„1”PODZIAŁ ODLEWNICTWA
I. Ogólny (żeliwa, staliwa, metali niezależnych)
II. Według sposobu zalewania form (grawitacyjne, odśrodkowe, ciśnieniowe, próżniowe, wibracyjne);
III. Ze względu na rodzaj formy:
1. Nietrwała (jednorazowa): piaskowa (wilgotna, suszona, utwardzona CO2, z mas ciekłych samoutwardzalnych), skorupkowa (proces „C”, proces „D”), precyzyjna (modele wytapiane: woskowe, rtęciowe, soli azotowych, polistyrenowych; szklana; gipsowa; kauczukowa; wykonana metodą Shawa)
2. Półtrwała (szamotowa; metalo-ceramiczna; cementowa)
3. Trwała (grawitacyjna, wirująca, ciśnieniowa, zalewana w sposób ciągły)
„2” UKŁAD WLEWOWY- jest to zespół kanałów w formie odlewniczej, którego zadaniem jest ciągłe i równomierne doprowadzenie metalu o wnęki formy z zachowaniem prawidłowego rozkłady temperatur dla jak najlepszego procesu krzepnięcia i stygnięcia odlewu (+rysunek)
DUDOWA-1 zbiornik wlewowy 2- wlew główny 3- wlew rozprowadzający (belka wlewowa) 4) odżużlacz lub filtr wlewowy 5- wlew odprowadzający 6- przelew 7- zasilacz lub nadlew
„3” ZADANIA POSZCZEGÓLNYCH ELEMENTOW UKŁADU WLEWOWEGO-
zbiornik wlewowy - ciągłe i równomierne doprowadzane metalu do wnętrza formy



wlew główny- dostarczanie metalu w głąb formy
belka żużlowa - ze względu na ze belka znajduje się w 2 połowie formy zwiększa nam pozbycie się żużlu
wlew doprowadzający - dla prawidłowego rozkładu temperatur w formie
przelew- sygnalizacja konca zalewania, musi być umieszczony w najwyższym miejscu formy - usuniecie gazow na zewnatrz -wyprowadzenie żużlu - wprowadzenie zimnej czołówki ciekłego metalu
filtr odżużlacz -zatrzymanie żużla
nadlew i zasilacz -zniwelowanie niekorzystnego skurczu metalu
-układ otwarty- jest taki w którym suma powierzchni poprzecznych przekrjow wlewów doprowadzających jest wieksza od powierzchni przekrojów elementow układu wlewowego
układ zamkniety to taki w którym suma powierzchni poprzecznych przekrojów doprowadzających jest mniejsza niż powierzchnia elementow układu wlewowego
PODZIAŁ UKŁADU WLEWOWEGO ZE WZGLĘDU NA RODZAJ ODLEWU
„tego chyba nie potrzeba”
1- gorny 2- deszczowy 3- różkowy 4- syfonowy

5- boczny 6- ukośny 7- dolny 8- styczny
„4” Nadlew. Warunek prawidłowego funkcjonowania nadlewu Mnadl>Modl. Moduł jest to iloraz objętości odlewu V(więza cieplnego, nadlewu) do jego powierzchni P, która bierze udział w odprowadzeniu ciepła z odlewu M=V/P
Rodzaje nadlewów: rozróżnia się nadlewy odkryte(ich powierzchnia górna ma kontakt z powietrzem atmosferycznym), nadlewy zakryty(których kontakt z powietrzem odbywa się poprzez dodatkowy element którym jest rdzeń).Wyróżniamy nadlewy: górny, boczny, kulisty.
„5”OCHŁADZALNIK
Element formy (wkładka metalowa) lub z innego materiału różniącego się współczynnikiem akumulacji ciepła od masy formierskiej, który stosuje się w celu miejscowego wzrostu szybkości chłodzenia odlewu lub jego części efektem czego jest większa szybkość krystalizacji co eliminuje niekorzystne skutki skurczu. Ochładzalnik stosuje się w tych miejscach formy w których ze względów technologicznych lub ekonomicznych niemożliwe jest zastosowanie nadlewu. Są dwa rodzaje ochładzalników:
- wewnętrzne (ulegają stopieniu lub wtopieniu w strukturę odlewu)

- zewnętrzne (wielokrotnego użycia, przylegają do węzła cieplnego dla zapewnienia większej jego szybkości krystalizacji)
„6” PODZIAŁ MODELI:
ze względu na kształt: 1 obrotowe, 2 płaskie, 3 mieszane;
ze względu na przeznaczenie: 1 produkcyjne: ( - trwale,- jednorazowe(woskowy)); 2 pomocnicze;
ze względu na konstrukcje: 1 naturalne: - niedzielone, - dzielone (bez części odejmowany, z częściami odejmowanymi); 2 ze znakami rdzeniowymi(odlewnicze): - dzielone, - niedzielone (z częściami odejmowanymi bądź bez); 3 uproszczone: - modele szkieletowe, - przymiary kontrolne, - wzorniki przesuwane, obracane
„7”PODZIAŁ MAS FORMIERSKICH
1 Przeznaczenia
-do odlewów staliwnych MST
-do odlewów żeliwnych MZ
-do odlewowo metali nieżelaznych MN
2 Zastosowanie
-a)na formę (formierska)
- przymodelowa -MFP
- wypełniająca MFW
- jednolita MFJ
b) na rdzeń MR
3- Stopnia zużycia
-wyjściowe MA
- używane MU
- odświeżona MO
-zużyta MX
4- składu sposobu wiązania, konsystencji.
„8” PODZIAŁ FORMIAREK
ze względu na sposób zagęszczania: (- formierkę prasującą, - f. wstrząsającą, - f. narzucarka, - f. wystrzeliwarka, - f. mieszane (wstrząsarkę ze wstępnym doprasowaniem)
ze względu na sposób wyjmowania modelu: (- f. trzpieniowa(rys zeskanować), - f. z obracanym stołem(rys zeskanować), - f. trzpieniowa z płytą grzebieniową
ze względu na położenie modelu: (- f. do wyk. górnych połówek, - f. do wyk. dolnych połówek, f. do wyk. mieszanych
ze względu na rodzaj napędu: (-pneumatyczne, - hydrauliczne, - mechaniczne)
ze względu na sposób wywierania ciśnienia: (- niskie cis. <0,5 Mpa, - wysokie ciś. > 0,5 Mpa)
„9” RDZEŃ
Technologia rdzeni
własności rdzenia: 1 duża wytrzymałość (odpor. na wstrząsy, uderzenia i ciśnienie ciekłego metalu); 2 dobra przepuszczalność ( odprowadzenie gazów z wnętrza rdzenia powstalych w wyniku jego kontaktu z ciekłym metalem); 3 ogniotrwałość; 4 podatność na skurcz metalu; 5 wybijalność (łatwość usuwania z formy); 6 higroskopijność (odporność na pochłanianie wilgoci)
Rodzaje rdzeni: - skrzynkowe, - ramkowe (zwykłe, z obejmą), - z pancerzem, - różnego rodzaju
Suszenie rdzeni - istotnym elementem jest proces suszenie rdzenia który przebiega 3 - stopniowo:
1. stopniowe podwyższanie temp. rdzenia aż do 100C, 2. szybkie podwyższanie temp. suszenia do temp. właściwej 150-180C, 3. chłodzenie wraz z piecem
10. Zalewanie formy.- Polega na zalaniu formy ciekłym metalem.
Proces zalewania form ciekłym metalem realizowany jest przy użyciu:
-kadzi ręcznych(na widełkach :do 20kg, 50kg, 80kg)
-kadzi suwnicowych od500kg do 2t
„11”ŻELIWIAK
Do wytapiania stosuje się materiały wsadowe, paliwa, topniki.
Zalety: duża sprawność cieplna (dzięki przeciw prądowej wymianie ciepła), korzystna cena paliwa. Wady: trudność w uzyskaniu wysokiej temperatury przegrzania (pow. 1500 st.C), trudność w utrzymaniu składu chemicznego (powyżej 3,7% Ci poniżej 3,0%C) oraz jego zmiany w czasie trwania wytopu, niemożność przetrzymywania ciekłego metalu bez spadku temperatury, zanieczyszczenie metalu siarką (z koksu) tlenem i wodorem.(rys)
12.Rodzaje piecy elektrycznych:
a)oporowe: stałe, przechylne. Ze wzg. na konstrukcję: bębnowe, trzonowe, tyglowe. Źródłem ciepła jest ciepło powstałe w wyniku przepływu prądu przez element grzejny(opornik).
b)łukowe: o działaniu pośrednim(łuk powstaje pomiędzy elektrodami nie stykającymi się ze wsadem), o działaniu bezpośrednim(elektrody stykają się ze wsadem)
c)indukcyjne: bezrdzeniowe(tyglowe): o częstotliwości średniej, wielokrotnej, sieciowej; rdzeniowe(kanałowe) o częstotliwości sieciowej.
W piecach indukcyjnych źródłem ciepła do roztopienia wsadu metalowego jest indukcja elektromagnetyczna czyli stan w którym zmienne pole elektryczne(magnetyczne) wytwarza zmienne pole magnetyczne(elektryczne) w efekcie czego płyną prądy wirowe, które rotapiają wsad.
13.ODLEWANIE KOKILOWE:
-grawitacyjne-wypełnianie wnęki formy pod działaniem siły ciężkości
-pod niskim ciśnieniem
Zalety:
-większa dokładność wymiarowa
-lepsza jakość odwzorowania powierzchni
-drobnoziarnista struktura zapewniająca wysokie właściwości użytkowe
-lepsza wydajność
-eliminacja masy formierskiej
-eliminacja skrzynek formierskich
-lepsze warunki pracy(mniejsze zapylenie)
-niższe nakłady inwestycyjne dla uzyskania tych samych efektów
Wady:
-znaczne naprężenia cieplne w skutek dużej szybkości chłodzenia i hamowania skurczu metalu
-większa niejednorodność struktury przekroju ścianki
-ograniczona twardość formy i kosztowne jej przygotowanie
-większa wrażliwość na zmiany parametrów procesów technologicznych.
W przypadku odlew.kokil. dąży się do tego aby zapewnić przebieg procesu krzepnięcia kierunkowego(grubsze części zasilają cieńsze, a ostatni krzepnie nadlew).Jeśli krzepnięcie odlewu będzie miało charakter objętościowy(wszystkie części odlewu krzepną w tym samym czasie)istnieje możliwość powstania skurczu lub porowatość gazów.
14.PODZIAŁ KOKILAREK:
-uniwersalne
-specjalne
Ze wg na przesuw kokili:
-poziome
-pionowe
-skośne
-przechylne
Ze wg na spos. zwierania form i kokilarek:
-jednostronnie
-dwustronnie
-wielostronnie
Ze wg na liczbę stanowisk:
-jednostanowiskowe
-dwustanowiskowe
-wielostanowiskowe
Ze wg na stos. napęd
-pneumatyczne
-hydrauliczne
-elektryczne
-mieszane
15.ODLEWANIE POD NISKIM CIŚNIENIEM pozwala na:
a)wykonywanie odlewów cienkościennych o skomplikowanych kształtach
b)dużą oszczędność metalu na układ wlewowy
c)obniżenie kosztów topienia
d)obniżenie kosztów wykańczania i oczyszczania modelu
e)zwiększenie wydajności
f)lepszą mechanizacje i automatyzacje procesu
W tej metodzie wykorzystano zasadę tzw. U-rurki, tzn. jeśli wywieramy nacisk na lustro cieczy(ciekły metal w tyglu)na jednym końcu rurki to spowoduje zmianę poziomu na drugim końcu(rurka wlewowa połączona z kokilą).Bardzo duże zastosowanie znalazła do odlewania stopów aluminiowych.
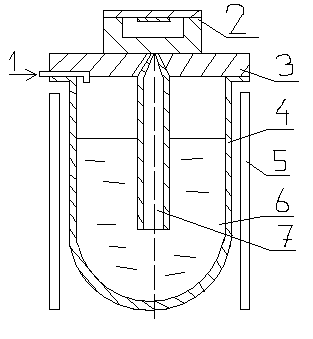
1-sprężone powietrze
2-kokil
3-płyta
4-tygiel
5-element grzejny
6-ciekły metal
7-rura wlewowa
16. Etapy wykonania odlewu metodą wytapiania modelu.
- przygotowanie modelu: model wykonuje się na specjalnych maszynach(wtryskarkach) na których wchodzi główny element czyli matryca
- łączenie modeli, w zestawy modelowe za pomocą lutownic bez żadnych klejów
-budowanie formy(nanoszenie warstw): odbywa się to poprzez zanurzanie na przemian w ciekłym spoiwie (schydrolizowany krzemian etylu) oraz luźnym materiale(piasek kwarcowy), nanosi się kilka warstw tworząc skorupę o grubości 15mm
-suszenie
-usunięcie modelu formy(wytapianie modeli): odbywa się to w wyniku dwóch możliwych procesów: na sucho(wyżarzanie w piecu elektrycznym w temp ok. 140 stopni), na mokro(omywanie wnętrza form gorącą wodą i mocno przegrzaną parą o temp 150 stopni)
-wyżarzanie formy w temp 900 stopni w piecach tunelowych lub gazowych
-zalewanie form: bezpośrednio po wyjęciu z pieca formy są zalewane i mimo ich wysokich temp różnica temp pomiędzy ciekłym metalem a formą jest bardzo duża ok. 700 stopni
-wybijanie odlewów: rozkruszanie form
-wykańczanie: polega na szlifowaniu materiałami ściernymi na tzw. diaksach
-kontrola jakości (kształtu, wymiaru, z zastosowaniem badań nieniszczących, rentgen, fluorescencyjna.)
17.Odlewanie do form skorupkowych.
Metoda w której jako materiał na formę stosuje się tzw piasek otaczany(piasek kwarcowy w którym każde ziarno ma otoczkę z żywicy termoutwardzalnej).
Proces C(J. Croninga) grubość skorupy określona jest od czasu trzymania na podgrzanej płytce piasku otaczanego.
Proces D(H. Dieterta) zależna grubość od odległości dwóch płyt modelowych.
Metoda wytapianych modeli.
W metodzie tej jako model stosuje się drobne elementy wykonane ze sztucznej parafiny i sterynu. Jak sama nazwa wskazuje usuwanie modelu z formy (ceramicznej) następuje przez roztopienie modelu. Daje to praktycznie nieograniczone możliwości co do kształtu i jego stopnia skomplikowania. Cechą charakterystyczna jest to ze w metodzie tej stosuje się formę jednorazową, ma to wpływ na koszty. W związku z tym dąży się do tego aby z jednej formy uzyskać jak najwięcej odlewów.
18. Odlewanie odśrodkowe i charakterystyka.
W tzw. Formach wirujących - to proces w którym wypełnianie wnęki formy następuje w wyniku oddziaływania siły odśrodkowej, stosuje się do wykonania odlewów w kształcie brył. Rozróżnia się odlewanie odśrodkowe pionowe, poziome, ukośne.
Odlewanie ciągłe.
Polega na nieprzerywanym wylewaniu ciekłego metalu do formy odlewniczej(krystalizatora) z jednoczesnym wyciąganiem z niej odlewu z późniejszym cięciu go na odcinki o ustalonej długości. Metoda ta jest zastosowana do wykonania prętów i profili ze stali i stopów metali nieżelaznych. Stosowanie tej metody odlewania daje duże wyniki ekonomiczne oraz pozwala na uzyskanie bardzo jednorodnej struktury.
Wyszukiwarka
Podobne podstrony:
Odlewnictwo sciaga calosc druk1, Techniki wytwarzania
komunikacja masowa ściaga calosc
Ściąga całość 1 kolumna układ pionowy strony Arial 8 liczba stron 73
Koło, ściąga całość trp, 1
metale sciagawka całość, ggggggggggggggggggggggggggggggggg jjjjjjjjjjjjj
PSYCHOLINGWSTYKA ściąga całość, Studia- filologia rosyjska, Psycholingwistyka
grunty sciaga calosc, (PCz) POLITECHNIKA CZĘSTOCHOWSKA, Grunty, Materiały na kolosa
Anatomia sciaga z calosci, SZKOŁA- TECHNICY★ ############################, MASAŻ ###################
Finanse przedsiębiorstw-kaczanowski-ściąga całość książeczka, Wykłady rachunkowość bankowość
sciaga calosc2, egzam
GEOLOGIA INŻYNIERSKA sciaga calosc, Geologia inżynierska
ściąga całośćccc, Szkola - materialy
sciaga calosc, dokumenty, biomechanika
GEOLOGIA sciaga całość
Odlewnictwo pytania całosc, Studia, ZiIP, SEMESTR V, Odlewnictwo, materiały Kristof
więcej podobnych podstron