dobór narzędzi kryteria: -rodzaje mierzonego parametru -odpowiedni zakres pomiarowy -rodzaj przejmowanych informacji -niepewność pomiaru
Przebieg doboru: -określenie przeznaczenia części, -orientacyjne określenie klasy dokładności, -dzielimy wymiary na zewnętrzne, wewnętrzne, mieszane,
-określamy wartość tolerancji pomiarów dl przyjętej kasy, -obliczanie dokładności pomiarów, -analizowanie dodatkowych kryteriów doboru: *gabaryty przedmiotu, *masa przedmiotu, *odkształcalność, *seryjność produkcji, *sposób rejestracji wyników
Rodzaj mierzonego wymiaru wpływa na typ narzędzia pomiarowego, jego konstrukcję i budowę. Wybór metody pomiarowej (bezpośrednia lub pośrednia) określony jest dostępnością mierzonego wymiaru dla pomiaru bezpośredniego który powinien być stosowany w pierwszej kolejności, ponieważ z reguły obarczony jest mniejszym błędem niż pomiar pośredni.
Tolerancja sprawdzanego wymiaru jest jednym z najistotniejszych czynników określających wybór narzędzia pomiarowego. Wpływa ona na zakres podziałki narzędzia, który powinien być większy od spodziewanych odchyłek wielkości mierzonej. Tolerancja pomiaru określa również dopuszczalny błąd pomiaru. Zależy ona od technologicznej dokładności wykonania wymiaru, zastosowanej technologii oraz błędu pomiaru, zależnego od stosowanej metody i narzędzia pomiarowego. T= gdzie T-tolerancja Tw-technolog. dokładność wyknia ∆P- błąd pomiaru
Ilość kontrolowanych przedmiotów ma poważny wpływ na rodzaj stosowanych środków pomiarowych i metod kontroli. Przy produkcji jednostkowej i małoseryjnej stosuje się przeważnie uniwersalne narzędzia pomiarowe. W miarę wzrostu seryjności coraz szersze zastosowanie znajdują sprawdziany, specjalne przyrządy pomiarowe - przeznaczone do pomiarów i sprawdzania określonych przedmiotów.
Podział przyrządów: - przyrządy suwmiarkowe -przyrządy mikrometryczne -czujniki - maszyny pomiarowe (długościomierze, wysokościomierze, mikroskopy i projektory, współrzędnościowe maszyny pomiarowe - przyrządy do pomiarów kątów - interferometry - przyrządy do pomiarów chropowatości i falistości powierzchni - przyrządy do pomiarów kształtu i odchyłek - przyrządy do pomiaru kół zębatych - inne przyrządy pomiarowe
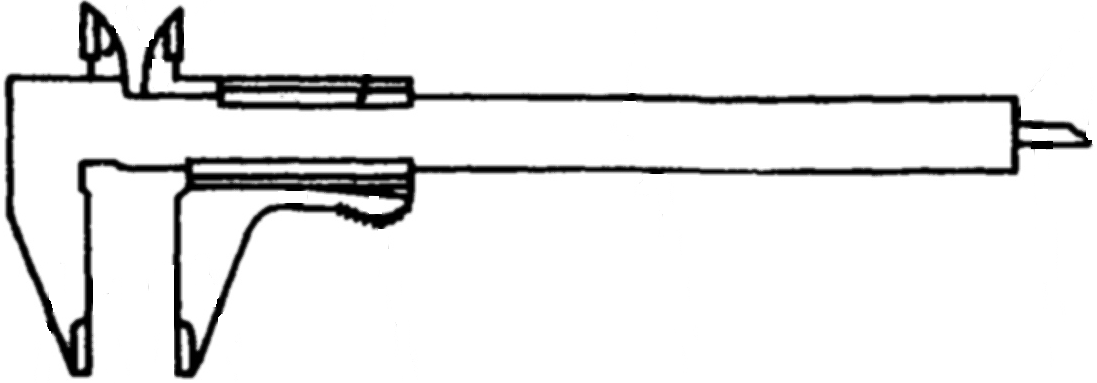
Suwmiarki: Przyrządy suwmiarkowe są produkowane z trzeba rodzajami urządzeń wskazujących. Najczęściej stosowane są suwmiarki z noniuszem oraz z cyfrowym urządzeniem wskazującym, rzadziej stosuje się suwmiarki z czujnikiem. W suwmiarce z noniuszem wykorzystywany jest wzorzec kreskowy nacięty na prowadnicy suwmiarki. Do odczytywania wskazań używa się noniuszy o dokładności odczytu 0,1 lub 0,05mm i module 1 lub 2.W przyrządach z czujnikiem również stosuje się wzorzec kreskowy nacięty na prowadnicy suwmiarki ale dodatkowo wykorzystuje się mechaniczny przetwornik przemieszczeń. W przyrządach z cyfrowym urządzeniem odczytowym stosuje się najczęściej wzorce pojemnościowe. Rozdzielczość cyfrowego urządzenia odczytowego wynosi zwykle 0,01mm.
Przyrządy mikrometryczne:
Rozróżnia się pięć zasadniczych typów przyrządów mikrometrycznych: mikrometry zewnętrzne, mikrometry wewnętrzne, średnicówki, głębokościomierze oraz głowice mikrometryczne.
Czujniki: Przyrządy pomiarowe służące do wykonywania pomiarów metodą różnicową. Czujniki mają mały zakres pomiarowy i cechują się dużą dokładnością wskazań.
Analiza Niedokładności Podstawą wyznaczenia kosztów błędnych decyzji są prawdopodobieństwa wystąpienia tych błędów. Do ich wyznaczenia, służy znajomość rozkładu f1(x) wymiarów produkowanych wyrobów oraz decydującego o niepewności pomiaru rozkładu f2(x) błędów pomiaru.
Wyznacza się f3(x) wymiarów przedmiotów uznanych za dobre,
tzn. przedmiotów których wymiary
zaobserwowane znalazły się w
przedziale wyznaczonym przez
wymiary graniczne A i B
noniusz
szczęka ruchoma
szczęka stała
korpus
zespół przesuwny
kP
Popt
p
k1
kbd
kC
Kc - koszt całkowity
Kbd - koszt błędnych decyzji
Kp - koszt pomiaru
Popt - optymalny błąd
Wyszukiwarka
Podobne podstrony:
ściąga- ĆW.3, Ćwiczenia
WM laborki, ściąga ĆW 6
ściąga pełna wersja
Ściąga z ćw 1
Cw 6 wersja 2
sciaga CW 3
sciaga cw 7
sciaga zaliczeniowa WERSJA OKROJONA
Wytrzymka ściąga laboratorium wersja word? 2003
Ściaga cw
rachunek ściąga kolos 2 wersja 2
Sciaga sieci wersja 1, Studia, Sieci komputerowe i internet
Polityka gosp ściąga ćw, Ekonomia UEK, rok2, semestr 3, Polityka gospodarcza
Tkanki sciaga ćw
sciaga cw 4
ściąga ĆW.5, 1
ukł oddechowy, krążenia ściąga ćw
ściaga z ćw 1 do przeróbki
więcej podobnych podstron