór przepływającemu prądowi elektrycznemu. Przewodność elektryczna
maleje ze wzrostem temperatury przewodnika.
Własności magnetyczne metali i stopów polegają na zdolności magnesowania się. Najlepsze
własności magnetyczne mają żelazo, nikiel i kobalt, a ze stopów - stal. Z materiałów tych buduje
się najlepsze magnesy trwałe.
Rozszerzalność cieplna metali i stopów przejawia się we wzroście wymiarów liniowych
i objętości pod wpływem wzrostu temperatury i kurczeniu się podczas chłodzenia. Największą
rozszerzalność cieplną wykazuje kadm, a najmniejszą wolfram.
Właściwości mechaniczne metali i ich stopów
Własności te stanowią zespół cech określających zdolność do przeciwstawiania się działaniu
sił zewnętrznych oraz zmian temperatury. Pod wpływem działania tych sił mogą nastąpić
odkształcenia, a w przypadku niedostatecznie wytrzymałej konstrukcji - nawet zniszczenie danej
części. Do własności mechanicznych zalicza się: wytrzymałość, twardość i udarność, czyli
odporność na uderzenia.
Wytrzymałość jest określona jako stosunek największej wartości obciążenia uzyskanego
w czasie próby wytrzymałościowej do pola powierzchni przekroju poprzecznego badanego
elementu. W zależności od rodzaju obciążeń rozróżnia się wytrzymałość na rozciąganie,
ściskanie, zginanie, skręcanie, ścinanie i wyboczenie.
Twardość określa odporność materiału na odkształcenia trwałe, powstające wskutek
wciskania weń wgłębnika. Próby twardości dokonuje się sposobem: Brinella, Rockwella
i Vickersa.
Udarność, czyli odporność materiałów na uderzenia, sprawdza się za pomocą próby
udarności polegającej na złamaniu jednym uderzeniem młota wahadłowego próbki
o określonym kształcie i wymiarach. Miarą udarności jest stosunek pracy zużytej na złamanie
próbki do pola przekroju poprzecznego próbki. Próbie udarności poddaje się materiał
przeznaczony na części, które są narażone na uderzenia lub nagłe obciążenia, a niekiedy nawet
gotowe już części.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Własności technologiczne metali i ich stopów
Własności technologiczne określają przydatność materiału w procesach wytwarzania
przedmiotów. Do własności technologicznych zalicza się lejność (własności odlewnicze),
plastyczność i skrawalność.
Lejność, czyli zdolność ciekłego metalu lub stopu do wypełniania formy odlewniczej,
zależy od składu chemicznego, struktury i temperatury ciekłego metalu.
Plastyczność określa zdolność ciał stałych do osiągania znacznych odkształceń trwałych
pod działaniem sił zewnętrznych bez naruszania spójności. Inaczej - jest to przydatność
materiału do obróbki plastycznej, czyli do kucia, tłoczenia, walcowania itp.
Skrawalność, czyli podatność materiału do obróbki skrawaniem, bada się stosując próby,
podczas których określa się powierzchnię skrawaną oraz rodzaj wiórów.
Ocenę technologicznych własności plastycznych przeprowadza się na podstawie prób
mających wykazać podatność materiału do odkształceń trwałych, niezbędnych do nadania
właściwych kształtów produktom, przy czym głównie wymienić należy: próbę zginania, próbę
nawijania drutu, próbę kucia oraz próbę tłoczności.
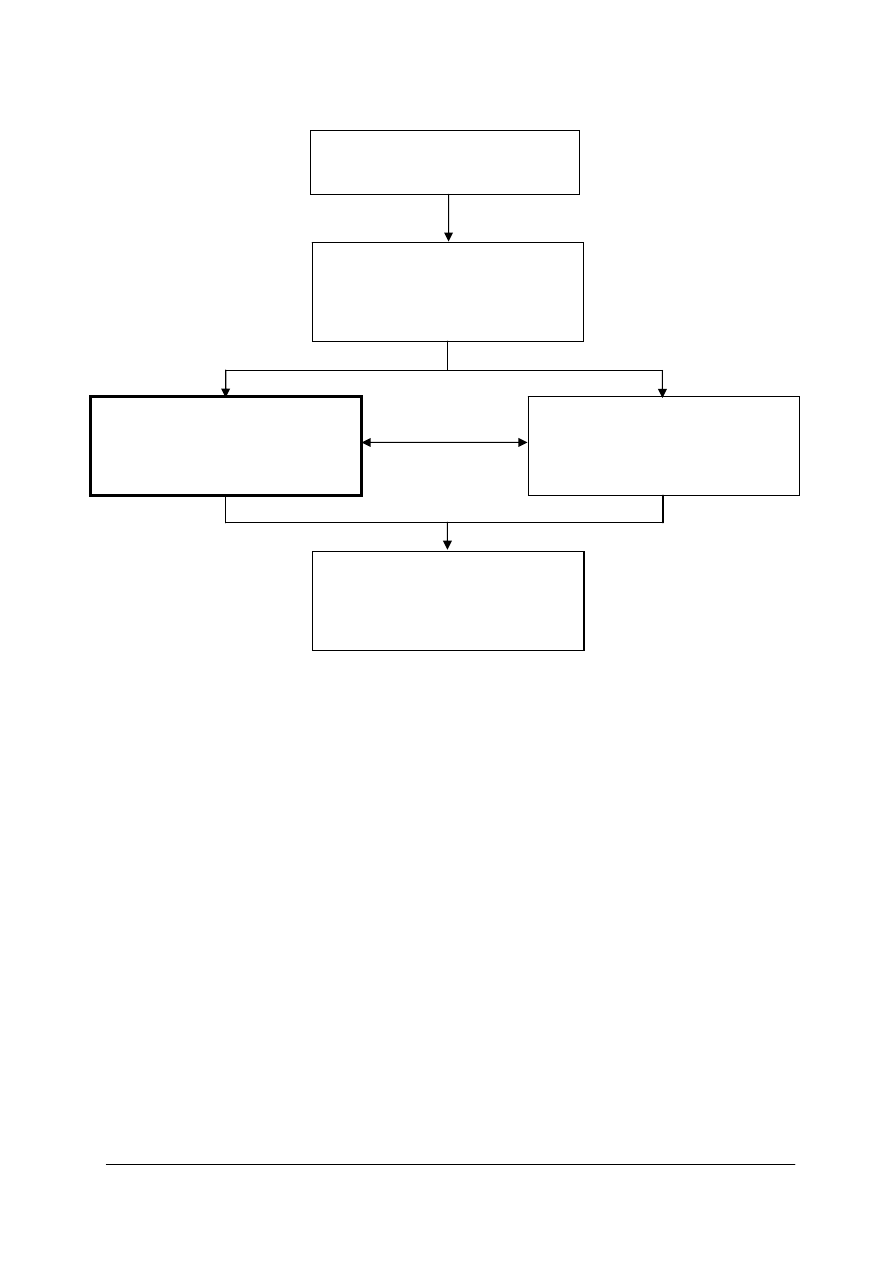
Rys. 1. Próba zginania: a) zwykła, b) obostrzona z karbem, c) obostrzona z otworem [10]
Próbę zginania przeprowadza się na prętach o przekrojach kołowym, kwadratowym lub
prostokątnym. Polega ona na powolnym zginaniu próbki wokół pręta. W niektórych
przypadkach przeprowadza się obostrzoną próbę zginania. W próbie zginania miarą
plastyczności jest wartość kąta, o jaki próbkę można zgiąć bez spowodowania pęknięcia.
Materiały bardzo
plastyczne poddaje się próbie wielokrotnego zginania. Miarą plastyczności
jest liczba określonych przegięć wykonanych do chwili pojawienia się pierwszych pęknięć.
Rys. 2. Próba nawijania drutu [10]
Próbę nawijania stosuje się do drutów o średnicach mniejszych od 6 mm. Określa ona
własności plastyczne drutu oraz pozwala na wykrycie niejednorodności materiału. Ponadto
umożliwia w przypadku drutów emaliowanych określenie w warunkach próby trwałości
nałożonej powłoki. Próba polega na nawinięciu drutu na trzpień o określonej średnicy. Sposób
nawinięcia, liczbę zwojów oraz średnicę trzpienia określa norma.
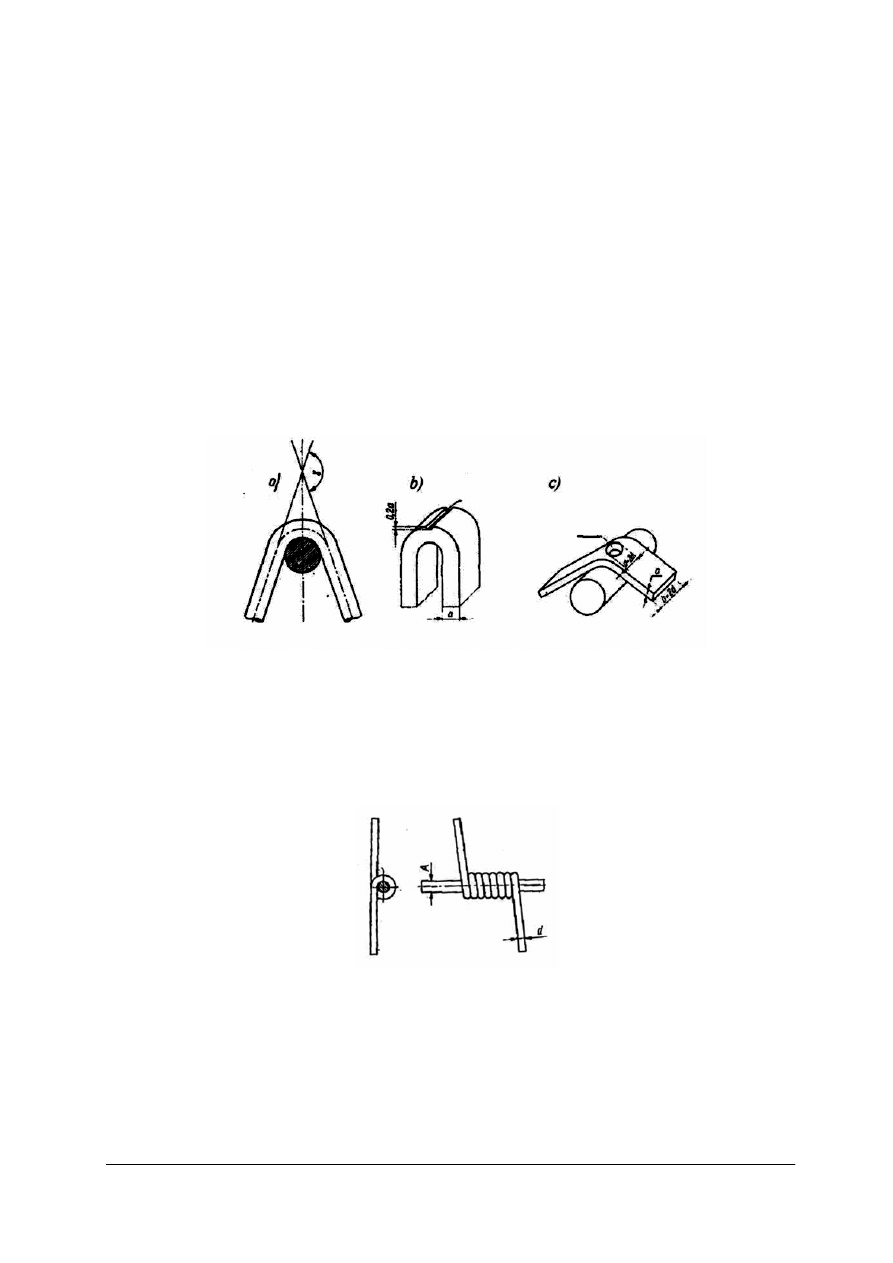
Próba kucia. Próbę kucia można wykonać zależnie od potrzeby jako próbę spęczania, próbę
rozklepywania lub próbę rozbijania. Sposób przeprowadzania tych prób ilustrują rysunki 3, 4, 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Miarą plastyczności w próbie kucia jest stopień odkształcenia uzyskany do chwili pojawienia się
pęknięć materiału.
Rys. 3. Próba rozbijania: 1- trzpień,
2-próbka z otworem [10]
Rys. 4. Próba spęczania [10] Rys.
5.
Próba rozklepywania [10]
Do pomiaru twardości stosuje się najczęściej metody: Brinella, Rockwella, Vickersa, Poldi
i Shore`a. Pomiar twardości metodą Shore`a polega na pomiarze wysokości odbicia się od
powierzchni badanej niewielkiego ciężarka zakończonego twardym wgłębnikiem, który spada na
powierzchnię badaną z odpowiedniej wysokości. Im bardziej materiał jest twardy, tym wyżej
odskoczy ciężarek twardościomierza.
Stopy żelaza z węglem
Podstawowymi stopami stosowanymi w technice są stopy żelaza z węglem. Produktem
wyjściowym, z którego otrzymuje się techniczne stopy żelaza z węglem, jest surówka
otrzymywana w wielkim piecu z rudy żelaza. Stopy żelaza z węglem zawierają również
domieszki pochodzące z procesu metalurgicznego w postaci krzemu, manganu, siarki i fosforu.
Siarka i fosfor są domieszkami szkodliwymi. Zawartość siarki powoduje kruchość stopu na
gorąco, a zawartość fosforu kruchość na zimno oraz pogarsza własności plastyczne i udarność
stopu. Stopy żelaza z węglem dzieli się na surówki, żeliwa i stale.
Otrzymywanie surówek żelaza z rud odbywa się w piecach hutniczych zwanych wielkimi
piecami. Piece te są budowane w kształcie wieży o wysokości do 30 m i średnicy do 8 m.
Surówka, jako stop żelaza z węglem (ponad 2%) i innymi składnikami (Si, Mn, P, S),
otrzymany w wyniku redukcji rudy w wielkim piecu, stanowi materiał wyjściowy do produkcji
stali. Stal otrzymuje się w wyniku przeróbki surówki, a ponieważ stal może zawierać do 2%
węgla, podczas gdy surówka zawiera 3,2÷4,3% węgla, więc głównym celem procesu
otrzymywania stali jest odwęglenie surówki. Surówka zawiera również domieszki w postaci
krzemu, manganu, siarki i fosforu. Podczas przerobu surówki na stal zarówno węgiel, jak
i domieszki ulegają częściowemu wypaleniu. Otrzymana w ten sposób ciekła stal użyta na
odlewy nazywa się staliwem, a odlana we wlewki i przewalcowana na walcarkach, zwanych
zgniataczami, nazywa się stalą.
Stale niestopowe konstrukcyjne ogólnego przeznaczenia
Oznaczenie gatunku stali (wg PN-88/H-84020) składa się z liter (St) oraz liczby
porządkowej: 0, 3, 4, 5, 6 lub 7 (im wyższa liczba, tym większa zawartość węgla). Ponadto:
− gatunki stali o liczbie porządkowej: 0, 3 i 4 oznacza się dodatkowo literą S, np.: StOS, St3S,
St4S, która oznacza przydatność stali do spawania;
− gatunki stali o liczbie porządkowej: 3 i 4 o podwyższonych wymaganiach jakościowych
(o obniżonej zawartości węgla, fosforu i siarki) oznacza się dodatkowo literą V lub W, np.:
St3V, St3W, St4V, St4W;
− litery wprowadzone na końcu oznaczenia stali oznaczają: X - tzw. stal nieuspokojoną, np.:
St3X, St3VX; Y - tzw. stal półuspokojoną, np.: St3Y, St35Y, St3VY, St4VY.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Stale niskostopowe konstrukcyjne do utwardzania powierzchniowego i ulepszania
cieplnego
Oznaczenie gatunku stali składa się z liczb, które mogą być uzupełnione literami. Litera po
liczbach oznacza:
G - o podwyższonej ilości manganu (np.: 15G, 20G);
A- o podwyższonej czystości fosforu i siarki (np.: 09A, 14A, 26A);
rs - o regulowanej zawartości siarki (np.: 14rs, 26rs);
h - o wymaganej hartowności (np.: 36Ah, 46rsh);
H - o podwyższonej twardości;
L - o obniżonej górnej granicy twardości.
Stale konstrukcyjne stopowe
Oznacza sieje za pomocą cyfr i liter. Dwie pierwsze cyfry oznaczają średnią zawartość
węgla w setnych częściach procenta, zaś litery oznaczają pierwiastki stopowe. Cyfry
występujące po literach oznaczających pierwiastki stopowe określają zawartość składnika
stopowego w liczbach całkowitych, gdy jego średnia zawartość przekracza 1,5%. Jeżeli
zawartość procentowa jest niższa róż 1,5%, to po symbolu określającym dany składnik stopowy
nie podaje się cyfr. Przykład oznaczania stali konstrukcyjnych stopowych:
15H - stal chromowa (średnia zawartość węgla 0,15%, zawierającą poniżej 1,5% chromu);
18H2N2 - stal chromowo-niklowa (średnia zawartość węgla 0,18%, zawartość chromu
i niklu po ok. 2%).
Tabela 1. Porównanie stali
Stale węglowe
Stale stopowe
Głównym składnikiem wpływającym na własno-
ści stali jest węgiel
Oprócz węgla, własności stali określają celowo
wprowadzone domieszki jednego lub kilku dodatków
stopowych
Pozostałe składniki (oprócz żelaza) występują w
małych ilościach i są pozostałością procesów
hutniczych
Składniki stopowe są wprowadzane celowo w trakcie
obróbki stali w określonych ilościach
Składnik
Symbol chemiczny
Składnik
Symbol chemiczny
Mangan
Mn
Mangan
Mn
Krzem
Si
Krzem
Si
Chrom
Cr
Chrom
Cr
Nikiel
Ni
Nikiel
Ni
Miedź
Cu
Wolfram
W
Molibden
Mo
Molibden
Mo
Wanad
V
Kobalt
Co
Wyżej wymienione składniki i wzrost procentowy
węgla mają wpływ na:
− wzrost twardości,
− zwiększenie wytrzymałości,
− zwiększenie sprężystości,
− polepszenie własności mechanicznych
Wyżej wymienione dodatki mają wpływ na:
− zwiększenie hartowności,
− uzyskanie lepszych własności
wytrzymałościowych w stanie obrobionym
cieplnie,
− nadanie specjalnych własności fizycznych
i chemicznych
Niżej wymienione składniki występują w małych ilościach i są zanieczyszczeniami (domieszkami
szkodliwymi) w obu rodzajach stali
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Składnik
Symbol chemiczny
Siarka
S
Fosfor
P
Rozpoznawanie rodzajów stali
Próba iskrowa polega na zjawisku zróżnicowanego iskrzenia szlifowanej stali, zależnie od
jej gatunku, tj. składu chemicznego. Iskrzenie jest efektem odrywania się drobnych rozgrzanych
cząsteczek od materiału szlifowanego. Po rozżarzeniu cząsteczki ulegają spaleniu, w czym biorą
udział wszystkie składniki stali, w pierwszym rzędzie węgiel, a następnie dodatki stopowe, które
albo potęgują zjawiska iskrzenia, jak np. krzem, albo powodują charakterystyczne zabarwienie
iskier, jak np. wolfram, lub wreszcie tłumią iskrzenie, jak np. chrom. Skład chemiczny stali ma
zasadniczy wpływ na kształt, barwę, natężenie, jasność i intensywność iskrzenia, przy czym w
próbie iskrowej decydują fragmenty iskier, kształt promieni oraz wygląd rozprysków. Przy
opisie charakterystycznych cech i form iskrzenia należy uwzględnić, że promienie występujące
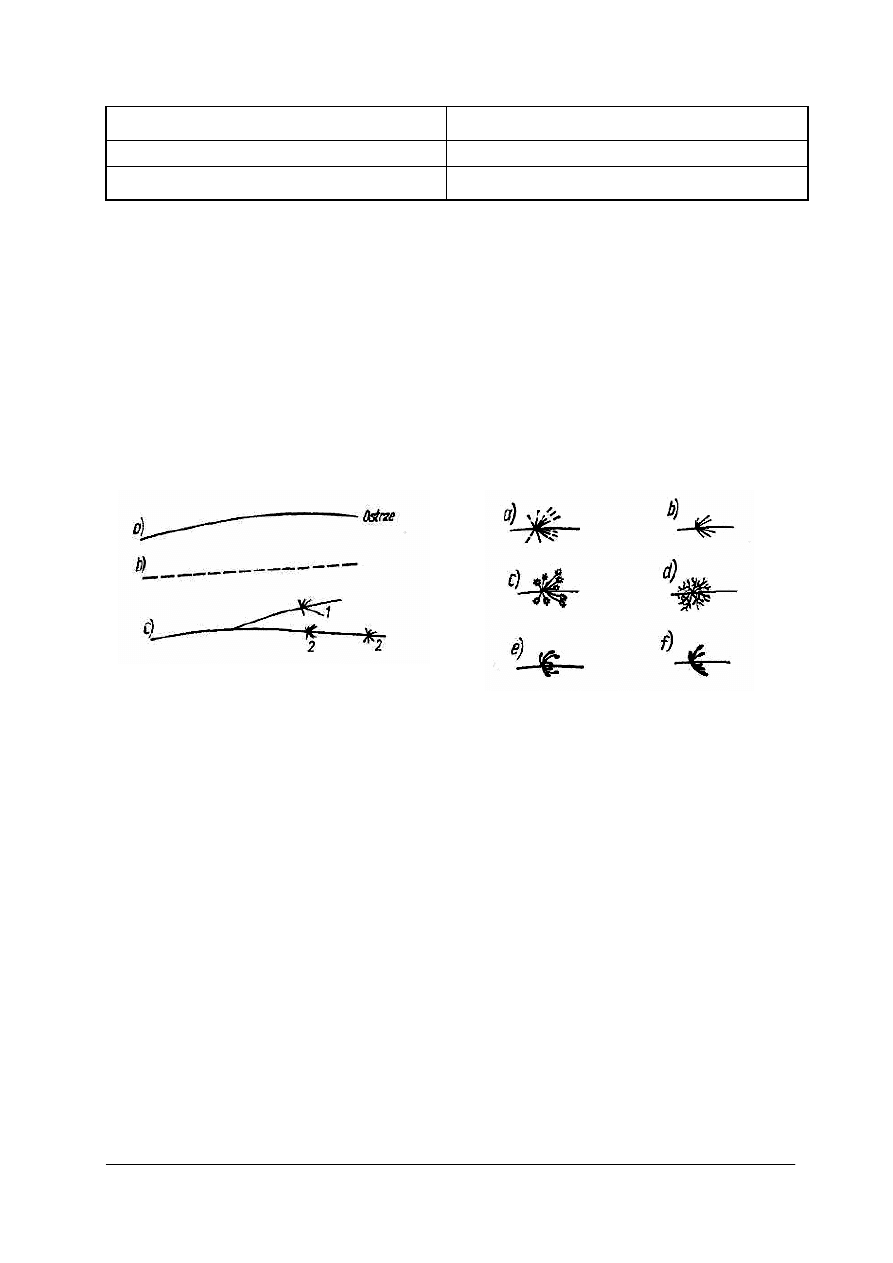
podczas iskrzenia (rys. 6). Rozpryski na końcu i w środku promienia mogą mieć różne kształty
(rys. 7), jak kolce, gałązki, krople i maczugi.
Rys. 6
.
Podstawowe rodzaje iskier: a) z promieniem
ciągłym, b) przerywanym, c) rozgałęzionym [10]
Rys. 7. Rodzaje rozprysków: a) włócznie, b) kolce,
c) kępki. d) gałązki, e) krople, j) maczugi [10]
Poza kształtem iskier należy zwrócić uwagę na ich jasność oraz barwę. Barwa może być
białożółta, pomarańczowa, jasnoczerwona, czerwona, wiśniowa; jednakowa na całej długości
promienia lub zmienna; ciemniejsza na początku, jaśniejsza na końcu promienia.
Pewne zjawiska zachodzące podczas iskrzenia nie są zależne od składu chemicznego stali,
lecz od warunków przeprowadzania próby. Na przykład długość snopu iskier zależy
w pierwszym rzędzie od prędkości obwodowej tarczy i docisku próbki. Poprzednie procesy
obróbkowe badanej stali mają również duży wpływ na wielkość i gęstość snopu iskier - stal
hartowana łatwiej iskrzy aniżeli stal wyżarzona. Wpływ pierwiastków chemicznych, zawartych
w stali, na wygląd iskier przedstawia się następująco:
– Węgiel (C) jest głównym składnikiem powodującym rozpryski, gdyż spalając się na
dwutlenek węgla rozsadza oderwaną cząsteczkę, dając charakterystyczne efekty świetlne.
Im więcej jest węgla, tym liczniejsze są iskry. Dlatego wzrastająca zawartość węgla do
0,8% powoduje coraz bogatsze zjawisko iskrzenia: rozpryski, począwszy od włóczni,
przechodzą w kolce, a nawet w gałązki. Początkowo promienie są cienkie, czerwone; przy
wzrastającej zawartości węgla stają się coraz grubsze, żółtawe i biało-żółte. Przy zawartości
węgla powyżej 0,8% iskrzenie jest uboższe na skutek występowania węgla związanego
w ziarnach cementytu, który z trudnością ulega spaleniu. Przy takiej zawartości węgla
analiza iskrowa jest utrudniona.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
– Pierwiastki węglikotwórcze, występując w dużej ilości, znacznie zmniejszają, a nawet
zupełnie tłumią rozpryski; otrzymuje się wówczas spokojny, zupełnie gładki snop iskier (np.
przy szlifowaniu stali szybkotnących kwasoodpornych itp.).
– Wolfram (W) daje charakterystyczne, przerywane promienie o barwie ciemnoczerwonej,
a rozpryski nieliczne, ale bardzo wyraźnie kroplowate. Przy średnich zawartościach
wolframu występuje zakończenie promieni w kształcie oryginalnego szerokiego ostrza
włóczni. W stalach wolframowych o zawartościach węgla powyżej 0,8% występują
charakterystyczne rozpryski igiełkowe z końcówkami w formie maczug.
– Chrom (Cr) w większych ilościach powoduje bardzo znaczne tłumienie iskrzenia, krótki
i mało efektywny snop. Przy małych zawartościach Cr (poniżej 1%) próba iskrowa jest mało
dokładna,
– Nikiel (Ni) jest bardzo trudny do rozpoznania. Jego obecności towarzyszy wprawdzie pewne
zgrubienie biało świecące na przedłużonym ostrzu promienia, jednak uchwycenie tego
zjawiska jest nadzwyczaj trudne i sprawia nawet doświadczonemu rzemieślnikowi znaczne
trudności.
– Molibden (Mo) jest stosunkowo łatwo rozpoznawalny, począwszy bowiem od 0,l%
zawartości powoduje charakterystyczne oderwanie końca włóczni.
– Mangan (Mn) daje zakończenie kolców rozprysku w postaci wachlarzyka.
– Krzem (Si) w stalach węglowych powoduje intensywne iskrzenie o jasnej barwie; w stalach
krzemowych (o zawartości Si powyżej 1%) występują jasne klinowe zgrubienia, kończące
się rozpryskiem.
Tabela 2. Klasyfikacja i znakowanie stali
Grupa
stali
Barwa
Gatunek stali
Zastosowanie
I
Czerwona Stale węglowe konstrukcyjne zwykłej jakości nity. śruby, sworznie, haki, wały
pędne osie
II
Brązowa Stale węglowe konstrukcyjne wyższej jakości czopy, łańcuchy, sworznie, wały, osie.
tuleje, korbowody
III
Zielona
Stale niskostopowe konstrukcyjne oraz stale
zwykłej jakości
do produkcji rur
IV
Żółta
Stale sprężynowe
walce, płyty do pras, sprężyny, druty
do linek
V
Biała
Stale stopowe konstrukcyjne do nawęglania i
azotowania
wały rozrządu, sworznie, koła zębate
ślimacznice
VI
Niebieska Stale stopowe konstrukcyjne do ulepszania
cieplnego
koła zębate, części konstrukcyjne do
ulepszania cieplnego
VII
Czarna
Stale narzędziowe
wiertła, frezy, noże do tworzyw
sztucznych
VIII
Fioletowa Stale stopowe o szczególnych
właściwościach
sprężyny zwijane, sprężyny talerzowe
Żeliwo i jego podział
Żeliwo jest stopem żelaza z węglem, który zawiera większą zawartość węgla niż stal
(tj. 2 do 3,6%) oraz domieszki: krzemu, manganu, fosforu i siarki. Węgiel w żeliwie może
występować w postaci grafitu (węgiel niezwiązany) lub cementytu (związku chemicznego
z żelazem). Żeliwo stosuje się w przemyśle do wytwarzania metodą odlewania różnych części
maszyn i urządzeń. Odznacza się zdolnością do tłumienia drgań, dobrą obrabialnością, dużą
wytrzymałością i odpornością na ścieranie.
Żeliwo białe ma przełom biały, ze względu na występujący w nim węgiel w postaci
cementytu. Jest twarde, kruche i nie nadaje się do obróbki skrawaniem. Znalazło zastosowanie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
przy wytwarzaniu klocków hamulcowych, walców drogowych oraz jako produkt wyjściowy do
otrzymywania żeliwa ciągliwego.
Żeliwo szare ma przełom szary ze względu na występujący w nim węgiel w postaci grafitu.
Odznacza się dobrymi własnościami odlewniczymi, dużą wytrzymałością na ściskanie
i rozciąganie, małą udarnością i minimalną wytrzymałością na skręcanie i zginanie.
W oznaczeniu żeliwa szarego, np. ZL300:
− symbol ZL - oznacza żeliwo;
− cyfra 300 - oznacza minimalną wytrzymałość na rozciąganie (Rm
min
= 300 MPa).
Żeliwo ciągliwe jest otrzymywane z żeliwa białego, a gatunki i rodzaje określono w normie
PN-92/H-83221, wg której rozróżnia się żeliwo:
− białe (o symbolu literowym W), np.: W 35-04;
− czarne (o symbolu literowym B) np.: B 35-10;
− perlityczne (o symbolu literowym P), np.: P 80-01.
Żeliwo to ma własności zbliżone do stali i odznacza się dużą wytrzymałością na rozciąganie,
twardością oraz dobrą plastycznością.
Żeliwo modyfikowane w porównaniu z żeliwem szarym ma większą odporność na
ścieranie i korozję, wytrzymałość na rozciąganie i zginanie oraz dużą twardość. Nadaje się do
obróbki skrawaniem i ma dobre własności odlewnicze.
Żeliwo sferoidalne ma dużą wytrzymałość na rozciąganie i twardość (zbliżoną do stali).
Jego gatunki i klasyfikację określono w normie PN-92/H-83123.
Żeliwo stopowe uzyskuje się dodając do żeliwa dodatki chromu, niklu, krzemu, aluminium,
molibdenu, magnezu, miedzi, tytanu i wanadu. Charakteryzują je następujące własności:
odporność na korozję, wysoką temperaturę, ścieranie oraz działanie różnych kwasów
i czynników chemicznych. Według normy rozróżnia się następujące gatunki żeliwa stopowego:
− żaroodporne, np.: ZL Cr 0,8, ZL Al 4 Cr 2,2;
− odporne na korozję, np.: ZL Ni 15 Cu 6 Cr 2;
− odporne na ścieranie, np.: ZL Mn 10, ZL Ni.
Oznaczenie zawiera nazwę, skład chemiczny i średnią zawartość pierwiastka, np.:
− ZL Cr 0,8 (ZL - żeliwo; Cr - chrom; 0,8 - 0,8% chromu);
− ZL Ni 15 Cu 6 Cr 2 (ZL - żeliwo; Ni - nikiel; 15-15% niklu; Cu - miedź; 6-6% miedzi;
Cr - chrom; 2-2% chromu).
Staliwo
Staliwem nazywa się stal o zawartości węgla od 0,1 do 0,25%, nie poddaną obróbce
plastycznej i odlaną w formy odlewnicze. Rozróżnia się staliwo węglowe i stopowe. Staliwo
węglowe konstrukcyjne w zależności od wymaganych własności, dzieli się na 8 gatunków
różniących się między sobą wytrzymałością, udarnością i zawartością poszczególnych
pierwiastków. Gatunek staliwa określa znak, który składa się z litery, z trzycyfrowej liczby
określającej wymaganą minimalną wartość wytrzymałości na rozciąganie oraz czasami litery
W oznaczającej ograniczony skład chemiczny mający wpływ na jednolitą spawalność.
Staliwo stopowe konstrukcyjne zawiera 0,15÷0,4% węgla oraz dodatki stopowe:
0,40÷1,60% manganu, 0,20÷0,80% krzemu, 0,30÷1,40%, chromu, 0,30÷0,80% niklu,
0,20÷0,60% molibdenu i 0,15÷0,30% wanadu. Znak staliwa składa się z litery L, liczby
określającej średnią zawartość węgla oraz litery oznaczającej pierwiastki stopowe wg
malejących zawartości procentowych składnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
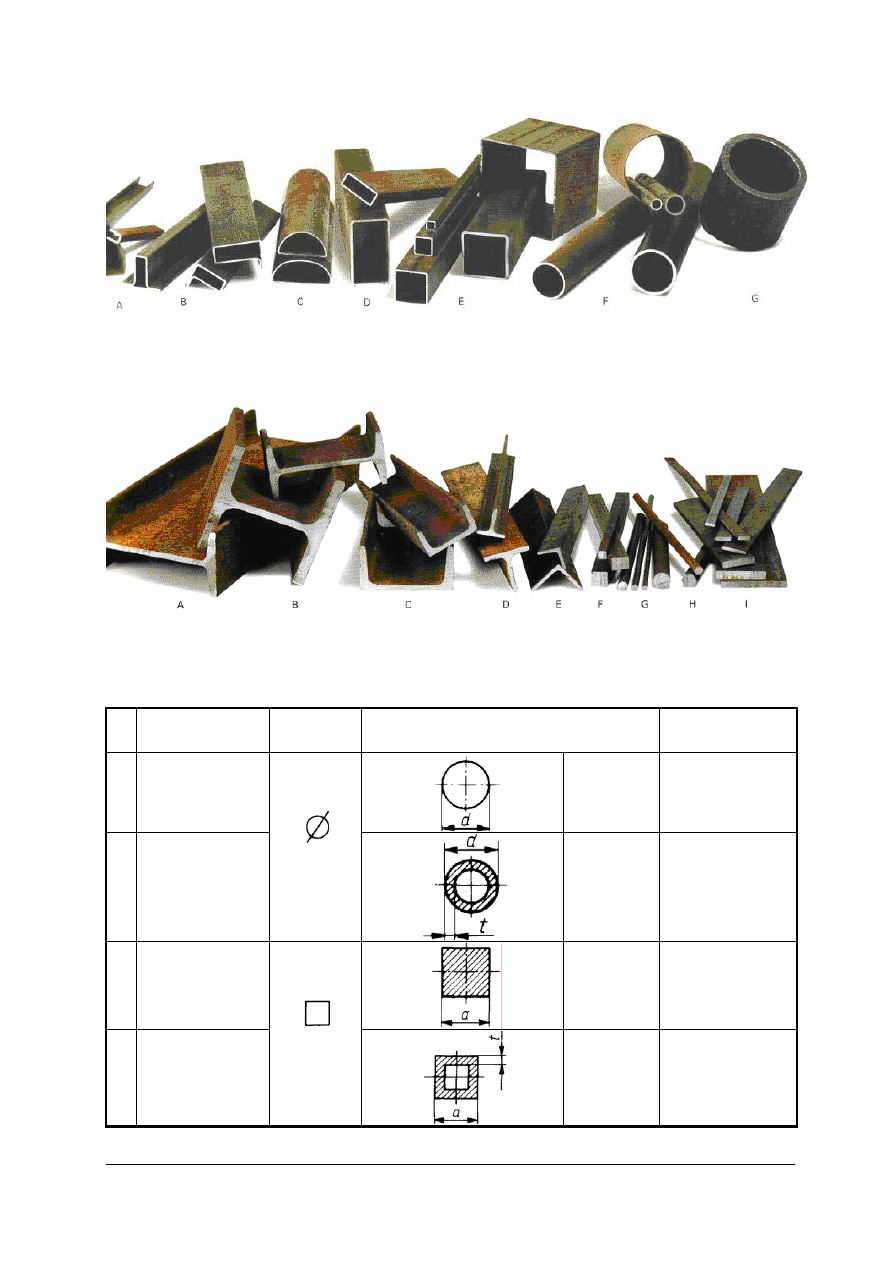
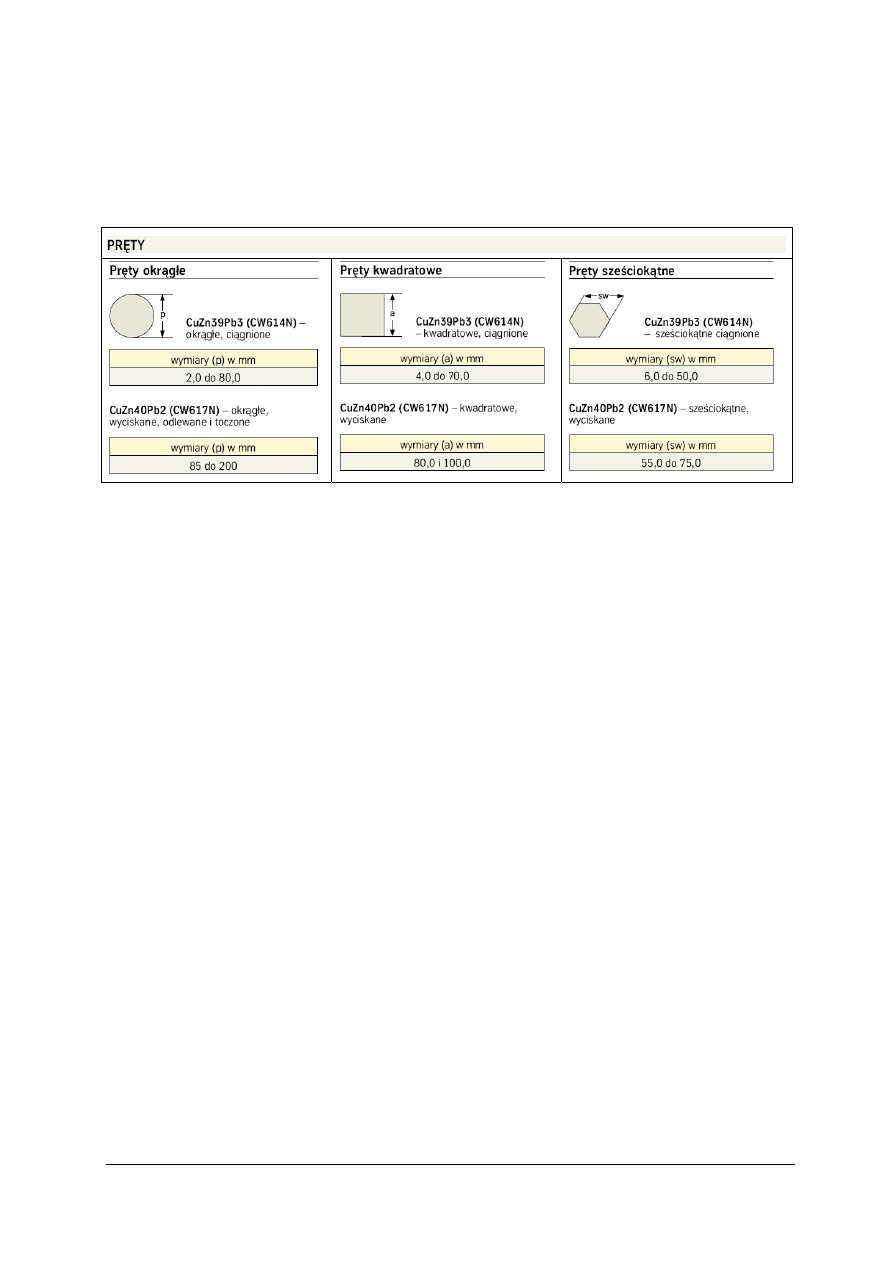
Rys. 8. Różne rodzaje profili kształtowanych na zimno z cienkiej blachy o różnej grubości: otwarte o jednakowych
skrzydełkach, często stosowane do produkcji prowadnic do żaluzji (A), profile stosowane do konstrukcji ram
i drzwi (B), profile używane do wykonywania balustrad (C), profile prostokątne (D), profile kwadratowe (E), profile
okrągłe (F), profile wyprodukowane w wyniku perforacji na gorąco (G) [1, s. 25]
Rys. 9. Różne kształty profili otrzymanych przez walcowanie na gorąco: dwuteowniki (A) i (B), ceowniki (C),
teowniki (D), kątowniki równoramienne (E), pręty kwadratowe (F), okrągłe (G), heksagonalne (H), płaskowniki (I)
[1, s. 25]
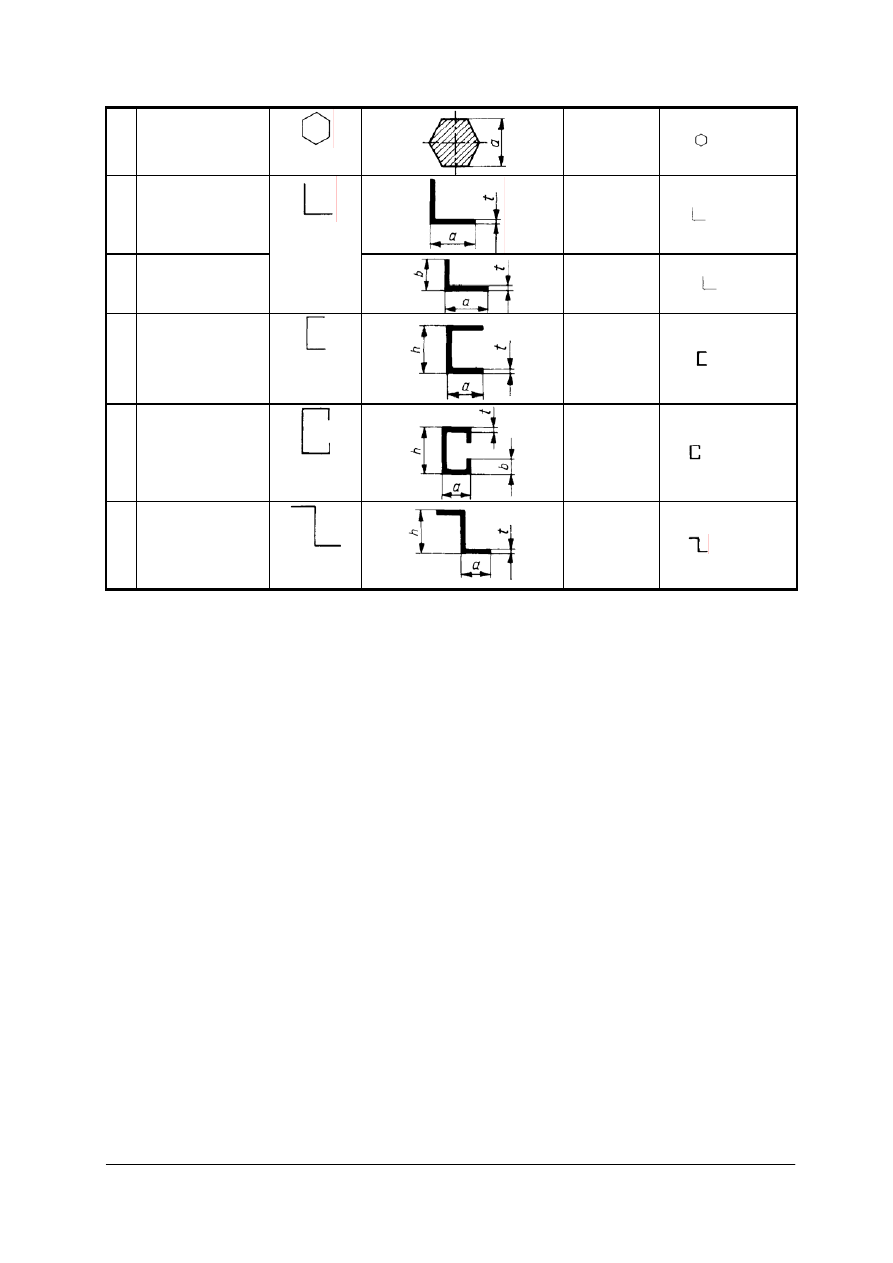
Tabela 3. Wymiarowanie i oznaczanie kształtowników [3, s. 140]
Lp.
Rodzaj przekroju
pręta
Symbol
graficzny
Charakterystyczne wymiary
Przykład
wymiarowania
1 Przekrój okrągły
pełny
d
Ø50-100
2 Rura
d
x
t
Ø 30x2 -300
3 Przekrój
kwadratowy pełny
a
20-65
4 Przekrój
kwadratowy
zamknięty
a
x
t
24
x
1 -1000
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
5 Przekrój
sześciokątny pełny
a
14 -136
6 Kątownik
równoramienny
a
x
t
50
x
4-200
7 Kątownik
nierównoramienny
a
x
b
x
t
80
x
50
x
7
8 Ceownik
równoramienny
h
x
a
x
t
40
x
20
x
5
9 Ceownik
półzamknięty
h
x
a
x
b
x
t
60
x
30
x
6
x
3
10 Zetownik
h
x
a
x
t
100
x
30
x
5
Miedź i jej stopy
Miedź jest metalem o barwie czerwonozłotej. Jest odporna na korozję, plastyczna i dobrze
przewodzi ciepło i prąd elektryczny. Miedź można obrabiać plastycznie na zimno lub na gorąco
w temperaturze ok. 700°C. Miedź stosuje się na przewody elektryczne, elementy chłodnic
i innych urządzeń w przemyśle spożywczym i chemicznym oraz jako składnik stopów. Niskie
własności wytrzymałościowe czystej miedzi ograniczały jej zastosowanie i dlatego rozpoczęto
wprowadzanie do miedzi różnych składników stopowych.
Miedź stopowa zawiera niewielkie ilości składników stopowych w ilości nie przekraczającej
3%. Miedź arsenowa zawiera 0,3÷0,5% As; jest stosowana na części aparatury chemicznej
i innych urządzeń. Jest ona odporna na utlenianie w podwyższonej temperaturze. Miedź
chromowa zawierająca 0,4÷2% Cr i do 0,5 Zn jest używana na elektrody do zgrzewarek. Miedź
kadmowa zawiera 0,9÷1,2% Cd i jest używana na przewody trakcji elektrycznej. Oprócz wyżej
wymienionych gatunków miedzi stopowej stosuje się też miedź srebrową, manganową, cynową,
cynkową i telurową.
Znak miedzi stopowej jest określony symbolem miedzi, następnie symbolem składnika
stopowego i liczbą określającą zawartość procentową składnika stopowego, np. symbol gatunku
CuAg2 oznacza miedź srebrową o zawartości 1,85÷2,15% Ag.
Stopy miedzi znajdują bardzo duże zastosowanie. Do najważniejszych stopów miedzi należy
zaliczyć mosiądze i brązy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 10. Profile z miedzi (po prawej) i mosiądzu [1, s. 24]
Mosiądz jest to stop miedzi z cynkiem zawierającym 46,5÷97% miedzi. Mosiądze specjalne
zawierają (oprócz miedzi i cynku) mangan, ołów, żelazo, aluminium, krzem, nikiel i cynę.
Mosiądz jest odporny na korozję, ma dobre własności plastyczne i odlewnicze oraz odznacza się
dobrą skrawalnością.
Mosiądze dzieli się na odlewnicze i do obróbki plastycznej. Mosiądze odlewnicze są
stopami wieloskładnikowymi i zawierają: ołów do 4%, mangan do 4%, aluminium do 3%,
żelazo do 1,5% i krzem do 4,5%. Ołów i krzem poprawiają lejność, a aluminium, mangan
i żelazo podwyższają własności wytrzymałościowe. Aluminium i krzem podwyższają odporność
na korozję i dlatego mosiądze aluminiowe i krzemowe są stosowane na odlewy części, które
powinny być odporne na korozję i ścieranie.
Mosiądze do obróbki plastycznej są stosowane w postaci odkuwek, prętów, kształtowników,
drutów, blach, rur i taśm. Mosiądze dwuskładnikowe, czyli bez dodatków stopowych, mają dużą
podatność do obróbki plastycznej, szczególnie na zimno.
Brązy dzieli się na odlewnicze i do obróbki plastycznej. W zależności od nazwy głównego
składnika stopowego rozróżnia się brązy: cynowe, aluminiowe, berylowe, krzemowe,
manganowe i inne, lecz zazwyczaj, gdy brązy są stopami wieloskładnikowymi to i nazwy ich są
bardziej złożone (np. brąz krzemowo-cynkowo-manganowy).
Brązy odlewnicze są przeważnie wieloskładnikowe i zawierają: cynę do 11%, ołów do 33%,
aluminium do 11%, krzem do 4,5%, cynk do 7%, mangan do 2%, żelazo do 5,5%, nikiel do
5,5% i fosfor do 1,5%.
Brązy do obróbki plastycznej zawierają: mangan do 5,5%, aluminium do 11%, cynę do 7%,
krzem do 3,5%, nikiel do 6,5%, beryl do 8,6%, fosfor do 0,3%, cynk do 5%, ołów do 3,5%
i żelazo do 5,5%. W brązach do obróbki plastycznej stosuje się mniejsze ilości dodatków
stopowych niż w brązach odlewniczych w celu uzyskania lepszych własności plastycznych
stopów.
Aluminium i jego stopy
Aluminium jest pierwiastkiem o barwie srebrzystobiałej. Jest metalem odpornym na korozję
oraz dobrym przewodnikiem prądu elektrycznego i ciepła. Zastosowanie aluminium w stanie
czystym jest ograniczone, głównie ze względu na niską wytrzymałość. Czyste aluminium jest
stosowane na przewody elektryczne, do wyrobu folii, proszków do platerowania naczyń, do
wyrobu farb i jako składnik stopów. Dużo większe zastosowanie mają stopy aluminium, które ze
względu na małą gęstość są nazywane stopami lekkimi.
Najczęściej stosowanymi dodatkami stopowymi są: miedź, krzem, magnez, mangan, nikiel
i cynk. Dodatki stopowe zwiększają przede wszystkim wytrzymałość, odporność na korozję
i polepszają obrabialność. Stopy aluminium dzieli się na odlewnicze i do obróbki plastycznej.
Głównymi składnikami odlewniczych stopów aluminium są: krzem, miedź, magnez,
a ponadto w niektórych stopach występują jeszcze mangan, nikiel i tytan. Największe

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
zastosowanie mają stopy aluminiowe o dużej zawartości krzemu. Stopy aluminium zawierające
10÷13% krzemu noszą nazwę siluminów.
Stopy aluminium do obróbki plastycznej zawierają procentowo mniejsze zawartości
dodatków stopowych niż stopy odlewnicze aluminium. Głównymi składnikami stopów
aluminium do obróbki plastycznej są: magnez, miedź, mangan, krzem, i w mniejszym stopniu
także nikiel, żelazo, cynk, chrom i tytan.
Stopy aluminium z miedzią i magnezem oraz częściowo również z manganem i krzemem
charakteryzują się dużym oporem plastycznym przy obróbce na zimno i na gorąco. Stopy te są
przede wszystkim używane na konstrukcje lotnicze. Duże zastosowanie przemysłowe znalazły
wieloskładnikowe stopy zwane duralami.
Magnez i jego stopy
Magnez jest metalem bardzo lekkim o niskich własnościach mechanicznych i dużej
aktywności chemicznej. Ze względu na te własności jest stosowany w technice przede
wszystkim w postaci stopów.
Stopy magnezu dzieli się na odlewnicze i do obróbki plastycznej. Głównym składnikiem
stopów magnezu jest aluminium, którego zawartość w stopach odlewniczych może dochodzić do
10%, a w stopach do obróbki plastycznej do 9%. Stopy magnezu zawierają jeszcze cynk do
5,5%, mangan do 2,5%, a także cer i cyrkon. Stopy magnezu z aluminium i cynkiem noszą
nazwę elektronów.
Stopy odlewnicze magnezu są stosowane na odlewy wykonywane przeważnie pod
ciśnieniem. Stopy są stosowane na odlewy części lotniczych silnie obciążone, części silników,
agregatów oraz aparatów fotograficznych i maszyn do pisania.
Stopy do obróbki plastycznej wykazują większą przydatność do obróbki plastycznej na
gorące niż na zimno. Obróbka plastyczna na gorąco zależnie od stopu odbywa się
w temperaturze 230÷450°C.
Cynk i jego stopy
Cynk jest metalem o dobrych własnościach plastycznych, małej wytrzymałości na
rozciąganie i niskiej temperaturze topnienia. Cynk stosuje się głównie na przeciwkorozyjne
powłoki ochronne głównie blach i drutów.
Głównymi składnikami stopów cynku są: aluminium, miedź i niekiedy mangan. Większość
stopów cynku może być stosowana do odlewania i do obróbki plastycznej. Stopy zawierające
powyżej 5,4% aluminium są stopami wyłącznie odlewniczymi.
Stopy cynku znane są pod nazwą znal. Można je łatwo spawać i hartować oraz obrabiać. Znale
po obróbce plastycznej mają dobrą wytrzymałość i plastyczność.
Cyna i jej stopy
Własności mechaniczne czystej cyny są tak niskie, że nie nadaje się jako materiał
konstrukcyjny. Folia cynowa ma duże zastosowanie do pakowania produktów żywnościowych.
Cynę stosuje się do cynowania puszek do konserw, a największe zastosowanie znalazła jako
dodatek stopowy. Stopy cyny dzieli się na odlewnicze i do obróbki plastycznej. Stopy do
obróbki plastycznej są stosowane głównie na folie.
Ołów i jego stopy
Ołów ma bardzo małą wytrzymałość i bardzo dobre własności plastyczne. Jest odporny na
działanie niektórych środowisk chemicznych, jak kwas siarkowy. Istnieje szereg gatunków
ołowiu różniących się między sobą ilością zanieczyszczeń srebrem, arsenem, antymonem, cyną,
żelazem, miedzią, cynkiem i bizmutem. Ołów łatwo obrabia się plastycznie na zimno, dobrze się
skrawa i daje się łatwo lutować oraz spawać.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Stopy ołowiu znalazły szerokie zastosowanie w elektrotechnice, przemyśle chemicznym na
spoiwa do lutowania jako stopy drukarskie i jako stopy łożyskowe. Podstawowymi składnikami
stopów ołowiu są: antymon, cyna, miedź i niekiedy arsen. Stopy ołowiu z antymonem i niekiedy
dodatkiem cyny i arsenu noszą nazwę ołowiu twardego; zawierają one 0,15÷10% antymonu. Są
one stosowane na powłoki kabli, podkładki, uszczelki, rury, blachy, elementy aparatury
chemicznej, anody do galwanizacji, folie, akumulatory, odlewy pomp kwasoodpornych, śrut
i stopy drukarskie. Stopy łożyskowe są stosowane na łożyska ślizgowe. Są to stopy ołowiu, cyny
i antymonu z dodatkiem miedzi i niekiedy arsenu, kadmu, niklu, chromu, a nawet telluru.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje właściwości metali i ich stopów?
2. Jaka jest różnica pomiędzy stalą a staliwem?
3. Jakie są podstawowe metody badań materiałów?
4. Podaj różnice pomiędzy stalą stopową i węglową.
5. Co oznaczają zapisy St3V i 15H?
6. Jaki jest podział żeliw?
7. Czy potrafisz wymienić rodzaje profili kształtowanych na zimno i na gorąco?
8. Na czym polega próba iskrowa przy rozpoznawaniu różnych stali??
9. Jakie jest zastosowanie metali nieżelaznych i ich stopów w kowalstwie?
4.1.3. Ćwiczenia
Ćwiczenie 1
Do magazynu dostarczono pręty stalowe z materiału 18G2A oraz rury stalowe z materiału
15HM. Posługując się katalogiem zapisz w zeszycie przedmiotowym skład chemiczny
i właściwości mechaniczne tych materiałów. Do jakiego gatunku stali można zaliczyć
wymienione materiały.
Tabela do ćwiczenia 1 [9]
Norma
Gatunek
C (%)
Mn(%)
P max
(%)
S max
(%)
Si (%)
Cr(%)
Ni(%)
Cu max
(%)
Mo(%)
PN-80/H-
74219
R35
0,07–0,16 0,40–0,75 0,040 0,040 0,12–0,35
0,25
PN-80/H-
74219
R45
0,16–0,22 0,60–1,20 0,040 0,040 0,12–0,35
0,30
PN-80/H-
74219
R55
0,32–0,40 0,60–0,85 0,045
0,045 0,20–0,35
PN-80/H-
74219
R65
0,45–0,62 0,60–0,85 0,045
0,045 0,20–0,35
PN-80/H-
74219
18G2A
max 0,20
1,00–1,50 0,040
0,040
0,20–0,55
max 0,30 0,30
PN-H-
74252
K10
max 0,17
min 0,40
0,045
0,045
0,10–0,35 max 0,20 max 0,35
PN-H-
74252
K18
0,16–0,22 min 0,60
0,045
0,045
0,10–0,35 max 0,20 max 0,35
PN-H-
74252
16M
0,12–0,20 0,50–0,80 0,040 0,040 0,15–0,35 max
0,30 max
0,35
0,25-0,35
PN-H-
74252
15HM
0,10–0,18 0,40–0,70 0,040 0,040 0,15–0,35 0,7–1,00 max
0,35
0,40-0,55
PN-H-
74252
10H2M
0,08–0,15 0,40–0,60 0,030 0,030 0,15–0,50 2,00–2,50 max
0,30
0,90-1,10
PN-H-
74252
13HMF
0,10–0,18 0,40–0,70 0,040 0,040 0,15–0,35 0,30–0,60 max
0,30
0,50-0,65
PN-H-
74252
20H12M1F 0,17–0,23
0,40–0,80
0,035
0,035
0,10–0,50 11,0–12,5 0,30–0,80
0,80-1,20
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Norma Gatunek
Min.
granica
plastyczności Re (MPa)
min
Wytrzymałość na
rozciąganie Rm (MPa)
Wydłużenie przy
zerwaniu A
5
min (%)
PN-80/H-74219 R35
235
345
25
PN-80/H-74219 R45
255
440
21
PN-80/H-74219 R55
295
540
17
PN-80/H-74219 R65
380
640
16
PN-80/H-74219 18G2A
350
510
22
PN-H-74252 K10
235
360-480
25/23
PN-H-74252 K18
255
440-540
21/19
PN-H-74252 16M
285
450-600
22/20
PN-H-74252 15HM
295
440-590
22/20
PN-H-74252 10H2M
265
450-600
20/18
PN-H-74252 13HMF
365
490-690
20/28
PN-H-74252 20H12M1F
490
690-840
17/14
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapisać w zeszycie przedmiotowym skład chemiczny oraz właściwości mechaniczne stali,
3) przyporządkować gatunki stali,
4) uzasadnić przyjęte rozwiązanie.
Wyposażenie stanowiska pracy:
−
katalog wyrobów metalowych,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Na stanowisko kowalskie dostarczono materiały stalowe różnych gatunków. Zmierz
twardość dostarczonych materiałów. Do pomiaru twardości wykorzystaj twardościomierz
Brinella.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przeprowadzić pomiar twardości,
3) zmierzyć średnicę odcisku,
4) odczytać z tablic twardość materiału,
5) porównać wyniki,
6) omówić sposób rozwiązania.
Wyposażenie stanowiska pracy:
−
twardościomierz Brinella,
−
mikroskop pomiarowy lub lupa Brinella,
−
tablice twardości,
−
instrukcja obsługi twardościomierza,
−
katalog wyrobów metalowych,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Ćwiczenie 3
W katalogu przedstawiono kształtowniki wykonane z różnych materiałów. Wypisz
w zeszycie przedmiotowym rodzaje wyrobów oraz materiały, z których zostały wykonane. Jaki
jest skład chemiczny tych materiałów?
Tabela do ćwiczenia 3 [9]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) opisać w zeszycie przedmiotowym rodzaje wyrobów oraz materiały, z których zostały
wykonane,
3) omówić sposób rozwiązania.
Wyposażenie stanowiska pracy:
−
katalog wyrobów metalowych,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 4
Wyznaczanie przybliżonej zawartości węgla i dodatków stopowych stali na podstawie próby
iskrowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) sprawdzić stan szlifierki, w szczególności pod względem bezpieczeństwa,
2) zabezpieczyć oczy za pomocą okularów ochronnych,
3) włączyć szlifierkę i przeprowadzić iskrzenie próbek wzorcowych (zaczynając od próbek
stali o małej zawartości węgla),
4) porównać iskry z odpowiednimi rysunkami,
5) przeprowadzić próbę iskrową próbek o nieznanym składzie chemicznym,
6) określić na podstawie próby iskrowej składniki stopowe stali,
7) wyłączyć szlifierkę,
8) omówić sposób rozwiązania.
Wyposażenie stanowiska pracy:
−
szlifierka stała,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
−
komplet ściernic,
−
okulary ochronne,
−
instrukcja obsługi szlifierki,
−
komplet wzorców stali o znanym składzie chemicznym,
−
próbki stali o nieznanym składzie chemicznym,
−
kolorowe rysunki iskier,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
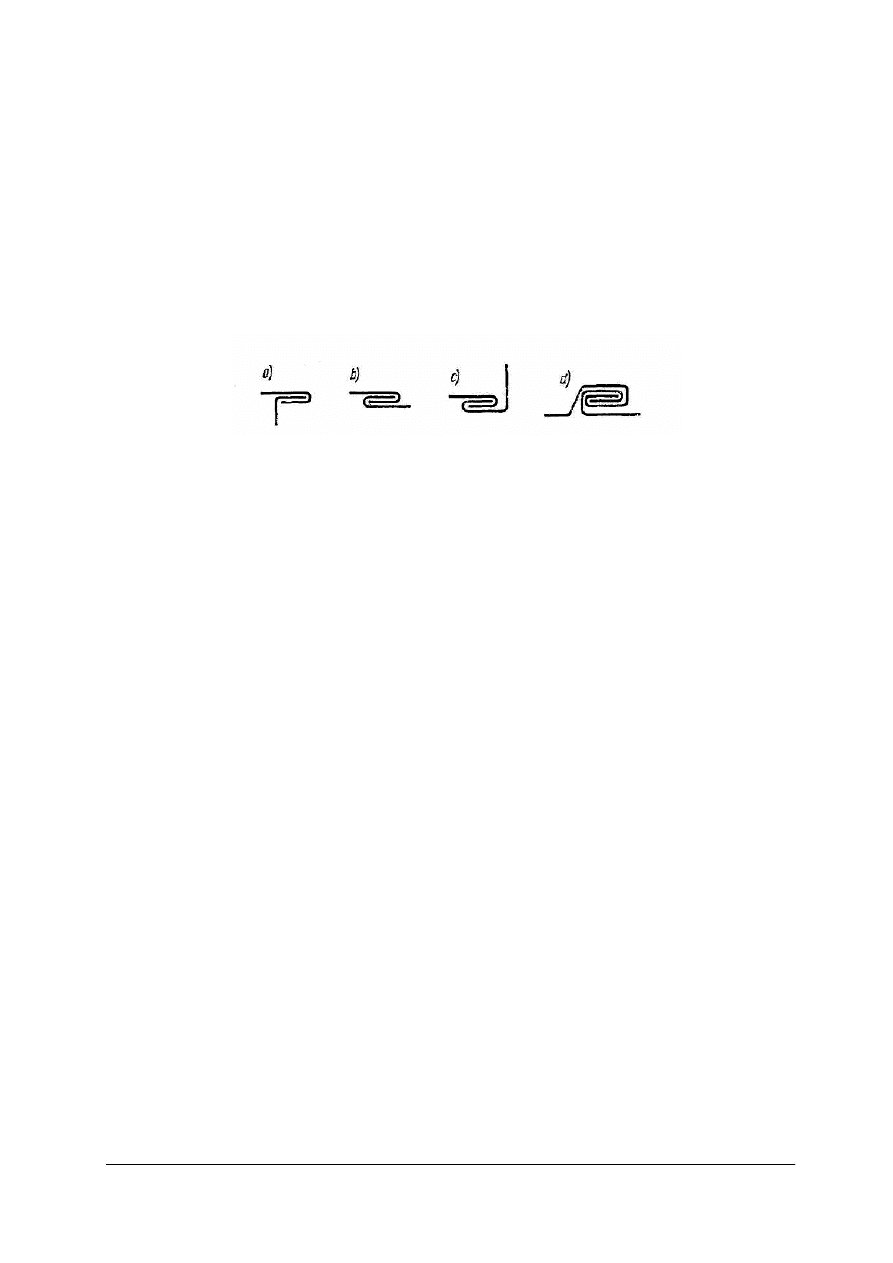
Ćwiczenie 5
Określ przydatność blachy na odkształcenia. W tym celu wykorzystaj próbę technologiczną
podwójnego zginania.
Rysunek do ćwiczenia 5: Próba zawijania blach: a), b) c), d) kolejne etapy zawijania [10]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować stanowisko pracy,
2) wykonać zgięcie według rysunku,
3) określić podatność blachy na odkształcenia,
4) omówić sposób rozwiązania.
Wyposażenie stanowiska pracy:
−
trzy próbki blachy o wymiarach 200x200x0,8 mm o krawędziach do siebie prostopadłych,
−
trzpień walcowy o średnicy 10 mm,
−
narzędzia kowalskie,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 6
Określ własności plastyczne, niejednorodność materiału, jakość nałożonej powłoki
ochronnej oraz wykryj wady powierzchniowe. W tym celu wykorzystaj próbę nawijania drutu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować stanowisko pracy,
2) umocować w uchwycie tokarki trzpień do nawijania drutu,
3) ustawić tokarkę na minimalną prędkość obrotową,
4) włączyć tokarkę i nawinąć 5÷10 zwojów drutu,
5) wyłączyć tokarkę,
6) podać wnioski.
Wyposażenie stanowiska pracy:
−
trzpień do nawijania drutu,
−
tokarka,
−
drut do nawijania,
−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.1.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) rozpoznać
metale
i
ich
stopy?
2) określić właściwości metali i ich stopów?
3) przeprowadzić badania własności metali i ich stopów?
4) odczytać oznaczanie stopów żelaza z węglem?
5) odczytać oznaczanie metali nieżelaznych i ich stopów?
6) rozpoznać podstawowe rodzaje półwyrobów hutniczych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.2. Materiały niemetalowe
4.2.1. Materiał nauczania
Tworzywa sztuczne są to wielkocząsteczkowe materiały organiczne, przeważnie
o skomplikowanej budowie chemicznej, którym w określonych warunkach, tzn. przy
odpowiedniej temperaturze i ciśnieniu można nadawać określone kształty. Poza związkiem
wielkocząsteczkowym tworzywa sztuczne zawierają dodatkowe składniki, które nadają im
własności użytkowe. Są nimi: stabilizatory, utwardzacze, napełniacze, zmiękczacze, barwniki
i inne.
Do zalet tworzyw sztucznych zalicza się:
− dobrą, a niekiedy bardzo dobrą odporność chemiczną,
− łatwość formowania wyrobów nawet o skomplikowanych kształtach,
− dobre własności mechaniczne, bardzo dobre własności izolacyjne i małą gęstość,
− łatwość otrzymywania wyrobów o estetycznym wyglądzie oraz barwie, a także uzyskiwanie
wyrobów przezroczystych,
− możliwość stosowania ich w różnorodnej postaci, czyli jako tworzywa konstrukcyjne,
materiały powłokowe, spoiwa, kleje, kity i włókna syntetyczne.
Do wad tworzyw sztucznych zalicza się:
− niższą wytrzymałość i twardość niż metali i ich stopów,
− małą odporność na działanie podwyższonej temperatury.
Rodzaje tworzyw sztucznych
Zależnie od własności chemicznych związków wielkocząsteczkowych wchodzących
w skład tworzyw sztucznych rozróżnia się tworzywa termoplastyczne i termoutwardzalne oraz
chemoutwardzalne.
Tworzywa termoplastyczne (polietylen, polipropylen, polichlorek winylu, polistyren,
poliamidy) każdorazowo pod wpływem działania podwyższonej temperatury stają się miękkie,
a po obniżeniu temperatury z powrotem stają się twarde i sztywne. Umożliwia to wielokrotną
przeróbkę tych tworzyw.
Tworzywa termoutwardzalne (fenoplasty, aminoplasty) podczas ogrzewania początkowo
miękną, ale przetrzymane w podwyższonej temperaturze stają się twarde nieodwracalnie. Po
utwardzeniu stają się nietopliwe i nierozpuszczalne, co uniemożliwia powtórny ich przerób.
Tworzywa chemoutwardzalne (żywice poliestrowe i epoksydowe) ulegają utwardzeniu już
w temperaturze pokojowej pod wpływem działania dodanego do tworzywa utwardzacza.
Reakcja utwardzania przebiega szybciej w temperaturze podwyższonej.
Materiały lakiernicze
Materiały lakiernicze są przeznaczone do wytwarzania powłok lakierowych o określonych
własnościach ochronnych, dekoracyjnych lub głuszących. Materiały lakiernicze składają się z:
− substancji powłokotwórczych, czyli spoiwa.
− barwników i pigmentów,
− wypełniaczy i obciążników,
− rozpuszczalników.
Substancje powłokotwórcze spełniają zadanie ciekłego spoiwa tworzącego powłokę.
Stanowią one najważniejszy składnik wyrobu lakierniczego, gdyż utrzymują jak najlepszy stan
wymieszania barwników i związania powłoki lakierniczej z podłożem. Substancje te nadają
powłoce lakierniczej elastyczność i połysk. Substancje powłokotwórcze to przeważnie żywice

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
naturalne lub syntetyczne, a ich rodzaj jest uwzględniony w nazwie wyrobu lakierniczego, np.
emalia ftalowa lub emalia celulozowa.
Barwniki i pigmenty nadają wyrobowi lakierniczemu barwę oraz uodparniają powłokę na
działanie czynników korozyjnych i światła słonecznego. Barwniki nie mają wpływu na jakość
powłoki, a pigmenty działają antykorozyjnie. Jako pigmenty stosuje się między innymi: minię
ołowianą, pył aluminiowy i biel cynkową oraz pył cynkowy.
Wypełniacze i obciążniki zmieszane z pigmentami uszczelniają powłoki i zwiększają ich
wytrzymałość mechaniczną. Jako wypełniacze i obciążniki stosuje się między innymi: kredę,
szpat, talk oraz włókno azbestowe lub pył azbestowy.
Rozpuszczalniki powodują rozpuszczenie składników powłokotwórczych, dzięki czemu
można nałożyć odpowiednio cienką powłokę lakiernicza Powodują również utrzymanie
jednolitej gęstości materiału lakierniczego. Rozpuszczalniki wyparowują z powłoki
rozpoczynając proces jej wysychania lub utwardzania.
Rodzaje materiałów lakierniczych:
− farby,
− emalie,
− lakiery.
Podział materiałów lakierniczych w zależności od rodzaju spoiwa i zastosowania
Materiały lakiernicze nitrocelulozowe są łatwe do nakładania i schną w temperaturze
pokojowej. Spoiwem jest żywica nitrocelulozowa. Są bardzo łatwo palne i wychodzą obecnie
z użycia. Powłoka po wyschnięciu wymaga polerowania.
Materiały lakiernicze chlorokauczukowe dają powłoki bardzo odporne na działanie wody
i schną w temperaturze pokojowej. Nie nadają się do natrysku. Stosowane głównie do powłok
antykorozyjnych.
Materiały lakiernicze poliwinylowe dają powłoki szybko schnące, elastyczne
i wodoodporne. Spoiwem są żywice poliwinylowe. Są stosowane głównie jako farby
podkładowe oraz pasty głuszące.
Materiały lakiernicze ftalowe mają szerokie zastosowanie jako wyroby schnące
w temperaturze pokojowej oraz jako emalie piecowe. Przez zastosowanie spoiwa w postaci
żywic alkaloidowych wyroby schną w temperaturze pokojowej. Są stosowane jako szpachlówki,
farby podkładowe i emalie nawierzchniowe.
Przez zastosowanie spoiwa w postaci żywic melaminowych otrzymuje się bardzo dobre emalie
nawierzchniowe, zwane emaliami ftalowymi karbamidowymi.
Materiały lakiernicze akrylowe są stosowane na najwyższej jakości emalie i lakiery. Spoiwem są
żywice akrylowe. Powłoki otrzymane z emalii akrylowych odznaczają się dużą odpornością na
działanie wody i chemikaliów.
Materiały lakiernicze poliestrowe zawierają jako spoiwo żywice poliestrowe. Stosuje sieje
głównie do wyrobu kitów szpachlowych.
Ze względu na zastosowanie materiały lakiernicze dzieli się na: pokosty - do nasycania
drewna, farby podkładowe - do drewna i do metali, emalie olejne wewnętrzne - do malowania
drewna i metali nie narażonych na wpływy atmosferyczne, farby antykorozyjne, pasty głuszące,
kity uszczelniające, kity szpachlowe - do wyrównywania nierówności i emalie oraz lakiery
używane na powłoki zewnętrzne dekoracyjno-ochronne.
Ochrona przed korozją
Powłoki ochronne nakładane dzieli się na metalowe i niemetalowe. Na powłoki metalowe
o dużej odporności na korozję używa się niklu, chromu, miedzi, srebra, cyny, cynku, ołowiu,
kadmu, aluminium. Powłoki ochronne nakłada się galwanicznie oraz przez zanurzenie, natryski
i platerowanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Powłoki niemetalowe oddzielają mechanicznie metal od agresywnego środowiska. Są
stosowane powłoki pochodzenia organicznego, jak np. farby, oleje, lakiery szybko schnące
i lakiery piecowe, a ponadto smoły i asfalty, tworzywa sztuczne, wazelina techniczna oraz
różnego rodzaju smary. Ostatnio stosuje się do tego celu tworzywa sztuczne.
Przed przystąpieniem do zabezpieczenia powierzchni metalowych należy powierzchnie te
dobrze oczyścić z brudu i innych zanieczyszczeń. Przechowywanie materiałów metalowych
powinno się odbywać w pomieszczeniach suchych.
Powłoki metalowe - wprowadzanie do stali aluminium, czyli kaloryzowanie, wprowadzanie
cynku, czyli scherardyzowanie oraz nachromowywanie.
Powłoki niemetalowe są wytwarzane metodami chemicznymi lub elektrochemicznymi.
Najczęściej są stosowane metody oksydowania i fosforanowania stali.
Tworzywa ceramiczne
Tworzywami ceramicznymi nazywa się elementy konstrukcyjne uformowane
w temperaturze otoczenia z materiałów mineralnych proszkowych lub plastycznych,
a następnie utrwalane za pomocą wypalania lub spiekania.
Podstawowymi materiałami do wytwarzania tworzyw ceramicznych są: glina i jej odmiany,
jak: szamot i kaolin, krzemionka, magnezyt, kwarc, skaleń, talk, związki wapnia, związki metali.
Tworzywa ceramiczne odznaczają się wieloma zaletami, z których do najważniejszych
należy zaliczyć: dużą odporność chemiczną i cierną, bardzo małą przewodność elektryczną,
odporność na ścieranie i dużą twardość. Największe zastosowanie w przemyśle znalazły:
porcelana, kamionka, steatyt, klinkier.
Porcelanę otrzymuje się z kaolinu pławionego, kwarcu i skalenia, spiekanych
w temperaturze ok. l400°C. Porcelana jest złym przewodnikiem ciepła, ma dużą twardość oraz
odporność na korozję i ścieranie.
Kamionka jest wytwarzana z plastycznej gliny z dodatkiem skalenia. Kamionkę stosuje się
jako tworzywo izolacyjne podobnie jak porcelanę z tym, że nie nadaje się ona na izolatory
cienkościenne i drobne. Kamionka jest również odporna na ciecze i gazy działające korodująco.
Steatyt jest otrzymywany z talku z domieszką gliny. Odznacza się bardzo dobrymi
własnościami izolacyjnymi i mechanicznymi.
Cermetale, czyli materiały metaloceramiczne, są otrzymywane z mieszaniny proszków
metalowych z niemetalami. Odznaczają się dużą odpornością na działanie wysokich temperatur
oraz korozji.
Materiały ogniotrwałe
Materiały krzemionkowe. Podstawowym surowcem do produkcji wyrobów
krzemionkowych są kwarcyty. Głównym składnikiem kwarcytów jest krzemionka.
W przyrodzie występują trzy odmiany alotropowe (kwarc, krystobalit i trydymit) Podczas
nagrzewania kwarcu następuje jego przemiana w dwie następne odmiany. Odmiany te
charakteryzuje zmniejszona gęstość i zwiększona objętość. Wyroby krzemionkowe
nieodpowiednio wypalane, w których nie zaszła wymagana przemiana wykazują znaczną
rozszerzalność wtórną, a zatem znaczne zmiany objętościowe, co należy uwzględnić przy
budowie różnych elementów z tych materiałów. Krzemionka jest typowym materiałem kwaśnym
i wyroby z niej odznaczają się dużą odpornością na działanie kwaśnych żużli oraz znaczna
wytrzymałością na ściskanie.
Materiały glinokrzemianowe. Podstawowym surowcem do wyrobu tych materiałów jest
glinka ogniotrwała (kaolin). Surowiec ten służy do produkcji różnych wyrobów szamotowych.
Do wad wyrobów szamotowych należy zaliczyć znaczną różnicę między ogniotrwałością zwykłą
a ogniotrwałością pod obciążeniem. Dodatnią cechą tych materiałów jest znaczna odporność
cieplna. Materiały szamotowe są stosunkowo bardzo tanie i dlatego powszechnie stosowane.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Wyroby szamotowe izolacyjne produkuje się z glin ogniotrwałych i szamotu z dodatkiem
substancji, które powodują znaczną porowatość (np. trociny).
Materiały magnezytowe i magnezytowo-chromitowe. Do produkcji tych materiałów stosuje
się magnezyty krystaliczne, jak również coraz częściej stosowane magnezyty syntetyczne. Do
produkcji cegieł magnezytowych stosuje się magnezyt prażony zawierający w swym składzie
chemicznym tlenek magnezu oraz w małej ilości niepożądane zanieczyszczenia.
Cegły magnezytowe mają kolor czekoladowy. Wyroby z magnezytu wykazują dużą
odporność na działanie żużli zasadowych. Znacznie lepszą odporność cieplną mają wyroby
magnezytowo-chromitowe. Materiały te zaliczane są do ogniotrwałych obojętnych. Główną ich
zaletą jest stałość obojętności przy wysokich temperaturach.
Materiały dolomitowe. Dolomit jest podwójnym węglanem wapnia i magnezu. W przemyśle
hutniczym znajduje zastosowanie po wyprażeniu i rozdrobnieniu. Dolomit jest ogniotrwałym
materiałem zasadowym. Główną wadą dolomitu jest duża skłonność do hydratacji
i rozsypywania się.
Sztuczne materiały ogniotrwałe. Do ogniotrwałych materiałów sztucznych zaliczamy:
materiały korundowe, karborundowe, grafitowe, węglowe i forsterytowe.
Korund w hutnictwie używany jest do produkcji mufli i tygli. Wyroby karborundowe
wykonane są z węglika krzemu. Wyroby węglowe wykonuje się z antracytu oraz z odpadów
elektrod węglowych z dodatkiem smoły. Wyroby węglowe używane są głównie do
wymurowania trzonu i dolnej części garu wielkich pieców.
Wyroby forsterytowe są produkowane z surowców zawierających krzemian magnezu
z dodatkiem magnezytu.
Materiały ścierne
Materiały ścierne są używane do szlifowania, docierania, polerowania i wygładzania
powierzchni przedmiotów. Służą również do ostrzenia narzędzi oraz czyszczenia przedmiotów
skorodowanych, utlenionych, pokrytych lakierem itp.
Twardość materiałów ściernych określa się w skali Mohsa. Skala ta ma 10 stopni twardości,
przy czym stopień najwyższy, czyli największa twardość, wynosi 10 i odpowiada twardości
diamentu, a stopień 1 - twardości talku. Wyróżnia się dwa podstawowe rodzaje materiałów
ściernych:
– materiały ścierne wytwarzane przemysłowo, do których należą: węgliki krzemu, tlenki
aluminium, tlenki aluminium modyfikowane tlenkiem cyrkonu oraz specjalne ziarna
ceramiczne,
– naturalne materiały ścierne takie jak: granat, szmergiel i krzemionka.
Diament jest najtwardszym minerałem i stanowi regularną odmianę węgla. Jest stosowany
w przemyśle w postaci kamienia i proszku diamentowego. Znajduje również zastosowanie jako
ostrze skrawające do specjalnych noży i do równania ściernic oraz do pomiarów twardości
metali. Proszek diamentowy jest używany do specjalnych ściernic i szlifowania drogich kamieni.
Korund jest minerałem o twardości 9 wg skali Mohsa. Składa się głównie z tlenku
aluminium A1
2
O
3
oraz drobnych domieszek innych minerałów. Jest bardzo dobrym materiałem
ściernym, stosowanym głównie do wyrobu ściernic. Ziarna korundu ulegają jednak
odkształceniom i w związku z tym nie nadaje się on jako materiał ścierny do obróbki zgrubnej.
Kwarc jest minerałem o twardości 7÷8 wg skali Mohsa. Jest to dwutlenek krzemu SiO
2
. Jest
jednym z najbardziej rozpowszechnionych minerałów i znajduje zastosowanie do wyrobu
papierów ściernych oraz w postaci luźnego piasku do bębnów szlifierskich i piaskownic. Jest
bardzo tanim materiałem ściernym.
Szmergiel jest ciemną drobnoziarnistą skałą metamorficzną o twardości 6÷8 wg skali
Mohsa, zawierającą ok. 65% korundu oraz inne składniki stanowiące związki żelaza i kwarcu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
W postaci luźnego ziarna jest używany do polerowania i docierania; poza tym służy jako nasyp
na papiery i płótna ścierne.
Najbardziej rozpowszechnionymi materiałami ściernymi wytwarzanymi sztucznie są:
sztuczne diamenty, karborund, ekektrokorund. Sztuczne diamenty mają podobne własności do
naturalnych diamentów, lecz są bardziej kruche. Karborund ma twardość 9÷9,5
wg skali Mohsa.
Jest związkiem chemicznym węgla z krzemem, czyli węglikiem krzemu. Jest stosowany jako
materiał ścierny, materiał ognioodporny, materiał do wyrobu elementów oporowych w piecach
elektrycznych i in. Jest to krystaliczny tlenek glinowy A1
2
O
3
otrzymywany z boksytu w piecach
łukowych. Odznacza się dużą twardością i jest stosowany jako ścierniwo.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest podział i zastosowanie tworzyw sztucznych?
2. Podaj przeznaczenie materiałów lakierniczych?
3. Jakie są metody zabezpieczania wyrobów metalowych przed korozją?
4. Jak można sklasyfikować materiały ogniotrwałe?
5. Jak można sklasyfikować podstawowe materiały ścierne?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wskaż zastosowanie żywicy epoksydowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wymienić zalety i wady żywicy epoksydowej,
2) wskazać zastosowanie żywicy.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Jakiej powłoki niemetalowej należy użyć, aby zabezpieczyć przed korozją powierzchnię
blachy wykonanej ze stali gatunku St 3?
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dobrać środki zabezpieczające,
3) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
−
katalogi wyrobów lakierniczych,
−
katalogi środków konserwujących,
−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.2.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) rozpoznać
tworzywa
sztuczne?
2) określić przeznaczenie materiałów lakierniczych?
3) omówić metody zabezpieczania wyrobów metalowych przed
korozją?
4) wymienić materiały ogniotrwałe stosowane w kowalstwie?
5) wymienić podstawowe rodzaje materiałów ściernych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.3. Materiały pomocnicze stosowane w kowalstwie
4.3.1. Materiał nauczania
Elektrody do spawania łukowego
Elektrody do spawania elektrycznego łukowego dzieli się na topliwe i nietopliwe. Do
elektrod nietopliwych zalicza się elektrody wolframowe, węglowe i grafitowe. Elektrody
wolframowe o średnicy 1 ÷
8 mm stosuje się do spawania i cięcia metali w atmosferze gazów
ochronnych, natomiast elektrody węglowe i grafitowe o średnicy 4÷
25
mm stosuje się do
spawania cienkich blach stalowych, miedzi i aluminium.
Do spawania elektrycznego łukowego używa się przeważnie metalowych elektrod
topliwych, które dzieli się na: nie otulone i otulone.
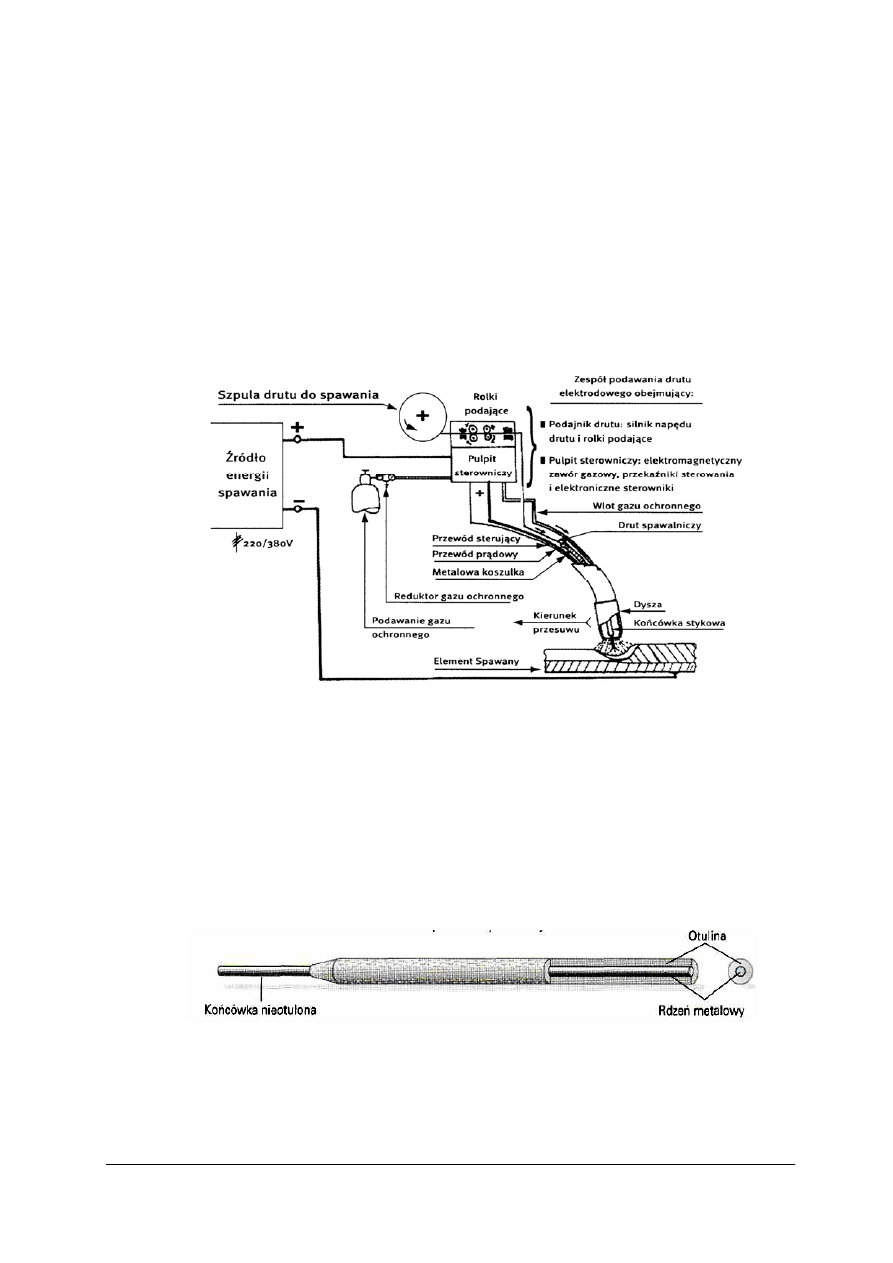
Rys. 11. Spawanie łukowe elektrodą metalową w osłonie gazu [8]
Elektrody nie otulone nie są zalecane do spawania elektrycznego ręcznego w atmosferze
powietrza, gdyż dają spoinę o bardzo niskich własnościach mechanicznych. Elektrody te są
używane do spawania pod topnikiem i w atmosferze gazów ochronnych, tj. argonu i dwutlenku
węgla (CO
2
).
Elektrody otulone są stosowane najczęściej do spawania elektrycznego. W zależności od
składu chemicznego otulin elektrody do ręcznego spawania elektrycznego dzieli się na elektrody
o otulinie: kwaśnej (A), zasadowej (B), rutylowej (R), celulozowej (C), utleniającej (O).
Otulina chroni ona jeziorko spawalnicze i służy dostarczeniu materiału do spoiny.
Zbudowana jest z metalowego pręta zwanego rdzeniem, pokrytego warstwą substancji
chemicznych.
Rys. 12. Elementy elektrody otulonej [1, s. 90]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 13. Druty do spawania stali węglowych [8]
Do spawania gazowego są stosowane: tlen, acetylen, wodór, gaz koksowniczy i gaz
świetlny, propan i butan, gaz ziemny - metan, argon, azot i inne.
Materiały do spawania gazowego
Do spawania gazowego stosuje się spoiwa w postaci stalowych drutów i prętów o różnym
składzie chemicznym w celu dobrania ich do spawanych elementów. Druty są dostarczane
w kręgach, a pręty w wiązkach o długości 1 m.
Najczęściej jest używany drut stalowy o małej zawartości węgla do spawania stali
konstrukcyjnej węglowej. Do spawania części stalowych o wymaganej twardości używa się
drutu o zawartości 0,6 ÷1,7% węgla i 0,7 ÷1,7% manganu. Do spawania żeliwa używa się
prętów żeliwnych o zawartości 3÷4% węgla z dodatkiem krzemu i manganu. Do spawania
aluminium lub stopów aluminium są stosowane spoiwa w postaci drutów lub prętów z prawie
czystego aluminium, względnie ze stopów aluminium z magnezem, manganem, krzemem,
chromem i tytanem.
Topniki do spawania gazowego stosuje się w nielicznych przypadkach przy połączeniowym
spawaniu stali wysokostopowych nierdzewnych i kwaso- oraz żaroodpornych. Działanie topnika
w tych przypadkach polega na rozpuszczeniu w topniku trudno topliwych tlenków chromu.
Podstawowymi składnikami tych topników są: boraks, sól, kwarcyt, fluoryt, kreda, żelazokrzem.
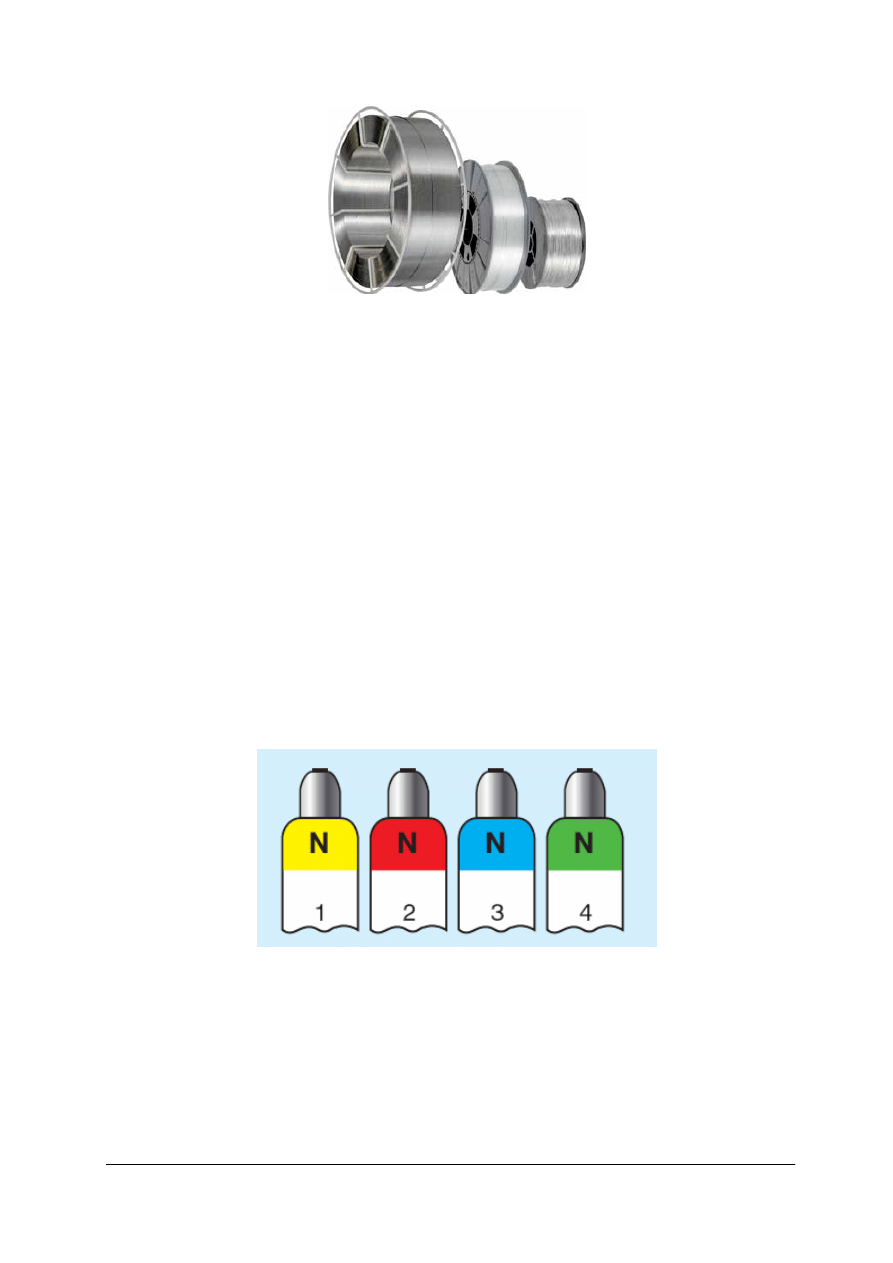
Rys. 14. Zasady oznakowania butli: 1- trujące i żrące, 2- palne, 3- utleniające, 4- obojętne [7]
Ekonomiczne jest zaopatrywanie centralne każdego zakładu w gazy pod ciśnieniem.
Zaletami w porównaniu z zaopatrywaniem w pojedyncze butle są: ciągła dostawa gazu bez
konieczności przerywania pracy, brak pojedynczych butli w obrębie stanowiska pracy, brak
reduktorów ciśnienia, a co jest z tym związane – brak cichych użytkowników oraz źródeł
zagrożenia ze względu na niezauważone nieszczelności. Odpada konieczność transportowania
butli do poszczególnych stanowisk pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Konstrukcja według zunifikowanego systemu: stosując podzespoły dla dwóch, trzech lub
pięciu przyłączy, można łączyć ze sobą baterie butli każdej wielkości, a później także je
rozbudowywać.
Rys. 15. Bateria butli z możliwością przełączenia [7]
Zbiorniki na gaz ciekły wyposażone w wewnętrzny zbiornik ciśnieniowy wykonany
z materiału odpornego na działanie niskich temperatur, który jest osadzony w zbiorniku
zewnętrznym ze stali konstrukcyjnej, służą do magazynowania bez strat gazów i mieszanek
gazowych w stanie ciekłym, głęboko zmrożonym. Odgazowywacze służą przede wszystkim do
poboru gazu w stanie gazowym bądź ciekłym, głęboko zmrożonym za pośrednictwem
przyłączonej parownicy przy zastosowaniu wyższego ciśnienia roboczego (do 20 bar lub do
37 bar).
Rys. 16. Zbiornik na gazy ciekłe [7]
Do sporządzania większych ilości mieszanek gazowych bezpośrednio u odbiorcy, jako
integralna część centralnej instalacji zaopatrującej w gaz do celów spawalniczych. Głównymi
częściami składowymi urządzenia są mieszalnik i podłączony do niego zbiornik buforowy.
Możliwe jest uzyskanie mieszanek z 2, ewentualnie z 3 składników.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 17.
Urządzenie do mieszania gazów
[7]
Miejsca poboru gazów technicznych budowane są według zunifikowanego systemu; dzięki
dowolnemu układowi armatur mogą być one dostosowane do różnorodnych warunków pracy.
Rys. 18.
Miejsce poboru gazu osłonowego
[7]
Lutowanie miękkie i twarde to techniki spajania, w których metal podstawowy i spoiwo
mają różny punkt topnienia. Ogólnie mówiąc, w lutowaniu miękkim stosuje się spoiwa
o temperaturze topnienia poniżej 425°C, w lutowaniu twardym spoiwo topi się powyżej 425°C.
W tych połączeniach spoina powstaje wyłącznie ze stopienia spoiwa, które rozpływa się między
powierzchniami brzegów łączonych przedmiotów. Aby doszło do tego procesu, brzegi powinny
znajdować się bardzo blisko siebie.
Spoiwa
Spoiwa w lutowaniu, zarówno miękkim jak i twardym, powinny posiadać punkt topnienia
niższy niż metal podstawowy i dużą płynność w stanie ciekłym, by prawidłowo wnikać
pomiędzy lutowane płaszczyzny. Pomaga w tym właściwość łatwego zwilżania metalu
lutowanego.
Spoiwa najczęściej stosowane w lutowaniu miękkim to stopy, w których największy jest
udział cyny - metalu, którego punkt topnienia wynosi 231°C. Najpowszechniejszy jest stop
zawierający 50% cyny i 50% ołowiu, choć stosuje się też stopy cyny i srebra oraz cyny i cynku.
W lutowaniu twardym najczęściej stosuje się mosiądz, choć wykorzystywane są też stopy miedzi
z fosforem oraz miedzi ze srebrem. Mogą one łączyć metale oraz stopy żelazne i nieżelazne,
z wyjątkiem aluminium. Do łączenia tego metalu i jego stopów stosuje się związki aluminium
i krzemu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Materiały do lutowania
Luty miękkie są wykonywane w postaci prętów, drutu, płytek, proszków, a najczęściej
pałeczek. Do lutowania miękkiego są stosowane przede wszystkim spoiwa cynowo-ołowiowe.
Istnieje bardzo dużo gatunków tych spoiw o różnej zawartości cyny i ołowiu. Niektóre z nich
zawierają ponadto drobne domieszki antymonu, srebra i miedzi, a prawie wszystkie
zanieczyszczenia w postaci śladowej zawartości żelaza, bizmutu, arsenu, aluminium, cynku
i kadmu. Do lutowania potrzebne są również topniki, bez których lut się utlenia i źle wypełnia
szczeliny między łączonymi powierzchniami. Jako topników do lutowania miękkiego stali,
miedzi i mosiądzu używa się najczęściej wody lutowniczej, którą tworzy chlorek cynku
rozpuszczony w wodzie. Jako topników do oczyszczania chemicznego powierzchni łączonych
części używa się także salmiaku, kalafonii, stearyny i specjalnie przyrządzonych past.
Rys. 19. Cyna w prętach [8]
Rys. 20. Cyna z topikiem ogólnego zastosowania [8]
Lutowanie lutami twardymi stosuje się do połączeń ślusarskich, w budowie ram
rowerowych, w kołnierzach połączeń rurociągów, do łączenia części mechanizmów
precyzyjnych, w produkcji narzędzi skrawających. Jako czynnik odtleniający ma zastosowanie
boraks. Lutami twardymi jest miedź lub stopy miedzi, stopy srebra z miedzią.
Rys. 21. Lut mosiężny do stali, miedzi i stopów miedzi [8]
Rys. 22. Wata stalowa, spoiwo i odtleniacze stosowane w lutowaniu miękkim [1, s. 102]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 23. Spoiwo z mosiądzu stosowane do lutowaniu twardego [1, s. 102]
W lutowaniu miękkim i twardym bardzo ważne jest stosowanie oddtleniaczy i topników. Ich
główną funkcją jest zapobieganie utlenianiu metali podczas lutowania. Ulepszają one też
płynność spoiwa na powierzchni metalu podstawowego i pozwalają kontrolowaniu temperatury
obróbki.
W celu ochrony metali przed naturalnym procesem utleniania, powleka się je substancjami,
które uniemożliwiają kontakt powierzchni metalu z powietrzem lub wilgocią otoczenia. Te
substancje nakłada się ręcznie, używając do tego pędzli lub kawałków tkaniny.
Do substancji tych zalicza się woski, które mogą być pochodzenia roślinnego, np. karnauba,
zwierzęcego, jak np. wosk pszczeli, lub mineralnego, np. parafina.
Rys. 24. Szelak -żywica pochodzenia zwierzęcego [1, s. 102]
Woski wygładzają, nabłyszczają i ujednolicają powierzchnię przedmiotów, podobnie jak
lakiery, z tą zaletą, że można wybrać odpowiadający nam rodzaj połysku. Po nałożeniu wosku
pędzlem uzyskuje się cienką warstwę o matowym połysku. Po wyschnięciu warstwa ta może być
bardziej błyszcząca, jeśli zostanie przetarta kawałkiem tkaniny.
Patyna to warstwa tlenku, która osadza się na powierzchni przedmiotów metalowych do
upiększania przedmiotów, m.in. przez nadanie im starego wyglądu.
Przedmioty, na które chcemy nakładać patynę, powinny być oczyszczone z tłuszczu
i pozostałości rdzy. Niestaranne oczyszczenie może powodować z czasem złuszczanie się
patyny. Jedna z patyn, jakie można otrzymać w najprostszy sposób, to warstwa ochronnego
tlenku na przedmiotach z żelaza (stali węglowej). W tym celu na przedmiot nakłada się pędzlem
roztwór wody destylowanej i zwykłej soli. W miarę upływu czasu powstanie cienka warstwa
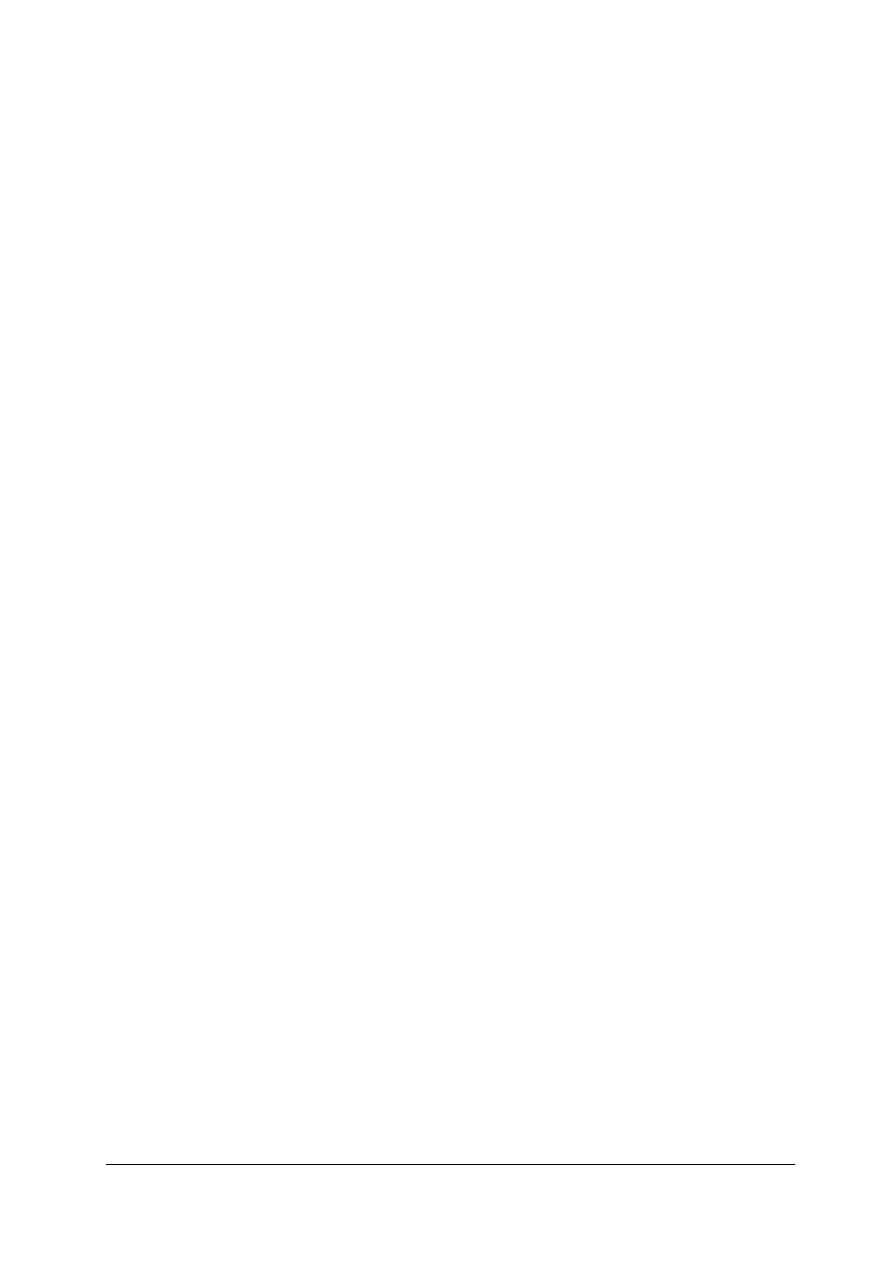
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
tlenku żelaza, w charakterystycznych pomarańczowo-czerwonych barwach. Jeśli połączenie
kolorów odpowiada naszym gustom, warstwę tlenku pokrywa się dwiema ochronnymi
warstwami przezroczystego lakieru do metali. Lakier wzmocni odcienie i oddzieli w delikatny
sposób kolory ciemne od jaśniejszych.
Czernienie ogniowe elementów kutych
To patyna przyczerniająca do elementów kutych, która uwzględnia fakturę otrzymaną
w wyniku obróbki na kowadle. Może być też stosowana do przedmiotów niekutych. Olej lniany
nakłada się pędzlem na przedmiot, a następnie ogrzewa palnikiem gazowym w celu zwęglenia
oleju. Należy to robić w taki sposób, by powstał czarny nalot na przedmiocie. Działanie należy
powtarzać, aż do otrzymania pożądanego efektu przyczernienia. Na zakończenie przedmiot
przeciera się na zimno watą bawełnianą i woskiem, aby wypełnić pory w powierzchni i nadać jej
połysk.
Patyna grafitowa
Patyna o odcieniach szarawych, odpowiednia do powierzchni fakturowanych, gdyż
zachowuje charakter przedmiotu. W niewielkiej ilości surowego oleju lnianego rozpuszcza się
100 g grafitu w proszku i miesza, aż do uzyskania jednorodnej pasty. Następnie dodaje się oleju
lnianego do objętości pół litra i miesza, rozpuszczając grafit. Na koniec dodaje się pot litra
rozpuszczalnika uniwersalnego. W ten sposób otrzymuje się patynę ochronną w kolorze szarym,
odcienie ciemniejsze otrzymuje się dodając 10 g czarnego barwnika. Można również dodawać
inne barwniki, takie jak czerwony tlenek, glinki lub zielenie, aby otrzymać cieplejsze kolory.
Kąpiele przedmiotów z miedzi i mosiądzu
Istnieją roztwory chemiczne, które wchodząc w reakcje z przedmiotami wykonanymi
z mosiądzu i miedzi powodują utlenienia o różnych odcieniach. Produkt o niebieskawym kolorze
to roztwór azotanu selenu, siarczanu miedzi i wody. Proces nakładania polega na zanurzeniu
przedmiotu w roztworze na ok. 30 sekund, a następnie opłukaniu pod bieżącą wodą i
pozostawieniu na wolnym powietrzu. W ten sposób otrzymuje się
brązowy kolor przedmiotów wykonanych z mosiądzu.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie materiały pomocnicze są stosowane podczas spawania łukowego?
2. Jakie są rodzaje elektrod otulonych?
3. Jakie materiały pomocnicze są stosowane podczas spawania gazowego?
4. Jak oznaczamy butle gazowe?
5. Jakich materiałów używamy do lutowania twardego i miękkiego?
6. Jakich materiałów należy użyć do wykonania patyny na powierzchni stalowej?
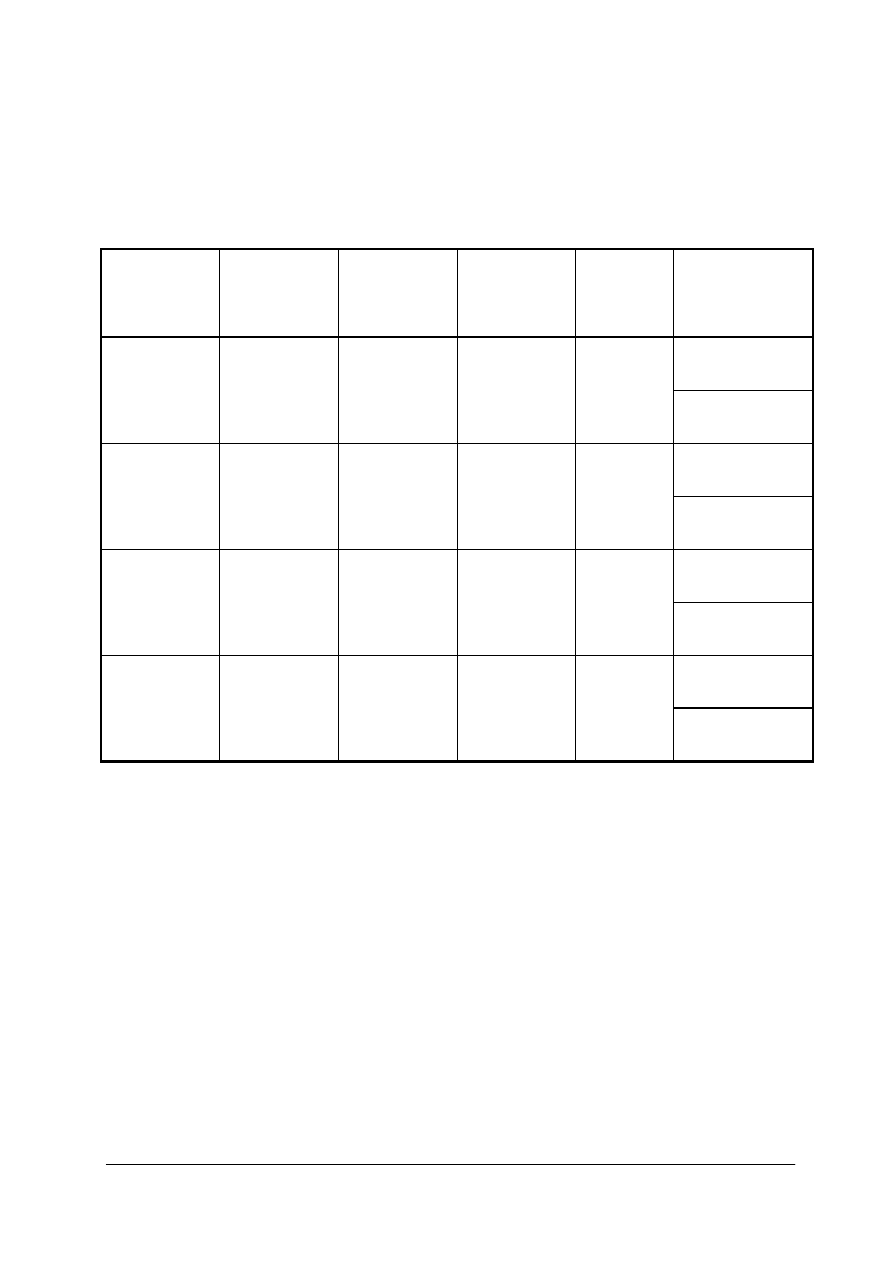
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.3.3. Ćwiczenia
Ćwiczenie 1
Korzystając z załączonej tabeli rozpoznaj zastosowanie lutu o składzie chemicznym: 30%
srebra, 28% miedzi, 21% cynku i 21% kadmu.
Tabela do ćwiczenia 1 [8]
Skład spoiwa w
% wagowych
Wytrzymałość
spoiny na
zerwanie
(N/mm
2
)
Temperatura
robocza
0
C
Dolna i górna
temperatura
topnienia
0
C
Gęstość
(g/cm
3
)
Do lutowania
twardego
podstawowych
materiałów,
zastosowanie
Różne odmiany stali,
miedź, stopy miedzi,
nikiel, stopy niklu
Ag 20
Cu 40
Zn 25
Cd 15
350 750
605-795
8,7
Dla spoin do
temperatury roboczej
150
0
C
Różne odmiany stali,
miedź, stopy miedzi,
nikiel, stopy niklu
Ag 25
Cu 30
Zn 27,5
Cd 17,5
380 710
605-720
8,8
Dla spoin do
temperatury roboczej
150
0
C
Różne odmiany stali,
miedź, stopy miedzi,
nikiel, stopy niklu
Ag 30
Cu 28
Zn 21
Cd 21
380 680
600-690
9,0
Dla spoin do
temperatury roboczej
150
0
C
Różne odmiany stali,
miedź, stopy miedzi,
nikiel, stopy niklu
Ag 34
Cu 22
Zn 24
Cd 20
400 640
610-690
9,1
Dla spoin do
temperatury roboczej
150
0
C
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapisać zastosowanie lutu,
3) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
katalog materiałów do lutowania,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Korzystając z katalogu materiałów spawalniczych odczytaj oznaczenie drutu rdzeniowego
do spawania stali: PN-EN 12073 T 20 10 3 M P 1. Informacje odczytane z katalogu zapisz
w zeszycie przedmiotowym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odczytać i zapisać w zeszycie przedmiotowym:
a. rodzaj drutu,
b. symbol spoiwa i jego skład chemiczny,
c. właściwości mechaniczne spoiwa,
d. rodzaj mieszanki proszkowej,
e. symbol gazu osłonowego,
f. oznaczanie pozycji spawania,
3) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
katalog materiałów spawalniczych,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) określić właściwości materiałów pomocniczych i ich zastosowanie?
2) rozpoznać materiały elektrody do spawania łukowego?
3) rozpoznać materiały
do
spawania
gazowego?
4) rozpoznać
oznaczenia
butli
gazowych?
5) rozpoznać
instalacje
gazów
technicznych?
6) rozpoznać spoiwa?
7) rozpoznać pomocnicze materiały
kowalskie?
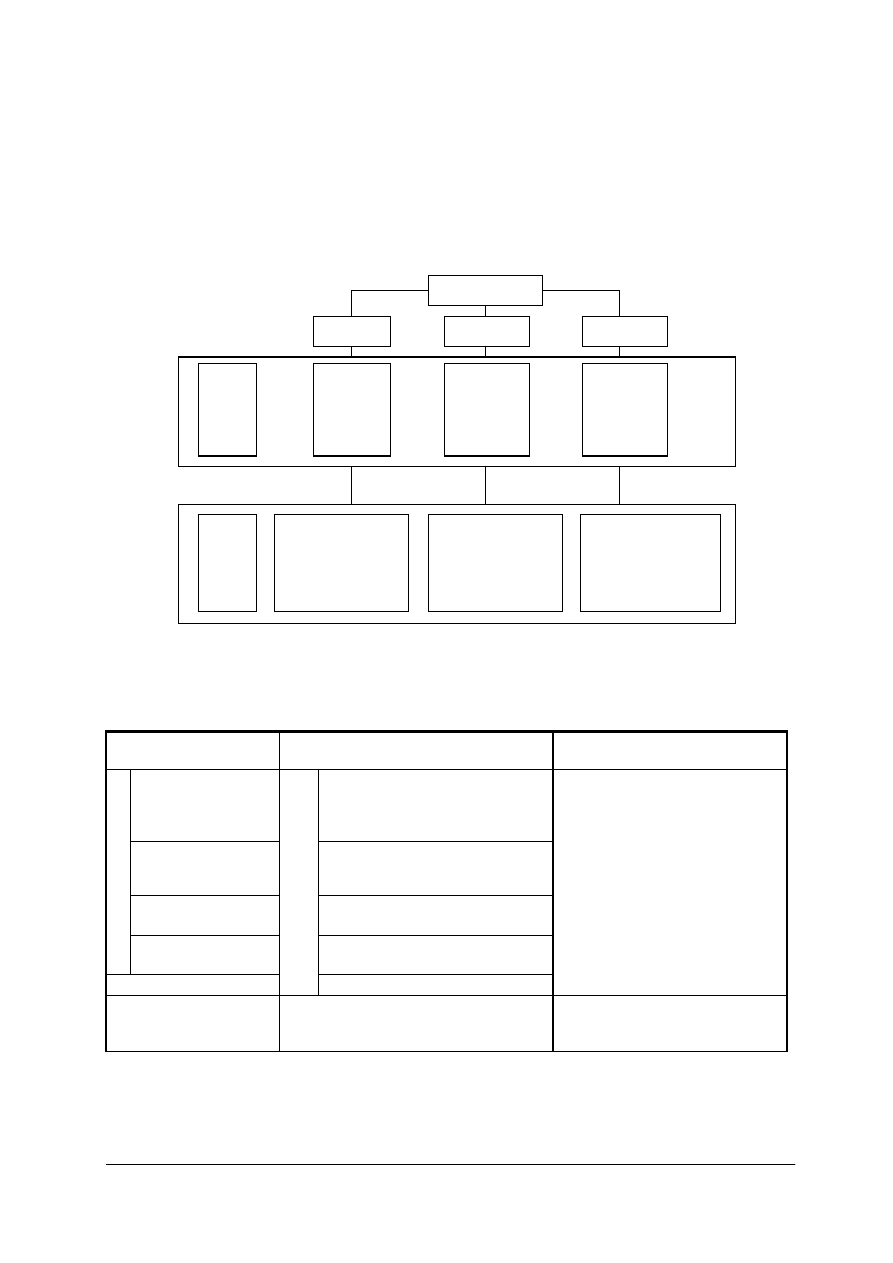
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.4. Paliwa i smary
4.4.1. Materiał nauczania
Paliwa
Paliwem nazywa się palne ciało stałe, ciecz lub gaz wykorzystywane jako źródło energii
cieplnej. Podział paliw przedstawia rysunek 25.
Rys. 25. Podział paliw [6, s. 359]
Najważniejszymi z właściwości paliw są: wartość opałowa i temperatura zapłonu.
Tabela 4. Charakterystyka wybranych paliw technicznych[6, s. 360]
Rodzaj paliwa
Sposób otrzymywania i charakterystyka
Zastosowanie
płomienny
łatwo zapala się, daje długi płomień,
zawiera dużo składników lotnych,
w czasie spalania rozpada się na
proszek
gazowo płomienny
zawiera mniej składników lotnych,
daje krótszy płomień, podczas
spalania spieka się na masę
tłusty
krótki płomień, podczas spalania
spieka się na masę
w
ęg
iel kamienny
chudy
trudno zapala się, krótki płomień,
mało składników lotnych
węgiel brunatny
Produkt
k
opal
ny
mniej ścisły niż węgiel kamienny
do celów:
przemysłowych, ogrzewniczych, do
przeróbki chemicznej
koks
otrzymywany w wyniku destylacji
węgla tłustego lub gazowo- płomiennego
w hutnictwie, kuźnictwie - do
celów ogrzewczych
Paliwa
Stale
Ciekłe
Gazowe
ropa
naftowa
gaz
ziemny
Naturaln
e
węgiel
kamienny
węgiel
brunatny
Sztuczne
koks
brykiety
pyt węglowy
węgiel drzewny
benzyna
benzol
oleje mineralne
spirytus
gaz wielkopiecowy
gaz generatorowy
gaz wodny
gaz wodno-czadowy
gaz świetlny
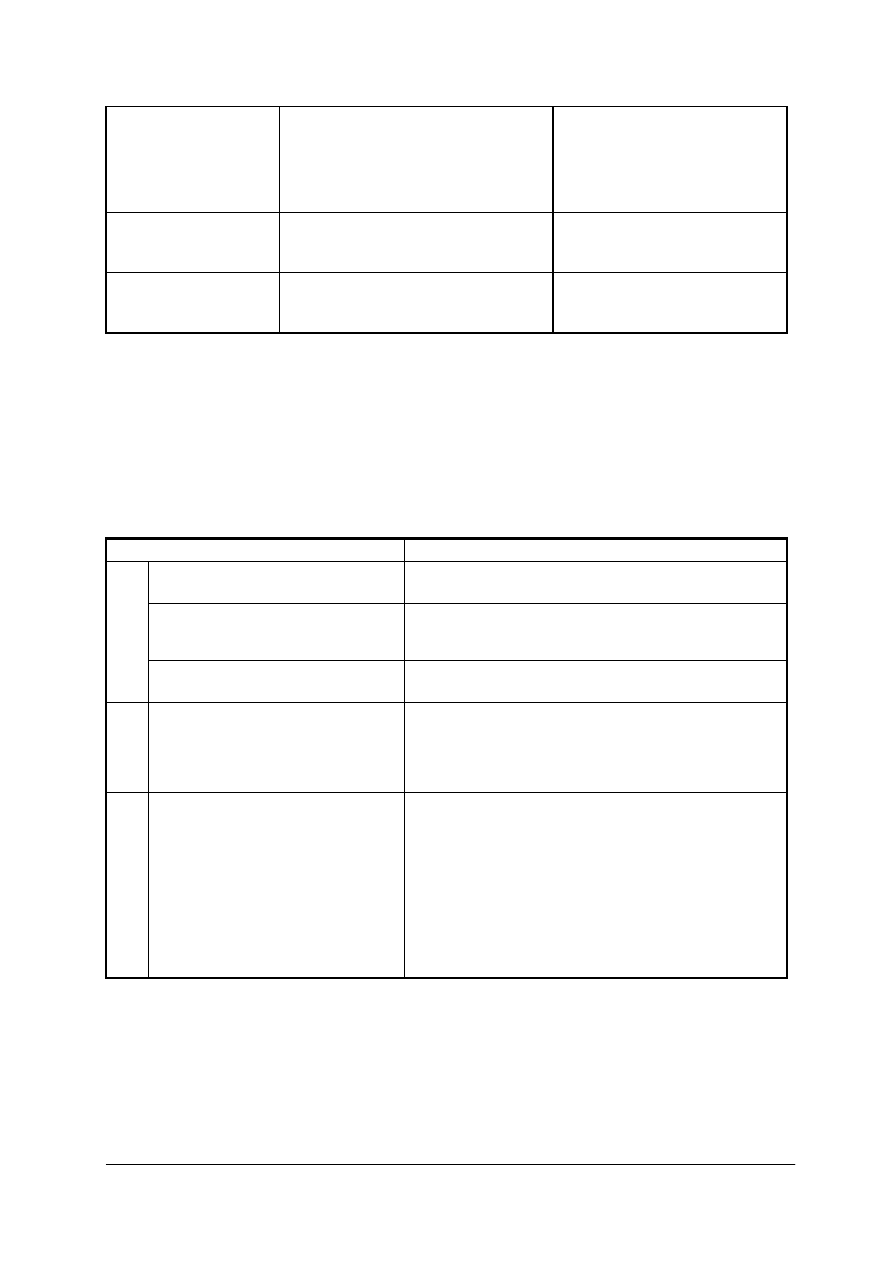
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
brykiety
otrzymywany przez silne sprasowanie
węgla kamiennego lub koksu, lub
z węgla brunatnego, lub torfu. Wartość
opałowa zależy od składu chemicznego
i rodzaju brykietów
przemysłowe
ogrzewnicze
pyt węglowy
otrzymywany przez zmielenie węgla
kamiennego lub koksu na drobny proszek
jako paliwo techniczne
w specjalnych paleniskach
węgiel drzewny
otrzymywany z drewna w wyniku suchej
destylacji
w hutnictwie
Oleje i smary
Oleje i smary są to substancje, które wprowadza się między trące się powierzchnie
w celu zmniejszenia współczynnika tarcia, a tym samym przedłużenia trwałości tych
powierzchni. Właściwe smarowanie wszystkich urządzeń technicznych jest podstawowym
elementem konserwacji i racjonalnej eksploatacji maszyn i urządzeń. Przy ocenie zastosowania
i przydatności olejów i smarów bierze się pod uwagę lepkość, smarność. temperaturę
krzepnięcia, temperaturę zapłonu oraz zawartość zanieczyszczeń mechanicznych i kwasowych.
Tabela 4. Zastosowanie smarów [5, s. 362]
Rodzaj smaru
Zastosowanie
oliwa
do smarowania warsztatów tkackich: jako płyn jadalny do
potraw; w lecznictwie
olej rycynowy
do smarowania maszyn pracujących pod dużym
obciążeniem, przy dużych prędkościach, w wysokiej
temperaturze, w lecznictwie; do silników lotniczych
smary ro
ślinn
e
olej rzepakowy i lniany
do smarowania łożysk, do gwintowania śrub i nakrętek; jako
tłuszcz jadalny
smary
zwierz
ęce
sadło
olej kostny
tran wielorybi
tran delfinowy
łój
do smarowania mechanizmów precyzyjnych z dodatkiem
mydła, grafitu, oleju mineralnego - do smarowania
przekładni zębatych
smar
y mi
neral
ne
(oleje czyste z ropy naftowej, rafino-
wane z węgla brunatnego i z węgla
kamiennego, rafinowane elektrycznie)
oleje:
— izolacyjne,
— turbinowe,
— wrzecionowe,
— maszynowe.
— do transformatorów
— do smarowania turbin parowych
— do szybkobieżnych i lekko obciążonych łożysk maszy-
nowych, jako płyn do napędów hydraulicznych
— do smarowania łożysk silników elektrycznych, obra-
biarek, pomp odśrodkowych.
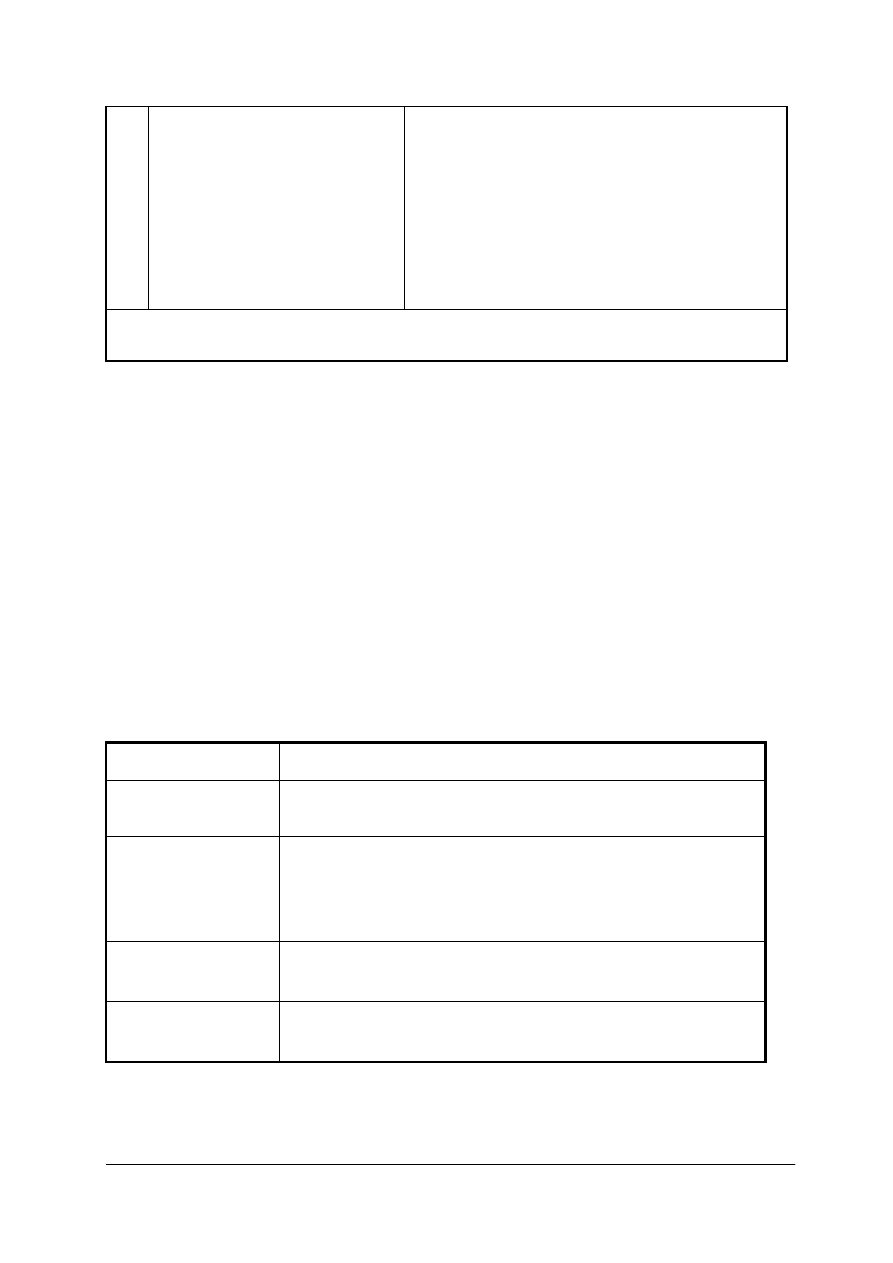
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
smar
y mi
neral
ne
oleje:
—silnikowe
—cylindrowe
—osiowe wagonowe
Smary stale:*
—Tovotta
—wazelina techniczna
—Kalipsol
—do smarowania silników samochodowych i ciągniko-
wych
—do cylindrów i dławików maszyn parowych
—do smarowania łożysk parowozów, wagonów, zwrotnic
—do łańcuchów pędnych, sworzni przegubowych i trud-
nodostępnych miejsc w maszynach
—do mechanizmów precyzyjnych, łożysk do konserwacji
przedmiotów obrabianych, płytek wzorcowych
—do smarowania łożysk ślizgowych
*Smary stale otrzymuje się z olejów pochodzenia naftowego i substancji zagęszczających (mydła, parafiny
i cerezyny). Zależnie od rodzaju domieszki smary dzieli się na wapniowe, sodowe, potasowe, glinowe ołowiowe.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje paliw?
2. Opisz paliwa stosowane w kowalstwie?
3. Jakie są najważniejsze właściwości paliw?
4. Opisz czynniki decydujące o przydatności i zastosowaniu olejów i smarów?
5. Jakie jest zastosowanie smarów mineralnych?
4.4.3. Ćwiczenia
Ćwiczenie 1
Jakie jest zastosowanie podanych paliw? Który rodzaj paliwa ma zastosowanie
w kowalstwie?
Rodzaj paliwa
Zastosowanie
koks
brykiety
pyt węglowy
węgiel drzewny

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) określić zastosowanie paliw,
3) omówić sposób rozwiązania.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Korzystając z katalogu olejów i smarów odczytaj zastosowanie smarów litowych.
Informacje odczytane z katalogu zapisz w zeszycie przedmiotowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) opisać zastosowanie smarów litowych,
3) omówić sposób rozwiązania.
Wyposażenie stanowiska pracy:
−
katalog olejów i smarów,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.4.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) rozpoznawać paliwa stosowane w kowalstwie?
2) charakteryzować paliwa?
3) rozpoznawać smary i oleje stosowane w kowalstwie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
A. INSTRUKCJA OGÓLNA
1. Przeczytaj uważnie instrukcję.
2. Zapoznaj się z zestawem zadań testowych.
3. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
B. INSTRUKCJA SZCZEGÓŁOWA
1. Zestaw zadań testowych składa się z zadań zamkniętych (zadań wielokrotnego wyboru).
2. Zadania wielokrotnego wyboru mają 4 odpowiedzi, z których jedna jest prawidłowa.
Prawidłową odpowiedź należy zakreślić we właściwym miejscu na Karcie odpowiedzi.
3. W wypadku pomyłki błędną odpowiedź należy ująć w kółko i ponownie zakreślić od
powiedź prawidłową.
4. Jeżeli udzielenie odpowiedzi na jakieś pytanie sprawia Ci trudność, to opuść je
i przejdź do zadania następnego. Do zadań bez odpowiedzi możesz wrócić później.
5.
Czas trwania testu – 45 min.
6. Maksymalna liczba punktów, jaką można osiągnąć za poprawne rozwiązanie testu
wynosi 20 pkt.
Materiały dla ucznia:
− instrukcja dla ucznia,
− zestaw zadań testowych,
− karta odpowiedzi.
Celem przeprowadzanego pomiaru dydaktycznego jest sprawdzenie poziomu wiadomości
i umiejętności, jakie zostały ukształtowane w wyniku zorganizowanego procesu kształcenia
w jednostce modułowej Rozpoznawanie podstawowych materiałów kowalskich i stopów
technicznych. Spróbuj swoich sił. Pytania nie są trudne i jeżeli zastanowisz się, to na pewno
udzielisz odpowiedzi.
Powodzenia !

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
ZESTAW ZADAŃ TESTOWYCH
1. Przewodność elektryczną zaliczamy do własności
a) chemicznych.
b) technologicznych.
c) fizycznych.
d) mechanicznych.
2. Bardzo dużą odpornością na korozję odznacza się
a) żelazo.
b) cyna.
c) aluminium.
d) platyna.
3. Przez udarność określa się odporność materiału na
a) rozciąganie.
b) uderzenie.
c) ściskanie.
d) zginanie.
4. Surówkę żelaza otrzymuje się w
a) piecu martenowskim.
b) wielkim piecu.
c) konwertorze.
d) piecu elektrycznym.
5. Który z wymienionych składników pogarsza własności stali
a) krzem.
b) wolfram.
c) molibden.
d) siarka.
6. Maksymalna zawartość węgla w stalach do nawęglania wynosi
a) 0,30%.
b) 0,25%.
c) 0,15%.
d) 0,10%.
7. Stop CuZn10Sn zawiera 10%
a) miedzi.
b) cynku.
c) cynku i miedzi.
d) cyny.
8. Zawartość aluminium w brązach do obróbki plastycznej wynosi
a) 5,5%.
b) 7%.
c) 8,6%.
d) 11%.
9. Jaki stop używa się na narzędzia pracujące w ośrodkach grożących wybuchem, aby nie
spowodować iskrzenia?
a) Miedź kadmową.
b) Brąz berylowy.
c) Mosiądz.
d) Brąz aluminiowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
10. Silumin jest stopem
a) magnezu.
b) aluminium.
c) miedzi.
d) ołowiu.
11. Avial jest stopem
a) aluminium.
b) magnezu.
c) cynku.
d) miedzi.
12. Znal jest stopem
a) magnezu.
b) cynku.
c) ołowiu.
d) aluminium.
13. Największą wadą tworzyw sztucznych jest
a) niska wytrzymałość.
b) słaba odporność na działanie czynników chemicznych.
c) mała odporność na działanie podwyższonej temperatury.
d) mała udarność.
14. Które materiały lakiernicze są bardzo łatwo palne
a) nitrocelulozowe.
b) chlorokauczukowe.
c) akrylowe.
d) poliwinylowe.
15. Na powłoki ochronne metalowe nakładane używa się między innymi
a) fosforu.
b) molibdenu.
c) wolframu.
d) niklu.
16. Najtwardszym materiałem ściernym jest
a) korund.
b) diament.
c) kwarc.
d) karborund.
17. Dopuszczalne ciśnienie robocze w butlach acetylenowych wynosi
a) 0,5 MPa.
b) 1,5 MPa.
c) 2,5 MPa.
d) 5 MPa.
18. Do lutowania twardego stosuje się luty, których temperatura topnienia przekracza
a) 200
0
C.
b) 300
0
C.
c) 500
0
C.
d) 800
0
C.
19. Do lutowania twardego jako czynnik odtleniający używa się
a) salmiaku.
b) boraksu.
c) chlorku cynku.
d) kalafonii.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
20. Najwyższą temperaturę zapłonu ma
a) koks.
b) olej napędowy.
c) węgiel kamienny.
d) benzyna.
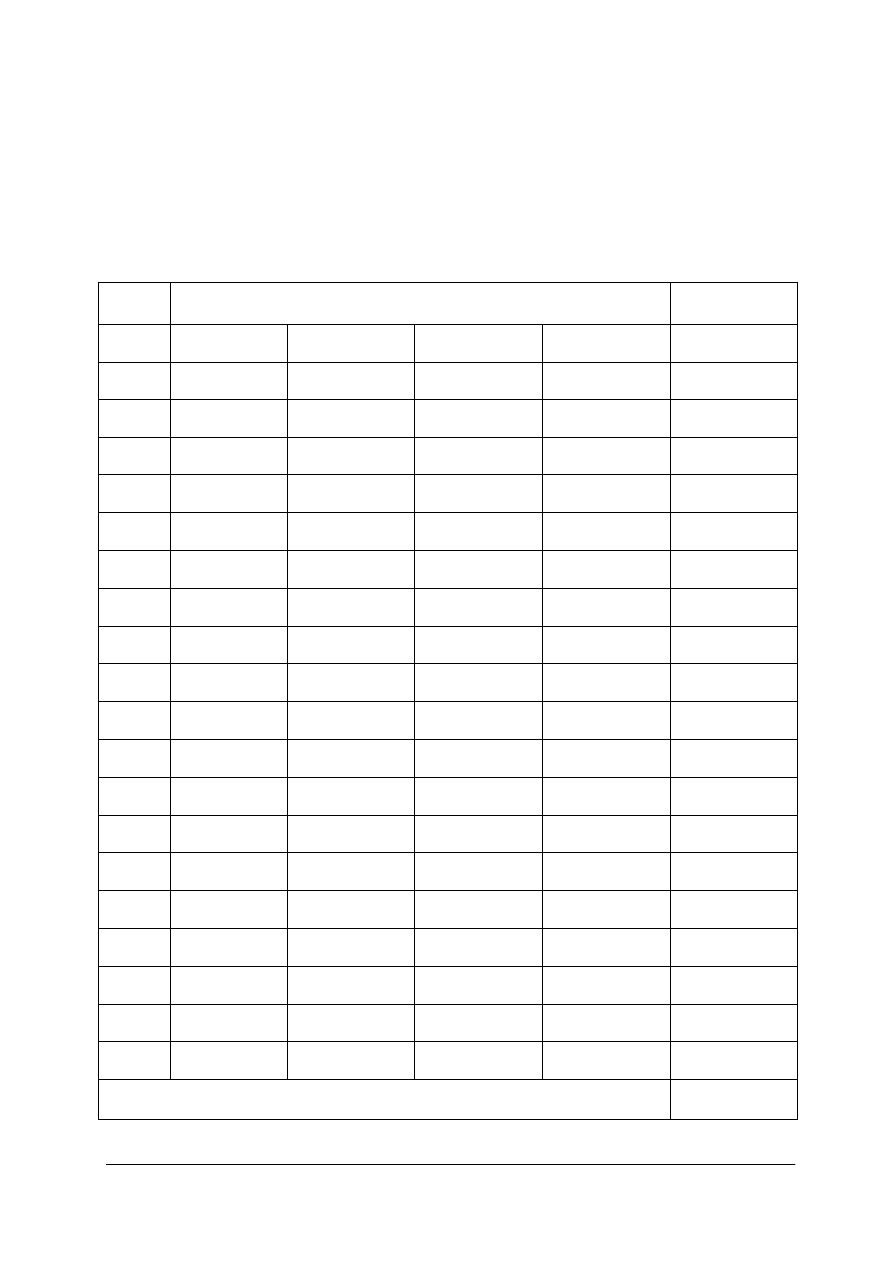
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Rozpoznawanie podstawowych materiałów kowalskich i stopów technicznych
Zakreśl poprawną odpowiedź.
Numer
zadania
Odpowiedź
Punktacja
1.
a b c d
2.
a b c d
3.
a b c d
4.
a b c d
5.
a b c d
6.
a b c d
7.
a b c d
8.
a b c d
9.
a b c d
10.
a b c d
11.
a b c d
12.
a b c d
13.
a b c d
14.
a b c d
15.
a b c d
16.
a b c d
17.
a b c d
18.
a b c d
19.
a b c d
20.
a b c d
Razem punktów

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
6. LITERATURA
1. Ares J. A.: Metaloplastyka. Technika formowania, kucia i spajania. Wydawnictwo Arkady.
Warszawa 2006
2. Górecki A.: Technologia ogólna. WSiP, Warszawa 2000
3. Lewandowski T.: Rysunek techniczny dla mechaników. WSiP, Warszawa 2004
4. Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1997
5. Praca zbiorowa. Poradnik mechanika warsztatowca. WNT, Warszawa 1981
6. Solis H. Lenart T.: Technologia eksploatacji maszyn. WSiP, Warszawa 1996
7. www.messer.pl
8. www.spawalnictwo.spawsc.pl
9. www.thyssenkrupp-energostal.pl
10. www.wychowanietechniczne.prv.pl
Wyszukiwarka
Podobne podstrony:
02 Rozpoznawanie podstawowych m Nieznany
Rozpoznawanie podstawowych materiałów stosowanych do budowy rurociągów
311[15] Z1 02 Wykonywanie podstawowych zabiegów obróbki i spajania materiałów
02 Rozpoznawanie materiałów stosowanych w maszynach
Rekord?nych podstawowych materiału
Metale nieżelazne-GEPARD, AGH, Podstawy Materialoznawstwa
03 - mikroskopowe badania odlewniczych stopw elaza, AGH, Podstawy Materialoznawstwa
15.02.06-Anemia-materiały do wykładu, studia, 4 rok, farmakologia, materiały, C21W15-niedokrwistosci
02 16PF PODSTAWY TEORETYCZNE I ANALIZA WYNIKÓW
008 Podstawowe materiały stosowane do produkcji rękojeści
02 05 podstawy statyki zadanie 05id 3503
Materiałoznawstwo ściąga Jola, AGH, Podstawy Materialoznawstwa
02 Opracowanie i analiza materi Nieznany (2)
Protokół legalniści pobytu UA 01.02.2012 AKT, MATERIAŁY DO POLICJI, STRAŻY GRANICZNEJ
02 13 podstawy statyki zadanie Nieznany (2)
sprawozdanie materiały 2, AGH, Podstawy Materialoznawstwa
więcej podobnych podstron