Wtryskiwanie to proces cykliczny, w którym materiał wyjściowy w postaci granulek lub krajanki, podany z pojemnika do ogrzewanego cylindra, uplastycznia się i następnie jest
wtryskiwany przez dyszę i tuleję wtryskową do gniazd formujących. Tworzywo zestala się w
nich, a następnie jest usuwane z formy w postaci gotowej wypraski, po czym cykl procesu
rozpoczyna się od nowa. Proces ten przeznaczony jest głównie do przetwórstwa tworzyw
termoplastycznych, lecz stosowany również do przetwórstwa tworzyw termo - i chemo -
utwardzalnych. Wtryskiwanie jest podstawowym procesem wytwarzania z tworzyw
sztucznych gotowych wyrobów o masie od 0,01g do 70 kg . Został on wprowadzony po raz
pierwszy na początku XX wieku, do przetwórstwa pierwszych termoplastycznych tworzyw
sztucznych.
Zalety procesu wtryskiwania
- wytwarzanie nawet najbardziej skomplikowanych wyrobów w jednym procesie
technologicznym;
- mały bądź żaden udział obróbek wykańczających;
- wysoka jakość i powtarzalność własności i wymiarów;
- możliwość pełnego zautomatyzowania, komputerowego sterowania i kontroli procesu;
- w porównaniu z obróbką metali, znaczne zmniejszenie liczby operacji technologicznych,
mniejsze zużycie energii bezpośredniej i wody, niewielka pracochłonność, niska emisja
związków szkodliwych dla otoczenia.
Wady procesu wtryskiwania
- wysoki koszt maszyn (wtryskarek) i niejednokrotnie dorównujący mu koszt
oprzyrządowania (form), powodujący wydłużenia czasu amortyzacji i wysokie koszty
uruchamiania produkcji;
- ze względu na powyższe, technologia wtrysku opłacalna tylko przy produkcji wielkoseryjnej
i masowej;
- konieczność wysokich kwalifikacji pracowników nadzoru technicznego, którzy muszą znać
specyfikę przetwórstwa tworzyw sztucznych;
- konieczność zachowania wąskich tolerancji parametrów przetwórstwa;
- długi czas przygotowania produkcji ze względu na pracochłonność wykonawstwa form
wtryskowych.
Ze względu na specyficzne własności tworzyw sztucznych, wtryskiwanie jest bardzo
złożonym procesem technologicznym; w odróżnieniu od pozornie pokrewnego procesu
odlewania ciśnieniowego metali nie jest procesem mechanicznym, lecz mechaniczno-
fizycznym. W procesie wtryskiwania uzyskuje się wypraskę charakteryzującą się nie tylko
określonym kształtem, lecz także specyficzną strukturą, wynikającą ze sposobu płynięcia
uplastycznionego tworzywa w formie oraz przebiegu jego krzepnięcia. Ponieważ procesy te
zachodzą w formie wtryskowej, konstruktor tego narzędzia musi uwzględniać, prócz
zagadnień typowo mechanicznych, również zagadnienia związane z fizycznym charakterem
przemian tworzywa (skurcz). Skonstruowanie racjonalnie pracującej formy wymaga
równocześnie od konstruktora gruntownej znajomości możliwości technicznych wtryskarki,
ponieważ jest to maszyna o wyjątkowo bogatych możliwościach, zapewnionych przy jej
wyposażenie i liczne programy pracy.
www.chomikuj.pl/MarWag987
Fazy procesu wtryskiwania
1. zamykanie formy,
2. dosuwanie układu uplastyczniającego do formy tak aby dysza wtryskowa zetknęła się z
tuleją wtryskową,
3. wtryśnięcie uplastycznionego tworzywa przez dyszę do gniazda formy i jego wypełnienie
(faza wtrysku)
4. uzupełnienie tworzywa w gnieździe poprzez nieduże dociśnięcie ślimaka w celu
wyrównania zmniejszenia objętości wywołanej skurczem zestalającego się tworzywa (faza
docisku),
5. chłodzenie wypraski;
6. odsunięcie układu uplastyczniającego i wprawienie ślimaka w ruch obrotowy, co
powoduje ponowne pobranie tworzywa z leja zasypowego i jego uplastycznienie,
7. otwarcie formy i wyjęcie wypraski,
8. przygotowanie formy do następnego cyklu.
Odmiany wtryskiwania
1. Wtryskiwanie tworzyw termoutwardzalnych- w czasie nagrzewania których zachodzą dwa
przeciwdziałające sobie zjawiska: uplastycznianie i następnie stapianie oraz polimeryzacja,
której skutkiem jest utwardzanie tworzywa. Tworzywo w układzie uplastyczniającym ulega
niecałkowitemu uplastycznieniu. Utwardzanie tworzywa zachodzi w gnieździe formy, która
jest ogrzewana.
2. Wtryskiwanie wielokomponentowe - może być prowadzone w różnych wariantach.
Wypraska może składać się z różnych tworzyw lub z tych samych tworzyw o różnych
kolorach (wtryskiwanie wielokolorowe).
3. Wtryskiwanie wyprasek porowatych - uzyskuje się przede wszystkim dzięki wprowadzeniu
do tworzywa wejściowego poroforu rozkładającego się w procesie przetwórstwa. Wypraska
porowata ma litą warstwę zewnętrzną - naskórek różnej grubości, a rdzeń porowaty.
4. Wtryskiwanie niskociśnieniowe - zwane też odlewaniem wtryskowym charakteryzuje się
tym, że wypełnianie gniazda formy wtryskowej odbywa się przy obracającym się ślimaku o
stożkowym i uzwojonym zakończeniu, utrzymywanym w poprzednim położeniu
bezpośrednio przy dyszy wtryskowej, co powoduje szybkie doprowadzanie tworzywa do
żądanej temperatury i ułatwiania wypełniania gniazda formującego. Wtryskiwanie
niskociśnieniowe stosuje się do wytwarzania przedmiotów grubościennych o dużych
wymaganiach co do wymiarów, kształtu i położenia.
5. Wtryskiwanie wspomagane gazem obojętnym - po wprowadzeniu do formy niewielkiej
porcji tworzywa zostaje wprowadzony sprężony azot (ok. 30 MPa), który je rozdmuchuje.
Stosowane przy produkcji wyrobów o przekroju zamkniętym, czego nie można uzyskać w
innych procesach. Stosowane również dla uzyskania dużej sztywności przekroju przy
zachowaniu cienkościenności wypraski.
6. Wtryskiwanie z doprasowaniem - gniazda formy zamykają się teleskopowo; tworzywo jest
ściskane przez cały czas ochładzania;
www.chomikuj.pl/MarWag987
7. Wtryskiwanie z rozdmuchiwaniem - po wtryśnięciu część stemplowa formy z
niezastygniętym tworzywem zostaje przesunięte do innej formy o kształcie np.; butelki. W
wyniku rozdmuchu i ochłodzenia kształt zostaje utrwalony.
8. Wtryskiwanie termoutwardzalnych elastomerów - usieciowanie tworzywa lub gumy
następuje dopiero w gorącej formie wtryskowej o temperaturze ok. 180°C.
9. Wtryskiwanie żywic i kauczuków dwuskładnikowych - dwa komponenty żywicy lub np.
kauczuku silikonowego doprowadzane są przez małe pompy i urządzenia mieszające do
cylindra wtryskowego. Przyśpieszone sieciowanie odbywa się w gorącej formie wtryskowej.
Współczesne wtryskarki są skomplikowanymi, wielofunkcyjnymi maszynami do
przetwórstwa tworzyw sztucznych. Ogólna budowa wszystkich ich typów (rys.1) jest
podobna, ponieważ składają się one z pełniących tę sama rolę zespołów funkcyjnych (rys. 2).
W zależności od rodzaju przetwarzanego tworzywa, sposobu pracy, rodzaju formy itp., są
dostosowywane do wymogów poszczególnych wariantów technologii w sposób
konstrukcyjny bądź przez zastosowanie specjalnego wyposażenia technicznego. Wielkość
wtryskarki, jej możliwości wytwórcze charakteryzuje siła zamykania, objętość wtrysku i
wymiary przestrzeni, w której mocowana jest forma wtryskowa
Zespoły funkcyjne wtryskarki
Zespół uplastyczniania i wtryskiwania. W zależności od potrzeb produkcyjnych jest on
wymienny; zwany jest agregatem wtryskowym. Rodzaj budowy tego zespołu określa również
nazwę całej wtryskarki.
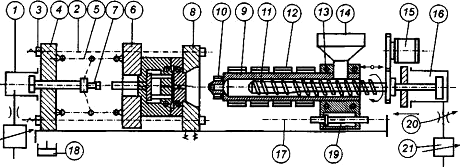
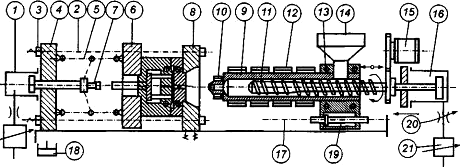
Schemat konstrukcyjny wtryskarki ślimakowej z podstawowymi zespołami:
1- siłownik napędu stołu, 2- kolumny prowadzące stół, 3- nakrętki do nastawiania wysokości
formy, 4- stół tylny nieruchomy przestawny, 5- zespół kolumnowo- dźwigniowy, 6- stół
ruchomy, 7- zderzak wtryskarki, 8- stół przedni nieruchomy, 9- cylinder wtryskowy, 10- dysza
wtryskarki, 11- ślimak, 12- grzejnik, 13- chłodzenie strefy zasypowej cylindra, 14- lej
zasypowy, 15- silnik napędu ruchu obrotowego ślimaka, 16- siłownik przesuwu ślimaka, 17-
prowadnice agregatu wtryskowego, 18- zbiornik oleju układu hydraulicznego, 19- siłownik
przesuwu cylindra, 20- dławik, 21- regulator ciśnienia oleju układu hydraulicznego.
www.chomikuj.pl/MarWag987
Zespoły zamykania i otwierania formy
Forma wtryskowa mocowana jest do płyt mocujących wtryskarki. Jedna z tych płyt,
nieruchoma jest przymocowana do korpusu wtryskarki, druga zaś, ruchoma, przesuwana jest
po kolumnach prowadzących lub - we wtryskarkach bezkolumnowych - po prowadnicach
umieszczonych na korpusie. Funkcje ruchu i wywarcia niezbędnej siły zamykania realizowane
są przez następujące systemy napędowe:
Napęd kolumnowo - dźwigniowy, w przypadku którego stół ruchomy jest przesuwany przez system.
Kolanowo - dźwigniowy, najczęściej 5-punktowy (przegubowy), uruchamiany pojedynczym
siłownikiem hydraulicznym. System ten charakteryzuje duża szybkość ruchu oraz niewielki
wydatek oleju (energii). Jednakże do wywarcia pełnej siły zamykania konieczne jest pełne
rozprostowanie dzwigni z jednoczesnym pełnym zamknięciem formy.
Napęd bezpośrednio hydrauliczny, w przypadku którego płyta ruchoma jest przesuwana
przez wielostopniowy zespół siłowników hydraulicznych. Do realizacji szybkiego przesuwu
służą siłowniki o małej średnicy tłoczyska i długim skoku, natomiast duże siły zamykania
uzyskuje się za pomocą siłowników o dużej średnicy. W bardzo dużych wtryskarkach o sile
zamykania powyżej 10 000 kN stosuje się blokadę pośrednią, a cylinder siłownika drugiego
stopnia wykonany jest w stole wtryskarki.
Napęd hybrydowy wykorzystujący elementy obu systemów: - do realizacji szybkiego
przesuwu płyty ruchomej stosuje się zespół kolumnowo-dźwigniowy lub śrubę napędową,
- bezpieczną silę zamknięcia uzyskuje się przez zastosowanie jednego centralnego lub
czterech - po jednym na każdą kolumnę - siłowników o krótkim skoku, zwanych poduszkami
hydraulicznymi.
Napęd przez śrubę pociągową przesuwaną przez obrót nakrętki kulkowej obracanej
elektrycznym silnikiem sposób bezpośredni lub pośredni przez pas zębaty.
www.chomikuj.pl/MarWag987
Wyszukiwarka
Podobne podstrony:
Przegląd rozwiązań konstrukcyjnych wtryskarek (ENG)
Regulacja pompy wtryskowej
Podstawowym miejscem pracy operatora jest stanowisko obsługi wtryskarki do pracy przetwórstwa tworzy
Astra F Diagnostyka układu wtryskowego
407 B1HG7MK1 Demontaz montaz Wtryskiwacz diesel Nieznany
Wtrysk mechaniczny K-Jetronic, Troche techniki E30 i nietylko
NAPĘD POMPY WTRYSKOWEJ Z CIĘGŁEM „STOP”W SILNIKACH D 243, D 245 I ICH (2)
formowanie wtryskowe 1
Badanie pomp wtryskowych-sem, !! DIAGNOSTYKA SAMOCHODOWA, ukłądy wtryskowe
Instrukcja bhp przy obsłudze wtryskarek do tworzyw sztucznych, BHP, Instrukcje BHP, Przemysł ciężki
wtryskiwanie
Forma wtryskowa
błędy pomp wtryskowych
BADANIE POMP WTRYSKOWYCH
Pompy wtryskowe moje, !! DIAGNOSTYKA SAMOCHODOWA, ukłądy wtryskowe
3 OCENA SKURCZU WYPRASEK WTRYSKOWYCH, Studia, Przetwórstwo Tworzyw sztucznych, Plastiki sprawka
WTRYSKARKA
celem pracy było przedstawienie budowy samochodowej pompy wtryskowej rozdzielaczowej firmy bosch KMP
więcej podobnych podstron