Techniki proekologicznego smarowania.
1. Jak definiuje się tarcie? Jego skutki w technice.
Tarcie można zdefiniować jako zbiór procesów zachodzących w obszarach styku elementów
znajdujących się w ruchu względnym. Styk tych elementów to nie tylko styk fizyczny, ale takie
ich skojarzenie, w wyniku którego tworzą one węzeł tarcia. Jednym ze skutków procesu tarcia
jest powstawanie i rozwijanie się trwałych zmian w warstwach współpracujących elementów i
zużycie powierzchni.
Tarcie jest z jednej strony korzystne, umożliwia budowanie układów mechanicznych
takich jak: hamulce, sprzęgła, przekładnie. Z drugiej strony powoduje ogromne straty
wynikające z konieczności pokonywania sił tarcia. Około 35% energii na świecie jest tracona z
powodu istnienia niepożądanego tarcia i najczęściej jest ona zamieniana na ciepło. Procesy tarcia
zachodzą na poziomie atomowo-cząsteczkowym, ich skutki obserwujemy w skali makroskopowej.
Jeśli między współpracującymi elementami istnieje czynnik smarujący, to tarcie prowadzi
również do zmian cech tego czynnika.
2. Jakie zjawiska zachodzą w strefie kontaktu dwóch ciał? Omówić je krótko.
W strefie kontaktu ciał zachodzą zjawiska: adhezja, szczepianie, zrosty tarciowe oraz mechaniczne oddziaływanie ciał.
Adhezja polega na szczepianiu się mikroobszarów powierzchni w wyniku oddziaływania fizycznego, zachodzącego między cząsteczkami ciał zarówno stałych jak i cieczy. Wywołują je siły elektrostatyczne wytwarzane przez ładunki atomów, jonów lub cząstek wierzchnich warstw ciał.Siły te mają charakter addytywny - im większa powierzchnia tym większe siły szczepienia. Siły te wzrastają w wyniku wprowadzenia pomiędzy powierzchnie cienkiej warstwy cieczy co tłumaczy się wzrostem rzeczywistej powierzchni styku ciał. Podobnie są one większe w przypadku styku powierzchni gładkich (płytki wzorcowe).
Szczepianie się ciał to proces trwałego, bezdyfuzyjnego połączenia się na granicy styku w wyniku wiązania chemicznego. Proces ten zachodzi gdy powierzchnie są metalicznie czyste, obszary są zbliżone do siebie na odległość działania sił międzyatomowych i gdy dostarczy się niezbędnej energii. Energia ta jest wynikiem docisku, siły stycznej i ruchu względnego ciał. Aby szczepienie mogło nastąpić to z powierzchni muszą być usunięte zaadsorbowane cząsteczki gazów, cieczy i zanieczyszczeń oraz warstwa tlenków. Powstawanie szczepień to jedna z przyczyn zużycia powierzchniowego elementów maszyn.
Zrastanie tarciowe polega na trwałym połączeniu stykających się ciał w warunkach tarcia w
wyniku dyfuzji atomów jednego ciała przez granicę rozdziału tych ciał. Występuje ono przy dużych odkształceniach plastycznych i wysokiej temperaturze. Wymagany jest czysty metaliczny
styk mikroobszarów powierzchni współpracującej oraz wysoka temperatura, wyższa od temperatury dyfuzji. Może ono przebiegać w warunkach nadtopienia jednego z ciał i powstania roztworu ciekłego obu metali. W wyniku względnego ruchu ciał następuje ścięcie połączenia w obszarze zrostu.
3. Wyjaśnić pojęcia: tarcie statyczne i kinetyczne, tarcie zewnętrzne, tarcie suche, tarcie płynne.
Tarcie powierzchni stykających się ciał można podzielić z uwagi na brak lub występowanie
ruchu względnego na: statyczne i kinetyczne. Z uwagi na charakter ruchu może to być tarcie: ślizgowe, toczne, wiertne. Ponadto wyodrębnia się tarcie wewnętrzne i zewnętrzne. Tarcie wewnętrzne to opór powstający pomiędzy elementami jednego ciała (warstwami, cząsteczkami) lub w wyniku ruchu ciała stałego w cieczy lub w gazie. W odniesieniu do ciał stałych określa się je własnościami tłumiącymi, w odniesieniu do płynów natomiast określa się je lepkością.
Tarcie zewnętrzne występuje w obszarze styku fizycznego dwóch ciał. Jest to opór powstający pomiędzy dwoma ciałami, stykającymi się pod wpływem docisku, przy ich względnym przemieszczaniu się w płaszczyźnie zetknięcia. Na ogół tarcie kinetyczne (w ruchu - siła niezbędna do podtrzymania ruchu) jest mniejsze od tarcia statycznego (w spoczynku - siła niezbędna do wywołania ruchu). Jeśli pojęcia tarcia tocznego, ślizgowego i wiertnego są na ogół zrozumiałe, to rodzaje tarcia występujące z uwagi na smarowanie wymagają wyjaśnienia.
I wreszcie z uwagi na rodzaj smarowania rozróżnia się tarcie: suche, graniczne, mieszane i
płynne. Tarcie suche fizycznie występuje gdy trące się powierzchnie są czyste fizycznie i chemicznie, pozbawione tlenków i błon adsorpcyjnych. Normalnie takie tlenki i błony występują i jest to przypadek tarcia suchego technicznie. Tarcie graniczne ma miejsce gdy powierzchnie trące są pokryte warstwą czynnika smarującego o bardzo małej grubości, szczelnie przylegającą do powierzchni elementu i odporną na bardzo duże naciski. Warstwa ta wykazuje inne właściwości niż pozostała objętość cieczy. Tarcie mieszane występuje gdy istnieją mikroobszary, w których występuje tarcie suche i obszary, w których zachodzi tarcie graniczne.
Tarcie płynne charakteryzuje się tym, że powierzchnie elementów rozdzielone są całkowicie
warstwą czynnika smarującego (cieczą lub gazem) w wyniku czego tarcie zewnętrzne elementów
zostaje zastąpione tarciem wewnętrznym pomiędzy warstwami czynnika smarującego. Opory tarcia płynnego są wielokrotnie niższe niż tarcia suchego, podobnie mniejsze jest zużycie powierzchni.
4. Wyjaśnić pojęcia: smarowanie hydrodynamiczne (HD), smarowanie elastohydrodynamiczne (EHD).
Smarowanie hydrodynamiczne (HD) polega na samoczynnym powstawaniu pomiędzy smarowanymi powierzchniami warstwy nośnej smaru, tzw. klina smarnego, oddzielającego całkowicie powierzchnie elementów maszyn oraz równoważącego obciążenie zewnętrzne. Aby mogło ono wystąpić musi istnieć odpowiednia prędkość ruchu względnego współpracujących elementów o odpowiednim kształcie i chropowatości, zaś olej musi mieć wystarczająco dużą lepkość i dopływać w sposób ciągły. Spełnienie tych wymagań zapewnia powstanie ciśnienia hydrodynamicznego o wartości zapewniającej rozdzielenie elementów i wystąpienie tarcia płynnego. W obszarze rozruchu i hamowania, kiedy prędkość nie jest wystarczająco duża występuje jednak tarcie mieszane. W przypadku występowania elementów współpracujących w miejscach styku kontaktowego o odpowiednio zakrzywionych powierzchniach (typowe dla styku kontaktowego łożysk tocznych i przekładni zębatych) występuje smarowanie elastohydrodynamiczne (EHD). Jego cechami są: duże ciśnienia, duża zmiana lepkości oleju oraz znaczne odkształcenia współpracujących powierzchni. Ma to miejsce w styku kół zębatych, łożysk tocznych kulkowych i walcowych. Według teorii tarcia hydrodynamicznego, która nie uwzględniała zmian lepkości oleju i odkształceń elementów, w takich stykach nie mogłoby wystąpić smarowanie płynne, bowiem obliczona grubość filmu smarnego była zbyt mała by rozdzielić współpracujące powierzchnie. Dopiero powstanie teorii smarowania elastohydrodynamicznego, która uwzględniła odkształcenia powierzchni, ciśnienie w styku i zmianę lepkości oleju umożliwiło wyjaśnienie warunków
powstawania tarcia płynnego w łożyskach tocznych i obliczenie grubości filmu smarnego.
5. Na czym polega istota skąpego smarowania?
Przez skąpe smarowanie należy rozumieć taki szczególny przypadek smarowania, w którym
ilość środka smarowego nie wystarcza, w warunkach pracy węzła tarcia, na wytworzenie się w
stykach Hertza (łożyska toczne, przekładnie zębate itp.) filmu smarowego o pełnej grubości, wynikającej z teorii EHD-smarowania.
Badania i praktyka przemysłowa ostatnich lat potwierdziły wielokrotnie, że takie smarowanie wcale nie musi oznaczać przyspieszonego zużycia węzłów tarcia, a w przypadku dużych prędkości ruchu względnego smarowanych powierzchni pozwala na znaczne zwiększenie sprawności wysokoobrotowych łożysk tocznych.
Skąpe smarowanie upraszcza również problem doboru odpowiedniego co do lepkości oleju, zmuszający często konstruktorów i Użytkowników maszyn do podejmowania kompromisowych decyzji. Przy pełnym smarowaniu
EHD grubość warstwy smarowej i z nią związane, negatywne konsekwencje energetyczne, zależą bowiem bardzo wyraźnie od lepkości stosowanego do smarowania oleju. Przy skąpym smarowaniu nie tyle lepkość co ilość oleju
będącego w dyspozycji węzła tarcia determinować będzie grubość warstwy smarowej.
**6. Wymienić i scharakteryzować znane techniki skąpego smarowania.
Do techniki skąpego smarowania olejowego w układach otwartych, zalicza się:
- smarowanie mgłą olejową,
- smarowanie powietrzno-olejowe,
- smarowanie natryskowe.
**7. Techniczne i ekologiczne aspekty skąpego smarowania smarem plastycznym? Zalety i ograniczenia.
Dziedziny oraz racjonalne zasady stosowania smarów plastycznych
Smary plastyczne stosuje się zarówno w budowie maszyn jak i w różnego rodzaju procesach technologicznych. Bezsprzecznie dominującą dziedziną ich zastosowania jest smarowanie łożysk tocznych. Rozróżnia się przy tym dwie techniki:
- smarowanie przewidujące dosmarowywanie węzłów tarcia w okresie ich eksploatacji,
- smarowanie bezobsługowe (for life lubrication), nie przewidujące dosmarowywania.
W zasadzie tylko ta ostatnia technika może być uznawana za technikę skąpego smarowania,
spełniającą w całej rozciągłości podaną wcześniej definicję. Możliwość i skuteczność smarowania
łożysk tocznych smarami plastycznymi jest uwarunkowana:
- konstrukcją samego łożyska,
- wartością parametru ndm, charakteryzującego prędkość ruchu współpracujących powierzchni,
- obciążeniem łożyska,
- właściwościami samego smaru.
W naszych, polskich warunkach, sceptycyzm co do skuteczności i niepowodzenia przy stosowaniu
smarów plastycznych mają często swoje źródło w nieprzestrzeganiu elementarnych zasad
czystości przy przechowywaniu i użyciu smaru. Otwarte i niezabezpieczone przed zanieczyszczeniem pojemniki ze smarem są częstym obrazem, jaki napotyka się nawet w takich zakładach, w których ogólna kultura techniczna jest nie najgorsza. Konstruktorzy kształtując węzły łożyskowe nie zawsze pamiętają o potrzebie istnienia tzw. komór nadmiarowych, o regulatorach ilości smaru, o skutecznym uszczelnieniu węzła. Niedostateczną uwagę poświęcają zarówno producenci jak i Użytkownicy maszyn poprawnemu przeprowadzeniu tzw. fazy rozruchowej, w czasie której następuje ułożenie się smaru w łożysku.
8. Przedstawić na wykresie zasady stosowania smarów plastycznych do łożysk tocznych?
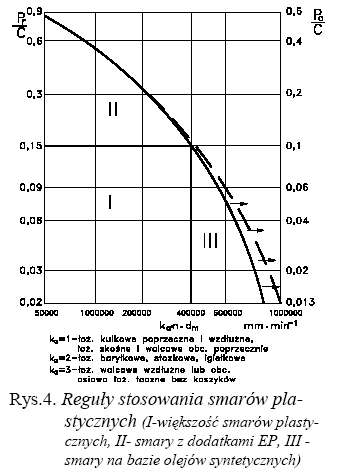
W sposób graficzny reguły stosowania
smarów plastycznych do łożysk
tocznych można przedstawić
jak na rys.4.
9. Co to jest i na czym polega „faza rozruchowa” w pracy łożysk tocznych?
Faza rozruchowa to faza w której następuje ułożenie się smaru w łożysku.
W fazie rozruchowej wskazana jest kontrola temperatury łożysk
Przyrost temperatury powyżej 800C jest kryterium nadrzędnym, ograniczającym czas trwania cyklu.
Znaczenie i organizacja fazy rozruchowej
Właściwe przeprowadzenie fazy rozruchowej ma fundamentalne znaczenie dla dalszej pracy
łożyska tocznego, w szczególności wówczas gdy musi ono pracować z dusimy prędkościami obrotowymi. Fazę rozruchową należy przeprowadzać zarówno po zmontowaniu maszyny u producenta, jak i po każdym dosmarowywaniu łożysk przez Użytkownika. Chodzi o to aby
uzyskać poprawne rozłożenie się smaru w łożysku, a nie jego wytopienie, co zwykle ma miejsce przy nieumiejętnym przeprowadzeniu tej fazy. Jest ona nieodzowna z uwagi na zwiększone opory ruchu łożyska w okresie tuż po jego napełnieniu smarem plastycznym. Faza rozruchowa to krótkotrwałe okresy pracy przedzielone długimi zwykle okresami studzenia węzła łożyskowego. Jeżeli istnieje możliwość pracy z różnymi prędkościami, to wskazane jest w poszczególnych cyklach fazy rozruchowej stopniowo zwiększać prędkość obrotową. Przykład poprawnie zorganizowanej fazy rozruchowej pokazano na rysunku 5. Zaleca się kontrolowanie
temperatury węzła w czasie trwania procesu układania się smaru w łożysku. Nie powinna ona przekraczać 80°C.
10. Co nazywamy „smarowaniem bezobsługowym” i jaki jest aspekt ekologiczny tego smarowania?
Jest to takie smarowanie, które wyklucza potrzebę dodatkowego smarowania węzłów tarcia w okresie użytkowania maszyny. Węzły tarcia, najczęściej łożyska toczne, są przez producenta maszyny, zespołu lub wytwórcę samych łożysk tocznych nasmarowane na cały okres ich późniejszej eksploatacji. Przykładem takich węzłów mogą być łożyska o budowie zamkniętej typu ZZ (rys.6), łożyska zespołów wrzecionowych(rys.7), silników elektrycznych, sprzętu gospodarstwa domowego itp. -nie wymagające troski użytkownika o ich dosmarowywanie.
/rys str 8/
11. Jakie czynniki decydują o trwałości smaru plastycznego. Zasady dosmarowywania.
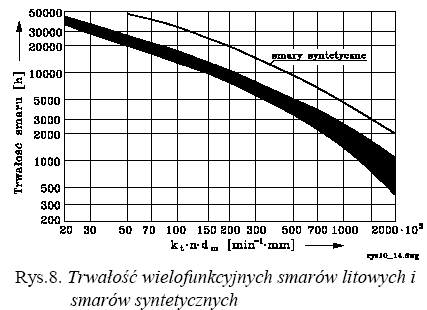
Jeżeli konstrukcja węzła tarcia, warunki
jego pracy lub właściwości samego smaru nie zapewniają pożądanej trwałości, to konieczne jest
dosmarowywanie. O potrzebie i częstotliwości dosmarowywania decyduje wielkość i prędkość obrotowa łożyska, jego konstrukcja i rodzaj smaru. Wykres na rysunku 8 informuje jakiego rzędu okresy trwałości reprezentują
sobą wielofunkcyjne smary litowe,
najczęściej stosowane do smarowania łożysk tocznych. Tabela 9 podaje wartości współczynnika kt, niezbędnego do określenia wartości iloczynu ktndm, opisującego oś odciętych wykresu na rys. 8. W zależności od częstotliwości dosmarowywania - tygodniowej, miesięcznej czy rocznej, zaleca się stosować ilości smaru:
m1 = D × B × x [ g ]
gdzie: x = 0,002 dosmarowywanie cotygodniowe,
x = 0,003 co miesiąc,
x = 0,004 raz na rok.
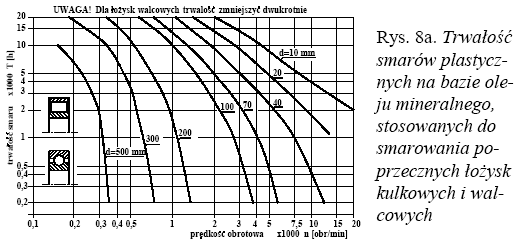
Bardziej szczegółowe dane na temat trwałości smarów plastycznych (bez dodatków uszlachetniających, podwyższających
trwałość), skonstruowanych
na bazie olejów mineralnych,
można znaleźć na
rys. 8a i 8b. Pierwszy z nich dotyczy trwałości smarów do łożysk poprzecznych kulkowych lub walcowych (w tym drugim przypadku odczytaną trwałość należy obniżyć dwukrotnie w
stosunku do odczytanej z wykresu). Rys. 8b dotyczy z kolei łożysk baryłkowych, stożkowych i
kulkowych wzdłużnych. Trwałość smaru dla tej grupy łożysk jest znacznie niższa niż dla łożysk
kulkowych poprzecznych. Różnica ta wynika z dużego udziału tarcia ślizgowego w łożyskach,
których dotyczy rys. 8b. Również dla łożysk kulkowych wzdłużnych odczytaną trwałość należy
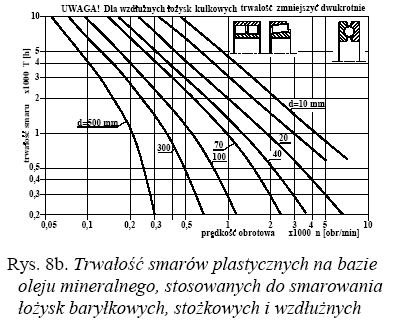
obniżyć dwukrotnie, co wynika z łatwości odrzucenia go z łożyska (otwartego w kierunku promieniowym).
Łatwo ponadto zauważyć, że
trwałości odczytane z rys.8 w stosunku do przedstawionych na rys. 8a i 8b różnią się znacznie, ponieważ dane na nich zamieszczone pochodzą z różnych źródeł. Poprzez odpowiednie ukształtowanie elementów węzła łożyskowego należy zadbać o to by w bezpośrednim otoczeniu łożyska znalazły się komory nadmiarowe stanowiące również pewnego rodzaju rezerwuary smaru, do których wypchnięty zostanie z łożyska jego nadmiar. Komory te pozwalają konstrukcyjnie regulować ilość smaru w łożysku, widać je również na rysunku 7. Analizując wartości współczynników kt na rys 9 można wyciągnąć wniosek, że
szczególnie dobrze przystosowane są do smarowania smarami plastycznymi łożyska poprzeczne, w których dominuje tarcie toczne (kt wynosi 0,9 - 2), gorzej natomiast łożyska wzdłużne, szczególnie walcowe łożyska wzdłużne, stosowane np. w łożyskowaniu śrubowych przekładni tocznych (kt wynosi aż 90).
12. Zasada smarowania mgłą olejową. Dlaczego nie jest ono zalecane pod względem ekologicznym?
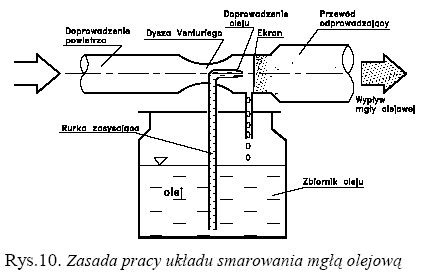
Ogólny schemat układu smarowania
mgłą olejową pokazano na rys.10. Taką
technikę skąpego smarowania, stosowano w przeszłości do smarowania wysokoobrotowych łożysk tocznych i przekładni zębatych. Ma ona szereg wad, o których będzie mowa w zestawieniach porównywujących jej zalety i wady z właściwościami bardziej nowoczesnej, jej pokrewnej, techniki smarowania powietrzno-olejowego (p-o), choć dzisiaj wiele z tych wad usunięto i technika ta powraca do stosowania. Zasadniczą wadą tej metody był brak możliwości ochrony otoczenia przed przedostawaniem się do niego mgły olejowej, negatywnie oddziaływującej tak na człowieka jak i na samą maszynę. Z tej też przyczyny technikę tę coraz częściej eliminowało smarowanie p-o. Do smarowania według tej metody niezbędne jest sprężone powietrze, które służy nie tylko do rozbicia oleju na lotne krople o średnicy poniżej
, ale również do transportu aerozolowej mieszaniny powietrze-olej w systemie przewodów rozprowadzających olej do punktów smarowania. Ilość oleju w stosunku do powietrza można regulować w urządzeniu zwanym wytwornicą mgły olejowej. Konstrukcje wytwornic są dostosowane do liczby punktów smarowania, zasilanych takim układem.
13. Zasada pracy układu smarowania powietrzno-olejowego.
Jest ono stosunkowo młodą techniką, często utożsamianą ze smarowaniem mgłą olejową.
Wspólne obu technikom jest jednak tylko to, że mogą funkcjonować jedynie z pomocą sprężonego powietrza. Na tym jednak podobieństwo się kończy, a pozostają istotne różnice.
14. Smarowanie powietrzno-olejowe, czym różni się od smarowania mgłą olejową.
15. Znane dziedziny stosowania techniki smarowania powietrzno-olejowego.
16. Zasada pracy rozbudowanych układów smarowania powietrzno-olejowego. Jakie elementy
występują w takim układzie?
17. Co to jest „hybrydowy” układ smarowania p-o. Jakie może mieć znaczenie dla środowiska?
18. Zasada pracy układu smarowania natryskowego.
19. Dlaczego korzyści energetyczne skąpego smarowania są równocześnie ekologiczną korzyścią?
20. Dlaczego smarowanie maszyn reguluje się i nadzoruje komputerowo?
21. Jak straty mocy w łożysku tocznym zależą od ilości dostarczanego oleju?
22. Straty mocy w łożyskach tocznych a grubość filmu smarnego.
23. Omówić poznane efekty skąpego smarowania.
Wyszukiwarka
Podobne podstrony:
Baszczuk, W10- mechaniczny
Baszczuk, W10- mechaniczny
Baszczuk, W10- mechaniczny
Baszczuk, W10- mechaniczny
Baszczuk, W10- mechaniczny
choroszy, W10- mechaniczny
janus, W10- mechaniczny
janus, W10- mechaniczny
zamonik, W10- mechaniczny
zamonik, W10- mechaniczny
biernacki, W10- mechaniczny
wilczewski, W10- mechaniczny
cholewa, W10- mechaniczny
pękalski, W10- mechaniczny
Iwko, W10- mechaniczny
janus, W10- mechaniczny
pękalski, W10- mechaniczny
Chorowski, W10- mechaniczny
więcej podobnych podstron