Sterowanie zapasami
Przemieszczanie produktów między poszczególnymi ogniwami łańcucha logistycznego wiąże się z koniecznością zatrzymania tych produktów w pewnych miejscach, na pewien okres czasu, w stanie spoczynku, co nazywamy składowaniem. Gdy składowanie wiąże się z koniecznością zaangażowania osób do obsługi, trwałego wykorzystania odpowiednio wyposażonych pomieszczeń, i można wskazać, że w rozpatrywanym okresie czasu dane produkty mogły być inaczej wykorzystane, mówimy, że stały się one zapasem.
Czym są zapasy?
Zapasy to zwykle stosy surowców, materiałów, części zamiennych, produkcji w toku czy wyrobów gotowych, które gromadzone są w niezliczonych ilościach punktów w obrębie systemu logistycznego. Koszt utrzymania tych zapasów może sięgać 20-40% ich wartości w ciągu roku. Z tego względu sprawne i precyzyjne zarządzanie zapasami daje firmie określone korzyści ekonomiczne
Zapasy dóbr rzeczowych są, oprócz innych czynników wytwórczych, nieodłącznym składnikiem i uwarunkowaniem sprawnego przebiegu procesów gospodarczych. Wśród tych zapasów możemy wyróżnić następujące grupy rodzajowe:
Surowce i materiały
Produkcję w toku
Wyroby gotowe
Towary
Zapasy materiałowe są tworzone w przedsiębiorstwach przemysłowych, budowlanych itp., a ich podstawowym celem jest zapewnienie ciągłości procesów produkcyjnych. Występują one w wielu podmiotach gospodarczych i stanowią bardzo zróżnicowany technologicznie asortyment, poczynając od surowców o jednorodnym charakterze, a kończąc na przedmiotach o wysokim stopniu przetworzenia.
Podobną funkcję spełniają zapasy produkcji w toku tworzone w różnych fazach procesów wytwórczych. Na ich strukturę rzeczową, wielkość, szybkość odnawiania itp. zasadniczy wpływ wywierają technologia i organizacja produkcji.
Zapasy wyrobów gotowych są produktami przeznaczonymi do sprzedaży, a ich podstawową funkcją jest zaspokajanie popytu zgłaszanego przez przedsiębiorstwa handlowe.
Zapasy towarów powstają w przedsiębiorstwach handlowych i służą bezpośredniemu zaspokajaniu popytu konsumpcyjnego bądź produkcyjnego wynikającego w innych przedsiębiorstwach przemysłowych.
Powody utrzymywania zapasów, to:
Wyrównywanie różnic w intensywnościach strumieni dopływu (zakupów) i odpływu (zużycia, sprzedaży).
Neutralizowanie wahań losowych cechujących strumienie odpływu (popyt większy od prognozowanego średniego), a także ewentualnych opóźnień w dostawach uzupełniających.
Uzyskiwanie rabatów od dostawcy przy zakupie większych partii.
Sezonowy charakter niektórych dóbr (np. płody rolne)
Pomyślną koniunkturę rynkową, co do której istnieje uzasadnione przypuszczenie, iż niebawem się „odwróci”
Operatywnymi narzędziami zarządzania zapasami w przedsiębiorstwach są:
normy zapasów (materiałów, produkcji nie zakończonej i wyrobów gotowych),
- limitowanie zakupów materiałów,
- kontrola zamówień z punktu widzenia wielkości zapasów,
- system alarmowy o stanie zapasów w magazynie,
- przeglądy zapasów w celu ujawnienia zapasów nieprawidłowych,
- plan kredytowania środków obrotowych
Podstawową przyczyną gromadzenia zapasów jest konieczność wyrównywania różnych intensywności strumieni zakupów (dostaw) i strumieni zużycia. Najlepiej obrazuje to przedstawienie wszystkich surowców i materiałów, znajdujących się w węzłach logistycznych, jako zbiornika retencyjnego.
Zapasy jako zbiornik retencyjny
Dobro - paleta drewniana jednorazowa (wym. 1000 x 1000 )
Stosowana polityka - (S, Q)
Łączne zapotrzebowanie jest identyczne.
W polityce zakupów (sterowaniu zapasami) podstawowym zagadnieniem jest ustalenie optymalnej partii zakupu. Chodzi o to, aby zapewniała ona minimalizację łącznych kosztów. Koszty te obejmują: koszty tworzenia zapasów (zwane również kosztami zakupu bądź zaopatrzenia) oraz przeciwstawne im koszty utrzymania zapasów (powodowane zamrożeniem kapitału, odsetkami bankowymi, kosztami magazynowania). Przeciwstawność tych kosztów wynika z tego iż zmniejszając jedne (np. tworzenie zapasów przez rzadsze, a więc większe zakupy), automatycznie zwiększamy drugie (większe nabywane partie powodują większe zapasy, a co za tym idzie zwiększają koszty ich magazynowania. Zatem żeby usprawnić sterowanie zapasami należy najpierw oszacować te koszty.
Koszty tworzenia zapasów obejmują wszystkie wydatki związane z opracowaniem jednego zamówienia, złożeniem go u dostawcy i dostawą zamówionego towaru. Zakłada się, iż każdorazowe zamówienie dostawy wywołuje takie same koszty, niezależnie od zamówionej ilości (tylko do pewnego zakresu). Do kosztów tych możemy zaliczyć wydatki administracyjne, koszty materiałów biurowych związanych z zakupami, ewentualne koszty transportu, koszty odbioru dostawy, prac księgowych, przetwarzania danych itp.
Koszt złożenia zamówienia (P) - 32 zł.
Cena jednostkowa dobra (c) - 2,30 zł/szt.
Współczynnik kosztów magazynowania (i) - 19,5%
![]()
პ ![]()
= 0,4485
Wzór na wielkość optymalnej partii zakupu.
Minimalne koszty zapasów występują wtedy, gdy koszty tworzenia zapasów są równe kosztom ich utrzymania, a zatem gdy zachodzi równość:
![]()
Wyznaczając z tego równania Qopt uzyskujemy:
პ ![]()
3961,48 ![]()
3962 szt.
Poza tym musimy wziąć także pod uwagę możliwość wahań popytu, jak również możliwość opóźnienia realizacji dostawy. Obrazują to rysunek poniżej:
Zapas jest monitorowany okresowo i zamówienia uzupełniające są wystawiane w przypadku, gdy poziom zapasu w magazynie obniży się do (lub poniżej) poziomu alarmowego s (odpowiednik poziomu A)
Roczne zapotrzebowanie (d) - 20 800 szt.
![]()
Okres realizacji zamówienia (t) - 2 dekady
Roczne zapotrzebowanie (Kz) - 20 800 szt.
Średnie zapotrzebowanie w okresie (a) - 3 962 szt.
Zapas bezpieczeństwa:
Rozwiązaniem pozwalającym nam zneutralizować niekorzystne czynniki występujące w modelu sterowania zapasami, są zapasy bezpieczeństwa (safety stock), zwane też zapasami rezerwowymi lub buforowymi. Aby zachować zdolność zaspokajania popytu w czasie upływającym od chwili wystawienia zamówienia do chwili dostawy, w momencie wystawiania zamówienia musi istnieć pewien zapas. Poziom tego zapasu ustala się na podstawie prognoz popytu i średniego czasu trwania realizacji zamówień. Wspomniany poziom należy powiększyć o rezerwę niezbędną do zamortyzowania sygnalizowanych wahań w faktycznym popycie i/lub okresie realizacji zamówień.
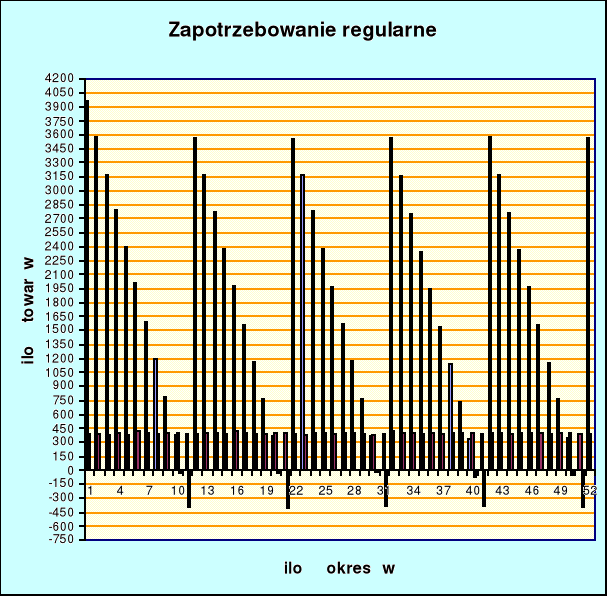
1. Zapotrzebowanie jest w miarę regularne
Nr okresu |
Stan na początek okresu |
Wielkość zapotrzebowania |
Zamówienie |
Dostawa |
Stan na koniec okresu |
Niedobór |
1 |
3962 |
389 |
0 |
0 |
3573 |
0 |
2 |
3573 |
399 |
0 |
|
3174 |
0 |
3 |
3174 |
378 |
0 |
|
2796 |
0 |
4 |
2796 |
401 |
0 |
|
2395 |
0 |
5 |
2395 |
385 |
0 |
|
2010 |
0 |
6 |
2010 |
415 |
0 |
|
1595 |
0 |
7 |
1595 |
402 |
0 |
|
1193 |
0 |
8 |
1193 |
397 |
0 |
|
796 |
0 |
9 |
796 |
409 |
3962 |
|
387 |
0 |
10 |
387 |
410 |
0 |
|
0 |
-23 |
11 |
0 |
399 |
0 |
3962 |
3563 |
-399 |
12 |
3563 |
389 |
0 |
|
3174 |
0 |
13 |
3174 |
400 |
0 |
|
2774 |
0 |
14 |
2774 |
401 |
0 |
|
2373 |
0 |
15 |
2373 |
390 |
0 |
|
1983 |
0 |
16 |
1983 |
419 |
0 |
|
1564 |
0 |
17 |
1564 |
403 |
0 |
|
1161 |
0 |
18 |
1161 |
395 |
0 |
|
766 |
0 |
19 |
766 |
395 |
3962 |
|
371 |
0 |
20 |
371 |
400 |
0 |
|
0 |
-29 |
21 |
0 |
405 |
0 |
3962 |
3557 |
-405 |
22 |
3557 |
389 |
0 |
|
3168 |
0 |
23 |
3168 |
388 |
0 |
|
2780 |
0 |
24 |
2780 |
406 |
0 |
|
2374 |
0 |
25 |
2374 |
403 |
0 |
|
1971 |
0 |
26 |
1971 |
396 |
0 |
|
1575 |
0 |
27 |
1575 |
405 |
0 |
|
1170 |
0 |
28 |
1170 |
401 |
0 |
|
769 |
0 |
29 |
769 |
397 |
3962 |
|
372 |
0 |
30 |
372 |
388 |
0 |
|
0 |
-16 |
31 |
0 |
393 |
0 |
3962 |
3569 |
-393 |
32 |
3569 |
413 |
0 |
|
3156 |
0 |
33 |
3156 |
411 |
0 |
|
2745 |
0 |
34 |
2745 |
405 |
0 |
|
2340 |
0 |
35 |
2340 |
395 |
0 |
|
1945 |
0 |
36 |
1945 |
405 |
0 |
|
1540 |
0 |
37 |
1540 |
395 |
0 |
|
1145 |
0 |
38 |
1145 |
411 |
0 |
|
734 |
0 |
39 |
734 |
401 |
3962 |
|
333 |
0 |
40 |
333 |
408 |
0 |
|
0 |
-75 |
41 |
0 |
390 |
0 |
3962 |
3572 |
-390 |
42 |
3572 |
401 |
0 |
|
3171 |
0 |
43 |
3171 |
405 |
0 |
|
2766 |
0 |
44 |
2766 |
398 |
0 |
|
2368 |
0 |
45 |
2368 |
402 |
0 |
|
1966 |
0 |
46 |
1966 |
402 |
0 |
|
1564 |
0 |
47 |
1564 |
406 |
0 |
|
1158 |
0 |
48 |
1158 |
395 |
0 |
|
763 |
0 |
49 |
763 |
411 |
3962 |
|
352 |
0 |
50 |
352 |
403 |
0 |
|
0 |
-51 |
51 |
0 |
397 |
0 |
3962 |
3565 |
-397 |
52 |
3565 |
399 |
0 |
|
3166 |
0 |
|
|
ၓ 20 800 |
|
|
|
ၓ - 1 335 |
Podsumowanie!
Jeżeli jesteśmy w stanie przewidzieć wielkość zapotrzebowania, gdyż jest ono w miarę regularne oraz jest (ok.) połową poziomu składania zamówienia, przedsiębiorstwo powinno zmienić poziom sygnalizacji zamówienia o jedną dekadę. Spowodowałby to zlikwidowanie niedoborów w okresie oczekiwania na dostawę.
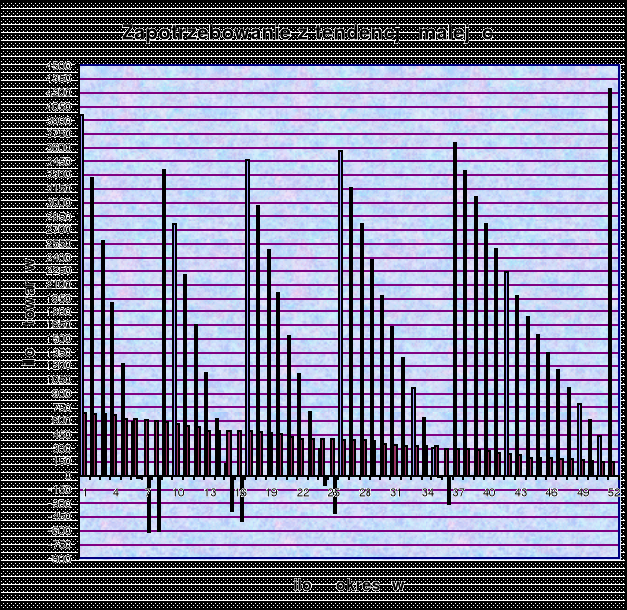
2. zapotrzebowanie charakteryzuje się tendencją malejącą
Nr okresu |
Stan na początek okresu |
Wielkość zapotrzebowania |
Zamówienie |
Dostawa |
Stan na koniec okresu |
Niedobór |
1 |
3962 |
700 |
0 |
0 |
3262 |
0 |
2 |
3262 |
680 |
0 |
0 |
2582 |
0 |
3 |
2582 |
679 |
0 |
0 |
1903 |
0 |
4 |
1903 |
675 |
0 |
0 |
1228 |
0 |
5 |
1228 |
631 |
0 |
0 |
597 |
0 |
6 |
597 |
623 |
3962 |
0 |
0 |
-26 |
7 |
0 |
609 |
0 |
0 |
0 |
-609 |
8 |
0 |
602 |
0 |
3962 |
3360 |
-602 |
9 |
3360 |
589 |
0 |
|
2771 |
0 |
10 |
2771 |
569 |
0 |
|
2202 |
0 |
11 |
2202 |
542 |
0 |
0 |
1660 |
0 |
12 |
1660 |
530 |
0 |
0 |
1130 |
0 |
13 |
1130 |
504 |
0 |
0 |
626 |
0 |
14 |
626 |
501 |
3962 |
0 |
125 |
0 |
15 |
125 |
500 |
0 |
0 |
0 |
-375 |
16 |
0 |
499 |
0 |
3962 |
3463 |
-499 |
17 |
3463 |
497 |
0 |
0 |
2966 |
0 |
18 |
2966 |
488 |
0 |
0 |
2478 |
0 |
19 |
2478 |
471 |
0 |
0 |
2007 |
0 |
20 |
2007 |
463 |
0 |
0 |
1544 |
0 |
21 |
1544 |
425 |
0 |
0 |
1119 |
0 |
22 |
1119 |
411 |
0 |
0 |
708 |
0 |
23 |
708 |
409 |
3962 |
0 |
299 |
0 |
24 |
299 |
405 |
0 |
0 |
0 |
-106 |
25 |
0 |
402 |
0 |
3962 |
3560 |
-402 |
26 |
3560 |
400 |
0 |
0 |
3160 |
0 |
27 |
3160 |
399 |
0 |
0 |
2761 |
0 |
28 |
2761 |
392 |
0 |
0 |
2369 |
0 |
29 |
2369 |
389 |
0 |
0 |
1980 |
0 |
30 |
1980 |
350 |
0 |
0 |
1630 |
0 |
31 |
1630 |
335 |
0 |
0 |
1295 |
0 |
32 |
1295 |
331 |
0 |
0 |
964 |
0 |
33 |
964 |
329 |
0 |
0 |
635 |
0 |
34 |
635 |
326 |
3962 |
0 |
309 |
0 |
35 |
309 |
321 |
0 |
0 |
0 |
-12 |
36 |
0 |
308 |
0 |
3962 |
3654 |
-308 |
37 |
3654 |
305 |
0 |
0 |
3349 |
0 |
38 |
3349 |
297 |
0 |
0 |
3052 |
0 |
39 |
3052 |
286 |
0 |
0 |
2766 |
0 |
40 |
2766 |
282 |
0 |
0 |
2484 |
0 |
41 |
2484 |
252 |
0 |
0 |
2232 |
0 |
42 |
2232 |
249 |
0 |
0 |
1983 |
0 |
43 |
1983 |
233 |
0 |
0 |
1750 |
0 |
44 |
1750 |
201 |
0 |
0 |
1549 |
0 |
45 |
1549 |
199 |
0 |
0 |
1350 |
0 |
46 |
1350 |
195 |
0 |
0 |
1155 |
0 |
47 |
1155 |
189 |
0 |
0 |
966 |
0 |
48 |
966 |
182 |
0 |
0 |
784 |
0 |
49 |
784 |
175 |
3962 |
0 |
609 |
0 |
50 |
609 |
169 |
0 |
0 |
440 |
0 |
51 |
440 |
152 |
0 |
3962 |
4250 |
0 |
52 |
4250 |
150 |
0 |
0 |
4100 |
0 |
|
|
ၓ 20 800 |
|
|
|
ၓ - 2 939 |
Podsumowanie!
W sytuacji realizacji zamówień o tendencji malejącej można zauważyć duże niedobory na stanie magazynowym w początkowej fazie projektu, malejące przy kolejnych zamówieniach. Można wyciągnąć z tego wnioski, iż w momencie spływanie większych zamówień dostawy powinny być realizowane częściej.
3. zapotrzebowanie zmienne w kolejnych okresach
Nr okresu |
Stan na początek okresu |
Wielkość zapotrzebowania |
Zamówienie |
Dostawa |
Stan na koniec okresu |
Niedobór |
1 |
3962 |
320 |
0 |
0 |
3642 |
0 |
2 |
3642 |
120 |
0 |
0 |
3522 |
0 |
3 |
3522 |
432 |
0 |
0 |
3090 |
0 |
4 |
3090 |
429 |
0 |
0 |
2661 |
0 |
5 |
2661 |
103 |
0 |
0 |
2558 |
0 |
6 |
2558 |
623 |
0 |
0 |
1935 |
0 |
7 |
1935 |
154 |
0 |
0 |
1781 |
0 |
8 |
1781 |
523 |
0 |
0 |
1258 |
0 |
9 |
1258 |
103 |
0 |
0 |
1155 |
0 |
10 |
1155 |
709 |
0 |
0 |
446 |
0 |
11 |
446 |
352 |
3962 |
0 |
94 |
0 |
12 |
94 |
726 |
0 |
0 |
0 |
-632 |
13 |
0 |
251 |
0 |
3962 |
3711 |
-251 |
14 |
3711 |
219 |
0 |
0 |
3492 |
0 |
15 |
3492 |
923 |
0 |
0 |
2569 |
0 |
16 |
2569 |
401 |
0 |
0 |
2168 |
0 |
17 |
2168 |
253 |
0 |
0 |
1915 |
0 |
18 |
1915 |
562 |
0 |
0 |
1353 |
0 |
19 |
1353 |
982 |
0 |
0 |
371 |
0 |
20 |
371 |
156 |
3962 |
0 |
215 |
0 |
21 |
215 |
329 |
0 |
0 |
0 |
-114 |
22 |
0 |
623 |
0 |
3962 |
3339 |
-623 |
23 |
3339 |
192 |
0 |
0 |
3147 |
0 |
24 |
3147 |
720 |
0 |
0 |
2427 |
0 |
25 |
2427 |
402 |
0 |
0 |
2025 |
0 |
26 |
2025 |
100 |
0 |
0 |
1925 |
0 |
27 |
1925 |
853 |
0 |
0 |
1072 |
0 |
28 |
1072 |
286 |
0 |
0 |
786 |
0 |
29 |
786 |
139 |
3962 |
0 |
647 |
0 |
30 |
647 |
759 |
0 |
0 |
0 |
-112 |
31 |
0 |
203 |
0 |
3962 |
3759 |
-203 |
32 |
3759 |
765 |
0 |
0 |
2994 |
0 |
33 |
2994 |
234 |
0 |
0 |
2760 |
0 |
34 |
2760 |
729 |
0 |
0 |
2031 |
0 |
35 |
2031 |
295 |
0 |
0 |
1736 |
0 |
36 |
1736 |
172 |
0 |
0 |
1564 |
0 |
37 |
1564 |
490 |
0 |
0 |
1074 |
0 |
38 |
1074 |
598 |
0 |
0 |
476 |
0 |
39 |
476 |
106 |
3962 |
0 |
370 |
0 |
40 |
370 |
753 |
0 |
0 |
0 |
-383 |
41 |
0 |
126 |
0 |
3962 |
3836 |
-126 |
42 |
3836 |
453 |
0 |
0 |
3383 |
0 |
43 |
3383 |
135 |
0 |
0 |
3248 |
0 |
44 |
3248 |
230 |
0 |
0 |
3018 |
0 |
45 |
3018 |
365 |
0 |
0 |
2653 |
0 |
46 |
2653 |
95 |
0 |
0 |
2558 |
0 |
47 |
2558 |
457 |
0 |
0 |
2101 |
0 |
48 |
2101 |
283 |
0 |
0 |
1818 |
0 |
49 |
1818 |
845 |
0 |
0 |
973 |
0 |
50 |
973 |
420 |
0 |
0 |
553 |
0 |
51 |
553 |
152 |
3962 |
0 |
401 |
0 |
52 |
401 |
150 |
0 |
0 |
251 |
0 |
|
|
ၓ 20 800 |
|
|
|
ၓ - 2 444 |
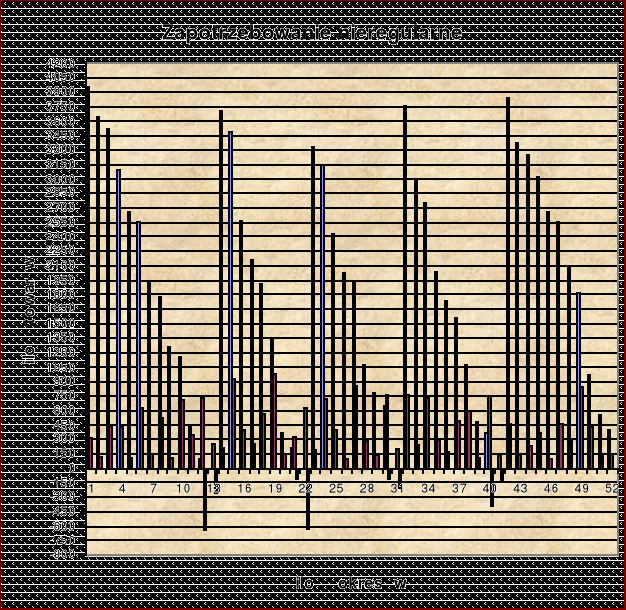
Podsumowanie!
Zamówienia o zmiennej wielkości ciężko jest zaplanować na przyszłość. Nie jesteśmy w stanie określić wielkości, dlatego istnieje możliwość występowania niedoborów na magazynie. Wyeliminowanie ich, bądź zmniejszenie jest możliwe poprzez częstsze zamawianie lub zwiększenie progu minimalnego wywołującego złożenie zamówienia u dostawcy.
Bardzo specyficzne jest sterowanie zapasami, kiedy zapotrzebowania jest regularne. Sytuacja taka ma miejsce na rynku, gdy:
pyt na nabywane dobro jest stały w czasie, czyli ściśle stacjonarny
- dostawy następują dokładnie w momencie, kiedy zapas w magazynie osiąga poziom zerowy.
Nr okresu |
Stan na początek okresu |
Wielkość zapotrzebowania |
Zamówienie |
Dostawa |
Stan na koniec okresu |
Niedobór |
1 |
3962 |
400 |
0 |
0 |
3562 |
0 |
2 |
3562 |
400 |
0 |
0 |
3162 |
0 |
3 |
3162 |
400 |
0 |
0 |
2762 |
0 |
4 |
2762 |
400 |
0 |
0 |
2362 |
0 |
5 |
2362 |
400 |
0 |
0 |
1962 |
0 |
6 |
1962 |
400 |
3962 |
0 |
1562 |
0 |
7 |
1562 |
400 |
0 |
0 |
1162 |
0 |
8 |
1162 |
400 |
0 |
3962 |
4724 |
0 |
9 |
4724 |
400 |
0 |
0 |
4324 |
0 |
10 |
4324 |
400 |
0 |
0 |
3924 |
0 |
11 |
3924 |
400 |
0 |
0 |
3524 |
0 |
12 |
3524 |
400 |
0 |
0 |
3124 |
0 |
13 |
3124 |
400 |
0 |
0 |
2724 |
0 |
14 |
2724 |
400 |
0 |
0 |
2324 |
0 |
15 |
2324 |
400 |
0 |
0 |
1924 |
0 |
16 |
1924 |
400 |
3962 |
0 |
1524 |
0 |
17 |
1524 |
400 |
0 |
0 |
1124 |
0 |
18 |
1124 |
400 |
0 |
3962 |
4686 |
0 |
19 |
4686 |
400 |
0 |
0 |
4286 |
0 |
20 |
4286 |
400 |
0 |
0 |
3886 |
0 |
21 |
3886 |
400 |
0 |
0 |
3486 |
0 |
22 |
3486 |
400 |
0 |
0 |
3086 |
0 |
23 |
3086 |
400 |
0 |
0 |
2686 |
0 |
24 |
2686 |
400 |
0 |
0 |
2286 |
0 |
25 |
2286 |
400 |
0 |
0 |
1886 |
0 |
26 |
1886 |
400 |
3962 |
0 |
1486 |
0 |
27 |
1486 |
400 |
0 |
0 |
1086 |
0 |
28 |
1086 |
400 |
0 |
3962 |
4648 |
0 |
29 |
4648 |
400 |
0 |
0 |
4248 |
0 |
30 |
4248 |
400 |
0 |
0 |
3848 |
0 |
31 |
3848 |
400 |
0 |
0 |
3448 |
0 |
32 |
3448 |
400 |
0 |
0 |
3048 |
0 |
33 |
3048 |
400 |
0 |
0 |
2648 |
0 |
34 |
2648 |
400 |
0 |
0 |
2248 |
0 |
35 |
2248 |
400 |
0 |
0 |
1848 |
0 |
36 |
1848 |
400 |
3962 |
0 |
1448 |
0 |
37 |
1448 |
400 |
0 |
0 |
1048 |
0 |
38 |
1048 |
400 |
0 |
3962 |
4610 |
0 |
39 |
4610 |
400 |
0 |
0 |
4210 |
0 |
40 |
4210 |
400 |
0 |
0 |
3810 |
0 |
41 |
3810 |
400 |
0 |
0 |
3410 |
0 |
42 |
3410 |
400 |
0 |
0 |
3010 |
0 |
43 |
3010 |
400 |
0 |
0 |
2610 |
0 |
44 |
2610 |
400 |
0 |
0 |
2210 |
0 |
45 |
2210 |
400 |
0 |
0 |
1810 |
0 |
46 |
1810 |
400 |
3962 |
0 |
1410 |
0 |
47 |
1410 |
400 |
0 |
0 |
1010 |
0 |
48 |
1010 |
400 |
0 |
3962 |
4572 |
0 |
49 |
4572 |
400 |
0 |
0 |
4172 |
0 |
50 |
4172 |
400 |
0 |
0 |
3772 |
0 |
51 |
3772 |
400 |
0 |
0 |
3372 |
0 |
52 |
3372 |
400 |
0 |
0 |
2972 |
0 |
|
|
ၓ 20800 |
|
|
|
ၓ 0 |
Jak widać zapasy są nieodłącznym elementem działalności gospodarczej i skuteczne zarządzanie nimi jest bardzo ważne, gdyż wpływa na wynik finansowy firmy i zadowolenie klienta. Myśląc o zapasach musimy patrzeć szerzej na cały system logistyczny. Obecne tendencje pokazują, że rynek idzie w kierunku pełnej automatyzacji produkcji, transportu wewnątrz zakładowego, magazynowania. Również kooperanci włączani są bezpośrednio do linii produkcyjnych. Takie rozwiązania zmniejszają ilość zapasów magazynowanych w przedsiębiorstwie. Część z nich przejmują na siebie także kooperanci. Wysoka niezawodność linii produkcyjnych powoduje mniejsze ilości zapasów produkcji w toku. Niewątpliwie szybki rozwój techniki i nowych technologii wpływa, że firmy mogą zmniejszać ilość zapasów, lecz czy dojdziemy do sytuacji, kiedy niepotrzebne będzie utrzymywanie zapasów? - chyba nie.
Wyszukiwarka
Podobne podstrony:
wykład 4 Sterowanie zapasami
Metody sterowania zapasami
Sterowanie zapasami
Cw 7 Klasyczne Techniki Sterowania Zapasami
Systemy sterowania zapasami
Sterowanie zapasami
Metody sterowania zapasami
Sterowanie zapasami
Sterowanie zapasami (2)
Sposoby sterowania zapasami (24 strony) UWEZHJKOGPGZJJN5HABP623BIQG2BERZQOMY7YA
Sterowanie zapasami (29 stron) PIIH3YVV5E4QKUBIH3R3ZEBXWNDP6QQKV5OUJPI
wykład 4 Sterowanie zapasami
Metody sterowania zapasami
Sterowanie zapasami
więcej podobnych podstron