PYTANIA OTŻ II -STOPNIA
Przemiany chemiczne zachodzące w czasie przechowywania tłuszczów.
Tłuszcze dzielą się na tłuszcze roślinne (oleje) i zwierzęce (np. smalec, masło). Tłuszcze należą do produktów stosunkowo nietrwałych, dość łatwo psujących się. Zmiany w tłuszczach nazywane są ogólnie jełczeniem i składają się na nie dwa rodzaje procesów: hydroliza i utlenianie. Utlenianie może przebiegać na drodze samo utleniania lub i fotoutleniania. Szybkość procesów utleniania jest uzależniona od czynników fizykochemicznych, biochemicznych i związanych z budową tłuszczu
Do czynników fizykochemicznych należą:
światło,
powietrze,
woda,
temperatura,
metale katalizujące hydrolizę (Cu, Fe2+, Fe3+, Co, Cr).
Natomiast do biologicznych należą:
enzymy,
drobnoustroje.
Budowa tłusczu i warunki przechowywania:
budowa chemiczna tłuszczów (stopień nienasycenia kwasów tłuszczowych wyższa zawartość
nienasyconych kwasów tłuszczowych szybsze procesy utleniania) Jedno nienasycone utleniają się
szybciej niż nasycone, a wielonienasycone szybciej niż jednonienasycone
obecność substancji proutleniających (karoteny i chlorofile, jony metali) oraz substancji
przeciwutleniających (tokoferole, sterole, przeciwutleniacze naturalne i syntetyczne ),warunki przechowywania (tlen, wilgotność, temperatura, światło, rodzaj opakowania).
W czasie psucia się tłuszczów następuje:
hydroliza,
utlenianie kwasów tłuszczowych do nadtlenków i wodoronadtlenków
.Tłuszcze mają zdolność pochłaniania dość dużej ilości tlenu z powietrza. Tlen łącząc się z kwasami tłuszczowymi daje nadtlenki i wodoronadtlenki . Ten typ psucia się tłuszczów (autooksydacja /samoutlenianie) występuje najczęściej.
Hydroliza - Zachodzi pod wpływem wody i lub enzymów hydrolitycznych. Prowadzi do rozkładu triacylogliceroli na wolne kwasy tłuszczowe, diacyloglicerole, monoacyloglicerole. Procesy hydrolityczne pod wpływem enzymów jest związana z obecnością enzymów lipaz, lipooksygenaz. Enzymy te aktywowane są w podwyższonej temperaturze i w podwyższonej wilgotności. Działanie lipaz powoduje rozpad triacylogliceroli i gromadzenie się wolnych kwasów tłuszczowych. Lipooksygenazy powodują zwiększanie zawartości wodoronadtlenków kwasów tłuszczowych i produktów ich rozkładu. Hydroliza jest związana z ziarnami tłuszczowymi (np. rzepaku), w skrajnych przypadkach może nastąpić samozagrzewanie ziarna związane ze zmianą barwy i zapachu.
Autooksydacja - samorzutne przyłączenie tlenu przez nienasycone kwasy tłuszczowe, jak
i kwasy wbudowane w triacyloglicerole. Proces autooksydacji tłuszczów jest wolnorodnikową reakcją przebiegającą w trzech etapach:
I okres inicjacji - zapoczątkowanie reakcji, tworzenie się wolnych rodników, (inicjatorem jest: światło, ciepło, enzymy oraz jony metali). Odłączenie atomu wodoru od cz. kwasu tłuszczowego i powstanie rodnika alkilowego.
II okres propagacji - rozwijanie reakcji, wielorodnikowa reakcja łańcuchowa, (powstają rodniki nadtlenkowe). Rodnik alkilowy w reakcji z tlenem tworzy rodnik nadtlenkowy, a ten w reakcji z kolejną cząsteczką kwasu tłuszczowego tworzy nowy rodnik alkilowy i itd.
III okres terminacji - zakończenie reakcji, tworzenie się nierodnikowych produktów. I ich rozpad na aldehydy i ketony.
Światło słoneczne bardzo przyspiesza reakcję utleniania tłuszczów. Również obecność wody wywiera ujemny wpływ i przyspiesza psucie. Pod wpływem czynników fizycznych i chemicznych powstaje dwutlenek węgla, woda, aldehydy, kwasy o parzystej i nieparzystej liczbie atomów węgla oraz nadtlenki. Niektóre z tych związków nadają tłuszczom nieprzyjemny smak i zapach oraz działają jako katalizatory dla dalszego rozwoju procesów samoutlenienia. Psucie się tłuszczów pod wpływem czynników biologicznych rozwija się tylko w tłuszczach zawierających związki azotowe
i wodę np. w maśle i margarynie mlecznej. Do tej grupy czynników należą bakterie, drożdże oraz pleśnie. Niektóre z nich powodują powstawanie związków o silnym zapach (jełczenie wonne). Psucie się tłuszczów może również nastąpić pod wpływem zawartych w nich enzymów (lipaz).Tłuszcz utleniany wchodzi w interakcję z białkami tworząc nierozpuszczalne polimery i zmniejszając w ten sposób przyswajalność białek.
Zjełczałe tłuszcze na skutek eliminowania witaminy E, selenu
i aminokwasów siarkowych prowadzą do wystąpienia dystrofii mięśni szkieletowych, a także mięśni serca. Przy daleko posuniętym procesie jełczenia mogą powstawać substancje toksyczne. Do nich należą również rodniki. Zniszczeniu ulegają NNKT i witaminy. NNKT, jako kwasy wielonienasycone są najbardziej narażone na utlenienie, wskutek czego tracą właściwości biologiczne kwasów niezbędnych. Ponadto tłuszcz utleniony może niszczyć wartościowe składniki pokarmowe zawarte
w innych produktach żywnościowych, z którymi się styka np.: biotynę, ryboflawinę, kwas askorbinowy, kwas panteonowy i zwiększać ryzyko zachorowania na nowotwory.
Warunki do przechowywania olejów (4-6 °C, 75% wilgotności).
Wskaźniki jakości tłuszczów:
liczba kwasowa (LK) - określa ilość wolnych kwasów organicznych zawartych w 1g tłuszczu; jest wyrażona ilością wodorotlenku potasu zużytego do ich zmiareczkowania. Wolne kwasy organiczne, w tym tłuszczowe, występują niemal w każdym tłuszczu, ale ich ilość jest różna. W czasie przechowywania ilość wolnych kwasów tłuszczowych wzrasta w wyniku hydrolitycznego rozpadu części triacylogliceroli, dlatego też podwyższoną wartość LK można traktować jako jedną z cech tłuszczu nieświeżego,
liczba zmydlania (LZ) - oznacza ilość estrów i wolnych kwasów organicznych zawartych
w 1 g tłuszczu; jest wyrażona liczbą mg wodorotlenku potasu zużytego do ich zmydlenia. Na wartość LZ wpływa także zawartość tłuszczu innych substancji, np. substancji nieulegających zmydleniu (węglowodory, sterole), które obniżają wartość LZ. Obecność glicerydów wysokocząsteczkowych obniża wartość LZ, a glicerydów niskocząsteczkowych podwyższa wartość LZ,
liczba nadtlenkowa (LOO) - charakteryzuje stopień zepsucia nadtlenkowego tłuszczu
i związana jest głownie z powstaniem aldehydu epihydrynowego. Liczbę tę oznacza się przez reakcję nadtlenków z jodkiem potasu w kwaśnym środowisku chloroformu, a wydzielony jod odmiareczkowuje się tiosiarczanem sodu,próba z kwasem TBA - stanowi wskaźnik zepsucia tłuszczu. Utlenianie kwasów tłuszczowych prowadzi do powstania aldehydu malonowego, który podgrzany do wrzenia kondensuje z kwasem TBA, tworząc czerwono zabarwiony związek. Intensywność zabarwienia jest proporcjonalna do stopnia zepsucia tłuszczu,
próba Kreisa - służy do wykrywania jełczenia nadtlenkowego; charakterystycznym związkiem powstającym w czasie jełczenia nadtlenkowego tłuszczu jest aldehyd epihydrynowy.
2. Emulsje w przemyśle spożywczym.
Emulsja to makroskopowo jednorodny układ dyspersyjny dwóch niemieszających się ze sobą cieczy. Jedna faza występuje w postaci małych oddzielonych kuleczek i stanowi fazę zdyspergowaną, a druga substancja stanowi fazę dyspergującą, w której zawieszone są cząstki fazy zdyspergowanej. Zwykle mówimy o dwóch fazach olejowej i wodnej w przypadku emulsji spo.żywczych. Emulsje dzieli się na emulsje typu:
Proste:
olej w wodzie (o/w) w których fazą ciągłą jest woda, a rozproszoną tłuszcz,
woda w oleju (w/o) w których fazą ciągłą jest tłuszcz, a rozproszoną woda,
wg stężenia:
emulsje rozcieńczone, w których objętość fazy rozproszonej stanowi mniej niż 50% objętości układu i emulsje stężone, w których faza wewnętrzna stanowi ponad 50% objętości układu,
stopień rozdrobnienia:
emulsje drobne, gdzie średnia wielkość kuleczek dochodzi do ok. 1 mikrometra i emulsje grube, gdzie średnia wielkość kuleczek wynosi od 5 do 10 mikrometrów.
Wielkość cząstek :
makro i mikroemulsje
Złożone:
W/O/W
O/W/O
Naturalne:
Żółtko jaja kurzego
Mleko
emulsje napojowe-
napoje bezalkoholowe, (emulsje olejków eterycznych )
Przykład zastosowania:
technologia maślarstwa (z emulsji typu o/w - śmietana otrzymujemy emulsję typu w/o - masło),
margaryna (otrzymywanie emulsji w/o),
majonez, sosy majonezowe, dressingi otrzymywanie emulsji o/w).
Emulsje są:
termodynamicznie nie stabilne
znacznie różnią się pod względem stabilności kinetycznej
Zmiany w emulsjach :
sedymentacja (cząstki fazy rozproszone są cięższe i opadają na dno roztworu)
flokulacja- łaczenie się kropelek fazy rozproszonej w skupiska wyglądające jak grona)
koalescencja (łączenie się kropelek fazy rozproszonej w większe kropelki)
dojrzewanie Ostwalda ( wzrost wielkości kropelek fazy rozproszonej)
śmietankowanie (odwrotność do sedymentacji)
Dzięki adsorpcji emulgatora na granicy faz następuje nie tylko obniżenie napięcia powierzchniowego, ale tworzy się także błonka powierzchniowa, która przeciwdziała zlewaniu się kuleczek fazy wewnętrznej.
Adsorpcja emulgatora na powierzchni międzyfazowej ma charakter uporządkowany (grupa polarna cząsteczki skierowana jest w stronę fazy hydrofilowej - wodnej, a grupa niepolarna w stronę fazy hydrofobowej - olejowej).
W emulgatorach jedna jego część ma charakter polarny - hydrofilowy a drugi człon ma charakter niepolarny - hydrofobowy.
Do tworzenia emulsji typu w/o stosuje się emulgatory o wartości HLB (równowaga pomiędzy wodną
i lipidową częścią emulgatora) wynoszącej 3-6 a do emulsji typu o/w emulgatory o wartości HLB
8-18. Najbardziej stabilne emulsje otrzymuje się stosując mieszanki emulgatorów dające pożądane wartości HLB.
Działanie emulgatorów: emulgowanie, stabilizacja emulsji, podniesienie odporności na utlenianie, zwiększenie rozpuszczalności, poprawa właściwości reologicznych.
Przykłady stosowanych emulgatorów:
margaryna - lecytyna, mono- i diglicerydy kwasów tłuszczowych, kwas cytrynowy oraz jego sole (Na, K),
wędliny - kazeinian sodu (z wyjątkiem wędlin trwałych), kwas cytrynowy i jego sole (K, Na, Ca),
mleko w proszku - lecytyna sojowa, cytrynian sodu, mono- i diglicerydy kwasów tłuszczowych,
czekolady i produkty czekoladopodobne - lecytyna, lecytyna sojowa mono- i diglicerydy kwasów tłuszczowych,
przetwory owocowe - kwas cytrynowy, cytrynian sodu, potasu, wapnia, glukonian wapnia, chlorek wapnia, fosforan wapnia jednozasadowy.
3. Zarządzanie bezpieczeństwem i jakością żywności.
Bezpieczeństwo jest to składowa produktu, który otrzymujemy, jest to część obowiązkowa. Każdy produkt musi być bezpieczny, za jakość żywności trzeba dopłacić. Pod pojęciem jakość rozumie się właściwości organoleptyczne, smak, zapach, opakowanie pozwalające wygodnie spożyć produkt, możliwość szybkiego przygotowania produktu itd.
Jakość produktu - zespół cech fizycznych, chemicznych, biologicznych charakteryzujący dany produkt, a jednocześnie wyróżniający go od innych produktów. Jakość produktu związana jest
z zaspokajaniem potrzeb konsumenta przez dany produkt.
Na początku kontroli jakości podlegał tylko produkt końcowy, obecnie kontroli podlegają surowce, półprodukty i produkty. Kontrole mają na celu wyeliminowanie błędów i poprawę bezpieczeństwa produktów.
Nadzór nad produkcją, przetwórstwem i obrotem żywności w Polsce opiera się na dwóch systemach kontroli. Są to:
system kontroli wewnętrznej, prowadzony w zakładzie (zależny od producenta), bazujący na Zasadach Dobrej Praktyki Produkcyjnej (GMP) i Zasadach Dobrej Praktyki Higienicznej (GHP), na Systemie Analizy Zagrożeń i Krytycznych Punktów Kontroli (HACCP) oraz na systemie norm ISO 9000,
system kontroli zewnętrznej (niezależny od producenta), sprawowany przez wyspecjalizowane organy urzędowej kontroli jakości.
I. System kontroli wewnętrznej
GMP, GHP i HACCP są podstawowymi systemami zapewniania jakości zdrowotnej mającymi zastosowanie w przetwórstwie żywności. Zapewnienie jakości to wszystkie systematyczne działania realizowane w ramach systemu jakości, służące wzbudzaniu należytego zaufania, że obiekt spełni wymagania jakościowe. Natomiast ISO 9000 jest systemem zarządzania jakością. Zarządzanie jakością to wszystkie działania z zakresu zarządzania decydujące o polityce jakości, celach
i odpowiedzialności, a także o ich realizacji za pomocą takich środków jak planowanie jakości, sterowanie jakością, zapewnienie jakości i doskonalenie jakości.
HACCP - postępowanie mające na celu zapewnienie bezpieczeństwa żywności poprzez identyfikację
i oszacowanie skali zagrożeń z punktu widzenia jakości zdrowotnej żywności oraz ryzyka wystąpienia zagrożeń podczas przebiegu wszystkich etapów procesu produkcji i obrotu żywnością; system ten ma również na celu określenie metod ograniczania zagrożeń oraz ustalenie działań naprawczych.
GHP - działania jakie muszą być podjęte i warunki higieniczne, które muszą być spełnione na wszystkich etapach produkcji lub obrotu, aby zapewnić bezpieczeństwo żywności. Zakres GHP obejmuje: utrzymanie higieny pomieszczeń, maszyn, personelu produkcyjnego, plany szkoleń i badań lekarskich oraz zapisy potwierdzające wykonanie i kontrole działań porządkowych
i zapobiegawczych, stosowanych w zakładzie środków myjących, dezynfekujących, dezynsekcyjnych, deratyzacyjnych, a także innych materiałów stosowanych do utrzymania higieny.
GMP - działania jakie muszą być podjęte, aby produkcja żywności odbywała się w sposób zapewniający jej właściwą jakość zdrowotną, zgodnie z przeznaczeniem. GMP dotyczy podstawowych obszarów działalności przedsiębiorstwa, decydujących o tym, czy produkowana żywność jest odpowiedniej jakości zdrowotnej, a tym samym - bezpieczna dla konsumenta.
Wdrażanie HACCP w zakładach produkcyjnych przetwarzających i wprowadzających żywność do obrotu powinno być poprzedzone wprowadzeniem zasad GMP i GHP.
ISO 9000 - system międzynarodowych norm jakości; ich celem jest ujednolicenie rozwiązań systemowych w zakresie zarządzania jakością w firmach, które chcą ten system wdrożyć. Normy ISO dotyczą specyfikacji technicznych i innych kryteriów, które mogę być użyte jako zasady, wytyczne lub wymagania w umowie stron. Normy ISO umożliwiają zatem zorientowanie się czy, materiały (surowce), wyroby, procesy i usługi są odpowiednie do oczekiwań drugiej strony lub czy spełniają określone wymogi bezpieczeństwa.
II. Systemy kontroli zewnętrznej
Nadzorem nad jakością i bezpieczeństwem żywności w Polsce zajmują się następujące instytucje:
Państwowa Inspekcja Sanitarna,
Inspekcja Weterynaryjna,
Inspekcja Jakości Handlowej Artykułów Rolno-Spożywczych.
4. Wpływ środowiska na surowce przemysłu spożywczego.
Środki żywnościowe mają bardzo zróżnicowane właściwości fizyczne i chemiczne, są na ogół nietrwałe, część z nich występuje sezonowo. Aby zapewnić produkcji gastronomicznej ciągłość
i urozmaicenie, środki żywnościowe należy zabezpieczyć przed zepsuciem. Zadanie to spełnia przechowalnictwo, które w skali przemysłowej i każdego zakładu gastronomicznego ma na celu stworzenie takich warunków do przechowywania żywności, aby jak najdłużej zachowała świeżość. Jednak w miarę upływu czasu wartość odżywcza większości środków żywnościowych ulega obniżeniu i tracą one dodatnie cechy jakościowe, toteż gospodarka magazynowa musi być przeprowadzona bardzo umiejętnie i z dużą dozą odpowiedzialności osób, które się nią zajmują.
Trwałość środków żywnościowych jest bardzo różna. Najmniej trwałe są surowce, które zachowują cechy organizmów żywych, np. warzywa, owoce, mięso, jaja. Trwalsze są surowce, które częściowo utraciły cechy żywych organizmów, ale zachowały naturalne właściwości, np. niektóre przetwory mleczne, mięsne, zbożowe. Największą trwałością charakteryzują się środki żywnościowe, które wskutek różnych zabiegów technologicznych zmieniły swoją strukturę i właściwości, np. konserwy i koncentraty.
Wpływ czynników otoczenia
Na przechowywaną żywność oddziałuje wiele czynników mających wpływ na jej jakość, np.:
powietrze,
wilgotność,
temperatura,
światło,
czas przechowywania,
drobnoustroje,
czystość pomieszczeń.
Powietrze może wywierać na żywność wpływ dodatni i ujemny. Środki żywnościowe, zachowujące cechy żywych organizmów, wymagają stałego dopływu i wymiany powietrza w celu podtrzymania procesów żywnościowych, zwłaszcza oddychania. Brak świeżego powietrza powoduje zamieranie komórek i szybkie psucie się surowców tej grupy. Niekorzystny wpływ wywiera powietrze na tłuszcz i żywność o dużej zawartości tłuszczu. Przyspiesza ono procesy utleniania i jełczenia tłuszczu oraz prowadzi do utraty niektórych witamin.
Wilgotność wpływa na cechy jakościowe żywności w sposób bezpośredni i pośredni. Nadmierna wilgotność powoduje nawilżanie, zagrzewanie oraz zbrylanie żywności, obniża również jakość opakowań przez rozklejanie torebek i rdzewienie puszek. Natomiast mała wilgotność prowadzi do wysychania, kurczenia się surowców oraz powstawanie nadmiernych ubytków. Pośrednio wilgotność wpływa ujemnie na przechowywaną żywność, gdyż stwarza dogodne warunki do rozwoju drobnoustrojów.
Temperatura wywiera wpływ na intensywność procesów życiowych zachodzących w środkach żywnościowych i na rozwój drobnoustrojów. Do przechowywania żywności stosuje się niską temperaturę w granicach 0 - 8 oC lub - 20 oC, wyższe temperatury bowiem powodują niekorzystne zmiany konsystencji, wyglądu i innych cech fizycznych żywnościowych oraz sprzyjają rozwojowi drobnoustrojów.
Światło słoneczne działa na środki spożywcze szkodliwie, ponieważ uaktywnia enzymy, przez co przyspiesza procesy życiowe w tkankach żywności, zwłaszcza dojrzewanie i kiełkowanie. Powoduje również jełczenie tłuszczu i niszczenie witamin. Przykładem może być mleko, które po 6 godzinnym naświetlaniu traci 66% witaminy B2.
Czas jest czynnikiem, który dla pewnych środków żywnościowych np. warzyw, owoców, serów dojrzewających, mięs, mąki, jest konieczny do osiągnięcia lepszej jakości przez dojrzewanie. Jednak czas potrzebny do przebiegu tego procesu jest ograniczony i nie można go przedłużać, bo nawet najlepsze warunki przechowywania nie zahamują całkowicie niekorzystnych zjawisk, do jakich prowadzi zbyt długie przechowywanie.
Drobnoustroje działające na żywność to takie bakterie, pleśnie i grzyby. Najliczniejszą grupę drobnoustrojów stanowią bakterie, one też stwarzają największe zagrożenie dla żywności. Pleśnie
i grzyby atakują środki żywnościowe nieodpowiednio przechowywane, zmieniając na niekorzyść ich smak i zapach. Najpewniej chroni przed ich szkodliwym działaniem bezwzględna czystość.
Zmiany zachodzące w środkach żywnościowych podczas przechowywania.
W środkach żywnościowych podczas przechowywania zachodzi wiele procesów biochemicznych, mikrobiologicznych, chemicznych, fizycznych, które wywołują w nich zmiany jakościowe:
korzystne - poprawa wyglądu, smaku i zapachu,
niekorzystne - obniżają cechy jakościowe, oraz wartość odżywczą i technologiczną.
W przechowywanej żywność następują następujące procesy:
1. Oddychanie - jest procesem zachodzącym w surowcach, które nie zatraciły cech żywych organizmów. Zjawisko to powoduje obniżenie wartości odżywczej surowców w miarę przedłużania przechowywania.
2. Dojrzewanie - odbywa się pod wpływem enzymów zawartych w tkankach. Prowadzi ono do poprawy wyglądu, smaku i zapachu warzyw i owoców.
W większości przypadków celem przechowywania jest zahamowanie procesów dojrzewania. Czynnikami, które mogą regulować proces dojrzewania są: temperatura, zawartość tlenu
i dwutlenku węgla w atmosferze oraz wilgotność. Dlatego jednym ze sposobów zapobiegania tym procesom jest stosowanie odpowiednich opakowań surowców, np. pakowanie próżniowe lub w atmosferze CO2.
3. Autoliza - samotrawienie, zachodzi pod wpływem enzymów autolitycznych i prowadzi do rozkładu składników odżywczych wewnątrz komórek. Autoliza w początkowym etapie zwiększa strawność środków żywnościowych, ale dalej posunięta przyspiesza psucie się żywności.
4. Wysychanie - jest zjawiskiem fizycznym prowadzącym do utraty wody z tkanek, co powoduje wiotczenie i kurczenie się. Wpływa to niekorzystne na wartość odżywczą warzyw i owoców, zmniejsza się zawartość witaminy C, obniża się jakość surowców.
5. Kiełkowanie - występuje w surowcach roślinnych. Jest to zjawisko niepożądane i należy mu zapobiegać lub je opóźniać przez przechowywanie surowców w pomieszczeniach chłodnych
i suchych.
Różne grupy żywności mają właściwe sobie cechy i wymagają odmiennych warunków przechowywania.
Warunki składowania środków żywnościowych
Pomieszczenia suche |
Pomieszczenia wilgotne (wilgotność względna 95%) przewiewne, 0 - 5°C |
Pomieszczenia suche (wilgotność względna 60%), |
Pomieszczenia wilgotne (wilgotność względna 90%), -18 do - 26 °C |
Artykuły higroskopijne: - suche artykuły zbożowe - pieczywo trwałe - suche nasiona roślin strączkowych - cukier - susz - używki i przyprawy - koncentraty
|
Artykuły o dużej zawartości wody: - warzywa - owoce, - ziemniaki
|
Artykuły łatwo psujące się: - tłuszcze - czekolada - chałwa - mleko - jaja - mięso i wędliny - drób - orzechy
|
Artykuły zamrożone: - mięso - drób - ryby
- mrożonki warzywne - inne półprodukty mrożone
|
Czas i warunki przechowywania niektórych surowców
Nazwa surowców |
Temp. °C |
Wilgotność względna % |
Czas przechowywania |
Warzywa Kapustne Cebulowe Korzeniowe Owocowe-psiankowate |
0 + 1 do - 3 + 2 do -0,5 + 10 do -8 |
85 - 90 75 - 80 90 -95 85 - 95 |
Do 4 miesięcy Do 8 miesięcy Do 4 miesięcy Do 10 dni |
Owoce Ziarnkowe Pestkowe Cytrusowe |
+ 4 do + 0,5 0 do -0,5 + 10 do + 1 |
88 - 92 85 - 90 85 - 95 |
Do 6 miesięcy Do 4 tygodni Do 8 tygodni |
Mleko i jego przetwory Mleko świeże, śmietana Sery dojrzewające Mleko w proszku |
+2 do 0 +2 do 0 +4 do 0 |
80 - 85 80 - 85 75 - 80 |
Do 48 godzin Do 6 miesięcy Zgodnie z okresem gwarancyjnym |
Tłuszcze Smalec Masło margaryna |
+4 do -2 -13 do -28 +2 do 0 |
75 - 80 75 - 80 75 - 80 |
Do 12 miesięcy Do 8 miesięcy Zgodnie z okresem gwarancyjnym |
Przechowywanie surowców i przetworów z warzyw
W trakcie przechowywania w warzywach zachodzi szereg zmian biochemicznych, mikrobiologicznych i fizycznych.
W warzywach po zbiorze zachodzą następujące procesy:
1. dojrzewanie,
2. oddychanie,
3. parowanie.
Przechowywanie kasz i mąki
Przetwory zbożowe są produktami mniej trwałymi niż ziarno zbóż, głównie z powodu łatwości chłonięcia wody i obcych zapachów, a także procesy utleniania. Pomieszczenia do przechowywania kasz powinny być suche, czyste o temperaturze 15 °C i wilgotności względnej powietrza 60%.
Okres przechowywania kasz od momentu ich wyprodukowania wynosi:
dla kaszy manny - 5 miesięcy,
dla kaszy jęczmiennej - od 9 miesięcy (kasza wiejska i mazurska) do 10 miesięcy (pęczak kujawski),
dla kaszy gryczanej - 10 miesięcy,
dla płatków owsianych - od 4 do 6 miesięcy.
Zmiany zachodzące w mące podczas przechowywania są związane z obecnością lipidów, które ulęgają hydrolizie i procesom oksydacyjnym. Pod wpływem wilgoci, drobnoustrojów i tlenu mąka ulega niekorzystnym zmianom, pogarszają się jej właściwości organoleptyczne i wypiekowe. Przy wyborze optymalnej wilgotności maki należy uwzględniać czas jej magazynowania, temperaturę oraz wilgotność względną powietrza w miejscu przechowywania. Przy dłuższym przechowywaniu istnieje ryzyko psucia się maki, które wiąże się z pojawieniem niepożądanego zapachu i smaku, nawet przy wilgotności mąki na poziomie 13%. Mąka sucha, o wilgotności poniżej 12%, jest zagrożona ryzykiem psucia się zawartych w nich lipidów.
Okres przechowywania mąki chlebowej o jakości zgodnej z normą wynosi dla:
maki pszennej jasnej - 5 miesięcy (dla typów 450, 500, 550, 750),
maki pszennej ciemnej - 3 miesiące (dla typów 1400, 1850, 2000),
maki żytniej - 4 miesiące.
Przemiany tłuszczów w czasie przechowywania
Zmiany zachodzące w tłuszczach podczas przechowywania, określane jako jełczenie, stanowią główna przyczynę ograniczonej ich trwałości.
Zmiany zachodzące w tłuszczach w trakcie przechowywania mogą powodować czynniki biochemiczne i chemiczne.
Do przemian biochemicznych zaliczymy:
hydrolizę,
jełczenie ketonowe,
utlenianie.
Przemiany chemiczne to:
hydroliza,
utlenianie (autooksydacja).
Stosując następujące zasady można ograniczyć niekorzystne zmiany zachodzące w tłuszczach. Są to:
przechowywanie tłuszczy w obniżonej temperaturze,
przechowywanie bez dostępu światła,
stosowanie odpowiednich systemów pakowania - pakowanie próżniowe, wprowadzanie do wnętrza gazów obojętnych dla tłuszczu (azot, dwutlenek węgla), stosowanie składników wiążących tlen,
dodawać substancje hamujące przemiany oksydacyjne (przeciwutleniacze).
Przechowywanie mięsa
Podstawowymi metodami utrwalania mięsa obecnie stosowanymi są: chłodzenie (na krótki czas) i zamrażanie (na długi czas). W trakcie przechowywania mięsa w chłodni czy innych urządzeniach chłodniczych nie wolno dopuścić do stykania się kawałków mięsa. W tym celu wiesza się je na hakach lub rozkłada pojedynczo na półkach. W przetwórstwie mięsnym stosuje się również inne metody przechowywania, których podstawowym zadaniem jest przedłużanie trwałości oraz nadanie określonych cech sensorycznych.
Metody |
|
Na krótki okres |
1. Chłodzenie 0 - 3 °C, wilgotność 88 - 92%. 2. przechowywanie w:
|
Na długi okres |
|
Przechowywanie jaj
W obrocie handlowym występują jedynie jaja świeże, które powinny być składowane
w temperaturze 13 °C i wilgotności 65 - 80%. W chłodniach lub pomieszczeniach suchych i czystych, pozbawionych obcych zapachów.
Podczas przechowywania w jajach zachodzą następujące zmiany:
zwiększa się przepuszczalność skorupki i błon skorupkowych dla bakterii i pleśni,
następuje utrata masy,
powiększanie komory powietrznej,
białko rzednie,
chalazy wiotczeją i częściowo zanikają,
żółtko mięknie i traci swoje centralne położenie,
zmienia się barwa żółtka i białka,
w wyniku procesów biochemicznych następuje rozkład białek,
zmienia się pH treści jaja (z pH 6 w jaju świeżym do pH 9,7 w starym),
zmienia się smak i zapach.
5. Wyróżniki jakości sensorycznej żywności.
Cechy organoleptyczne są to wrażenia, jakie powstają w świadomości ludzkiej pod wpływem bodźców zewnętrznych odbieranych przez wyspecjalizowane struktury, czyli narządy zmysłów. Narządy zmysłów przekazują informację o odebranych bodźcach do ośrodkowego układu nerwowego (mózgu i rdzenia), gdzie następuje wiele skomplikowanych zjawisk jak asocjacja i skojarzenia
w wyniku, których powstają wrażenia. Wrażenia te są rozpoznawane, zapamiętywane i uświadamiane. Proces powstawania wrażeń nie został całkowicie wyjaśniony.
W zależności od rodzaju zmysłu biorącego udział w ocenie jakości produktu spożywczego. Wyróżnia się cechy albo wrażenia wzrokowe, smakowe, węchowe, słuchowe i dotykowe.
1. Wrażenia wzrokowe
Barwa
jakość barwy - rodzaj wrażenia uwarunkowanego pobudzeniem promieniowania o określonej długości fali (długość = 530 nm odpowiada barwa zielona),
nasycenie barwy - właściwość polegająca na mniejszym lub większym zbliżeniu do barwy białej,
jasność barwy - zależy od natężenia światła, jednak przy różnej długości fali jednakowe ilości energii świetlnej nie muszą dawać jednakowej jasności.
Barwniki:
karotenowce owoce, warzywa, oleje, jaja, liście, trawa) - od barwy żółtej do czerwonej.
W środowisku naturalnym są trwałe, a w zmienionym łatwo ulegają utlenianiu (np. masło)
barwniki porfirytowe - chlorofile, mioglobina i hemoglobina
flawony - żółta
antocyjany - czerwony, niebieski, fioletowy.
2. Wrażenia węchowe
Próg rozpoznawania zapachu jest różny dla różnych substancji. Składniki aromatu: związki karbonylowe, węglowodory, alkohole, kwasy, estry, aminy, laktony. Prekursorami związków zapachowych są cukrowce, tłuszcze i białka. Składniki aromatu powstają np. podczas smażenia mięsa, pieczenia, prażenia kawy, pieczenia chleba.
3. Wrażenia smakowe
Smak słodki pochodzi przede wszystkim od cukrowców (sacharoza, fruktoza, laktoza i niektóre białka). Wielocukry nie są słodkie, dopiero po hydrolizie stają się słodkie. Sztuczne słodziki: m.in. sacharyna, cyklaminiany.
4. Wrażenia odbierane za pomocą zmysłu dotyku
Za te wrażenia odpowiedzialne są receptory znajdujące się na powierzchni ciała.
5. Wrażenia słuchowe
Chrupkość pieczywa, jędrność owoców, kruchość gotowego mięsa. Wrażenia te przenoszone są za pomocą fal akustycznych docierających przez nerw słuchowy do mózgu.
Analiza sensoryczna - profesjonalny przebieg.
Analiza organoleptyczna - może jej dokonać każdy.
6 .Aktywność wody i jej wpływ na zmiany w przechowywanej żywności
Aktywność wody (aw) jest definiowana jako stosunek ciśnienia pary wodnej nad żywnością p do ciśnienia pary wodnej nad czystą wodą po w tej samej temperaturze.
Aktywność wody może być też definiowana jako równowagowa wilgotność względna (RWW), przy której produkt ani nie zyskuje ani nie traci wilgoci. Można to wyrazić równaniem :
aw=RWW/100=p/ po
Aktywność wody jest w małym stopniu zależna od temperatury.
Woda jest niezbędna do rozwoju drobnoustrojów, gdyż od jej obecności w środowisku zależy transport i wchłanianie składników pokarmowych, przemiany metaboliczne i wydalanie produktów tej przemiany, ciśnienie osmotyczne zarówno wewnątrz jak i na zewnątrz komórki.
Stwierdzono że min. zawartość wody umożliwiająca rozwój drobnoustrojów jest rożna w rożnych produktach spożywczych dlatego ma znaczenie nie tyle zawartość wody co jej aktywność.
Przybliżona najniższa aktywność wody przy której mogą się rozwijać bakterie, drożdże, pleśnie wynosi odpowiednio 0,91; 0,88; 0,80. Poszczególne grupy drobno. wykazują zdolność rozwoju przy pewnej aw, poniżej której rozwój ich jest zahamowany Ma to duże znaczenie przy przechowywaniu produktów, gdyż wyższa (niż aktywność wody produktu) wilgotność względna otaczającego powietrza może powodować nawilżanie się produktu i umożliwiać np. jego pleśnienie Zjawisko takie może występować nawet wewnątrz hermetycznych opakowań np. przy skraplaniu się pary w słojach z dżemem, przeniesionych z cieplejszego do chłodniejszego magazynu .
Woda bierze także udział w różnych reakcjach chemicznych np.
w reakcjach autooksydacji, związanych z wolnymi rodnikami woda może przyspieszyć lub hamować utlenianie. W środowisku charakteryzującym się małą wartością aw wzrost zawartości wody zmniejsza szybkość reakcji, co tłumaczy się inaktywacja katalizatorów, tworzeniem wiązań wodorowych z nadtlenkami i prawdopodobnie zmniejszeniem ilości wolnych rodników
w nieenzymatycznym brunatnieniu - reakcja przebiega bardzo wolno przy małych wartościach aw wzrasta do maksimum w obszarze średniej wilgotności i zmniejsza się gdy aw dalej wzrasta. Zmniejszenie się szybkości reakcji po przekroczeniu maksimum tłumaczy się efektem rozcieńczenia oraz inhibitacyjnym działaniem wody ponieważ woda jest produktem reakcji brązowienia
Ogólnie można powiedzieć, że w większości reakcji chemicznych i enzymatycznych szybkości tych reakcji wzrasta wraz ze wzrostem wartości aw a przy ekstremalnych wartościach aw może nastąpić zmniejszenie szybkości reakcji wywołane efektem rozcieńczania
Przy aktywności wody równej 0,2 rozpoczyna się: utlenianie tłuszczu, degradacja witamin, nieenzymatyczne brązowienie
7. Zalety i wady obróbki termicznej żywności.
Zalety:
produkt o ciekawych właściwościach organoleptycznych (np. smażone frytki),
niszczenie mikroorganizmów,
inaktywacja enzymów,
wydłużenie daty przydatności do spożycia,
ułatwienie procesów logistycznych (oszczędność czasu i pieniędzy),
brak konieczności chemizacji produktów (np. sterylizacja),
ułatwienie trawienia białek,
ułatwienie trawienia skrobi.
Wady:
wrażliwość witamin C, B1, B12,
wrażliwość białek (albuminy, globuliny),
wrażliwość aminokwasów (siarkowych, lizyny),
przyspieszenie reakcji Maillarda,
denaturacja białka.
8.Zalety i wady konserwantów
Do najważniejszych cech substancji konserwujących należą:
łatwa rozpuszczalność w wodzie (drobnoustroje rozwijają się w fazie wodnej produktu),
szerokie spektrum hamowania drobnoustrojów,
obojętność chemiczna w stosunku do innych składników żywności,
brak wpływu na cechy organoleptyczne produktu,
trwałość i odporność na procesy technologiczne, którym poddawany jest produkt,
nieszkodliwość dla zdrowia człowieka.
Zalety:
ochrona żywności przed rozwojem pleśni, grzybów czy bakterii chorobotwórczych, dzięki nim żywność ma dłuższą przydatność do spożycia,
zapobieganie niekorzystnym zmianom podczas przechowywania i zagwarantowanie bezpiecznego spożycia niektórych produktów (np. peklowanego mięsa przeznaczonego do produkcji konserw),
zmniejszenie strat w przemyśle spożywczym.
Wady:
podrażnienia przewodu pokarmowego,
pomimo niskiej toksyczności, kwas benzoesowy może wywoływać pseudoalergie i nasilenie objawów chorobowych u pacjentów z alergią lub astmą oskrzelową. Baza danych odnośnie toksycznego działania kwasu benzoesowego i jego pochodnych jest niewystarczająca, obecnie dopuszcza się dawkę 5 mg/kg masy ciała na dobę,
część z substancji konserwujących nie ulega przekształceniu w naszym organizmie (nie jest metabolizowana), mogą one odkładać się w naszych organizmach.
Do typowych konserwantów stosowanych w przemyśle spożywczym należą:
siarczyny, kwas benzoesowy i jego sole oraz inne substancje, wykazujące działanie bakteriobójcze,
kwas sorbowy, kwas benzoesowy i jego estry oraz sole sodowe i potasowe tych kwasów,
a także inne substancje, które przeciwdziałają rozwojowi grzybów pleśniowych i drożdży.
E-210 - kwas benzoesowy
To jeden z najpopularniejszych konserwantów stosowanych w przemyśle spożywczym. Został wprowadzony na miejsce wycofanego kwasu salicylowego. W produkcji żywności znalazł szczególne zastosowanie m.in. w konserwowaniu przetworów owocowych, warzywnych, wszelkich napojów gazowanych, margaryn, tłuszczów kuchennych i majonezów. Związek ten wykazuje dużą skuteczność, gdyż w środowisku kwaśnym silnie hamuje rozwój drożdży, pleśni i wielu gatunków bakterii. Podobne właściwości wykazują także sole kwasu benzoesowego: sodowa (E-211), potasowa (E-212) oraz wapniowa (E-213). Ale niestety kwas benzoesowy ma także sporo wad. Związek ten może obniżać wartość smakową produktów, silnie podrażniać błonę śluzową żołądka i jelit oraz zakwaszać organizm. Z tego tytułu produkty zawierające ten związek mogą przyczyniać się do rozwoju lub nasilenia choroby wrzodowej przewodu pokarmowego oraz zmian nowotworowych. Przyjęty w dużych ilościach może wywołać objawy zatrucia (bóle głowy, wymioty). U niektórych ludzi, szczególnie astmatyków i alergików może powodować reakcje uczuleniowe a u osób wrażliwych na aspirynę zaburzenia w przewodzie pokarmowym.
E-214 i E-216 - Ester etylowy i propylowy kwasu benzoesowego
Te związki chemiczne są pewnego rodzaju modyfikacją i udoskonaleniem E-210 i w odróżnieniu od tradycyjnego kwasu benzoesowego wykazują większą skuteczność konserwowania żywności. E-214
i E-216 oraz sole tych związków E-215 i E-217 w przeciwieństwie do swojego poprzednika są wstanie unieszkodliwiać drożdże, pleśnie i bakterie nie tylko w środowisku kwaśnym ale także zasadowym
i obojętnym. Związki te dość szybko wchłaniają się w przewodzie pokarmowym i wydalane są
z moczem w niezmienionej postaci.
Jak wskazują badania wszystkie wspomniane powyżej pochodne kwasu benzoesowego (od E-211do E-217), wydają się znacznie mniej szkodliwe niż sam E-210.
E-236 - kwas mrówkowy
Jest on stosowany szczególnie do konserwowania surowych soków owocowych, żelatyny, serów podpuszczkowych, marynat, kiszonek warzywnych oraz wysokosłodzonych soków owocowych
i napojów. Hamując działanie niektórych enzymów, kwas mrówkowy oraz jego sole: sodowa E-237 oraz wapniowa E-238 skutecznie powstrzymują rozprzestrzenianie się drożdży oraz pleśni. Toksyczność kwasu mrówkowego w stosunku do człowieka z pozoru wydaje się niewielka, gdyż jest on całkowicie metabolizowany przez organizm. Może on jednak w pewnych dawkach podrażniać błony śluzowe, powodować kwasice metaboliczną, pogarszać wydolność nerek oraz zaburzać proces widzenia. U szczurów poddawanych działaniu oparów kwasu mrówkowego stwierdzono spadek zawartości glutationu w mózgu, wątrobie i nerkach oraz nadmierny rozpad czerwonych krwinek. Kwas mrówkowy oraz jego sole coraz częściej wymienia się w gronie pierwszych kandydatów do skreślenia z listy dozwolonych substancji konserwujących.
E-234 - Nizyna
W odróżnieniu do konserwantów opisanych wyżej, nizyna zaliczana jest do grupy antybiotyków. Związek ten, wytwarzany między innymi przez niektóre paciorkowce mlekowe skutecznie hamuje rozwój większości bakterii masłowych i mlekowych. Stosowanie nizyny jak dotąd nie budzi większych zastrzeżeń i spośród wszystkich antybiotyków używanych w przemyśle spożywczym zachowuje się najmniej agresywnie w organizmie człowieka. Substancja ta stosowana jest głownie przy produkcji serów dojrzewających i topionych.
E-280 - kwas propionowy
Kwas propionowy jest związkiem, który naturalnie występuje w organizmie człowieka i zwierząt. Może być on również wytwarzany na drodze fermentacji np. serów typu ementaler. Zarówno sam kwas propionowy jak i jego sole: sodowa E-281 oraz wapniowa E-282 skutecznie hamują rozwój pleśni, drożdży i laseczki ziemniaczanej. Ta ostatnia bakteria powoduje śluzowacenie i ciągliwość pieczywa, dlatego wspomniane związki znalazły praktyczne zastosowanie w piekarstwie do przedłużania trwałości wyrobów. Kwas propionowy i jego pochodne są dobrze metabolizowane
w organizmie człowieka i ich szerokie stosowanie nie budzi większych zastrzeżeń.
E-220 - bezwodnik kwasu siarkawego
Związek ten oraz jego sole: E221, E222, E-223, E-224, E-228 zaliczane są do substancji o silnych właściwościach odkażających, odbarwiających i wybielających, stąd swoje zastosowanie znajdują nie tylko w przemyśle spożywczym ale także jako środek do bielenia pomieszczeń czy wyjaławiania opakowań. E-220 oraz jego sole wykorzystywane są głównie w przetwórstwie owocowo-warzywnym jako środki zapobiegające rozwojowi bakterii oraz jako przeciwutleniacze. W przemyśle winiarskim znajdują zastosowanie do utrwalania moszczów owocowych, a także zapobiegają ciemnieniu ziemniaków podczas ich przetwarzania oraz brunatnieniu suszonych owoców. Kwas siarkawy działa ochronnie w stosunku do witaminy C i A natomiast niszczy witaminę B1 i B12. Jego sole mogą przysparzać kłopoty jelitowe.
E-200 - kwas sorbowy
Ten drobnokrystaliczny, bezzapachowy, biały proszek o słabo kwaśnym smaku niezwykle skutecznie hamuje rozwój drożdży i pleśni, stąd często stosuje się go przy produkcji kiszonek, marynat, przetworów owocowych i warzywnych, konserw rybnych, napojów, margaryn i serów. Kwas sorbowy, który w stanie naturalnym występuje w niedojrzałych owocach jarzębiny jest bardzo dobrze metabolizowany w organizmie człowieka i z tego tytułu można go uznać za środek całkowicie bezpieczny. Nieszkodliwe są równie sole kwasu sorbowego, takie jak: sodowa E-201, potasowa E-202 oraz wapniowa E-203.
E-251 - azotan sodowy
Substancja ta podobnie jak azotan potasowy E-252 to nic innego jak popularna saletra. Jako środki konserwujące, stosowane są w serowarstwie i przetwórstwie mięsnym, w celu zapobiegania rozwojowi bakterii beztlenowych. W przemyśle wędliniarskim wraz z solą i cukrem używane są do peklowania mięsa, dzięki czemu uzyskuje ono charakterystyczne zabarwienie.
Azotany są jednak niezwykle niebezpieczne. Mogą one zarówno w solance peklującej jak również
w przewodzie pokarmowym ulegać przemianom do azotynów a te łącząc się z białkami soku żołądkowego mogą tworzyć rakotwórcze nitrozoaminy. Podobna reakcja zachodzi z udziałem innego konserwanta - azotynu sodowego E-250. Zarówno azotany jak i azotyny wykazują także silne właściwości utleniające. W efekcie mogą nasilać przemianę hemoglobiny do methemoglobiny - związku który całkowicie traci zdolność przenoszenia tlenu. Związki te mają także zdolność utleniania witaminy A i beta karotenu jeszcze przed ich wchłonięciem w jelicie, w efekcie czego może dochodzić do niedoborów tych witamin w organizmie.
Mięso peklowane oraz wyroby wędliniarskie są niezwykle obfitym źródłem azotanów i azotynów
w pożywieniu, stąd ich nadmierne spożywanie może prowadzić do rozwoju poważnych schorzeń, szczególnie nowotworów w obrębie przewodu pokarmowego.
9. Skojarzone metody utrwalania żywności
Są to metody (procesy technologiczne), w których wykorzystuje się nie jeden czynnik konserwujący (oziębienie, ogrzewanie, odwodnienie, zakwaszanie itd.) ale więcej, przy czym czynniki te mogą występować jednocześnie, bądź następować po sobie, stanowiąc kolejne bariery, przeciwdziałające szkodliwemu działaniu drobnoustrojów i innych czynników destrukcyjnych.
Tak zwany system kombinowanego utrwalania produktów. Rozwój mikroorganizmów jest skutecznie zahamowany w wyniku działania wielu czynników, z których każdy działając pojedynczo jest mało skuteczny.
Przeszkodami są parametry inaktywujące mikroorganizmy, jak:
temperatura,
aktywność wody,
obecność tlenu lub innych gazów obojętnych,
pH środowiska,
ciśnienie osmotyczne,
które mogą uszkodzić kilka lub przynajmniej jeden z mechanizmów homeostatycznych mikroorganizmów. Synergistyczne działanie tych czynników zapewnia stabilność mikrobiologiczną, pomimo stosowania niezbyt drastycznych dawek poszczególnych czynników.
Teoria płotków opiera się na 5 wcześniej wymienionych czynnikach, warunkujących wzrost
i inaktywację drobnoustrojów.
Uwzględniając charakter produktu i najczęściej występującą na nim mikroflorę, dobiera się taki zestaw powyższych czynników, aby drobnoustroje z żywności usunąć lub uczynić je niegroźnymi. Każdy czynnik to kolejny płotek. Przy tym istotne jest to, że konserwanty chemiczne są ostatnim płotkiem, stosowanym tylko wtedy, gdy inne w sposób niedostateczny hamują działanie drobnoustrojów lub gdy inne sposoby spowodowałyby usunięcie z żywności poza drobnoustrojami także większość składników odżywczych.
Metody konserwowania żywności:
temperatura: - działanie wysokiej temp./ obróbka termiczna, pasteryzacja, sterylizacja,
- działanie niskiej temp./ mrożenie, chłodzenie.
dostępność tlenu: pakowanie próżniowe lub w atmosferze modyfikowanej,
aktywność wody: suszenie, suszenie sublimacyjne,
pH środowiska : kwaszenie, marynowanie (kwasy organiczne - octowy, mlekowy, cytrynowy),
ciśnienie osmotyczne: dod. soli, cukru.
Metoda płotków polega na umiejętnym łączeniu powyższych sposobów konserwowania żywności, przy czym bardzo istotne jest aby:
w pierwszej kolejności stosować metody najmniej inwazyjne („najbardziej naturalne”),
stosować minimalną ilość płotków,
dobierać płotki tak, aby całkowicie eliminować zagrożenie ze strony drobnoustrojów,
dobierać płotki tak, aby minimalnie ingerować w jakość organoleptyczną i skład odżywczy produktu.
W technikach utrwalania żywności mogą być wykorzystywane również substancje o działaniu antymikrobiologicznym jak kwas mlekowy czy bakteriocyny.
Praktyczne znaczenie technologii przeszkód polega m.in. na obniżeniu kosztów poprzez oszczędność nakładów energetycznych, jakie są ponoszone w technologiach tradycyjnych utrwalania żywności (mrożenie, sterylizacja) czy w czasie dystrybucji i składowania żywności
W praktyce trudno znaleźć produkt całkowicie trwały, oraz trudno znaleźć produkt, który swą trwałość zawdzięcza tylko jednemu czynnikowi, chroniącego go przed zepsuciem.
Do metod skojarzonych możemy zaliczyć np.:
zagęszczenie i dodatek substancji osmoaktywnej np. marmolada, dżem,
zakwaszanie i pasteryzacja np. konserwowane ogórki.
Czynników utrwalających dany produkt może być kilka. Zastosowanie kombinacji dwóch lub więcej czynników utrwalających żywność daje w wielu przypadkach efekt lepszy, niż wynikałoby to
z sumowania wyników uzyskanych przy stosowaniu czynników samodzielnie.
Np. peklowanie + wędzenie kiełbas, peklowanie + pasteryzacja, solenie + fermentacja + suszenie.
10. Bezpieczeństwo zdrowotne żywności.
Zapewnienie, że żywność nie spowoduje uszczerbku na zdrowiu konsumenta, jeśli jest przygotowana i/lub spożywana zgodnie z zamierzonym zastosowaniem. Z punktu widzenia konsumenta jest to najważniejsza cecha jakości. Narzędzia zapewniania/zarządzania bezpieczeństwem i jakością zdrowotną żywności: GHP, GMP, HACCP (pyt. 3).
Bezpieczeństwo żywności - ogół warunków, które muszę być spełnione i działań, które muszą być podjęte na wszystkich etapach produkcji żywności i obrotu żywnością w celu zapewnienia zdrowia i życia człowieka.
Jakość zdrowotna żywności - ogół cech i kryteriów, przy pomocy których charakteryzuje się żywność pod względem wartości odżywczej, jakości organoleptycznej oraz bezpieczeństwa dla zdrowia konsumenta.
11. Skażenia żywności.
Skażenie żywności:
czynnik (chemiczny, biologiczny, fizyczny) w żywności lub w warunkach jej produkcji, który może potencjalnie być niebezpieczny dla zdrowia,
niepożądane zanieczyszczenie (chemiczne, fizyczne), wzrost lub przeżycie drobnoustrojów, a także wytworzenie lub utrzymywanie się toksyn mikrobiologicznych, enzymów lub produktów metabolizmu, które mogą ujemnie wpływać na bezpieczeństwo lub jakość żywności.
Zanieczyszczenia żywności - każda substancja nie dodana celowo do żywności, która jest w niej obecna jako wynik produkcji, przetwarzania, obróbki, pakowania, transportu, przechowywania lub jako rezultat zanieczyszczenia środowiska (definicja ta nie uwzględnia fragmentów owadów czy sierści zwierząt).
Rodzaje zanieczyszczeń:
techniczne (produkcja, obrót),
przypadkowe (w sposób niezamierzony, niewłaściwe postępowanie).
Skażenia żywności - takie zanieczyszczenia, które ze względu na rodzaj, natężenie lub ilość zagrażają zdrowiu człowieka, m.in. pestycydy, metale ciężkie (ołów, kadm, rtęć, chrom, miedź, cynk), dioksyny, azotany i azotyny, antybiotyki, drobnoustroje chorobotwórcze, mikotoksyny.
Skażenia chemiczne:
WWA
Istotnym problemem zdrowotnym żywności jest obecność wielopierścieniowych węglowodorów aromatycznych (WWA), które przenikać mogą do niej ze wszystkich elementów biosfery. Związki te charakteryzują się właściwościami kancerogennymi i mutagennymi. Poprzez kolejne ogniwa łańcucha pokarmowego przedostają się do pożywienia, stwarzając poważne zagrożenie dla zdrowia ludzi. Związki te mogą się również tworzyć w samej żywności (pierwotnej), jak i podczas procesów jej przetwarzania (prażenia kawy, suszenia zbóż), termicznej obróbki (pieczenia) lub w trakcie jej utrwalania (wędzenia). Szczególnie wysokie stężenia WWA zostały oznaczone w produktach przygotowywanych nad otwartym ogniem (grill). Natomiast ich poziom w żywności przetworzonej (gotowanie, wędzenie, smażenie) zależy głównie od warunków i metod jej przygotowywania. Zawarte w materiale roślinnym WWA zwykle zaadsorbowane są na powierzchni liści bądź korzeni
i w niewielkim stopniu wnikają do ich wnętrza.
AZOTANY I AZOTYNY
Obecność azotanów w żywności pochodzenia roślinnego, jest głównie związana ze stosowaniem nawozów mineralnych (saletra amonowa lub wapniowa, moczniki), obecnością w wodach powierzchniowych na skutek wypłukiwania ich z minerałów, zanieczyszczeniami ścieków komunalnych, przemysłowych i odchodami zwierzęcymi, opadów atmosferycznych. Ich zawartość w warzywach jest zmienna i zależy tak od intensywności nawożenia, właściwości gleby, warunków klimatycznych, jak i gatunku rośliny, czasu wegetacji oraz stopnia dojrzałości w czasie zbioru. Dużo azotanów zawierają zwłaszcza te części roślin, które biorą udział w transporcie substancji odżywczych. Azotany są mało toksyczne i nie stanowią bezpośredniego zagrożenia dla zdrowia ludzkiego, a zatrucia śmiertelne zdarzają się rzadko. Mogą one natomiast być źródłem ułatwiającym tworzenie się toksycznych, rakotwórczych N-nitrozoamin.
METALE CIĘŻKIE
Głównymi źródłami zanieczyszczeń są procesy spalania paliw, odpadów, transport oraz różne gałęzie przemysłu. Metale ciężkie mogą przedostawać się do gleby również ze środków ochrony roślin
i nawozów. Skażenie gleby tymi pierwiastkami jest procesem trudno odwracalnym. Do żywności przenikają głównie z powietrza atmosferycznego, gleby i wody. Warzywa optymalnie zaopatrzone w składniki pokarmowe gromadzą mniej szkodliwych pierwiastków. Regularne wapnowanie, utrzymanie stabilnego odczynu (pH 6,5-7), nawożenie organiczne (obornik, kompost, nawozy zielone), są efektywnymi, prostymi zabiegami agrotechnicznymi i ograniczającymi pobieranie tych pierwiastków. Źródłem skażenia żywności tymi pierwiastkami mogą być także procesy technologiczne. Zanieczyszczenia mogą pochodzić także ze środków pomocniczych stosowanych przy produkcji żywności, aparatury, naczyń i opakowań. Spośród metali największe zagrożenie dla zdrowia człowieka stwarzają: kadm, ołów oraz rtęć, które posiadają zdolność do kumulacji
w organizmie ludzkim i długi okres biologicznego półtrwania. Zatrucia ostre metalami ciężkimi zdarzają się bardzo rzadko, w przypadku przyjęcia ich w dużych dawkach. Pobieranie tylko tych pierwiastków prowadzi do zaburzeń przewlekłych (toksyczność chroniczna). Do podstawowych negatywnych oddziaływań metali ciężkich należą uszkodzenia w układzie pokarmowym, oddechowym, nerwowym, krążenia, krwiotwórczym i wydalniczym, a w przypadku niektórych - działanie rakotwórcze. Głównymi miejscami kumulacji są kości, mózg, gruczoł krokowy, wątroba, włosy, nerki i mięśnie.
DIOKSYNY
Dioksyny - polichlorowane dibenzoparadioksyny oraz polichlorowane dibenzofurany to grupa chloroorganicznych, aromatycznych związków chemicznych, charakteryzujących się dużą stabilnością termiczną i odpornością chemiczną na utlenianie oraz procesy degradacji biologicznej. Substancje te należą do silnie toksycznie działających związków chemicznych, sztucznie wytworzonych przez człowieka (ksenobiotyki). Pod koniec ubiegłego stulecia głównymi źródłami dioksyn w środowisku były spalarnie odpadów komunalnych. Współczesne spalarnie emitują spaliny zawierające dioksyny
w stężeniu 0,05 ng TEQ/m3, jakie występuje w zanieczyszczonym powietrzu miejskim. Obecnie, głównym ich źródłem jest niekontrolowane spalanie
odpadów gospodarczych w piecach domowych (20-30 ng TEQ/m3). Związki te powodują zakłócenie funkcji endokrynnego wydzielania hormonów sterydowych, prowadząc do problemów prokreacyjnych. Podstawowym źródłem dioksyn w organizmie człowieka jest żywność. Problem występuje w przypadku jadalnych części roślin
narażonych na kontakt z zawierającym dioksyny pyłem obecnym w powietrzu atmosferycznym, np. kapusty lub sałaty. Rośliny uprawiane na wolnym powietrzu w terenach zanieczyszczonych przemysłowo, stale narażone na opad pyłu z powietrza, zawierają dioksyny na poziomie 0,6-11 ng TEQ/kg w przeliczeniu na suchą masę.
MIKOTOKSYNY
Mikotoksyny są substancjami toksycznymi produkowanymi przez pleśnie i stanowią potencjalne zagrożenie dla zdrowia ludzi i zwierząt. Mogą tworzyć się w okresie wegetacji lub zbioru, a także
w wyniku nieprawidłowego przechowywania. Nie ulegają destrukcji podczas pasteryzacji, a także
w wyższych temperaturach, natomiast ulegają degradacji w środowisku alkalicznym oraz pod wpływem działania promieniowania UV. Do najważniejszych mikotoksyn z uwagi na powszechność występowania należą: aflatoksyny, ochratoksyna A, patulina, trichotecyny, sterigmatocystyna
i womitoksyna. Mogą one występować w wielu produktach rolno-spożywczych takich, jak: zboża i ich przetwory, orzechy, przyprawy, kawa, kakao, herbata, owoce suszone, piwo, wino, mleko. Wyróżnia się dwie drogi penetracji mikotoksyn do organizmu człowieka: pierwotna - spożywanie żywności, na
której wcześniej rozwijała się pleśń i wytworzyła mikotoksyny, np. zboże narażone na rozwój grzybów, przeznaczone na przemiał, można wówczas spodziewać się, że mikotoksyny będą do organizmu wprowadzane wraz z różnymi rodzajami pieczywa, kaszą lub otrębami. Owoce porażone pleśniami mogą zanieczyszczać mikotoksynami produkty końcowe takie, jak soki czy dżemy. Droga wtórna prowadzi przez organizmy zwierzęce, w których toksyny kumulują się w tkankach miękkich, jak wątroba, nerki, a także mięśniach. Niektóre mikotoksyny w organizmach zwierzęcych ulegają przekształceniu w inną formę chemiczną o słabszych właściwościach toksycznych.
PESTYCYDY
Nie przestrzeganie okresów karencji i prewencji
Karencja - okres, który musi upłynąć od zastosowania chemicznego środka ochrony roślin do zbiorów lub możności spożycia przez ludzi (np. owoców). Zapobiega zatruciu pokarmowemu spożywających.
Prewencja (okres prewencji) jest to czas, który musi upłynąć między zabiegiem z użyciem środka ochrony roślin, a pierwszym oblotem roślin kwitnących przez pszczoły, zapobiegający ich zatruciu. Okres prewencji, jeśli obowiązuje dla danego środka, jest zawsze podany w instrukcji stosowania.
Należy pamiętać, że zarówno karencja i prewencja dotyczy nie tylko bezpośrednio opryskiwanych roślin, ale także wszystkich innych roślin (także chwastów), które mogły być przypadkowo opryskane środkiem ochrony roślin.
Biologiczne zagrożenia żywności
Skażenia żywności , zwłaszcza pochodzenia zwierzęcego przez chorobotwórcze patogeny i toksyny to jeden z najważniejszych problemów zdrowotnych współczesnego świata. Groźne dla zdrowia i życia są nie tylko bakterie ale również pasożyty, grzyby i wirusy.
Pasożyty mogą być nabywane w wyniku spożycia zakażonej, nieprzetworzonej jak i przetworzonej żywności (mięsa, ryb, owoców i warzyw) : tasiemiec nieuzbrojony (spożywania mięsa - surowego lub niewystarczająco termicznie, włosień, glista
Toksynogenne grzyby. Do najważniejszych mykotoksyn wytwarzanych przez nie zalicza się: aflatoksyny, ochratoksynę A, fumonizynę.
Źródłem ochratoksyny A jest zakażona pasza, nasiona i owoce. Do organizmu człowieka przedostaje się w wyniku spożywania wieprzowiny lub pieczywa z mąki ze skażonymi grzybami zbóż.
Aflatoksyny są wytwarzane przez różne gatunki Aspergillus. Najczęściej zakażone są nasiona roślin oleistych, orzeszków, ziarna zbóż np. kukurydzy.
Ważnym rodzajem zanieczyszczenia biologicznego są bakterie chorobotwórcze. Do najważniejszych bakterii należą Clostridium botulinum, Shigella, Salmonella, Escherichia coli.
12. Biologiczne zanieczyszczenia żywności.
mikroorganizmy chorobotwórcze (m.in. Salmonella, Camphylobacter, Listeria, Escherichia coli, Bacillus cereus, Staphylococcus ureus),
mikroorganizmy saprofityczne (Serratia),
pasożyty (przywry, tasiemce, pierwotniaki, nicienie),
insekty (ich części),
gryzonie,
priony (infekcyjne białka),
wirusy (enterowi rus, wirus zapalenia wątroby A i E),
mikotoksyny.
Źródłem tych skażeń może być środowisko związane z procesem wytwarzania żywności.
W przenoszeniu zanieczyszczeń duży udział może mieć:
gleba, która wprowadza do procesu technologicznego wraz z surowcem roślinnym mikroorganizmy szkodliwe dla zdrowia konsumenta,
woda, będąca podstawowym surowcem produkcyjnym w wytwarzaniu żywności,
zwierzęta,
higiena osobista personelu produkcyjnego i sprzedawców,
czystość maszyn i urządzeń stykających się z żywnością,
warunki przechowywania żywności,
sposób dystrybucji żywności.
Większość skażeń biologicznych żywności w Polsce są to głównie skażenia mikrobiologiczne,
a wśród nich bakteryjne. Są one główną przyczyną zatruć i zakażeń pokarmowych. W Polsce ciągle odnotowuje się indywidualne i zbiorowe zatrucia pokarmowe, a nie epidemie chorób zakaźnych
w przenoszeniu których bierze udział żywność. Do zanieczyszczeń biologicznych należą mikotoksyny, czyli wtórne metabolity grzybów strzępkowych zwanych potocznie pleśniami. Groźne dla zdrowia są toksyny wytwarzane przez pleśnie, zwłaszcza gdy dostają się z żywnością lub paszą do organizmu człowieka i niektórych zwierząt.
Do czynników patogennych należą priony powodujące gąbczaste zapalenie mózgu u zwierząt
i ludzi.
Odrębnym zagadnieniem są choroby pasożytnicze. Środki spożywcze mogą przyczyniać się do rozwoju chorób wywołanych przez pasożyty zwierząt rzeźnych i ryb. Należą do nich m. In. Tasiemczyca, spowodowana przez tasiemca nieuzbrojonego na skutek spożycia mięsa surowego lub niewystarczająco termicznie przetworzonego, a także z powodu skażenia gleby i wody fekaliami,
a przez to pasz, którymi żywione jest bydło.
Włośnica jest wywołana przez larwy włośnia krętego należącego do robaków nicieni. Do zakażenia dochodzi po spożyciu surowego lub niewłaściwie przygotowanego termicznie mięsa wieprzowego lub dziczyzny.
Do chorób pasożytniczych należy glistnica, którą można się zarazić po spożyciu nieumytych owoców i warzyw zakażonych jadami pasożyta.
13. Fizyczne zanieczyszczenia żywności.
Pod pojęciem zanieczyszczeń fizycznych należy rozumieć różne rodzaje ciał obcych, które przypadkowo znalazły się w żywności i w tym środowisku nie wchodzą w żadne reakcje chemiczne. Mogą to być np. cząstki metali, szkło, drewno kamienie, piasek, włosy, kości, włókna, pestki, fragmenty owadów, ekskrementy itp. Szczególnym rodzajem zanieczyszczeń fizycznych są radionuklidy. Radionuklidy (pierwiastki promieniotwórcze) mogą wnikać do organizmu człowieka
i zwierząt przez układ oddechowy, przewód pokarmowy, a w mniejszym stopniu przez skórę.
Decydujący wpływ na pobranie radionuklidów ma przede wszystkim mleko (ok. 40%),
a następnie masło (około 25%). Pozostałe produkty wnoszą po około 5-10% radionuklidów w średnią dietę. Zwiększona obecność izotopów cezu grzybów w rocznym spożyciu żywności jest niewielki.
Stosowanie nawozów potasowych i fosforowych w Polsce nie stanowi zagrożenia radiologicznego dla ludności. Obecnie w Polsce także skażenie wód powierzchniowych i gruntowych radionuklidami pochodzenia sztucznego są pomijalnie małe. Trzeba jednak zwrócić uwagę na działalność przemysłu, a przede wszystkim górnictwa, które może niekiedy prowadzić do kumulacji radionuklidów naturalnych, powodując lokalne zanieczyszczenia substancjami promieniotwórczymi środowiska i produkowanej na tych terenie żywności.
Źródła napromieniowania jonizującego można podzielić na:
naturalne - występujące w warunkach naturalnych (gleba, żywność, rośliny) oraz jako promieniowanie kosmiczne
sztuczne - izotopy promieniotwórcze niewystępujące w przyrodzie w warunkach naturalnych, urządzenia jądrowe, aparaty rentgenowskie.
Promieniowanie jonizujące stosuje się od wielu lat do utrwalania żywności. Liczne przypadki zatruć pokarmowych spowodowanych przez bakterie chorobotwórcze i pleśnie toksynotwórcze spowodowały większe zainteresowanie napromieniowaniem żywności w celu jej utrwalenia.
naturalne (kości, ości, pestki, kamienie, piasek, drewno),
plastik (kawałki opakowań, maszyn),
metal (opiłki lub części maszyn),
szkło,
inne ciało obce (włosy, biżuteria, guziki, itp.).
14. Znaczenie właściwości fizycznych surowców w przetwórstwie żywności.
Znaczenie właściwości surowców umożliwia zastosowanie odpowiedniego procesu technologicznego w celu uzyskania produktu o pożądanej wartości użytkowej. Jest także niezbędna przy tworzeniu procesów, projektowania maszyn i aparatów (inżynieria procesowa).
Właściwości fizyczne:
geometryczne: współczynnik kształtu, krągłości, średnica zastępcza,
gęstość: względna, układu wieloskładnikowego,
reologiczne: odkształcania (sprężyste, plastyczne), płyny newtonowskie (miód, mleko, oleje jadalne), płyny nienewtonowskie (pasty, pulpy, żele), lepkość,
Płyn mewtonowski- . Znaczna część płynów, np. woda, gazy w tym i powietrze, zachowuje się jak płyny newtonowskie. Dla płynów newtonowskich lepkość nie zależy od szybkości ścinania, zależy natomiast od własności substancji tworzącej płyn i jego parametrów termodynamicznych takich jak temperatura i ciśnienie.
Lepkość płynów nienewtonowskich nie jest wartością stałą w warunkach izobarycznych, lecz jej wartość zmienia się w czasie. Krzywa płynięcia takiego płynu nie jest funkcją liniową.
Zależność naprężeń od gradientu prędkości przedstawiona na wykresie nosi nazwę krzywej płynięcia.
aerodynamiczne: fluidyzacja i transport pneumatyczny,
cieplne: przewodność cieplna, dyfuzyjność cieplna,
powierzchniowe: adhezja, aktywność wody.
elektryczne: właściwości dielektryczne.
15. Odwadnianie i obniżanie aktywności wody w żywności jako metoda utrwalania.
W technologii żywności są stosowane różne metody utrwalania żywności oparte na regulacji aktywności wody. Można je podzielić na:
metody oparte na dodawaniu substancji osmoaktywnych do żywności (głównie soli kuchennej lub cukru),
metody oparte na usuwaniu wody z żywności,
metody kombinowane, stosujące jednocześnie odwadnianie i dodawanie substancji podwyższających ciśnienie osmotyczne.
Rozwój większości bakterii jest zahamowany już przy stężeniu cukru w środowisku wynoszącym 25-35%, natomiast większość drożdży nie rozwija się dopiero przy stężeniu ponad 65% cukru (sacharozy). Do zahamowania rozwoju pleśni jest wymagane jeszcze większe stężenie cukru - ok. 75-80%. Dopiero przy dawce 18-20% soli kuchennej uzyskuje się pełniejsze zakonserwowanie żywności. Spożywane przez człowieka potrawy zawierają przeciętnie ok. 1% NaCl.
Utrwalanie przez odwodnienie:
a) Suszenie
Suszenie produktów ma na celu obniżenie w nich zawartości wody do 15% lub jeszcze mniej (1-3%), dzięki czemu nie mogą zachodzić procesy enzymatyczne i procesy życiowe drobnoustrojów. Odwodnienie surowca można przeprowadzić różnymi sposobami, np.:
przez suszenie w podwyższonej temperaturze (odparowanie wody),
suszenie w przeciwprądzie gorącego powietrza drobno rozpylonych cząsteczek płynu,
za pomocą promieni podczerwonych,
suszenie próżniowe pod zmniejszonym ciśnieniem.
b) Zagęszczanie
Zagęszczanie, czyli koncentracja, polega na częściowym usunięciu wody z ciał płynnych, zwykle do zawartości ok. 30%. Powoduje to skoncentrowanie składników suchej substancji w mniejszej masie produktu, który nosi wtedy nazwę koncentratu. Metody stosowane do zagęszczania żywności można podzielić na takie, w których:
1. zachodzi przemiana fazowa wody i maksymalne oddzielenie wody w momencie osiągnięcia równowagi fazowej tzw. Koncentracji równowagowej; należą tutaj: odparowanie i kriokoncentracja (zamrożenie żywności i usunięcie z niej kryształków lodu),
2. nie zachodzi przemiana faz i woda usuwana jest w tzw. Koncentracji nierównowagowej; należą tutaj metody stosujące półprzepuszczalne błony (metody membranowe, jak np. odwrócona osmoza, mikrofiltracja, ultrafiltracja).
c) Liofilizacja
Liofilizacja polega na odwodnieniu produktu przez sublimację lodu, tj. przejście wody ze stanu stałego bezpośrednio w stan pary z pominięciem fazy ciekłej, pod zmniejszonym ciśnieniem. Dzięki temu, że produkt jest suszony ze stanu zamrożonego i w niskich temperaturach to nie ulegają degradacji jego najcenniejsze składniki i właściwości: witaminy, białka, składniki mineralne, zapach, smak, kolor. Dobrze zachowana struktura komórkowa pozwala na szybkie ponowne uwodnienie produktu. Produkty liofilizowane są bardzo higroskopijne i wymagają odpowiednich opakowań zabezpieczających przed niekorzystnymi zmianami.
16. Skład chemiczny surowców pochodzenia roślinnego.
Skład chemiczny ziarna waha się w zależności od gatunku i odmiany, warunków glebowych, nawożenia, ilości opadów, nasłonecznienia i innych warunków wzrostu, stopnia dojrzałości ziarna, jego wysuszenia, przechowywania i wielu innych czynników.
Dobrze wysuszone ziarno zawiera stosunkowo małą ilość wody 13-14% i dobrze się przechowują
w warunkach zabezpieczających je przed nawilgoceniem. W ziarnach występują Wszystkie składniki pokarmowe; najwięcej jest w nich cukrowców 56-80%, a następnie białka 8,2-13,5%, zawartość tłuszczu nie jest duża 1,4-2,5%, wyjątek stanowią ziarna kukurydzy 3,2-4,3% i owsa 6,8-7,5%. Poziom błonnika waha się na poziomie 1,4-9,0%, a soli mineralnych 1,3-3,9%. Głównym cukrowcem ziarna zbóż jest skrobia; jej zawartość w suchej substancji może się znacznie wahać, od 50 do 60%
w ziarnie owsa i prosa do 75-80% w ryżu. Skrobia występuje głównie w bielmie środkowym.
Skład chemiczny ziemniaka zależy od takich warunków jak odmiana, stopień dojrzałości, gleba, klimat, nawożenie itp. Głównym składnikiem jest woda, stanowiąca ok. 70-80% masy bulwy. Zawartość suchej substancji w ziemniakach ulega więc również wahaniom od 20-30%, które są spowodowane zmienną zawartością skrobi wynoszącą od 9-25%. Zawartość bezwodnych substancji nieskrobiowych jest stosunkowo stała i wynosi przeciętnie ok. 5,75%. Składają się na nie: pentozany 2%, błonnik 1%, substancji azotowe 2% w przeliczeniu na białko, popiół 1% oraz substancje organiczne, jak pektyny 0,6%, tłuszcz 0,15%, kwasy organiczne i inne związki. Ziemniaki zawierają stosunkowo dużo witaminy C, w okresie maksymalnej dojrzałości mogą one zawierać ok. 50 mg witaminy C w 100 g świeżo wykopanych ziemniaków. W czasie przechowywania zawartość witaminy C jednak maleje.
Skład chemiczny buraka cukrowego wykazuje pewne analogie do składu chemicznego bulwy ziemniaka. Zawiera przeciętnie ok. 75% wody i 25% suchej substancji, której głównym składnikiem jest sacharoza.
Składnik |
Średnia zawartość [%] |
Woda |
74,4 |
Sucha substancja |
25,6 |
Cukrowce -> w tym : |
22,7 |
Cukier |
18,0 |
Celuloza |
1,2 |
Hemiceluloza |
1,1 |
Pektyny |
2,4 |
Kwasy organiczne |
0,5 |
Substancje azotowe |
1,2 |
W tym białko |
0,8 |
Inne organiczne |
0,5 |
Sole mineralne (popiół) |
0,7 |
Skład chemiczny nasion rzepaku: zawierają stosunkowo niewiele wody 4-10%. Głównym składnikiem jest tłuszcz, którego zawartość w zależności od stopnia dojrzałości, odmiany, warunków klimatycznych, nawożenia itp. może się wahać od 32-50%. W skład suchej substancji beztłuszczowej rzepaku wchodzą: substancje azotowe, cukrowce i popiół. Na szczególną uwagę zasługuje duża zawartość białka 17-25%. Białko to w 75% składa się z globulin, bogatych w argininę, dwukarboksylowe aminokwasy i amidy. Azot niebiałkowy tworzą wolne aminokwasy, peptydy i inne związki azotowe.
Składniki |
Rzepak |
|
|
Ozimy |
Jary |
Woda |
5-9 |
6-10 |
Białko |
17-23 |
20-25 |
Tłuszcz |
34-48 |
32-36 |
Substancje bezazotowe |
12-20 |
16-20 |
Błonnik |
6-7 |
6-7 |
Popiół |
3-4 |
3-4 |
Skład chemiczny owoców i warzyw jest bardzo zróżnicowany, chociażby z tego powodu, że jest to złożona grupa surowców spożywczych, na którą oddziaływają różne zmienne warunki w czasie rozwoju, zbioru i przechowywania, duży wpływ na skład chemiczny mają także czynniki dziedziczne odmiany. Z punktu widzenia wartości odżywczej bardzo duże znaczenie ma zawartość witamin - owoce i warzywa są bogate w witaminę C oraz soli mineralnych. Odgrywających rolę regulacyjną
w przemianie materii.
Przeciętny skład chemiczny część jadalnych owoców:
Rodzaj owocu |
Woda [%] |
Cukry ogółem jako cukier inwertowany [%] |
Substancje azotowe (Nx6,25) [%] |
Kwasy organiczne jako kwas jabłkowy [%] |
Błonnik [%] |
Popiół [%] |
Jabłka |
85,0 |
10,0 |
0,3 |
0,6 |
1,3 |
0,3 |
Gruszki |
82,5 |
8,9 |
0,4 |
0,3 |
2,6 |
0,4 |
Śliwki |
82,5 |
9,3 |
0,7 |
1,2 |
0,6 |
0,5 |
Wiśnie |
83,1 |
9,7 |
1,0 |
1,3 |
0,3 |
0,5 |
Porzeczki |
83,8 |
5,3 |
0,5 |
2,4 |
4,5 |
0,7 |
Agrest |
85,5 |
6,1 |
0,5 |
1,9 |
2,7 |
0,5 |
Truskawki |
88,5 |
6,5 |
0,7 |
1,0 |
1,9 |
0,7 |
Maliny |
84,0 |
4,7 |
1,4 |
1,6 |
5,7 |
0,6 |
Przeciętny skład chemiczny części jadalnych warzyw:
Rodzaj warzywa |
Woda [%] |
Substancje bezazotowe [%] |
Cukry proste i sacharoza [%] |
Substancje azotowe [%] |
Tłuszcze [%] |
Błonnik [%] |
Popiół [%] |
Kapusta głowiasta |
91,5 |
5,0 |
4,0 |
1,6 |
0,2 |
1,0 |
0,7 |
Cebula |
87,8 |
9,6 |
3,7 |
1,2 |
0,2 |
0,7 |
0,5 |
Marchew |
88,5 |
7,4 |
6,5 |
1,1 |
0,3 |
1,0 |
0,9 |
Buraki ćwikłowe |
88,1 |
8,8 |
8,0 |
1,3 |
0,1 |
0,9 |
0,8 |
Ogórki |
96,2 |
1,9 |
1,2 |
0,7 |
0,1 |
0,6 |
0,5 |
Pomidory |
95,0 |
2,9 |
2,5 |
0,8 |
0,2 |
0,6 |
0,5 |
Groch zielony |
77,7 |
12,1 |
4,0 |
6,8 |
0,4 |
2,1 |
0,9 |
17. Skład chemiczny surowców pochodzenia zwierzęcego.
Mięso jest produktem złożonym, zawierającym wiele różnorodnych związków chemicznych określających jego wartość odżywczą. Ze względu na budowę tusz zwierzęcych decydujące znaczenie mają składniki tkanki mięśniowej, łącznej i tłuszczowej. W skład tych tkanek wchodzą woda, substancje, białkowe, cukrowce, tłuszcze, azotowe i bezazotowe związki wyciągowe, sole mineralne, witaminy. Zależy to od gatunku, rasy, wieku, rodzaju paszy, stopnia- utuczenia, różnorodnych czynników przyżyciowych, prawidłowości przygotowania zwierząt do uboju, sposobu rozprowadzenia mięsa itp.
Woda. Zawartość wody w mięsie może dochodzić do 80%, lecz jedynie w 30% jest w stanie wolnym. Pozostała woda jest związana z białkami w postaci wody hydratacyjnej.
Białka. W trzech podstawowych rodzajach tkanek zwierzęcych: mięśniowej, łącznej i tłuszczowej występuje kilkanaście frakcji białkowych o różnych funkcjach fizjologicznych, różnym składzie aminokwasowym i właściwościach fizykochemicznych. Z ogólnej zawartości białek mięsa ok. 40-60% przypada na globuliny, ok. 30% na albuminy, 20 -25% na skleroproteiny, reszta to chromoproteiny i mukoproteiny. Zawartość białek w tuszy zwierzęcej maleje ze wzrostem ilości tkanki tłuszczowej.
W składzie aminokwasowym przeważają aminokwasy dwukarboksylowe: kwas asparaginowy
i glutaminowy (ok. 30°/o). Zawartość aktyny w mięsie nie przekracza 15°/o ogólnej ilości białek.
Kolagen i elastyna skleroproteiny.
Większość białek tkanki mięśniowej zawiera wszystkie niezbędne dla organizmu aminokwasy egzogenne; są to białka pełnowartościowe. W odróżnieniu od nich białka sarkolemmy i tkanki łącznej są niepełnowartościowe, zawierają znaczne ilości pewnych aminokwasów przy równoczesnym braku niektórych aminokwasów egzogennych.
Tłuszcze występują głównie w tkance tłuszczowej, w której stanowią podstawowy składnik. W tkance mięśniowej występują w niewielkich ilościach w sarkoplazmie, w przestrzeniach międzykomórkowych oraz w śród- i międzymięśniowych warstwach tkanki łącznej. Stanowią mieszaninę prostych i mieszanych trójglicerydów o różnym składzie i właściwościach. Najczęściej występują takie kwasy tłuszczowe, jak: oleinowy, palmitynowy, stearynowy, linolowy, mirystynowy, linolenowy i arachidonowy. 1-4%
Węglowodany. Najważniejszym węglowodanem tkanek zwierzęcych jest glikogen. Po uboju znajduje się w mięsie, w zależności od gatunku, 0,3-l,5°/o glikogenu. W wątrobie jego zawartość dochodzi do 8%. Oprócz glikogenu w tkankach zwierzęcych występują w niewielkich ilościach cukry proste oraz produkty ich rozpadu, głównie kwasy: mlekowy i pirogronowy. W mięśniach występują również inozytole i wiele związków zawierających cukrowce.
Wyciągowe związki azotowe. Do tej grupy związków należą niebiałkowe związki zawierające azot, często fosfor, z reguły łatwo rozpuszczające się w wodzie. Występują w tkankach zwierzęcych
w niewielkich ilościach. Do nich należą głównie: karnozyna i anseryna, karnityna, kreatyna, kwas argininofosforowy, kwas kreatynofosforowy, kwas adenozynotrójfosforowy. Drugą grupę stanowią produkty przemiany materii, zasady purynowe, glutation, wolne aminokwasy, mocznik itp. Ogólnie związki te stanowią tylko około 1,5°/o suchej masy mięsa, ale ze względu na ich właściwości chemiczne i fizyczne, wpływają na wartość użytkową i organoleptyczną mięsa.
Składniki mineralne 0,7% . Związki nieorganiczne występują we wszystkich tkankach i elementach strukturalnych mięsa w stosunkowo małej ilości dochodzącej do 1,25%. W ich składzie występują głównie jony potasowe, sodowe, wapniowe, magnezowe, żelazowe, fosforanowe, krzemianowe, chlorowe. Oprócz nich w tkankach występuje duża grupa mikroelementów, a zwłaszcza cynk, miedź, mangan, kobalt, jod i glin.
Witaminy. Witaminy rozpuszczalne w tłuszczach występują głównie w tkankach tłuszczowych
i dlatego ich zawartość w mięśniach mało przerośniętych tłuszczem jest znikoma. Odwrotnie jest
z witaminami rozpuszczalnymi w wodzie. W innych rodzajach tkanek witamin prawie nie ma.
Niektóre narządy, w związku ze spełnianymi czynnościami fizjologicznymi, zawierają szczególnie dużo witamin, np. wątroby zwierząt rzeźnych są jednym z najbogatszych źródeł witamin
w pożywieniu człowieka z wyjątkiem witaminy C, która występuje w większych ilościach
w niektórych gruczołach wydzielania wewnętrznego.
Mięso w żywieniu jest głównie cenione jako źródło pełnowartościowego białka, jest dobrym źródłem witamin z grupy B, niektórych składników mineralnych, jak żelaza, cynku, miedzi.
Ryby: najpowszechniej spożywanymi rybami słodkowodnymi są szczupak, karp, okoń, sandacz, sum, lin, karaś, płoć, łosoś, pstrąg. Do najpopularniejszych ryb słonowodnych należą: dorsz, łupacz, szprotka, sardynka, śledź.
Zawartość białek w rybach jest bardzo zbliżona do ich zawartości w mięsie, przy czym w rybach jest tylko 8°/o tkanki łącznej, a w mięsie zależnie od jego rodzaju do trzech razy więcej. Białka ryb zawierają wszystkie aminokwasy w proporcjach zbliżonych do zapotrzebowania człowieka.
Zawartość tłuszczu w rybach chudych, z których najczęściej spożywane są: dorsz łapacz, morszczuk
i łosoś wynosi 0,5—6%, podczas gdy w rybach tłustych do 20% i więcej.
Ryby zawierają sporo składników mineralnych: potas, wapń magnez fosfor, żelazo: z mikroelementów są źródłem jodu, miedzi. W mięsie ryb znajduje się 0,1-0,4°/o związków- fosforowych.
Tłuszcze ryb różnią się pod względem składu i właściwości fizykochemicznych od tłuszczu zwierząt rzeźnych. Zawierają one sporo kwasów tłuszczowych o krótkich i bardzo długich łańcuchach, przy czym znaczna ich część należy do kwasów nienasyconych. W tłuszczach ryb występują również pewne ilości kwasów o łańcuchach rozgałęzionych. 1,5-20% w zależności czy chude czy tłuste.
Tłuszcze w tuszy ryb znajdują się w wątrobie, tkance mięsnej i pod skórą. Zawierają one różne ilości witaminy A i D. Najbogatszym źródłem tych witamin jest olej z wątroby halibuta i dorsza. W mięsie ryb występują duże ilości lecytyn. ) znajdują się wszystkie składniki potrzebne do rozwoju zarodka, doskonale wykorzystywane przez organizm człowieka i zwierząt do budowy i odnowy swych tkanek. Skład chemiczny jaja ulega pewnym wahaniom i zależy od wielu czynników (środowisko, okres nieśności, wiek kury, pasza). Białko jaja jest koloidalnym roztworem substancji białkowych w wodnym roztworze soli mineralnych i węglowodanów, żółtko natomiast jest koloidalnym roztworem substancji białkowych
i węglowodanów w wodnym roztworze soli mineralnych, w którym znajduje się tłuszcz zawieszony
w postaci emulsji.
Składowymi białkami jaja są białka dla niego specyficzne tzn. jemu tylko właściwe. W żółtku znajdują się fosfolipoproteiny: lipowitelina lipowitelenina, fosfoproteina fosfowitina oraz liwetiny; są to białka niejednorodne, składają się z kilku frakcji. W białku jaja występują: owoalbumina, owokonalburnina, owomukoid, lizozym, owomucyna, kompleks flawoproteinowy, owoinhibitor, awidyna i białka niezidentyfikowane (głównie globuliny); również i one nie są jednorodne, składają się z kilku frakcji. Na tłuszcze jaja składają się tłuszcze właściwa, tłuszcze złożone: owo lecytyna, owokefalina, owosfingomielina, a ponadto występują: cereibrozydy i steroidy; w 99% zgromadzone są w żółtku.
Węglowodany występują głównie (75%) w białku jaja, częściowo połączone z białkami (glikoproteiny) i tłuszczami (w żółtku). Wymieniana jest mannoza, galaktoza, glukoza, z wielocukrów - glikogen.
W skład popiołu wchodzą pierwiastki ważne dla życia: szczególnie dużo jest fosforu, siarki, chloru, potasu, sodu, wapnia, magnezu, mniej żelaza, cynku, występują również pierwiastki śladowe - fluor, mangan, miedź, jod, molibden, kobalt i inne. W treści jaja występują one w związkach organicznych i nieorganicznych głównie w żółtku.
Szczególnie dużo w żółtkach występuje witaminy A i karotenów oraz witaminy D; poziom ich w jaju jest zmienny i zależny jest od składu paszy. Witaminy z grupy B są podzielone pomiędzy żółtko
i białko jaja, a witaminy C brak. W żółtku występuje cholina i cholesterol.
Mleko ( 88% woda, 12 % s.s 3,2 tłuszcz, 3,2% białko (2,5% kazeina), 0,8% sk min., 4,8% skrobia
Białka. Główne białko mleka — kazeina, która jest fosfoproteiną. W kazeinie wapń i fosfor występują w dwóch postaciach, wapń w kompleksowym i jonowym, a fosfor jako fosforan mineralny
i fosfor organiczny zestryfikowany głównie z aminohydroksykwasem - seryną. Występujące oprócz kazeiny laktoalbuminy i laktoglobuliny różnią się znacznie swoimi właściwościami od kazeiny.
Cukrowce. w postaci laktozy. Pod wpływem drobnoustrojów laktoza ulega fermentacji, której przebieg zależny jest od ich rodzajów.
Tłuszcze. Istotnym składnikiem mleka jest jego tłuszcz; tłuszcz właściwy mleka składa się
z glicerydów mieszanych (o 3 różnych kwasach tłuszczowych), ale podejrzewa się również obecność prostych glicerydów. Z glicerolem zestryfikowanych jest stale 10 kwasów; są to kwasy: masłowy, kapronowy, kaprylowy, kaprynowy, laurynowy, mirystynowy, palmitynowy, stearynowy, oleinowy
i linolowy. Inne kwasy spotykane są w tłuszczu mleka sporadycznie i obecność ich zależna jest prawdopodobnie od składu chemicznego paszy.
Substancje mineralne. Przeważają pierwiastki alkaliczne, co dodatnio wyróżnia mleko
w charakterystyce żywieniowej. Mleko można zaliczyć do środków spożywczych alkalizujących, podczas gdy większość produktów pochodzenia zwierzęcego należy do zakwaszających. Na szczególną uwagę zasługuje korzystny z punktu widzenia żywieniowego wzajemny stosunek wapnia do fosforu . 3:2
Witaminy. Mleko nie jest dobrym źródłem witaminy C, natomiast obserwuje się wysoki poziowitamin
grupy B. Zawartość witamin w mleku jest zmienna i zależy od wielu czynników, zarówno
hodowlanych (rasa krów, poziom tłuszczu, okres laktacji, pora roku), jak również (a być może przede
wszystkim) od rodzaju paszy.
18. Zmiany barwy żywności podczas przetwarzania i przechowywania.
Zabarwienie żywności jest jedną z jej niezwykle ważnych cech, bowiem przede wszystkim na podstawie wyglądu zewnętrznego konsument podejmuje decyzje o kupnie i spożyciu danego produktu.
Barwniki są związkami o małej odporności na działanie takich czynników fizykochemicznych jak temperatura, pH, obecność jonów metali, dostęp światła, działanie enzymów oksydoredukcyjnych,
a szczególnie łatwo ulegają utlenieniu co wynika z ich nienasyconego charakteru.
Większość produktów zmienia swoją barwę w czasie obróbki termicznej, gdyż w podwyższonej temperaturze następuje przyspieszenie wielu reakcji chemicznych. W niektórych jednak przypadkach zmiana barwy następuje już podczas obróbki wstępnej, np. przy obieraniu i rozdrabnianiu ziemniaków i niektórych owoców.
Proces technologiczny zmienia barwę produktów często na niekorzyść, ale może też ją kształtować w pożądanym kierunku. Przykładem jest powierzchnia chleba, której właściwą barwę uzyskuje się wskutek działania podwyższonej temperatury i powstania brązowych barwników
w wyniku reakcji Maillarda (reakcji grup aminowych białek z cukrami redukującymi). Jednak nadmierne nagromadzenie się związków brązowych może dawać efekt przypalenia produktów.
Barwa warzyw i owoców, szczególnie zielonych, podczas większości operacji technologicznych ulega zmianie na mniej atrakcyjną, np. oliwkowo brązową w przypadku brukselki apertyzowanej, kojarząc się z pogorszenie smaku i zapachu. Z kolei właściwa barwa mięsa w zależności od jego rodzaju od jasnoczerwonej dla cielęciny do ciemnoczerwonej dla wołowiny, świadczy o jego świeżości. Zachowanie naturalnej barwy podczas przygotowania potraw jest więc niezwykle istotne i wskazuje również na zachowanie składników odżywczych.
Grupa naturalnych barwników roślinnych i zwierzęcych jest pod względem budowy chemicznej bardzo zróżnicowana. Barwa owoców i warzyw kształtowana jest głównie przez chlorofile, karotenoidy i flawonoidy, a także w niektórych warzywach korzeniowych przez beta cyjany, natomiast mięsa głównie przez mioglobinę i hemoglobinę.
Chlorofile - zielone barwniki rośliny, zwane chlorofilami, występują w chloroplastach komórek
w postaci białkowo-lipidowych kompleksów, odpornych w żywej tkance na działanie kwasów organicznych, tlenu i światła.
Karotenoidy - są to żółte lub czerwone barwniki o budowie alifatycznej lub alicyklicznej, składające się zazwyczaj z 8 reszt izoprenowych. Tlenowe pochodne karotenoidów zwane ksantofilami odznaczają się jaśniejszą barwą (brzoskwinie, kukurydza, żółtko jaja) lub intensywnie czerwonym (papryka).
Flawonoidy - są to związki polifenolowe. Do grupy flawonoidów można zaliczyć: antocyjany(nadają owocom i warzywom barwę o odcieniu czerwonym, filetowym, niebieskim, są związkami nietrwałymi, szybko ulegają rozkładowi, szczególnie przy stosowaniu wysokich temperatur, wydłużeniu czasu ogrzewania czy przy podwyższonym pH)
Betacyjnay i beta ksantyny - związki te zawiera tzw. burak ćwikłowy, są szczególnie nie odporne na działanie podwyższonej temp. a także tlenu, odczyn zasadowy powoduje ich szybko rozpad.
Mioglobina i hemoglobina - są chromoproteidami, w których składnikiem niebiałkowym jest hem. Barwniki te występują w produktach zwierzęcych. Ważnym czynnikiem kształtującym barwę mięsa są reakcje mioglobiny z tlenkiem azotu, powstającym w wyniku przemian azotanów i azotynów stosowanych przy peklowaniu mięsa. Tlenek azotu łączy się koordynacyjnie z żelazem mioglobiny, tworząc nitrozo mioglobinę. Zmiany barwy mięsa przy obróbce termicznej zależą od temperatury
i czasu jej działania. Denaturacja białkowej części mo- lub hemoglobiny rozpoczyna się powyżej 50 stopni C i nasila w temp. 65 stopni C. W miarę ogrzewania mięsa do coraz to wyższej temp. zmniejsza się zawartość mioglobiny. Barwnikiem, który wówczas powstaje i który nadaje wysmażonemu mięsu szarobrązowy kolor jest denaturowany hemichrom globinowy i hematyna. Rozmaite odcienie barwy brązowej i szarej w mięsie zależą od jego uwodnienia i innych wtórnych reakcji chemicznych (powstanie związków Maillarda).
Zmiany barwy w wyniku reakcji nieenzymatycznego brunatnienia.
Reakcje te powstają pod wpływem ogrzewania, co prowadzi do zmiany barwy i powstania aromatu. Najważniejszymi z nich SA podstawowe reakcje Maillarda i karmelizacji.
Reakcja Maillarda - reakcje te prowadzą do zmian wartości odżywczej i sensorycznej produktów (barwy, zapachu). Niejednokrotnie zmiany te są pożądane i związane z powstaniem apetycznego wyglądu oraz pożądanych właściwości sensorycznych charakterystycznych dla danego produktu np. rumianej skórki chleba, smażonego mięsa, palonej kawy.
Mechanizm nieenzymatycznego brunatnienia jest bardzo złożony. Jest to zespół złożonych reakcji, których przebieg zależy od rodzaju reagujących substancji i warunków w jakich zachodzą.
Nieenzymatyczne brunatnienie zachodzi najszybciej w produktach suszonych czy zagęszczonych, natomiast w produktach i dużej zawartości wody, jak owoce i warzywa, mleko, mięso proces ten zachodzi powoli.
Karmelizacja cukrów - występuje podczas smażenia i pieczenia potraw. Rumiana skórka wytwarzająca się na powierzchni produktów zawiera pewną ilość produktów karmelizacji. Z cukrów łatwiej od innych karmelizuje fruktoza. Karmelizacja cukrów zachodzi w czasie ogrzewania cukrów do temperatury 160-200 °C. Cukry redukujące łatwiej ulegają karmelizacji niż cukry nieredukujące. Intensywność zabarwienia zależy od zawartości wody, temperatury, pH, czasu reakcji, obecności kwasów i zasad, które katalizują ten proces.
Brązowienie enzymatyczne - jest reakcją chemiczną zachodzącą w owocach i warzywach pod wpływem enzymu oksydazy polifenolowej, w wyniku której powstaje brązowe zabarwienie. Brązowienie enzymatyczne zachodzi w owocach (morele, gruszki, banany, winogrona), warzywach (ziemniaki, pieczarki, sałata), a także w „owocach morza” (krewetki, homary i kraby).
Brązowienie enzymatyczne jest niekorzystne dla jakości produktów, szczególnie w okresie przechowywania świeżych owoców po zbiorach, soków po ich wytworzeniu i niektórych owoców morza po złowieniu. Brązowienie enzymatyczne może być odpowiedzialne za prawie 50% wszystkich strat, jakie następują w przetwórstwie owoców i warzyw. Z drugiej jednak strony, brązowienie enzymatyczne jest niezbędne dla uzyskania odpowiedniej barwy i smaku herbaty, kawy i czekolady.
Polifenole - główne związki uczestniczące w brązowieniu enzymatycznym. Polifenole dzielą się na wiele różnych podgrup, jak as antocyjany (barwniki roślinne), flawonoidy (katechiny, taniny
w herbacie i winie) i związki nieflawonoidowe (kwas galusowy w liściach herbaty).
Polifenole, nazywane także związkami fenolowymi, stanowią grupę związków chemicznych obecnych w roślinach (owoce, warzywa), które będąc substratem dla enzymów, odgrywają ważną rolę
w procesie brązowienia enzymatycznego. Związki fenolowe odpowiadają za barwę wielu produktów pochodzenia roślinnego, np. jabłek, są odpowiedzialne za smak i zapach napojów (sok jabłkowy, herbata), są także ważnymi przeciwutleniaczami.
W procesach przetwarzania i przechowywania żywności wiele polifenoli jest nietrwałych, ze względu na reakcje chemiczne i biochemiczne zachodzące z ich udziałem. Do najważniejszych należy reakcja utleniania enzymatycznego powodująca brązowienie owoców i warzyw. Reakcja następuje zwykle po skaleczeniu produktu lub innym mechanicznym oddziaływaniu, powodującym uszkodzenie komórek.
Ponieważ barwa jest ważnym wyróżnikiem jakości żywności, mającym wpływ na decyzję konsumenta, zaś barwa brązowa (szczególnie owoców) jest kojarzona z psuciem się, powstrzymanie reakcji brązowienia jest ważnym zadaniem w przetwórstwie żywności.
Istnieje kilka sposobów powstrzymywania reakcji brązowienia enzymatycznego i polegają one na inaktywacji enzymów (termicznie) lub usunięciu podstawowych reagentów z produktu (najczęściej tlenu).
Blanszowanie
Blanszowanie polega na krótkim ogrzaniu produktów przed ich zamrożeniem (głownie warzyw),
w celu inaktywacji enzymów. Proces blanszowania rozjaśnia barwę i zmiękcza teksturę produktu. Temperatura blanszowania zależy od rodzaju enzymu obecnego w produkcie i zwykle wynosi od 70 do 100 °C.
Zmiany barwy produktów żywnościowych podczas przechowywania spowodowane są głównie podwyższona temp. przechowywania(utlenianie lipidów), dostępem światła (Powoduje jełczenie tłuszczu i niszczenie witamin), tlenu, jak również na drodze ich międzycząsteczkowych interakcji z hydrokoloidami.
Za barwę żywności i jej zmiany odpowiedzialne są barwniki, związki o małej odporności na: temperaturę, pH, obecność jonów metali, dostęp do światła, działanie enzymów oksydoredukcyjnych.
Przetwarzanie, głównie obróbka termiczna zmienia barwę, podwyższona temperatura powoduje
przyspieszenie wielu reakcji chemicznych. Obróbka wstępna - obieranie, rozdrabnianie ziemniaków
i niektórych owoców. Zmiany podczas przetwarzania mogą być korzystne, np. skórka chleba (reakcje
Maillarda - reakcje grup aminowych białek z cukrami redukującymi
19. Kryteria doboru metod utrwalania żywności.
Utrwalanie albo konserwowanie żywności jest to działanie zmierzające do przedłużenia trwałości żywności poprzez:
niedopuszczenie do rozwoju i działalności drobnoustrojów, przez ich zabicie lub usunięcie połączone z zabezpieczeniem przed zakażeniem wtórnym,
wstrzymanie tkankowych procesów biochemicznych, np. utleniania biologicznego, fermentacji, reakcji enzymatycznego rozpadu różnych związków organicznych oraz brunatnienia,
wstrzymanie zmian fizycznych, jak zbrylania się, żelowania, twardnienia, rozwarstwiania i in. zmian struktury oraz konsystencji,
hamowanie zmian chemicznych, np. autooksydacji tłuszczu, utleniania witamin, nieenzymatycznego brązowienia,
zabezpieczenie przed inwazją i rozwojem różnego rodzaju szkodników, np. szkodników magazynowych (gryzoni, owadów, roztoczy itp.),
zabezpieczenie przed zanieczyszczeniami fizycznymi, chemicznymi i pochodzenia organicznego, np. kurzem, różnymi substancjami zapachowymi i barwnymi, sierścią itd.
Utrwalanie żywności osiąga się w różny sposób, wykorzystując metody: fizyczne, chemiczne
i biotechnologiczne oraz kombinację (kojarzenie) tych metod. Do metod utrwalania żywności zaliczyć należy również odpowiednie opakowanie żywności, a szczególnie hermetyczne; z zastąpieniem
w opakowaniu powietrza przez gazy obojętne chemicznie lub pakowane aseptycznie.
Podział metod utrwalania żywności
1. Metody fizyczne utrwalania żywności
Polegają na wykorzystaniu zjawisk fizycznych lub stosowaniu substancji zwiększających ciśnienie osmotyczne, którymi często są składniki środków żywnościowych (sól, cukier).
Utrwalanie środków żywnościowych metodami fizycznymi polega na stosowaniu
w przetwórstwie wysokich i niskich temperatur, odwodnienia, solenia i cukrzenia.
Utrwalanie niskimi temperaturami
a) Chłodnictwo żywności
Stosuje się w nim temperatury w granicach od 10 °C do 0 °C, niektórzy podają tu szerszy zakres temperatur, od 13-16 °C do punktu zamarzania żywności, tj. do ok. -2 °C. Obniżenie temperatury o 10 °C powoduje 2-3-krotne (średnio 2,5-krotne) zmniejszenie szybkości reakcji chemicznych.
Ogólnie przyjmuje się, że przez obniżenie pokojowej temperatury do ok. 0 °C zmniejsza się 5-10-krotnie szybkość przemian biologicznych surowców, półproduktów i gotowych produktów żywnościowych i w takim samym stosunku przedłuża się okres ich przydatności do przerobu czy spożycia.
Nie każda żywność może być chłodzona. Jeśli temperatura owoców jest np. obniżona poniżej ich specyficznego optimum, występują tzw. uszkodzenia chłodnicze spowodowane różnymi zmianami fizjologicznymi, jak wewnętrzne lub zewnętrzne brązowienie, brak dojrzewania, plamy na skórze. Uszkodzenia obserwuje się np. w jabłkach przechowywanych w temperaturze niższej niż 2-3 °C,
w pomidorach w temperaturze niższej niż 7-10 °C, czy bananach niższej niż 12-13 °C.
Bardzo ważne jest, aby schłodzenie surowców żywnościowych, w których zachodzą jeszcze procesy biologiczne, nastąpiło jak najszybciej, gdyż procesy te prowadzą z reguły do niekorzystnych zmian barwy, zapachu, struktury i konsystencji i innych cech organoleptycznych, a także do wydzielania się ciepła i samozagrzewania.
b) Zamrażalnictwo żywności.
Zamrażanie polega na szybkim schłodzeniu produktu do temperatury -20°C do -40°C (ale zwykle nie poniżej -30°C i rzadko dochodzącej do -40°C) i utrzymaniu jej poniżej -18°C w czasie całego okresu przechowywania produktów w chłodni. Zamrażanie wstrzymuje rozwój i działanie drobnoustrojów powodujących psucie żywności i wywołujących zatrucia. Dzięki niskiej temperaturze znacznie zwalnia się przebieg reakcji chemicznych oraz procesów enzymatycznych i biochemicznych, jakie zachodzą w żywności nie zamrożonej. Zamiana wody w lód, przy jednoczesnym zwiększeniu stężenia substancji rozpuszczalnych, stwarza warunki, w których drobnoustroje nie mogą się rozwijać.
Utrwalanie wysokimi temperaturami
a) Pasteryzacja
Pasteryzacja polega na ogrzewaniu materiału do temperatury nie przekraczającej 100 °C (przeważnie 65-85 °C), ma ona na celu zniszczenie drobnoustrojów chorobotwórczych
i unieszkodliwienie form wegetatywnych innych mikroorganizmów.
Wyróżnia się następujące sposoby pasteryzacji:
pasteryzację niską lub długotrwałą, polegającą na ogrzewaniu w temperaturze 63-65 °C
w czasie 20-30 minut,pasteryzację momentalną, polegającą na ogrzaniu do temperatury 85-90 °C
i natychmiastowym schłodzeniu,pasteryzację wysoką w której stosuje się ogrzewanie w temperaturze od 85 do prawie 100 °C w czasie od co najmniej 15 s do kilku, a czasem i kilkudziesięciu minut. W czasie pasteryzacji giną formy wegetatywne drobnoustrojów. Kwasy zawarte w niektórych produktach (owoce, niektóre warzywa) w czasie pasteryzacji stwarzają warunki do zniszczenia również przetrwalników bakterii. Ogrzewanie unieczynnia zawarte
w produkcie enzymy, których działanie wpływa niekorzystnie na jakość otrzymanego wyrobu. Hermetyczne zamknięcie naczyń pozwala na utrzymanie produktu w warunkach beztlenowych i zapobiega wtórnemu zakażeniu.
b) Sterylizacja (wyjaławianie)
Sterylizacja; proces prowadzący do usunięcia lub zabicia wszystkich mikroorganizmów
z danego środowiska, również przetrwalników. Najczęściej stosowanym czynnikiem wyjaławiającym jest wysoka temperatura.
Sterylizacja polega na ogrzewaniu produktu najczęściej w temperaturze 100-21 °C.Sterylizację termiczną przeprowadza się albo stosując suche, gorące powietrze (160-180 °C, przez 1-1,5 godz.), albo gorącą parą wodną w procesie tyndalizacji w 100 °C, w autoklawie w temp. 121-123 °C, przez 15-30 minut, w nasyconej parze wodnej pod nadciśnieniem 1 atmosfery.
Inne metody wyjaławiania to sączenie roztworów przez filtry bakteriologiczne. Należy jednak pamiętać, że płyny jałowione przez filtrowanie są pozbawione bakterii, ale nie wirusów, nie można więc ich nazwać jałowymi.
Naczynia plastykowe, niszczone przez podwyższoną temperaturę można sterylizować chemicznie, np. stosując tlenek etylenu lub mniej szkodliwy tlenek propylenu.
Promieniowanie UV jest słabo przenikliwe, dlatego jest stosowane do jałowienia blatów stołów i powietrza w laboratoriach i innych pomieszczeniach.
W przemyśle są stosowane dwie metody tego procesu:
sterylizacja żywności w opakowaniach hermetycznych, czyli tzw. apertyzacja,
sterylizacja żywności przed zapakowaniem i aseptyczne pakowanie.
c) Termizacja
Jest to łagodniejsze niż podczas pasteryzacji ogrzewanie płynnej żywności. Nie pozwala ona na skuteczne wyeliminowanie drobnoustrojów chorobotwórczych; a jej celem jest przedłużenie trwałości żywności, np. mleka surowego przez ogrzanie go w temp. 55-65 °C przez około 15 s. Termizacja może być połączona z hermetycznym pakowaniem i stanowi wtedy dodatkowy, bardziej efektywny, zabieg utrwalający, np. delikatnych sosów czy niektórych przetworów mleczarskich.
Utrwalanie przez odwodnienie
a) Suszenie
Suszenie produktów ma na celu obniżenie w nich zawartości wody do 15% lub jeszcze mniej (1-3%), dzięki czemu nie mogą zachodzić procesy enzymatyczne i procesy życiowe drobnoustrojów. Odwodnienie surowca można przeprowadzić różnymi sposobami, np.:
przez suszenie w podwyższonej temperaturze (odparowanie wody),
suszenie w przeciwprądzie gorącego powietrza drobno rozpylonych cząsteczek płynu,
za pomocą promieni podczerwonych,
suszenie próżniowe pod zmniejszonym ciśnieniem.
b) Zagęszczanie
Zagęszczanie, czyli koncentracja, polega na częściowym usunięciu wody z ciał płynnych, zwykle do zawartości ok. 30%. Powoduje to skoncentrowanie składników suchej substancji w mniejszej masie produktu, który nosi wtedy nazwę koncentratu. Metody stosowane do zagęszczania żywności można podzielić na takie, w których: 1. Zachodzi przemiana fazowa wody i maksymalne oddzielenie wody
w momencie osiągnięcia równowagi fazowej tzw. Koncentracji równowagowej; należą tutaj: odparowanie i kriokoncentracja (zamrożenie żywności i usunięcie z niej kryształków lodu),
2. Nie zachodzi przemiana faz i woda usuwana jest w tzw. Koncentracji nierównowagowej; należą tutaj metody stosujące półprzepuszczalne błony (metody membranowe, jak np. odwrócona osmoza, mikrofiltracja, ultrafiltracja).
c) Liofilizacja
Liofilizacja polega na odwodnieniu produktu przez sublimację lodu, tj. przejście wody ze stanu stałego bezpośrednio w stan pary z pominięciem fazy ciekłej, pod zmniejszonym ciśnieniem. Dzięki temu, że produkt jest suszony ze stanu zamrożonego i w niskich temperaturach to nie ulegają degradacji jego najcenniejsze składniki i właściwości: witaminy, białka, składniki mineralne, zapach, smak, kolor. Dobrze zachowana struktura komórkowa pozwala na szybkie ponowne uwodnienie produktu. Produkty liofilizowane są bardzo higroskopijne i wymagają odpowiednich opakowań zabezpieczających przed niekorzystnymi zmianami.
Metody osmoaktywne
Metody te polegają na dodawaniu do żywności substancji podwyższających ciśnienie osmotyczne. Substancjami stosowanymi do podwyższania tego ciśnienia są: cukier (sacharoza) i sól kuchenna (chlorek sodu).
a) Utrwalanie przez solenie
Konserwujące działanie dużej ilości soli kuchennej (12-16%) polega na silnym odwodnieniu środowiska oraz samych komórek drobnoustrojów, związanym ze wzrostem ciśnienia osmotycznego w komórce, co uniemożliwia rozwój mikroflory.
b) Utrwalanie przez zwiększenie koncentracji cukru
Koncentracja cukru powyżej 60% powoduje bardzo duże zwiększenie ciśnienia osmotycznego i działa odwadniająco na komórki drobnoustrojów (podobnie jak solenie). Dodatek cukru do żywności
w ilości zapewniającej jego stężenie 25-35% w środowisku wodnym skutecznie hamuje rozwój większości bakterii, natomiast aby zahamować rozwój drożdży trzeba zwiększyć stężenie cukru do 65%, a w przypadku pleśni nawet do ok. 75-80%. Dlatego produkty w rodzaju marmolad lub marmoladek, zawierające zwykle 55-65% cukru, wymagają obsuszenia (powstania suchej skórki na powierzchni), co uniemożliwia powierzchniowy rozwój pleśni.
2. Metody chemiczne utrwalania żywności
Utrwalanie metodami chemicznymi polega na dodaniu do przetworów w małych dawkach związków chemicznych, które hamują rozwój lub niszczą drobnoustroje, a nie wpływają ujemnie na smak
i zapach gotowego wyrobu oraz są nieszkodliwe dla zdrowia konsumenta.
a) Utrwalanie za pomocą chemicznych środków konserwujących stosowanych w małych dawkach
Środków chemicznych używa się głównie do utrwalenia półprzetworów. W Polsce są dozwolone następujące konserwanty:
roztwór wodny lub gazowy dwutlenku siarki (SO2) jest stosowany do utrwalania półprzetworów owocowych (pulpy, przeciery, soki) w dawkach 0,1-0,3%. Podczas przetwarzania półprzetworów na gotowe wyroby SO2 usuwa się z produktu, lecz pewna jego część pozostaje w wyrobach gotowych. Dwutlenek siarki wstrzymuje rozwój bakterii, dzikich drożdży i pleśni,
kwas benzoesowy (C6H5COOH) jest słabo rozpuszczalny w wodzie i w związku
z tym częściej używa się dobrze rozpuszczalną w wodzie sól sodową benzoesan sodu (C6H5COONa). Stosowany jest do zabezpieczenia powierzchni marmolady przed rozwojem pleśni. Dozwolona dawka wynosi 0,1%,kwas mrówkowy (HCOOH) hamuje rozwój drożdży i pleśni, jest stosowany do utrwalania półprzetworów w dawkach 0,1-0,15%,
kwas sorbowy (CH3-CH=CH-CH=CH-COOH) lub jego sole działają hamująco na rozwój drożdży i pleśni. Dozwolona dawka wynosi 0,1%.
b) Utrwalanie za pomocą kwasów organicznych
Czynnikiem konserwującym w marynowanych owocach i warzywach jest kwas octowy dodany do przetworów, często z domieszką kwasu mlekowego. Stężenie kwasu w marynatach łagodnych wynosi 0,45-0,80%, w średnio ostrych 1-1,5%, w ostrych do 3%. Marynaty utrwala się za pomocą pasteryzacji. Mają one charakter używek. Marynaty z owoców wymagają dodatku 10-25% cukru, do marynat warzywnych cukier dodaje się w małych ilościach.
c) Utrwalanie za pomocą kwasów nieorganicznych
Zastosowanie kwasów nieorganicznych jest bardzo ograniczone. Sprowadza się ono w praktyce do ukwaszania, a tym samym i utrwalania różnych napojów chłodzących, zwykłych i gazowanych przez dodanie do nich kwasu o-fosforowego lub dwutlenku węgla.
Kwas o-fosforowy dopuszczalny jest u nas jako dodatek do napojów typu Cola, w ilości 0,6 g/l. Nawet w tak małej dawce może on skutecznie obniżyć pH środowiska i hamować, czy nawet uniemożliwić rozwój bakterii i drożdży.
Dwutlenek węgla CO2 stosuje się do różnych napojów gazowanych (np. wody sodowej, wód mineralnych). W roztworach alkoholowych wysyconych CO2 dodatkowe konserwujące działanie spowodowane jest połączeniem CO2 i alkoholu.
d) Wędzenie
Wędzenie jest to specyficzny rodzaj utrwalania mięsa, w którym produkt poddaje się działaniu ciepła
i związków chemicznych zawartych w dymie otrzymanym podczas spalania drewna. Fenole
i aldehydy znajdujące się w dymie zwalniają procesy autolityczny w produkcie oraz działają bakteriobójczo na mikroflorę. W czasie wędzenia obsycha powierzchnia produktu oraz osiadają na niej składniki dymu, tworząc warstwy silnie nasycone o intensywnej barwie, zapachu i połysku.
Z technologicznego punktu widzenia rozróżnia się wędzenie zimne w temperaturze 16-22°C, ciepłe
w temperaturze 22-40°C i gorące w temperaturze 45°C.
e) Peklowanie
Peklowanie polega na poddaniu mięsa działaniu mieszanki peklującej, w skład której wchodzą: sól, azotany, azotyny, cukier, kwas askorbinowy oraz inne składniki. Proces peklowania przeprowadza się metodą na sucho, na mokro i mieszaną. Mięso peklowane odznacza się charakterystyczną różową barwą, utrzymującą się po ugotowaniu, przyjemnym smakiem oraz aromatem.
3. Metody biologiczne utrwalania żywności
a) Kiszenie
Czynnikiem utrwalającym podczas kiszenia jest kwas mlekowy wytwarzany przez bakterie kwasu mlekowego z cukru znajdującego się w produkcie. Oprócz bakterii kwasu mlekowego
w procesie kiszenia biorą udział również inne bakterie i drożdże wytwarzające alkohol. Trwałość produktów kiszonych uzyskuje się przy pH poniżej 3,5 oraz kwasowości ogólnej 1-1,8%. Powstający w czasie fermentacji mlekowej kwas mlekowy chroni produkt przed gniciem, nie zabezpiecza natomiast przed pleśnieniem.
Kiszonki należy chronić przed rozwojem pleśni przed odcięcie dostępu tlenu i stosownie możliwie niskiej temperatury przechowywania (0-10°C). Do produktów przeznaczonych do kiszenia dodaje się soli kuchennej nie tylko ze względów smakowych. Pobudza ona wydzielanie soku, co przyspiesza jego mieszanie się z płynem zewnętrznym. Sól kuchenna dodana w ilości około 3% przyspiesza rozwój bakterii kwasu mlekowego i osłabia działalność bakterii niepożądanych.
4. Utrwalanie żywności metodami niekonwencjonalnymi i metodami skojarzonymi
a) Metody niekonwencjonalne utrwalania żywności
Są to metody nietypowe, z reguły nowoczesne, z wykorzystaniem najnowszych urządzeń technicznych.
Przykładowo, są to metody wykorzystujące w celu utrwalania żywności:
promieniowanie jonizujące,
promieniowanie nadfioletowe,
drgania dźwiękowe i naddźwiękowe,
wysokie hydrostatyczne ciśnienie (HHP),
pulsujące pole magnetyczne,
pulsujące pole elektryczne,
pulsujące światło.
b) Skojarzone albo kombinowane metody utrwalania żywności
Są to metody (procesy technologiczne), w których wykorzystuje się nie jeden czynnik konserwujący
(oziębienie, ogrzewanie, odwodnienie, zakwaszanie itd.) ale więcej, przy czym czynniki te mogą
występować jednocześnie, bądź następować po sobie, stanowiąc kolejne bariery, przeciwdziałające
szkodliwemu działaniu drobnoustrojów i innych czynników destrukcyjnych. Metoda kombinowana,
nazywana też technologią płotków daje dobre wyniki w utrwalaniu żywności, gdyż wykorzystuje się
niej bardzo skuteczne sumaryczne działanie wielu czynników konserwujących, z których każdy
oddzielnie nie jest w stanie zagwarantować pożądanej trwałości i jakości żywności.
20. Suszenie żywności
Suszenie - zespól operacji technologicznych, mających na celu zredukowanie zawartości wody w produkcie przez jej wyparowanie i zmniejszenie przez to aktywności wody do wartości uniemożliwiającej rozwój drobnoustrojów, jak również ograniczenie do minimum przemian enzymatycznych i nieenzymatycznych. Do zabezpieczenia przed rozwojem drobnoustrojów i pleśni wystarczy zmniejszenie zawartość wody w produkcie do ok. 15%, natomiast do zahamowania przemian enzymatycznych i nieenzymatycznych wymagana zawartość wody poniżej 5%, nawet 1-2%.
Cechą charakterystyczną suszonych produktów spożywczych bez względu na ich pierwotną konsystencję, jest uzyskanie przez suszenie konsystencji stałej. Usunięcie wody powoduje zmniejszenie wagi a czasem i objętości suszonego materiału, co daje też duże korzyści ze względu na koszt opakowania transportu i magazynowania.
Suszenie jest procesem złożonym, podczas którego zachodzi jednoczesna wymiana ciepła i masy. Zawartość suchej masy w trakcie procesu jest stała, zmienia się tylko zawartość wody. Suszenie żywności jest operacją dyfuzyjno-cieplną polegającą na odparowaniu wody. Zaczyna się na powierzchni materiału w następstwie różnicy prężności pary wodnej nad jego powierzchnią
i w otaczającym powietrzu. Tak więc siłą napędową procesu suszenia jest różnica wilgotności (medium musi mieć mniejszą wilgotność). Koniec suszenia następuje gdy uzyska się wilgotność równowagową. Prężność pary wodnej (ciśnienie pary wodnej) - ciśnienie cząstkowe wywierane przez parę wodną zawartą w powietrzu).
Suszenie a zagęszczanie- w obu przypadkach odparowanie wody; zagęszczanie w temperaturze wrzenia, dlatego stosuje się wyparki aby obniżyć temperaturę wrzenia. Temperatura wrzenia zależy od stężenia substancji rozpuszczonej i ciśnienia.
Metody suszenia:
konwekcyjne - za pomocą powietrza lub innego gazu np. rozpyłowe,
kontaktowe,
promiennikowe,
dielektryczne.
Podział ze względu na sposób suszenia:
próżniowe,
fluidyzacyjne,
rozpyłowe,
w stanie spienienia,
sublimacyjne.
Podział ze względu na rodzaj pracy:
stałe,
okresowe.
Sposób przepływu gorącego powietrza:
przeciwprądowy,
współprądowy,
mieszany,
krzyżowy.
Rodzaje suszarek:
tunelowe,
komorowe,
rozpyłowe,
sublimacyjne,
fluidyzacyjne.
Nie ma najlepszej metody suszenia, wybór metody zależy od rodzaju produktu (np. jego konsystencji, właściwości fizycznych i chemicznych), wrażliwości na temperaturę.
Ciecz, emulsja, zawiesina ---> suszenie rozpyłowe, sublimacyjne.
Produkty płynne --> kontaktowe dwa walce, strumień cieczy suszonej.
Kinetyka procesu suszenia
Suszenie może być:
izotermiczne - cały czas powietrze w tej samej temperaturze,
adiabatyczne - w trakcie procesu temperatura spada.
Parametry charakteryzujące powietrze: temp, ciśnienie, entalpia, wilgotność względna, wilgotność bezwzględna
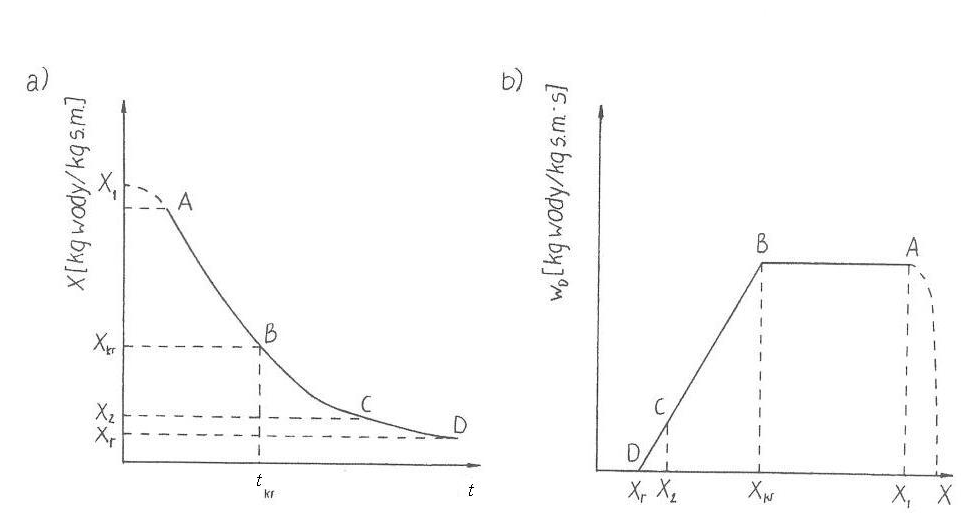
Pierwszy okres suszenia charakteryzuje się stałą szybkością suszenia. Następuje odparowanie wilgoci z powierzchni materiału i powstająca para przedostaje się do przepływającego powietrza. Szybkość całego procesu uwarunkowana jest przez szybkość dyfuzji pary wodnej w warstwie powietrza. Pierwszy okres suszenia kończy się wtedy, kiedy cała wilgoć z powierzchni zostanie odparowana.
Drugi okres suszenia charakteryzuje się malejącą szybkością suszenia. Występuje wtedy odparowanie wilgoci w coraz głębszych warstwach ciała suszonego, przemieszczanie się pary wodnej do powierzchni (dyfuzja wewnętrzna) i dyfuzja w warstwie przepływającego powietrza. Na szybkość suszenia w drugim okresie ma duży wpływ struktura ciała suszonego i jego wymiary.
Rodzaje suszenia:
Suszenie rozpyłowe:
konwekcyjne,
adiabatyczne (przy stałym ciśnieniu), raz ogrzane, temperatura potem się obniża,
rozpylenie w postaci kropelek, które się natychmiast wysuszają,
duża powierzchnia,
wysoki współczynnik wnikania ciepła (alfa),
ciągły proces,
powietrze słabym nośnikiem ciepła.
Etapy suszenia rozpyłowego:
1). rozpylenie surowca w komorze suszenia (najczęściej za pomocą dyszy ciśnieniowej lub tarczy rozpyłowej),
2). kontakt rozpylonej cieczy z powietrzem suszącym(temperatura 120-250 °C).
3). parowanie wilgoci,
4). oddzielenie wysuszonego produktu o powietrza w cyklonach.
Temperatura suszonego materiału nie przekracza 65-75 °C, więc metoda może być stosowana do produktów wrażliwych na podwyższoną temperaturę. Ze względów ekonomicznych przed suszeniem ciecze są kilkukrotnie zagęszczane. Metoda stosowana m.in. do suszenia mleka.
Zalety suszenia rozpyłowego:
produkt zostaje wysuszony bez kontaktu z gorącymi płaszczyznami metalowymi,
temperatura produktu jest niska nawet, gdy temperatura powietrza wlotowego jest względnie wysoka (200 °C),
jeśli odparowanie zachodzi w dużej powierzchni, to czas operacji suszenia jest rzędu kilku sekund,
gotowy produkt jest trwałym proszkiem, wygodnym i łatwym w dalszych operacjach, obrocie, transporcie.
Suszenie tunelowe - suszenie grzybów, owoców lub warzyw. Stosuje się tutaj wagoniki na szynach
z tacami na których umieszczony jest produkt suszony. Powietrze zazwyczaj przepływa
w przeciwprądzie,
Suszenie komorowe - suszenie owoców lub warzyw. Stosuje się tutaj sita rozmieszczone wewnątrz sposobem słupowym i zrealizowanym w różny sposób ogrzewaniem i przepływem powietrza jako czynnika grzejnego i odprowadzającego jednocześnie na zewnątrz odparowaną wilgoć.
Suszenie fluidyzacyjne - suszenie materiałów stałych o dość wyrównanych kształtach i wielkości cząsteczek, np. ziarna zbóż, rzepaku, łuszczonego groszku, niektórych owoców. Proces suszenia następuje po wprowadzaniu surowca w stan fluidalny, czyli zawieszenia go w powietrzu. W tym celu do suszarki od dołu jest doprowadzane gorące powietrze, które jest następnie przepuszczane przez suszony materiał.
Suszarki próżniowe - stosuje się tutaj różnorodne systemy suszenia pod silnie zredukowanym ciśnieniem, najczęściej systemy szafowe. Wykorzystuje się tu ułatwioną zdolność odparowania wody przy obniżonym ciśnieniu, podobnie jak w wyparce próżniowej.
Suszenie sublimacyjne (liofilizacyjne) - odbywa się w temperaturze poniżej 0 °C i obniżonym ciśnieniu do 13,3-66,6 Pa.
1). zamrożenie,
2). sublimacja pary z kryształków lodu,
3). końcowe dosuszanie, zbliżone do próżniowego suszenia, w temperaturze 40-50 °C do zawartości wody w suszu 1-2%.
21. Procesy biotechnologiczne w technologii żywności.
Procesy biotechnologiczne odgrywają szczególną rolę w technologii żywności, chociaż nie zawsze są one dostatecznie postrzegane i doceniane. Rolnictwo wykorzystuje do swych celów produkcyjnych makroorganizmy w formie roślin uprawnych i zwierząt hodowlanych. Przemysł spożywczy stosuje procesy biotechnologiczne, w których wykorzystuje się żywe drobnoustroje, enzymy oraz utajone formy życia roślin, np. w ziarnach zbóż zdolnych do kiełkowania przy otrzymywaniu słodu.
Proces biotechno1ogiczny w znaczeniu najogólniejszym oznacza zastosowanie systemów biologicznych do celów produkcyjnych i usługowych. Systemem biologicznym mogą być żywe organizmy, organa, tkanki, komórki, części komórek, enzymy, a ostatnio i geny.
W procesie biotechnologicznym są zespolone dwa czynniki - biologiczny i techniczny.
Podstawy teoretyczne tego procesu tworzy biotechnologia, dział wiedzy obejmujący zintegrowane zastosowanie nauk biologicznych i technicznych w celu technologicznego wykorzystania systemów biologicznych.
Rozwój nauki, zwłaszcza dodatkowe możliwości jakie stworzyła inżynieria genetyczna, pozwolił na systematyczne doskonalenie również biotechnologii. Obecnie w procesach biotechnologicznych czynnikiem biologicznym „nowej generacji" są często nie genomy występujące w naturze, ale genomy zmienione przez człowieka i dostosowane do jego oczekiwań.
Współcześnie biotechnologie dzieli się na:
1. biotechnologie tradycyjne - prowadzone z użyciem naturalnych enzymów i komórek
2. biotechnologie nowoczesne - w których wykorzystuje się szczepy drobnoustrojów lub linie komórkowe skonstruowane metodami inżynierii genetycznej oraz enzymy zmodyfikowane technikami inżynierii białka.
Procesy biotechnologiczne w technologii żywności wykorzystywane są do:
produkcji metabolitów drobnoustrojów (enzymów, witamin, aminokwasów, antybiotyków, kwasów tłuszczowych, węglowodanów i związków aromatycznych. Wytwarzanie metabolitów może zachodzić wówczas, gdy następuje bezpośredni wzrost drobnoustrojów na lub w produktach spożywczych (serach podpuszczkowych, mlecznych napojach fermentowanych, winach, niektórych wędlinach),
nagromadzenia biomasy mikroorganizmów z przeznaczeniem na cele spożywcze lub paszowe,
przemian odpowiednich składników żywności, np. węglowodanów na kwas mlekowy, alkohol etylowy, w procesach fermentacji beztlenowej).
Fermentacja alkoholowa jest podstawowym etapem technologicznym w gorzelnictwie, winiarstwie, piwowarstwie. Duże znaczenie ma również w piekarnictwie i mleczarstwie. Zdolność przemiany węglowodanów do etanolu wykazują np. drożdże z gatunku Saccharomyces cerevisiae.
Fermentacja mlekowa jest wykorzystywana do utrwalania żywności dzięki obniżeniu pH środowiska co pozwala na utrwalenie produktów, głównie mleczarskich i roślinnych. Ponadto ma szerokie zastosowanie w produkcji biologicznego kwasu mlekowego oraz w utrwalaniu żywności m.in. kiszeniu ogórków, kapusty, buraków ćwikłowych, oliwek oraz innych owoców i warzyw. Często wykorzystywana jest w przemyśle mleczarskim do produkcji fermentowanych i dietetycznych napojów mleczarskich (jogurt, kerir, ukwaszone mleko, maślanka, śmietana itp. Kwas mlekowy wytwarzany jest przez bakterie homofermentacji mlekowej Streptococcus lactis, S. cremoris, Lactobacillus lactis, L. acidophilus, casei.
Fermentacja propionowa jest technologicznie realizowana niemal identycznie jak fermentacja mlekowa. Istotną rolę proces fermentacji propionowej odgrywa w dojrzewaniu serów podpuszczkowych.
Fermentacja octowa, polegająca na utlenieniu etanolu poprzez aldehyd octowy do kwasu octowego z udziałem układu enzymatycznego bakterii octowych, znalazła zastosowanie do produkcji octu. Przykładami innych metabolitów produkowanych przy użyciu drobnoustrojów są:
utlenianie sorbitolu do sorbozy synteza kwasu L-askorbinowego chemiczna
kwasy organiczne - kwas jabłkowy, kwas glukonowy,
aminokwasy - lizyna, leucyna, walina, kwas glutaminowy i inne.
witamina B12,
antybiotyki np. przy użyciu kultury Streptomyces natalentsis produkuje się antybiotyk pimarycynę, która jest czynnym składnikiem preparatów stosowanych w przemyśle spożywczym, mleczarskim, mięsnym, owocowo-warzywnym w celu zapobiegania rozwojowi pleśni na powierzchni produktów, np. na serach, wędlinach, owocach cytrusowych i sokach z tych owoców.
W przemyśle mięsnym wykorzystujemy enzymy proteolityczne do procesu dojrzewania mięsa
(wołowego),
22. Rola tłuszczów w żywności.
W żywieniu i technologii żywności istotne znaczenie maja następujące właściwości tłuszczów:
tłuszcze nadają smarowność żywności ułatwiając połykanie kęsa, czynią strukturę produktu mniej
zwięzłą i wytrzymała na rozciąganie, przyczyniają się np. do kruchości mięsa czy pieczywa;
nośnik ciepła - tłuszcze smażalnicze
nośnik struktury - ciasta francuskie (rozwarstwianie), ciasta kruche,
nośnik smaku - masło - w sosach, puree ziemniaczane, potrawy duszone, oleje sałatkowe - nośnik
substancji smakowych, masło smakowe
powstawanie cech smakowo - zapachowych - reakcja Maillarda (tłuszcz + białko + cukier),
karmelizacja cukrów (tłuszcz + białko + skrobia)
ochrona przed przyswajaniem produktu do nagrzanej powierzchni urządzenia grzewczego
dodatek do potraw (okrasy)
ochrona przed zepsuciem - obniżenie aw
w stopionym tłuszczu można ogrzewać żywność w temperaturze wyższej od temperatury wrzenia
wody, co powoduje brązowienie powierzchni i przyczynia się do charakterystycznego smaku
żywności i odczucia sytości;
charakterystyczne zachowanie się tłuszczu podczas ogrzewania go, polegające na jego mięknięciu
w miarę podwyższenia temperatury na stopniowym topnieniu (brak wyraźnego punktu topnienia),
a następnie na wydzielaniu dymu, zapalaniu się i w końcu płonięciu;tłuszcz podlega stosunkowo łatwo jełczeniu wskutek utleniania lub hydrolizie, a więc jego
zawartość w produkcie ma istotny wpływ na trwałość tego produktu.
Odniesienie do mięsa - Rola tłuszczu w mięsie:
Nawet najbardziej chude mięso zawiera pewne ilości tłuszczu. W zależności od miejsca występowania można do podzielić na tłuszcz śródwłókienny i pozawłókienny. Tłuszcz śródwłókienny występuje wewnątrz włókien (komórek) mięśniowych jako wtręty rozproszone w sarkoplazmie. Tłuszcz pozawłókienny stanowi cześć tłuszczu zapasowego organizmu. Można go podzielić na międzymięśniowy i śródmięśniowy. Zawartość tłuszczu śródmięśniowego jest jednym z czynników decydujących o kruchości, soczystości, smaku i zapachu mięsa kulinarnego poddanego obróbce cieplnej. Tłuszcz ma istotny wlew również na cechy sensoryczne (soczystość, smak i zapach) przetworów wytwarzanych z mięsa rozdrobnionego. Zmiany w tłuszczu decydują głównie o trwałości mięsa mrożonego. Niepożądana z żywieniowego punktu widzenia cecha tłuszczu zawartość nasyconych kwasów tłuszczowych (stearynowego i palmitynowego), a zbyt mała wielonienasyconych (linolowego i alfa-linolowego).
Od dawna kontrowersje wzbudza zawartość cholesterolu w mięsie i jego wpływ na zdrowie konsumentów. Ilość tego składnika waha się od 60 do 90 mg/100 g mięsa. Jest znacznie mniejsza niż na przykład w maśle (ok. 240 mg/100g) .
Rola tłuszczów w diecie:
tłuszcze spełniają w diecie człowieka szereg ważnych ról. Przede wszystkim dostarczają znaczną ilość energii (20 do 35%). Z jednego grama tłuszczu organizm ludzki uzyskuje około 37,7 kJ energii, a więc w przybliżeniu dwa razy więcej niż z białka i sacharydów.
Tłuszcze są także głównym źródłem niezbędnych nienasyconych kwasów tłuszczowych (NNKT) i witamin rozpuszczalnych w tłuszczach (A, D, E, K).
Niektóre kwasy tłuszczowe biorą także udział w syntezie niektórych hormonów tkankowych, m.in. prostaglandyn,
Spełniają funkcję strukturalną. Występują jako części składowe komórek ustrojowych np. organelli oraz błon komórkowych.
Ważną rolę odgrywa także zapasowa tkanka tłuszczowa w skład, której wchodzą głównie triacyloglicerole. Występuje ona jako magazyn tłuszczowy, chroni organy wewnętrzne przed wstrząsami, uszkodzeniami oraz zapobiega nadmiernej utracie ciepła. Tkanka podskórna ułatwia przystosowanie się organizmu do niskiej temperatury
tłuszcze w umiarkowanych ilościach są niezbędnym składnikiem pokarmowym ludzi. Są one głównym źródłem glicerolu i kwasów tłuszczowych, z których organizm syntezuje inne lipidy.
Spożywanie nadmiaru tłuszczów - zwłaszcza nasyconych - sprzyja jednak chorobom układu krążenia i powoduje nadwagę. Zapotrzebowanie na tłuszcz jest mniejsze u osób starszych i prowadzących mało aktywny fizycznie tryb życia,
tłuszcze powinny dostarczać nie więcej niż 30% energii zawartej w pożywieniu i zawierać odpowiednią ilość nienasyconych kwasów tłuszczowych.
Dostarczane do organizmu tłuszcze powinny zawierać odpowiednie proporcje cholesterolu HDL ( tzw. ,,dobry cholesterol”) i LDL (,,cholesterol zły''). Większy udział w diecie cholesterolu HDL w stosunku do LDL zmniejsza ryzyko chorób wieńcowych
Tłuszcze wpływają na poprawę stanu skóry i włosów i paznokci
23. Rola białek w żywności.
Białka uczestniczą w tworzeniu wyglądu zewnętrznego, barwy, tekstury i soczystości żywności oraz formowania surowców i produktów żywnościowych.
W technologii żywności wykorzystuje się następujące cechy białek:
koagulacja białek mleka (kazeiny) zachodząca pod wpływem enzymu podpuszczki, w wyniku działania enzymu następuje rozwarstwienie substancji białkowych oraz wody i ścięcie białek,
zdolność żelowania - wykorzystywana do uzyskiwania galaret z użyciem np. żelatyn,
zdolność do uczestnictwa w przemianach glutenu - tworzenie siatki glutenowej (polegająca na wchłanianiu przez białka wody, pęcznieniu cząsteczek białkowych i łączeniu się ich
w strukturę siatkową),właściwości pianotwórcze (np. białka jaja kurzego) wykorzystywane są w procesie napowietrzania,
białka zawarte w mleku poddawane napowietrzaniu podczas produkcji kremu, bitej śmietany, lodów.
Właściwości funkcjonalne białek:
oddziałują z innym składnikami,
hydratacyjne - rozpuszczalność, lepkość, adsorpcja wody, adhezja,
oddziaływanie białko-białko (żelowanie, tworzenie ciast),
powierzchniowe (emulgujące, pianotwórcze).
24. Rola węglowodanów w żywności.
Słodkość
wzorzec smaku słodkiego - sacharoza (10% roztwór),
słodkość maleje ze wzrostem liczby cząsteczek monosacharydów (oddziaływanie wewnątrz cząsteczkowe > oddziaływania z receptorami).
Naturalne - D-glukoza, D-fruktoza, laktoza, sacharoza, maltoza, syropy skrobiowe.
OGÓLNY PODZIAŁ
Właściwości funkcjonalne węglowodanów w żywności
Właściwości związane z kreowaniem cech sensorycznych:
nadawanie słodkiego smaku,
aromatu,
są stosowane jako barwniki,
konserwanty,
posiadają właściwości teksturotwórcze
hydrokoloidy.
Właściwości prozdrowotne:
frakcje błonnika szczególnie:
skrobia oporna,
prebiotyki.
węglowodany o niskim IG.
Przemiany mono- i oligosacharydów w procesach technologicznych
ogrzewanie monosacharydów w środowisku słabo kwaśnym - enoliza i następne reakcje powstania furfuralu (z pentoz) lub 5-hydroksymetylofurfuralu (z heksoz) z odłączeniem
3 cząsteczek wody,reakcje Maillarda - nieenzymatyczne brunatnienie - reakcje grupy hemiacetalowej cukrów redukujących z grupą aminową aminokwasów peptydowych. Produkty - brunatne wielkocząsteczkowe związki i inne np. lotne kształtujące aromat.
Aromaty pochodzenia sacharydowego
poddane termolizie, powstają furany - aromaty karmelu,
reakcje z aminokwasami lub białkami w podwyższonej temperaturze, wtórne aromaty żywności.
Barwniki pochodzenia sacharydowego
Barwniki - karmele o charakterze micelarnym zależnym od pH (niewłaściwe - ich rozpad
i wytrącenie) - zastosowanie zależne od Pi i siły barwiącej (warunki, katalizator)
1. karmel naturalny (e 150a) z - napoje alkoholowe, ciasta, leki,
2. karmel siarczanowy (iv) (e 150b) z - alkohole,
3. karmel amoniakalny (e 150c) z - piwo, chleb, sosy, konserwy,
4. karmel amoniakalno - siarczanowy (iv) (e 150d) z - coca-cola, wermut.
Hydrokoloidy
Funkcje zagęstnika, substancje żelujące, stabilizatory
Naturalne:
wydzieliny roślin: guma arabska, guma tragakantowi,
ekstrakty z wodorostów: agar, karageny,
ekstrakty z nasion lub bulw: guma guar, mączka chleba świętojańskiego, skrobia,
ekstrakty roślin: pektyny, skrobia, celuloza,
pochodzenia mikrobiologicznego: guma ksantanowa.
PREBIOTYKI - FUNKCJE
ulegają fermentacji pod wpływem części mikroflory okrężnicy (Bifidobacterium
i Lactobacillus sp.) z wytworzeniem kwasu mlekowego oraz krótkołańcuchowe kwasy tłuszczowe (octowy, propionowy, masłowy) oraz gazów (CO2, H2, CH3),w wyniku fermentacji obniża się pH treści jelita grubego i powstaje należyta jej konsystencja oraz ograniczone są procesy gnilne i aktywność szkodliwej mikroflory jelitowej,
obniżają wykorzystanie energii z pożywienia (leczenie otyłości),
wpływają korzystnie na perystaltykę jelit,
nie powodują próchnicy zębów,
wspomagają absorpcje wapnia z pożywienia,
obniżają stężenia lipidów we krwi,
podniesienie tolerancji na laktozę,
zmniejszenie ryzyka powstania raka jelita
Właściwości węglowodanów:
nadają teksturę,
działają stabilizująco,
ograniczają proces denaturacji białek,
nośniki związków smakowych i zapachowych,
działanie konserwujące - obniżają aktywność wody.
25. Rola składników żywności w organizmie człowieka
Tłuszcz:
źródło energii (wysoka wartość kaloryczna) dla tkanek ustrojowych,
tłuszcz w pożywieniu pełni rolę przenośnika dla witamin rozpuszczalnych w tłuszczach A, D, E i K a także dostarcza NNKT,
wg zaleceń spożycie tłuszczów nie powinno przekraczać 30-35% dobowego zapotrzebowania energetycznego; najważniejszym obecnie wskaźnikiem żywieniowym jest takie dobranie tłuszczów w pożywieniu aby stosunek kwasów tłuszczowych nasyconych do jednonienasyconych i do wielonienasyconych wynosił 1:1:1. Ważne jest aby dostarczać organizmowi NNKT gdyż nie są syntetyzowane w ustroju.
Węglowodany:
udział ich w pokrywaniu potrzeb energetycznych powinien wynosić 55-60%,
materiał energetyczny (główne źródło energii),
materiał budulcowy dla tworzenia elementów strukturalnych komórek lub substancji biologicznie czynnych (kwas galakturonowy i inne),
błonnik: działa mechanicznie na ścianki jelit wpływając dodatnio na przesuwanie się pokarmu i przyczyniając się do wytworzenia odpowiedniej konsystencji treści pokarmowej w jelitach; prebiotyk.
Białka:
są składnikiem budulcowym pokarmu, uczestniczą w procesach budowy nowych tkanek i komórek oraz w procesach odbudowy tkanek i komórek zniszczonych i uszkodzonych,
ponadto wykorzystywane są przez organizm jako substancja zapasowa w przypadku wystąpienia zjawiska głodu jakościowego czy ilościowego.
Witaminy:
są składnikiem regulującym, wpływają na gospodarkę enzymatyczną organizmów wchodząc
skład enzymów,
witaminy wchodzą też w skład substancji syntetyzowanych przez organizm człowieka.
Długotrwały brak witamin powoduje powstawanie schorzeń nazywanych awitaminozami, a nadmiar witamin może powodować hiperwitaminozy
Składniki mineralne: są składnikiem uzupełniającym
makroskładniki: spełniają w organizmie funkcje materiału budulcowego, głównie Ca i Mg; są elementem wchodzącym w skład zębów, kości, włosów oraz krwi,
mikroskładniki: Cu, Zn, Mn, J. Jony tych pierwiastków uczestniczą w reakcjach nerwowych organizmu człowieka, ponadto wchodzą w skład hormonów.
Substancje bioaktywne:
właściwości przeciwutleniające (związki z grupy polifenoli).
26. Zalety i wady dodatków do żywności
Zalety:
przedłużenie trwałości produktów - zapewnienie bezpieczeństwa spożycia
zahamowanie rozwoju lub zniszczenie drobnoustrojów chorobotwórczych (mniej zatruć)
poprawienie cech produktu, np. nadanie określonego smaku, zapachu, koloru
ograniczanie i zapobieganie niekorzystnym zmianom barwy, smaku, konsystencji w czasie procesu produkcji i przechowywania, wywołanym działalnością drobnoustrojów, utlenianiem składników, reakcjami enzymatycznymi i nieenzymatycznymi
obniżenie kosztów produkcji - zamiana składników droższych na tańsze
poszerzenie asortymentu produktu
utrzymanie stałej, powtarzalnej jakości produktu
ułatwienie produkcji
umożliwiają zmniejszenie kaloryczności produktu (np. inulina jako zamiennik tłuszczu)
Należy podkreślić, że niektóre substancje dodatkowe mają także korzystne właściwości zdrowotne. Przykładem jest lecytyna, która jest bardzo dobrym emulgatorem, dodawanym np. przy produkcji czekolady. Lecytyna jest także cenną substancja prozdrowotną i dodawana jest do wielu odżywek.
Wady:
oddziaływanie substancji dodatkowych, czasami bardzo niekorzystne, na niektóre grupy ludności np. dzieci, osoby starsze, alergików, osoby chore (np. benzoesan sodu)
kumulacja w organizmie człowieka substancji dodatkowych pochodzących z różnych produktów spożywczych. Pomimo, że dana substancja znajduje się na liście dozwolonych dodatków, nikt nie jest w stanie stwierdzić prawdziwej ilości danej substancji, która dostaje się do naszego organizmu poprzez spożycie bardzo wielu produktów spożywczych.
zwiększenie ilości sztucznych substancji chemicznych w naszym pożywieniu - powodujących alergie, inne choroby, wynikające ze stosowania substancji dodatkowych
reakcje substancji dodatkowych ze składnikami żywności w czasie procesu produkcji
obawa, ze dodatek np. barwnika lub aromatu ma zatuszować gorszą jakość surowca
27. Czynniki kształtujące jakość produktów spożywczych
Jakość żywności to stopień jej zdrowotności, atrakcyjności sensorycznej i dyspozycyjności
w konsumenckim zakresie znaczenia; to zdolność do zaspokajania potrzeb (oczekiwań) konsumenta.
Na jakość żywności składają się trzy grupy atrybutów:
zdrowotność
atrakcyjność sensoryczną
dyspozycyjność
Zdrowotność żywności charakteryzowana jest przez bezpieczeństwo zdrowotne oraz wartość odżywczą produktu.
Bezpieczeństwo żywności oznacza, że nie spowoduje ona uszczerbku na zdrowiu konsumenta, jeżeli jest przygotowana i/lub spożywana zgodnie z zamierzonym zastosowaniem. Bezpieczna żywność to taka, która nie jest toksyczna i nie ma właściwości zakaźnych.
Atrakcyjność sensoryczna jest oceniana za pomocą naszych zmysłów. Na cechy sensoryczne składają się: wygląd zewnętrzny, smak, zapach i konsystencja. W ocenie wyglądu zewnętrznego konsument określa kształt, wymiary, barwę, wygląd powierzchni. Wyróżniki te są oceniane
w pierwszej kolejności i decydują w dużej mierze o kupnie i spożyciu produktu.
Dyspozycyjność (cechy użytkowe żywności) obejmuje m.in.: łatwość przygotowania do spożycia, wielkość opakowania, stosunek masy opakowania do masy produktu, możliwość przechowywania
w domu, trwałość po otwarciu itp.
Należy podkreślić, że jakość żywności jest uwarunkowana jakością surowca, metodą przetwarzania, warunkami przechowywania. Wielu wad surowca nie można usunąć w procesie technologicznym. Nieodpowiednia jakość surowca powoduje konieczność modyfikacji procesu technologicznego, zwiększenie ilości odpadów, pogorszenie jakości wyrobu gotowego, wzrost kosztów.
28. Zmiany w żywności wywołane zamrażaniem
Fizyczne (przyczyną powstawania tych zmian jest przemiana fazowa wody zawartej
w komórkach produktów w lód). Do tych zmian należą:
zmiany strukturalne,
ubytki masy produktów,
oparzelina mrozowa (powoduje zmiany barwy, może być przyczyną niepożądanych zmian
w smaku, zapachu, konsystencji),rekrystalizacja.
Zmiany strukturalne polegają na mechanicznych uszkodzeniach błon w komórkach lub na utracie swoich właściwości takich jak np. ciągliwość, półprzepuszczalność. Zależą one od składu chemicznych i cech surowców wyjściowych, technologii zamrażania, a później przechowywania
i rozmrażania. Na te zmiany mają wpływ 3 główne czynniki:
formujące się kryształki lodu,
zwiększone ciśnienie osmotyczne płynów komórkowych,
precypitacja i denaturyzacja koloidowych składników produktów.
Oparzelina mrozowa - nadmierne wysuszenie poza wywołaniem niepożądanego ubytku wagowego, prowadzi do nieodwracalnych zmian jakościowych w postaci plam na powierzchni produktu wyraźnie różniących się barwą od otaczających tkanek (plamy te to oparzelina mrozowa). Zjawisko to stanowi szczególną formę odwodnienia części zamrożonych produktów. Oparzelina występuje tylko podczas przechowywania, ale istotny wpływ na jej powstanie mają warunki zamrażania. Im szybszy jest ten proces i towarzyszą mu mniejsze ubytki wody, tym większe jest zagrożenie wystąpienia oparzeliny.
Rekrystalizacja: po zakończeniu procesu zamrażania podczas przechowywania produktów żywnościowych zachodzą dalsze zmiany wielkości i lokalizacji kryształów lodu określane jako zjawisko rekrystalizacji. Powoduje ona stopniowy zanik efektów szybkiego zamrażania i przyczynia się do nasilenia zamrażalniczych zmian strukturalnych
Chemiczne i biologiczne:
przemiany białek: spadek rozpuszczalności, zdolności wiązania wody i pęcznienia,
przemiany węglowodanów: W warunkach jakie istnieją podczas szybkiego zamrażania prowadzonego bezpośrednio po zbiorze w produktach roślinnych węglowodany nie podlegają istotnym zmianom. Przy powolnym zamrażaniu owoców mogą wystąpić w nich procesy fermentacyjne,
przemiany tłuszczów i lipidów: procesy utleniania i enzymatycznej hydrolizy, ujawniają się dopiero w procesie przechowywania.
Zmiany mikrobiologiczne: zahamowanie rozwoju drobnoustrojów
29. Zmiany żywności wywołane sterylizacją.
Podczas procesu sterylizacji dochodzi do zmian tj.:
ubytki masy, wyciek, zmniejszenie objętości,
denaturacja i koagulacja białek, zmniejszenie ich rozpuszczalności,
zmiany barwy,
niszczenie mikroorganizmów oraz przedłużenie trwałości,
zmniejszenie zawartości wody,
zmiana tekstury (konsystencji),
pogorszenie jakości zwartości konserw.
30. HACCP - zasada prowadzenia kontroli w technologii żywności.
HACCP - Analiza Zagrożeń i Krytyczny Punkt Kontroli (Hazard Analysis and Critical Control Point). System przeznaczony do kontroli bezpieczeństwa żywności. Polegający na analizie
i zapobieganiu powstawania zagrożeń mikrobiologicznych, technologicznych, chemicznych i innych, w celu ich eliminacji, redukcji, lub zapobieżeniu. Głównym celem jest nie dopuszczenie do skażenia produktu. HACCP ma służyć do ograniczenia ryzyka zagrożeń, jest więc systemem zabezpieczającym.
W systemie HACCP zapewnienie bezpieczeństwa i wysokiej jakości zdrowotnej żywności osiąga się poprzez podjęcie szczególnej kontroli w tych miejscach procesu produkcyjnego, które są najistotniejsze w aspekcie zagrożeń higienicznych i w których może nastąpić obniżenie tej jakości.
System polega na przeprowadzeniu analizy wszystkich zagrożeń, zarówno biologicznych (zwłaszcza mikrobiologicznych) jak i fizycznych i chemicznych, które mogą stać się przyczyną obniżenia jakości zdrowotnej produkowanej żywności oraz na wskazaniu, które punkty na danym etapie produkcji żywności są „krytyczne" dla bezpieczeństwa zdrowotnego produktu końcowego.
Wdrożenie systemu HACCP obejmuje:
opracowanie dokumentów w zakresie dokumentowania systemu (księga jakości, procedury, instrukcje, formularze),
określanie metod monitorowania, działań korygujących i zapobiegawczych,
opracowaniu procedur,
opisanie produktu lub grupy produktów,
opracowanie schematów,
identyfikacja występujących zagrożeń na każdym etapie procesów produkcyjnych, ustalenie działań zapobiegawczych, opracowaniu niezbędnych procedur i instrukcji,
określenie krytycznych punktów kontroli,
opracowanie arkuszy systemu HACCP.
Reguły systemu HACCP:
zasada 1: identyfikacja zagrożeń i opisanie środków zapobiegawczych. Należy utworzyć zespół, który będzie odpowiedzialny za wszystkie działania podejmowane podczas tworzenia, wdrażania i utrzymania systemu. Sporządzić blokowy schemat procesu technologicznego, a po jego zweryfikowaniu wypisać wszystkie możliwe zagrożenia biologiczne (bakterie, wirusy, pasożyty), chemiczne (naturalne toksyny, związki chemiczne, pestycydy, metale ciężkie, pozostałości środków myjących), fizyczne (szkło, metal, elementy opakowań) i alergiczne (jajka, zboża, mleko, orzechy, sezam, owoce morza, soja), występujące na poszczególnych jego etapach oraz związane ze stosowanymi surowcami, dodatkami i materiałami. Następnie należy oszacować istotność zagrożeń i opisać środki kontrolne umożliwiające opanowanie zagrożeń istotnych dla bezpieczeństwa żywności,
zasada 2: identyfikacja krytycznych punktów kontroli (CCP). Zespół HACCP powinien zidentyfikować tzw. krytyczne punkty kontrolne (CCP), tj. wszystkie miejsca w procesie technologicznym, w których do zagwarantowania bezpieczeństwa żywności jest niezbędne opanowanie (kontrola) występujących tam zagrożeń. Do identyfikacji CCP zaleca się stosowanie jednego z wielu tzw. drzewek decyzyjnych,
zasada 3: identyfikacja limitów krytycznych, Dla każdego CCP należy ustalić tzw. limity (granice) krytyczne oznaczające takie wartości mierzalne środków kontrolnych, których nie można przekroczyć, ponieważ jest to jednoznaczne z utratą bezpieczeństwa wyrobu gotowego,
zasada 4: ustalenie systemu monitorowania CCP. Każdy CCP powinien mieć ustalone wymagania odnośnie sposobu i częstotliwości odczytywania i zapisywania wartości środków kontrolnych (tzw. monitorowanie CCP) oraz osoby odpowiedzialnej za te działania,
zasada 5: określenie działań korygujących. Należy opracować procedury działań korygujących, które muszą być podjęte, gdy monitorowanie wykaże przekroczenie ustalonych granic krytycznych. Konieczne jest także wyznaczenie osoby odpowiedzialnej za podjęcie tych działań. Działania korygujące powinny zawierać sposób przywrócenia kontroli zagrożeń w CCP, a także sposób postępowania z produktem, który został wyprodukowany, gdy ustalone granice krytyczne zostały przekroczone,
zasada 6: ustalenie procedur weryfikacji systemu. Należy opisać sposób sprawdzania poprawności funkcjonowania systemu. System taki, opisany w formie procedury, może opierać się na wynikach badań mikrobiologicznych produktów końcowych lub reklamacjach. Zalecanym sposobem weryfikowania systemu jest wykonywanie tzw. audytów wewnętrznych systemu,
zasada7 : ustalenie procedur zapisów. Dokumentacja i zapisy systemu HACCP stanowią dowód zapewnienia bezpieczeństwa żywności, dlatego należy opracować procedury sporządzania, prowadzenia, przechowywania i nadzorowania wszystkich dokumentów
i zapisów systemu HACCP.
Korzyści z wprowadzenia systemu HACCP:
podniesienie bezpieczeństwa i jakości zdrowotnej,
skuteczniejsza i ukierunkowana kontrola żywności,
poprawa zgodności produktu z wymogami bezpieczeństwa,
zwiększenie zaangażowania kierownictwa zakładu w sprawy bezpieczeństwa i żywności,
zmniejszenie ryzyka związanego z działalnością przedsiębiorstwa,
podniesienie świadomości i wiedzy załóg w zakładach branży spożywczej,
poprawa organizacji pracy w zakładach i zwiększenie ich efektywności,
obniżenie lub minimalizacja kosztów wadliwości i zaniedbań,
zmniejszenie zagrożenia chorobami przenoszonymi drogą pokarmową i zwiększenie zaufania do producenta.
31. Zagrożenia chemiczne w żywności.
substancje naturalnie obecne w surowcu (amigdalina - migdały, solamina - ziemniaki),
pozostałości rolniczo-hodowlane (pozostałości pestycydów herbicydów, leków weterynaryjnych, itp.),
dodatki funkcjonalne,
pozostałości środków higienizacyjnych,
toksyny pochodzenia mikrobiologicznego.
32. Wartość odżywcza produktów spożywczych pochodzenia roślinnego.
Wartość odżywcza - stopień zawartości poszczególnych składników odżywczych (np. białek, węglowodanów, tłuszczów, witamin) w pożywieniu. Określana procentowo lub w liczbach bezwzględnych na jednostkę wagi lub objętości. Informacja o niej powinna znajdować się na opakowaniach produktów spożywczych.
Zboża i produkty zbożowe:
Skład chemiczny ziarniaków zależy od: rodzaju, gatunku, odmiany oraz czasu i warunków wzrostu, zbioru i przechowywania. Skrobia odkładana w komórkach bielma stanowi do 80% masy suchego ziarna. Zawartość białek jest niewielka 7-18%, ale odgrywa bardzo ważną rolę w procesie tworzenia ciasta. W ziarniakach zbóż znajduje się 2-4% lipidów. Pod względem chemicznym są to triacyloglicerole nienasyconych kwasów tłuszczowych oraz fosfolipidy. Składniki mineralne stanowią ok. 2% masy ziarniaka, głównie fosfor i potas oraz magnez i wapń. Zawierają także witaminy z grupy B i witamina E oraz liczne enzymy- amylazy, proteazy i lipazy.
Wartość biologiczna białka zbóż jest niska, gdyż jest ono ubogie w leucynę i izoleucynę (np. w pszenicy) czy też w tryptofan i treoninę (w życie), a ogólnie brakuje w ziarnie zbóż lizyny i metioniny. (białko niepełnowartosciowe). Większość białka nasion zbóż skupiona jest w zewnętrznej warstwie bielma (środek ziarna) stykającej się z łuską. Ta warstwa bielma, zwana warstwą aleuronową, w czasie procesów produkcji spożywczej, polegających na obłuszczaniu ziarna, usuwaniu zarodka, jest eliminowana wraz z zewnętrzną łuska. Stąd biała mąka będzie charakteryzować się niższą zawartością białka w porównaniu do razowej. Obecność pełnych, nienaruszonych ziaren, w produktach zbożowych będzie także zwiększać ich pulę białkową.
Białka nasion zbóż charakteryzują się wysoką zawartością kwasu glutaminowego i proliny. Aminokwasem ograniczającym jest na ogół lizyna, poza tym niedobór dotyczy następujących aminokwasów: treonina, leucyna, metionina, walina, tryptofan. Lizyna jest aminokwasem niezbędnym w produkcji białek ustrojowych, gdyż wchodzi w skład kwasów nukleinowych,
Cennym z żywieniowego punktu widzenia składnikiem ścian komórkowych ziarniaków jest włókno pokarmowe. Jego wartość w mące i w chlebie wskazuje na stopień przemiału ziarniaków. Im większy uzysk mąki z określonej ilości zboża, tym większa zawartość włókna pokarmowego w mące.
Ziemniaki:
Bulwa ziemniaka jest żywym organem, w którym zachodzi nieustanna, ilościowa i jakościowa przemiana składników. Na skład bulwy ma wpływ także zmienność biologiczna, gleba, nawożenie
i zabiegi agrotechniczne.
Głównym składnikiem suchej masy ziemniaka jest skrobia tj. 8-29%. Spośród witamin zawartych
w ziemniakach najwięcej jest witaminy C- do 55mg%. W popiele ziemniaka jest ok. 60% potasu
i 15% P2O5.
Składnik |
Zawartość w% |
Woda |
75 |
Sucha masa: |
25 |
W tym: skrobia |
18,5 |
cukry ulegające fermentacji alkoholowej |
0,5 |
Hemicelulozy i inne sacharydy |
2,0 |
Białko |
2,0 |
Celuloza |
1,0 |
Lipidy |
0,5 |
Substancje mineralne |
1,0 |
Nasiona roślin strączkowych:
Nasiona roślin strączkowych zawierają w suchej masie: 14-63% sacharydów, 28-44% białka oraz 1-50% lipidów. Najwięcej tłuszczu znajduje się w orzechach ziemnych i soi. Wśród składników mineralnych dominuje potas i fosfor, a w mniejszych ilościach występują magnez, wapń i żelazo. Nasiona roślin strączkowych zawierają także witaminy, głównie z grupy B.
Z punktu widzenia wartości odżywczej najbardziej wartościową rośliną jest soja ze względu na : wysoki wskaźnik aminokwasu egzogennego 1,00 (zawiera prawie wszystkie aminokwasy egzogenne i jest dobrym konkurentem dla pełnowartościowego białka zwierzęcego ( ), zwiera Ca,Mg,P, K i witaminy z grupy B (1,26).
Owoce i warzywa:
Owoce i warzywa są bogatym źródłem witamin, składników mineralnych, mikroelementów oraz związków terpenowych, flawonowych, garbników, chinonów i fitoncydów. Dlatego powinny być, obok składników budulcowych i energetycznych, stałym składnikiem diety. Niezależnie od wartości odżywczej dostarczają bogactwa zapachowego i barwy w pożywieniu.
Mają bardzo zróżnicowany skład, występują różnice gatunkowe oraz różnice będące następstwem przemian metabolicznych .
Składnikiem występującym w owocach i warzywach w największej ilości jest woda, nawet do 96% ogólnej masy. Zawartość sacharydów waha się od ok. 2% świeżej masy w niektórych owocach dyniowatych do ponad 30% w warzywach zawierających zapasową skrobie. Generalnie jednak warzywa zawierają mniej niż 9% sacharydów w świeżej masie, z czego większość to polisacharydowe składniki ścian komórkowych. Częściami składowymi ścian komórkowych są celuloza, hemiceluloza
i pektyny, których najwięcej jest w gąbczastej białej warstwie skórki zwłaszcza grejpfruta
i cytryny(ok. 50%). Jabłko i miąższ buraka także zawierają znaczne ilości pektyn. Białka: niektóre warzywa i słodka kukurydza zawierają ponad 4% białka, ale w większości warzyw udział białka jest mniejszy niż 3%. Zawartość białka w owocach jest szczególnie mała, rzadko wynosi ponad 1,5%,
w wielu przypadkach znacznie poniżej 1%. Także zawartość lipidów w owocach i warzywach jest niewielka, zwykle mniejsza niż 1%.
Przeciętna zawartość wybranych pierwiastków:
Pierwiastek |
Ilość, mg / 100g świeżej masy |
Szczególnie bogate źródło |
K |
350 |
Pietruszka (ponad 1%) |
Na |
65 |
Seler |
Ca |
150 |
Szpinak (do 600 mg) |
Mg |
50 |
Kukurydza słodka |
P |
120 |
Nasiona i młodo rosnące partie |
Cl |
90 |
Seler |
S |
80 |
Rośliny o dużej zawartości białka |
Fe |
2 |
Pietruszka (do 8 mg) |
33.Wartość odżywcza produktów pochodzenia zwierzęcego.
Wartość energetyczna mięsa i przetworów mięsnych jest uzależniona głównie od ilości zawartego w nim tłuszczu. (z 1 g tłuszczu organizm otrzymuje ok. 9 kcal energii.)
Zawartość tłuszczu zależy od tego z jakiej części tuszy ono pochodzi. Największą ilość tłuszczu zawiera golonka (ok. 25%), a najmniej schab (ok. 10%). Średnio w tuszy wieprzowej jego zawartość wynosi ok. 25% i jest w dużej mierze uzależniona od typu użytkowego i rasy zwierzęcia.
Nieco inaczej jest z zawartością tłuszczów w wyrobach. Produktem bardzo tłustym jest salami
(ok. 54% tłuszczu) oraz parówki (ok. 34% tłuszczu), mało tłuszczu jest w np. w polędwicy sopockiej (ok. 9%). Ogólnie mięso i wędliny można podzielić na:
1. produkty wysokotłuszczowe (ponad 25% tłuszczu): boczek, parówki, pasztety,
2. produkty tłuste (10÷25% tłuszczu): wieprzowina, kiełbasy, konserwy, wędzonki,
3. produkty niskotłuszczowe (3÷10% tłuszczu): cielęcina, wołowina, kurczak, indyk,
4. produkty chude (0÷3% tłuszczu): polędwica.
Nie tylko ilość tłuszczów, ale i rodzaj kwasów tłuszczowych w nich występujących decyduje
o wartości odżywczej produktu. Preferowane są nienasycone kwasy tłuszczowe, głównie wielonienasycone ze względu na możliwość zapobiegania miażdżycy i chorobie niedokrwiennej serca.
W tłuszczu wieprzowym kwasy te stanowią ok. 50% przy czym kwasów tłuszczowych wielonienasyconych jest od 7% do 14%, kwasy jednonienasycone stanowią od 41% do 52%.
Zawartość kwasów tłuszczowych nasyconych w tłuszczu wieprzowym nie przekracza 50% a kwasy tłuszczowe, które powodują wzrost stężenia cholesterolu we krwi i mogą stanowić istotne zagrożenie zdrowotne stanowią co najwyżej 2% ogólnej puli kwasów tłuszczowych.
Zawartość białka w surowym mięsie wieprzowym wynosi od 15% do 20%. Zawartość białka
w mięsie gotowanym, pieczonym czy smażonym rośnie ze względu na ubytek wody następujący
w trakcie obróbki termicznej. W przypadku wędlin wysokowydajnych i tzn. szynkopodobnych zawartość białka może być niższa (nie mniej jednak niż 11%), a wynika to z dużego dodatku wody lub lodu w procesie produkcji. Niezależnie od tego mięso i przetwory mięsne zaliczane są do najważniejszych źródeł białka w diecie. Białka zwierzęce zawierają wszystkie niezbędne aminokwasy w odpowiednich proporcjach, co stanowi o ich wysokiej wartości biologicznej.
Jedynie białka tkanki łącznej (kolagen, elastyna) należą do białek niepełnowartościowych ponieważ są pozbawione aminokwasów: tryptofanu i cysteiny co ogranicza przyswajalność pozostałych aminokwasów. Dużo kolagenu zawiera mięso pochodzące z intensywnie pracujących mięśni np. golonki lub ze zwierząt starych.
Człowiek dorosły potrzebuje ok. 0,8 g białka na każdy kg masy ciała, a połowa tego zapotrzebowania powinna być pokryta przez białko zwierzęce.
Zawartość witamin w mięsie jest zróżnicowana podobnie jak pozostałych składników. Mięso jest dobrym źródłem witamin z grupy B tj. B1 (0,6 mg/100 g przy zapotrzebowaniu ok. 1,4 mg/dobę); B2 (0,24 mg/100 g mięsa przy zapotrzebowaniu 1,6 mg/dobę) oraz B12 (powyżej 20 μg/100g podroby przy zapotrzebowaniu ok. 3 μg) i PP (3,69 mg/100 g mięsa przy zapotrzebowaniu 18 mg/dobę).
Zawartość składników mineralnych w mięsie. Mięso i przetwory dostarczają wielu składników mineralnych, ale najważniejsze z nich jest łatwo przyswajalne żelazo. Jego zawartość w mięsie wieprzowym wynosi 1,3 mg/100 g przy zapotrzebowaniu ok. 14 mg/dobę. Należy zaznaczyć, że absorpcja żelaza z produktów pochodzenia zwierzęcego sięga 20%, a przy produktach roślinnych 1%.
34. Wykorzystanie wysokich ciśnień hydrostatycznych
Podstawowe cele stosowania wysokich ciśnień w przemyśle spożywczym to:
przedłużenie trwałości żywności na skutek redukcji ilości drobnoustrojów czy aktywności enzymów,
modyfikowanie właściwości funkcjonalnych poszczególnych składników surowca
i gotowego produktu (np. poprawia zdolność białek do żelowania oraz wiązania wody
w produktach mięsnych),zastosowanie wysokiego ciśnienia z innymi procesami, tj.: pakowanie próżniowe, łagodne ogrzewanie oraz przechowywanie w warunkach chłodniczych, może przedłużać trwałość mięsa i jego produktów oraz umożliwia otrzymywanie produktów o nowych cechach sensorycznych.
Obróbka wysokociśnieniowa w połączeniu z próżniowym pakowaniem, umiarkowanymi temperaturami, chłodniczym przechowywaniem może być stosowana do szerokiego asortymentu produktów spożywczych, w celu wydłużenia ich okresu trwałości, przy zachowaniu korzystnych cech sensorycznych oraz bezpieczeństwa zdrowotnego.
Metoda HPP (High Pressure Processing) polega na zastosowaniu trzech parametrów fizycznych:
ciśnienia - 100-1000 MPa,
czasu - od kilku do kilkudziesięciu minut,
temperatury - 0-90 °C.
W produktach poddawanych HPP to:
Denaturacja lub modyfikacja białek
Inaktywacja drobnoustrojów
Inaktywacja / lub aktywowanie enzymów
Zmiana właściwości polimerów
Zmiana kinetyki niektórych reakcji
modyfikacja właściwości funkcjonalnych
Stopień inaktywacji dbn zależy od:
parametrów ciśnieniowych
rodzaju i fazy wzrostu mikroorganizmów
pH środowiska
aktywności wody
pod względem wrażliwości dbn na HP:
wrażliwe na ciśnienie bakterie G(-) zmniejszenie liczebności o 4 cykle log 300 MPa
oporne bakterie G (+) o 4 cykle przy 600 MPa
przetrwalniki bakterii - przy ciśnieniu 600-1000 MPa przy podniesieniu temperatury do 50-60 C
Negatywne oddziaływanie na substancje o budowie struktury III i IV rzędowej
duże białka enzymatyczne i polisacharydy podatne na zmiany
związki o małej masie cząsteczkowej aminokwasy, witaminy, inne substancje, które mają znaczenie podczas kształtowania smaku , barwy, wartości odżywczej pozostają nienaruszone
barwniki karotenoidowe nie są wrażliwe ,a natomiast hemowe jak hemoglobina, mioglobina , następują zmiany barwy w zależność od wielkości ciśnienia
Produkt umieszcza się w elastycznym opakowaniu w komorze ciśnieniowej. Wolną przestrzeń wypełnia się płynem - jest to medium przenoszące ciśnienie. Następnie stosuje się wysokie ciśnienie przez żądany czas. Każdy fragment produktu, w przeciwieństwie do termicznych metod utrwalania, poddawany jest równomiernemu działaniu wysokiego ciśnienia, niezależnie od jego kształtu czy objętości.
HPP powoduje uszkodzenie trójwymiarowej struktury cząstek. Jednak związki o małej masie cząsteczkowej, takie jak aminokwasy, witaminy, mające znaczenie w kształtowaniu smaku, barwy
i wartości odżywczej pozostają niezmienione.
Metoda ta na rynku Polskim jest ciągle nowością i w większości pozostaje jeszcze w fazie laboratoryjnej, jednak powszechnie stosowana jest m.in. w Japonii, USA, Hiszpanii, Włoszech
i Australii. Z zastosowaniem technologii wysokich ciśnień wiążą się wysokie koszty. Wadą tej metody może być także negatywny wpływ na jakość sensoryczną mięsnych przetworów, taki jak przyspieszenie procesu utleniania tłuszczów, rozjaśnienie barwy, bardziej miękka tekstura, nasilenie odczucia słoności, osłabienie wyczuwalności przypraw. W przypadku produktów mięsnych metoda ta prowadzi do wzrostu wycieku przechowalniczego. Większości tych efektów ubocznych można jednak uniknąć poprzez zastosowanie optymalnego procesu produkcji (wcześniejsze odpowietrzanie farszu, niska temperatura początkowa), dodatek naturalnych przeciwutleniaczy (np. ekstrakt z rozmarynu), dodatek naturalnych substancji wiążących wodę, modyfikację atmosfery pakowania (zastosowanie próżni, gazów ochronnych).
Zastosowanie:
Ryby i owoce morza :
inaktywacja bakterii Listeria monocytogenes
wzrost wydajności o 25-50 %
lepsza jakość, wyeliminowanie goryczki smaku
wydłużenie czasu przechowywania
wydobywanie mięsa z pancerzy skorupiaków , ostrygi (paster, lub HPP)
Owoce:
300-600 MPa 1-2 min
poprawa jakości i przedłużenie trwałości
ochrona barwy, smaku, wartości odżywczej
inaktywacja enzymów
nie dotyczy soków słodzonych aspartanem (prodkukty rozkładu aspartnanu są szkodliwe)
dżemy , soki
wsady owocowe
sok pomarańczowy, jabłkowy,
koktajlowe owocowe
pasta z awokado
soki jednodniowe ( trwałość do 7 dni)
pulpa awokado
Mleczne:
zimna pasteryzacja mleka
przygotowanie mleka do produkcji serów
utrwalanie serów oraz fermentowanych produktów mlecznych
utrwalanie serów przygotowanie preparatów enzymatycznych dla potrzeb serowarstwa
zmiany funkcjonalnych właściwości białek
przy ciśnieniu 600 MPa poprawa tekstury
przedłużenie trwałości jogurtu bez szkody dla baterii probiotycznych
Mięso:
utrwalanie lub dekontaminacja w wytwarzanych minimalnie przetworzonych
produktów
przyśpieszenie :
zamrażania
rozmrażania
peklowanie
dojrzewanie mięsa
Zalety:
poprawa bezpieczeństwa mikrobiologicznego oraz wydłużenie trwałości żywności,
zachowanie naturalnego smaku i zapachu oraz właściwości odżywczych produktów spożywczych,
niewielkie termiczne obciążenie produktu,
możliwość przeprowadzenia obróbki w opakowaniu.
Wady:
negatywne oddziaływanie na barwę surowego mięsa,
wzmożona oksydacja lipidów,
wzrost wycieku przechowalniczego (w przypadku produktów mięsnych),
wysoki koszt.
35. Apertyzacja żywności a pakowanie aseptyczne
APERTYZACJA-metoda cieplnego utrwalania żywności w zamkniętych hermetycznie naczyniach (słoiki, puszki metalowe, butelki). Polega na długotrwałym gotowaniu we wrzącej wodzie lub parze, celem zniszczenia wegetatywnych form przetrwalników (pasteryzacja w temp. do 100⁰C (zwykle w zakresie 70-850 C)) lub przetrwalników (temp > 100 oC, sterylizacja zazwyczaj 112-121 oC).
Opracowana w 1803r. przez Nicolasa Apperta.
KONSERWAMI w naczyniach nazywamy prod. żywnościowe pochodzenia zw. lub roślinnego, zamknięte w szczelnych puszkach metalowych, słoikach lub butelkach szklanych, utrwalane za pomocą ogrzewania, pasteryzacji lub sterylizacji (zwykle 112-121 oC) przez czas do 1godz. W celu zniszczenia nie tylko pleśni, drożdży, wegetatywnych form bakterii, jak też enzymów, ale również przetrwalników bakterii, (które przetrzymują temp 100 oC w środ. niekwaśnym lub mało kwaśnym).
PASTERYZACJA - kilkunastominutowe ogrzanie w temp <100 oC; pozwala na zniszczenie enzymów i form wegetatywnych dbn.W prod. z owoców i warzyw o pH poniżej 4,5 dzięki współdziałaniu jonów wodorow. i temp. ma miejsce także zahamowanie bakterii z rodz. Clostridium. powyżej 70 °C, jednak nie większej niż 100 °C. Np. typowy proces pasteryzacji mleka polega na ogrzaniu go do temperatury 100 °C w ciągu 1 minuty lub do 85 °C w ciągu 30 minut.
STERYLIZACJA - kilkunastominutowe ogrzanie w temp >100 oC; pozwala na zniszczenie enzymów i form wegetatywnych i przetrwalnikowych dbn.
TYNDALIZACJA - najczęściej stosowana do: grzybów, fasolki szparagowej (chyba, że dodajemy czynnik obniżający pH, to wtedy nie trzeba). Polega na trzykrotnej pasteryzacji co 24h.
~ pierwsza zabija gł. Formy wegetatywne, ale nie jest w stanie zabić niektórych form przetrwalników
~ druga - po okresie 24h pod wpływem impulsu termicznego z przetrwalników formy wegetatywne.
PODSTAWOWE CZYNNOŚCI TECHNOLOGICZNE :
przygotowanie surowca
przygotowanie opakowań
napełnianie
dozowanie zalewy
odpowietrzanie
zamykanie opakowań
PODSTAWOWE ZMIANY ZACHODZĄCE W PRZETWORACH APERTYZOWANYCH:
Kierunki zmian zachodzących w produkcie:
Zmiany organoleptyczne (np. brązowe plamki na ogórkach konserwowych - szczególnie marki Tesco :P)
Zmiany w zawartości witamin
Interakcje między produktem a opakowaniem
Etapy zmian zgodnie z charakterem przebiegu procesu technologicznego:
Zmiany w żywej tkance podczas przygotowania surowca do przerobu
Zmiany zabarwienia
Zmiany konsystencji
Zmiany związki smakowitości
Zmiany w czasie przerobu i przechowywania
Zmiany zabarwienia
Zmiany konsystencji
Zmiany związki smakowitości
CIEKAWOSTKA: Gdy mamy duże i małe opakowanie, tak samo produkowane i taka sama obróbka termicznainne termin y przydatności do spożycia. Skrócony czas dla dużych opakowań bo dawka cieplna mogła być niedostateczna Zawartość witamin pozostających zależy od miejsca w konserwie. Najwięcej witamin pozostaje w środku konserwy. Warto utrwalać w wyższej temp. bo krócej i mniejsze straty witamin.
Najwięcej strat wit.C warzywa 0-60%, owoce do 40%
Straty witamin także podczas przechowywania - 5-10% strat w przypadku szparagów przy 2-letnim przechowywaniu produktu.
W ogrzewającej się treści konserw i w żywności ogrzewanej wymiennikowo następuje wymiana ciepła przez przewodzenie cieplne i konwekcję.
Podczas termicznego utrwalania ciepło musi być dostarczone w najzimniejszy punkt konserwy.
W ogrzewaniu wielu konserw korzysta się z konwekcji naturalnej, jak i z konwekcji wymuszonej /w puszkach przez sterylizację obrotową/.
CZYNNIKI WPŁYWAJĄCE NA SZYBKOŚĆ PRZENIKANIA CIEPŁA
Rodzaj prod.
Konsystencja prod.
Różnica temp.
Wielkość opakowania
Przewodnictwo ścianek opakowania
CZYNNIKI WPŁYWAJĄCE NA SZYBKOŚĆ OGRZEWANIA SIĘ KONSERWY PODCZAS GOTOWANIA:
Różnica temperatur środowiska grzejnego i puszki (im wyższa różnica tym szybciej). Szybkość ogrzewanie się na początku jest zwykle większa, później w miarę zmniejszania się różnicy temperatur wzrasta powoli; ma przebieg hiperboliczny.
Wielkość puszki (im większa tym dłużej). Najzimniejszy punkt w konserwie znajduje się przy ogrzewaniu przez przewodnictwo, w centrum geometrycznym puszki, a przy konwekcji na wysokości 1/3 od dna puszki.
Stopień usunięcia powietrza, które jest złym przewodnikiem ciepła
Lepkość płynu - im więcej cukru tym wyższa lepkość i tym wolniej przewodzi ciepło (słabsza konwekcja)
Początkowa temp. prod. ogrzewanego - na znaczenie dla prod. w których występuje przewodzenie
Ruch konserw w czasie utrwalania - następuje przyspieszenie przenoszenia ciepła
Rodzaj opakowania ≠ Współczynnik przewodzenia ciepła, co wpływa na warunki i tempo nagrzewania (szkło gorzej przenosi ciepło niż metal)
CZYNNIKI INTENSYFIKACJI ORAZ ODTWARZALNOŚCI PARAMETRÓW NAGRZEWANIA I OCHŁADZANIA KONSERW
Zróżnicowanie sposobów przepływu ciepła podczas nagrzewania się konserw
Budowa konserwy z uwzględnieniem próżni i wolnej przestrzeni
Podgrzewanie żywności bezpośrednio przed zamknięciem w celu odpowietrzenia i wprowadzenia gorących konserw do sterylizatora celem uzyskania próżni
BLANSZOWANIE - proces termiczny polegający na poddaniu surowych produktów krótkotrwałemu działaniu gorącej wody /80-100°C kilka minut/ pray lub roztworu NaCl, cukru, kw. spoż w celu zablokowania działania enz. Utleniających, usunięcia tlemu z przestrzeni między komórkowej, usunięcia dbn z powierzchni surowca, wywołania pożądanych cech organoleptycznych (zachowanie kolorów, podniesienie walorów smakowych i strawności).
Po blanszowaniu - szybkie ochłodzenie.
CELE ODPOWIETRZANIA:
Zmniejszenie ciśnienia w opakowaniu
Ułatwienie zróżnicowania konserw dobrych i z bombażem
Usunięcie tlenu atmosferycznego i tym samym zmniejszenie degradacji składników i korozji opakowań (O2 - barierowość)
Zmniejszenie zdolności do podpływania części stałych
Zmniejszenie zdolności do pienienia
Usuwanie niepożądanych aromatów powstałych w wyniku wyjaławiania
Zwiększenie przewodnictwa cieplnego
Zmniejszenie korozji opakowań metalowych
Utrudnienie rozwoju mikroflory tlenowej
Ograniczenie skutków reakcji utleniania niektórych składników owoców (wit. C, karotenoidów, polifenoli)
Ułatwienie przewodzenia ciepła
Ułatwienie napełniania opakowań
METODA ODPOWIETRZANIA :
Cieplne:
Napełnianie opakowań gorącym produktem 85-95 C
Zamykanie opakowań „na gorąco „ po ogrzaniu ich np. w kąpieli wodnej
Napełnianie na zimno i ogrzanie otwartych opakowań do 80-95 C
Ogrzanie otwartej konserwy promieniami podczerwonymi
Parowe :
Zastąpienie powietrza w fazie wodnej konserwy parą wodną lub gazem obojętnym
Wtrysk pary wodnej bezpośrednio przed zamknięciem
Mechaniczne :
Za pomocą pompy próżniowej
Enzymatyczne :
Odtlenianie
GRANICE ODPOWIETRZANIA:
Deformacja opakowań
Reinfekcja - możliwość wtórnego zasysania powietrza
Powstaniem zbyt dużej różnicy ciśnień - nawet zniszczenie
Mieszanie treści konserw przez rotację opakowań oraz podwyższenie temp. sterylizacji. (Rotacja opakowań daje jednakowy rozkład temp)
Temp. i czas ochłodzenia konserw (w praktyce ochładza się do temp wyższej niż temp pokojowa)
Ciśnienie wewn. w konserwach i przeciwciśnienie w sterylizatorach podczas ogrzewania, ochładzania.
(ciśnienie wewnątrz konserw wzrasta podczas ogrzewania i w temperaturze sterylizacyjnej przewyższa ciśnienie panujące w środowisku
Odtwarzalność cykli sterylizacyjnych
Dokładność termometru kontrolnego i manometru
Automatyczna regulacja ciśnienia i temperatury
Automatyczna i półautomatyczna regulacja parametru wyjaławiania
Wprowadzenie programów sterylizacji.
Przestrzenna jednolitość temp. środ. Grzejnego
Rozprowadzenie pary
Zabiegi operacyjne (ułożenie puszek, )
Temperatura początkowa żywności:
stałość budowy i składu konserwy - różnice w budowie konserw danej partii powodują różnice w szybkości nagrzewania i ochładzania w tym samym liczbie sterylizacji .Wahania dyfuzyjności cieplnej wsadu zwiekszaja wymagania sterylizacyjne
biologiczna kontrola wyjałowienia :
testy inkubacyjne - zawartość przetrwalników bakteryjnych (z=10, K,D) wprowadzana do konserwy przed sterylizacją z zapewnieniem jednostkowego rozkładu przestrzennego
biologiczne indykatory -dla określenia liczby sterylizacji Fo żywności ogrzewanej przez przewodzenie , przetrwalniki organizmu testowego w małej kapsułce szklanej zlokalizowano w centrum puszki - ilościowy wskaźnik jakości
indykatory czasowo-temperaturowe i temperaturowo -chemiczne -zastosowanie barwników indukujących zmieniających barwę pod wpływem zmian temperaturowo-czasowych np. chromowo-niklowe
testy enzymatyczne - mleko fosfataza alkaliczna wartość D o wartości patogenów , płynne jaja α -amylaza jej obecność wskazuje na pozytywny efekt sterylizacyjny.
WYBRANE METODY APERTYZACJI I KLASYFIKACJA STOSOWANYCH ORL:
w wodzie przy ciśnieniu atmosferycznym , jeżeli temperatura sterylizacji ma być niższa niż 100C
w parze wodnej nasyconej przy ciśnieniu wyższym od atmosferycznego jeżeli temperatura sterylizacji >100C
w wodzie przy ciśnieniu wyższym do atmosferycznego z ciśnieniem dodatkowym z sprężonego powietrza lub wody
w parze wodnej nasyconej z ciśnieniem dodatkowym z sprężonego powietrza
Autoklaw- hermetycznie zamykany zbiornik , zwiększona temperatura i ciśnienie , zawór bezpieczeństwa, termometry, (121-134C) 1,5-2,54 atmosfery .
Sterylizacja żywności przed zapakowaniem i aseptyczne pakowanie - polega na natychmiastowym ogrzewaniu produktu do temperatury 135-155oC i szybkim schłodzeniu oraz aseptycznym zapakowaniu do jałowych oraz hermetycznie zamykanych opakowań (UHT - Ultra High Temperature).
CHARAKTERYSTYKA METOD UHT :
wysoka temperatura i krótki czas
produkty o wyższych walorach sensorycznych
ograniczone stosowanie do produktów o niskiej lepkości
wysoki koszt urządzeń
wyjałowienie i utrzymanie w stanie wyjałowienia opakowań
Systemy UHT
Czynnik grzejny
gorąca woda (wstępne ogrzewanie płynnej żywności)
para wodna pod ciśnieniem - właściwy czynnik sterylizujący - wprowadzona bezpośrednio do żywności, albo pośrednio przez przegrodę metalową.
Metody bezpośredniego ogrzewania
mogą być stosowane tylko do produktow o niskiej lepkości,
odzyskanie energii cieplnej jest mniejsze niż 50%;
Metody pośredniego ogrzewania
łatwość mycia i utrzymania warunkow sterylnych,
praca przy wysokim ciśnieniu (7-10MPa) powodująca szybszy przepływ płynu niż w sterylizatorze płytowym,
ograniczenie zastosowania urządzenia do żywności o małej lepkości;
3. Sterylizacja dwustopniowa - kombinacja dwoch poprzednich metod
Etapy
sterylizacja wstępna - prowadzona w przepływie w urządzeniach płytowych lub
rurowych w temperaturze 135-141oC,
rozlew do opakowań i ich zamknięcie (uzupełniająca sterylizacja końcowa w
autoklawie - temperatura niższa lub krotszy czas niż przy jednostopniowej
sterylizacji).
METODA HTST
CHARAKTERYSTYKA URZĄDZEŃ DO PRODUKCJI UHT :
praca w temperaturze > 130C
niewielka masa produktu styka się z dużą powierzchnia wymiany do daje szybka wymianę ciepła
utrzymanie turbulencji wyjaławianego produktu
produkt musi być wciskany do zbiornika pod ciśnieniem
konieczność wyeliminowania skłonności osadzania się produktu na ściankach zbiornika
PODZIAŁ URZĄDZEŃ DO UHT :
bezpośrednie wprowadzenie pary do produktu
bezpośrednia wprowadzenie rozpylonego produktu do pary
płytowe
rurowe
hybrydowe :
przed wyjaławianiem produkt rozdzielany na ciecz i ciało stałe
odrębne wyjaławianie każdej z faz
łączenie faz
6.wymienniki cieplne gdzie produkt jest wrzucany na powierzchnię grzejna i następnie zeskrobywany
7.urządzenia aseptyczne
36. Przyczyny psucia się żywności.
W czasie niewłaściwego przechowywania występują różne przyczyny psucia się żywności. Większość produktów stanowi dobrą pożywkę dla drobnoustrojów, które w toku procesów życiowych zużywają i zmieniają składniki żywnościowe. Psucie się żywności i obniżanie jakości powodują nie tylko zmiany o charakterze chemicznym i biologicznym, ale także również i fizycznym. Przyczyną psucia się żywności jest rozwój drobnoustrojów (bakterii, drożdży i pleśni). Rozwojowi drobnoustrojów sprzyja przede wszystkim nadmierna wilgotność produktu lub otoczenia (powietrza) oraz temperatura (15-20 °C). Aby temu przeciwdziałać, należy stosować właściwe opakowania. Produkty, na których już rozwinęły się drobnoustroje, jak np. zapleśniały chleb, wędliny i konfitury, trzeba natychmiast usunąć. Jeżeli spleśnienie jest niewielkie, powierzchniowe, można po usunięciu pleśni i przegotowaniu na przykład (wędliny) lub przesmażeniu (konfitury) dany produkt przeznaczyć do spożycia. Przetwory, które łatwo ulegają zapleśnieniu i fermentacji i są przechowywane po uprzednim wyjałowieniu jak np. konserwy, przecier pomidorowy, trzeba po otworzeniu puszki lub słoja całkowicie i szybko zużytkować.
Powodem psucia się żywności mogą być procesy fizykochemiczne które przebiegają bez udziału drobnoustrojów, spowodowane np. działaniem światła, powietrza, metali i temperatury. Na przykład tłuszcze pod wpływem światła słonecznego bardzo szybko jełczeją, susze owocowo-warzywne ulegają odbarwieniu, a witaminy, takie jak A i C, zostają zniszczone. Przed działaniem światła żywność przechowujemy w naczyniach z ciemnego szkła, kamionkach lub naczyniach emaliowanych. Na jakość i trwałość produktów żywnościowych niekorzystnie wpływają również metale a szczególnie, nawet w minimalnych ilościach, miedź i żelazo. Puszki z blachy białej przeznacza się do produktów suchych, sypkich, jak np. sól, cukier, kasza, mąka, grzyby. Uszkodzenie pobiały puszek powoduje wystąpienie na ich powierzchni rdzy, która również bardzo szkodliwie oddziałuje na żywność. Dlatego też nie można używać zardzewiałej puszki do przechowywania żywności. Szczególnie przydatne do przechowywania żywności, są naczynia z tworzyw sztucznych.
Istotną przyczyną psucia się owoców i warzyw jest działalność zawartych w nich enzymów - związków, które m.in. przyspieszają proces dojrzewania. To zjawisko wykorzystywane jest podczas przechowywania zimowych odmian jabłek, gruszek, ziemniaków, buraków, marchwi i cebuli. Jednakże w owocach i warzywach miękkich, których okres dojrzewania jest krótszy, czynne enzymy przyspieszają przejrzewanie i w szybkim tempie powstają wyraźne oznaki psucia się. Temu niekorzystnemu zjawisku zapobiegamy zakwaszając środowisko, w którym przechowywany będzie produkt, lub działając temperaturą do 100 °C. Dlatego do utrwalania owoców i warzyw mało kwaśnych oraz grzybów stosuje się dodatek np. kwasku cytrynowego, galaretki z porzeczek czy agrestu albo po prostu octu. Pozwala to na skuteczność utrwalania i obniżenie temperatury pasteryzacji. Niskie temperatury, np. przy zamrażaniu, na ogół hamują działanie enzymów, choć niektóre z nich są aktywne nawet podczas przechowywania produktów poniżej 0 °C. Dlatego, aby zniszczyć je, blanszuje się surowiec przed zamrożeniem. Dotyczy to np. warzyw kapustnych (kalafiora, brukselki), fasolki szparagowej, groszku zielonego itd.
37. Kryteria jakości produktów spożywczych
Jakość produktów spożywczych jest pojęciem złożonym i nie zawsze jednoznacznie rozumianym. Dla przeciętnego konsumenta jakość ta wiąże się przede wszystkim z wyglądem zewnętrznym, smakiem, zapachem i innymi cechami produktu określanymi za pomocą zmysłów. Jest to ocena najprostsza, spontaniczna, intuicyjna, decydująca z reguły o akceptacji lub odrzuceniu produktu. Dopiero w dalszej kolejności w ocenie produktu są uwzględniane inne cechy istotne, np.: sytość, a wiec zdolność do zaspakajania głodu i innych potrzeb żywieniowych. Należy przy tym pamiętać, że żywność jest tu traktowana nie tylko jako źródło psychicznej satysfakcji, że wiele potrzeb żywieniowych wynika
z tradycji, przyzwyczajeń, wierzeń itp. Samo uświadomienie potrzeb żywieniowych w dużej mierze jest uzależnione od wykształcenia i ogólnego poziomu wiedzy, przede wszystkim z zakresu takich nauk jak fizjologia i higiena żywienia.
Jakość produktów spożywczych w ujęciu kompleksowym można traktować jako zespół cech jakościowych. Cechy te albo kryteria jakości można zestawić w następujące grupy, zależnie od metod ich określania lub zespołu potrzeb zaspokajanych przez żywność:
cech organoleptyczne albo sensoryczne (wrażenia wzrokowe - barwa, wrażenia węchowe, smakowe, dotyku, słuchowe),
wartość odżywcza (zawartość białka, tłuszczu węglowodanów, witamin, składników mineralnych),
wartość zdrowotna (brak jakichkolwiek zagrożeń dla zdrowia po spożyciu, czynniki chemiczne, mikrobiologiczne, pasożytnicze, radiologiczne),
dyspozycyjność (trwałość, sposób zapakowania, łatwość przygotowania posiłku, duże skoncentrowanie składników żywności).
38. Procesy fermentacyjne w technologii żywności.
Termin fermentacja jest używany w celu określenia procesu beztlenowego zdobywania energii przez drobnoustroje. W znaczeniu technicznym i bardziej praktycznym odnosi się również do tlenowych katabolicznych przemian bakteryjnych, drożdżowych lub pleśniowych, których rezultatem są produkty częściowego tylko odwodornienia (utleniania) substratu.
W technologii żywności drobnoustroje wykorzystuje się do przetwarzanie surowców spożywczych, modyfikowania i utrwalania żywności, otrzymywania składników odżywczych, enzymów, alkoholi, kwasów organicznych, barwników i wielu innych związków, będących metabolitami tej przemiany.
Podczas przetwarzania surowców, modyfikowania żywności i jej biologicznego utrwalania korzystamy z działalności życiowej drobnoustrojów, bądź występujących w sposób naturalny już
w nich np. w kiszonej kapuście czy ogórkach, bądź celowo dodawanych w postaci szczepionek, zakwasów np. w produkcji sera, wina czy chleba. Dalsze postępowanie polega na stworzeniu odpowiednich warunków do działalności drobnoustrojów, aby zamierzone zmiany w surowcu
i żywności były jak najkorzystniejsze ze względu na jakość gotowego produktu. Po osiągnięciu tych przemian drobnoustroje są albo usuwane np. przez wirownie lub filtrowanie w produkcji piwa, albo pozostają w produkcie żywe względnie inaktywowane np. w fermentowanych napojach mleczarskich.
Najbardziej znane procesy fermentacyjne:
Fermentacja alkoholowa: proces bezwzględnego rozkładu cukrów, zachodzących zwykle pod wpływem drożdży Saccharomyces cerevisiae. Wykorzystywana w technologii gorzelnictwa, winiarstwa, piwowarstwa, piekarnictwie (spulchnianie ciasta) i w mleczarstwie (wyrób niektórych napojów fermentowanych z mleka lub serwatki). W wyniku fermentacji alkoholowej prowadzonej pod wpływem drożdży, obok alkoholu etylowego, dwutlenku węgla, powstają produkty uboczne tj. kwas octowy, bursztynowy, aldehyd octowy, metanol, wyższe alkohole tzw. fuzle.
C6H12O6 → 2C2H5OH + 2CO2
Fermentacja mlekowa: wykorzystywana do produkcji kwaśnych napojów z mleka lub serwatki (zsiadłe mleko, jogurt, kefir), przy ukwaszeniu śmietany przed jej zmaślaniem, przy kiszeniu np. kapusty i ogórków, w procesie przygotowania cista chlebowego z mąki żytniej oraz tzw. silosowaniu pasz zielonych. Wykorzystywanie różnych czystych kultur pałeczek kwasu mlekowego do wyrobu jogurtu lub niektórych serów, gorzelnictwa rolniczego, a w szczególności przy produkcji kwasu mlekowego np. z melasy czy doprawionych roztworów cukru. Spotykana jest również w przemyśle mięsnym, przy produkcji wyrobów fermentowanych czy surowo-dojrzewających. Wyniku przemian biochemicznych zachodzących podczas fermentacji mlekowej powstają specyficzne charakterystyczne walory smakowo-zapachowe.
6H12O6 -> 2CH3 • CHOH • COOH + 94 kJ (22,5 kcal)
Fermentacja octanowa: utlenianie etanolu do kwasu octowego pod wpływem bakterii octowych (Acetobacter). Oprócz produkcji kwasu octowego ten typ fermentacji wykorzystuje się także do utleniania alkoholi drugorzędowych do ketonów, glicerol do dihydroksyacetonu, sorbitol do sorbozy, ta ostatnia przemiana ma szczególne znaczenie, gdyż sorboza stanowi substancję wyjściową
w chemicznej syntezie witaminy C (kwasu L-askorbinowego).
39. Zastosowanie enzymów w przemyśle spożywczym.
W przemyśle spożywczym wykorzystuje się dość powszechnie enzymy pochodzenia:
zwierzęcego (np. amylaza, lipaza, proteaza),
roślinnego (np. papaina, chemopapaina, bromelaina, ficyna),
mikrobiologicznego (np. ksynalaza, esteraza kwasu ferulowego).
bromelina służy do zmiękczania mięsa
papaina- Jest składnikiem sosów nadających kruchość potrawom mięsnym i soli zmiękczającej mięsoWykorzystywana jest także do zwiększania odporności piwa na niskie temperatury oraz do produkcji kremów antycellulitowych
W postaci:
surowej - wysuszony i rozdrobniony słód,
odpowiednio spreparowane całe komórki drobnoustrojów,
preparatów zawierających enzymy o różnym stopniu rozdrobnienia.
Zastosowanie enzymów w branży spożywczej przynosi wiele korzyści. Pozwala ono na m.in. na:
przyspieszenie wielu procesów technologicznych,
uzyskanie produktów o korzystnie zmienionych cechach jakościowych lub zupełnie nowych produktów,
lepsze wykorzystanie surowców tradycyjnych i niespotykanych dotąd w przemyśle spożywczym, w tym również odpadów przemysłowych.
Enzymy wykorzystywane w technologii żywności mają zwykle charakter degradacyjny - kataboliczny, polegający przeważnie na hydrolitycznym rozpadzie substratu (wielocukru, białka, tłuszczu, lub innych substancji).
Amylazy znajdują zastosowanie w:
w gorzelnictwie rolniczym: przy zacieraniu i cukrowaniu surowców skrobiowych (głównie ziemniaków, żyta lub kukurydzy), alfa i beta amylaza
w browarnictwie: przy scukrzaniu skrobi zawartej w samym słodzie (w wyniku czego otrzymuje się brzeczkę),
w piekarstwie: w celu wytworzenia cukrów ze skrobi w cieście, co ułatwia fermentację ciasta oraz przedłuża świeżość pieczywa,
w przetwórstwie krochmalniczym: przy modyfikowaniu cech fizycznych mączki ziemniaczanej oraz w przy produkcji syropów,
w produkcji różnego rodzaju odżywek, szczególnie dla dzieci,
w cukiernictwie: do hydrolizy odpadów cukierniczych i uzyskiwania z nich cukru.
W przemyśle spożywczym preparaty enzymów celulolitycznych (celulazy, hemicelulozy, pentozanazy) stosuje się do trawienia tkanek roślinnych i ich rozluźnienia, co ułatwia wydobywanie soku z owoców, brzeczki browarniczej, skrobi z komórek ziemniaka, olejków eterycznych z różnych części roślin, ekstraktu z nasion kawy.
Enzymy pektynolityczne w branży spożywczej najpowszechniej stosuje się w winiarstwie przy tłoczeniu soków i klarowaniu wina, w produkcji soków owocowych, napojów bezalkoholowych
i konserw owocowych (w celu zapobiegania powstawania żelu w sokach skoncentrowanych),
w produkcji wódek i likierów (skraca się czas klarowania morsów), w produkcji kawy i koncentratów kawowych (usuwanie warstwy żelu z powierzchni ziaren kawy surowej).
Sacharoza stosowana jest w produkcji cukierniczej, do przygotowania syropów cukru inwertowanego używanego do wyrobu sztucznego miodu, cukierków, marmolad, konfitur, likierów.
Laktaza znajduje zastosowanie w przemyśle mleczarskim, fermentacyjnym, w produkcji odżywek dla niemowląt. W wyniku enzymatycznej hydrolizy laktozy w mleku lub serwatce zapobiega się grubej krystalizacji tego cukru w zagęszczonym mleku słodzonym, w lodach mlecznych, zwiększa się przyswajalność cukru mlekowego przez osoby nie wytwarzającej dostatecznej ilości laktazy (nietolerancja laktazy), modyfikuje się procesy fermentacji laktozy i soi aga pełniejsze wykorzystanie serwatki (np. do produkcji etanolu, wina serwatkowego, komponentów paszowych).
Preparaty zawierające lipazy są stosowane w mleczarstwie w celu przyspieszenia dojrzewania serów, znajdują także zastosowanie przy odtwarzaniu zapachu mlecznego w niektórych preparatach spożywczych, jak mleko kakaowe lub w produktach o osnowie czekoladowej.
Dzięki zastosowaniu enzymów proteolitycznych można, przyśpieszenie dojrzewania mięsa, podnieść delikatność, kruchość mięsa; plastyczność ciasta chlebowego lub smarowność sera, przy jednoczesnej poprawie smakowitości tych produktów.
Znalazły one również zastosowanie w piwowarstwie, używa się ich w celu rozpuszczenia białek i zapobieżeniu zmętnienia piwa przy jego chłodzeniu. Enzymów tych używa się w celu polepszenia rozpuszczalności żywności sproszkowanej, przyspieszenia dojrzewania solonych
i marynowanych śledzi czy modyfikowaniu białek.
Transferazy
Reakcja transglutaminazy- łączenie pojedynczych włókien mięśniowych w większe kawałki. Np. wykorzystywanie skrawków mięsa do przygotowania wyrobów garmażeryjnych.
40. Wpływ utrwalania termicznego na jakość żywności.
Utrwalanie metodą chłodzenia i zamrażania
Żywność mrożona nie jest nieograniczenie trwała. Wprawdzie w stałej niskiej temperaturze rzędu -20 °C rozwój drobnoustrojów jest zahamowany i występuje często znaczny spadek liczby zwłaszcza bakterii, to jednak o pogarszającej się w toku składowania jakości żywności decydują zmiany chemiczne i biochemiczne. Zmiany chemiczne spowodowane są autooksydacją tłuszczów, zaś biochemiczne, działaniem hydrolaz i oksydaz. Na skutek działania tych enzymów, zbyt długo składowana żywność może mieć zmieniony zapach (jełki) i podlegać powierzchniowemu ciemnieniu lub brunatnieniu. W trakcie zamrażania następują ubytki składników mineralnych. Białka w czasie zamrażania ulegają denaturacji. Tłuszcze w czasie chłodzenia jełczeją i tacą wartości smakowe
i witaminowe. Zamrożone i przechowywane w temperaturze -18 °C nie zmieniają swych właściwości
i mogą być przechowywane do 1 roku. Mrożenie pozwala na zachowanie najwięcej składników odżywczych: witamin, składników mineralnych, białek i tłuszczy.
Utrwalanie za pomocą ogrzewania
W technologii żywności unika się zbyt wysokiego ogrzewania żywności, ponieważ może ono wywoływać wiele niekorzystnych zmian w składnikach termolabilnych, obniżając ich wartość biologiczną.
Pasteryzacja pozwala zachować własności smakowe i odżywcze produktu i nie wywołuje rozpadu zawartych w nich witamin, może ułatwić proces trawienia białek. Wysoka temperatura sterylizacji obróbki powoduje niekorzystne zmiany jakościowe (smak, zapach, konsystencja). Długotrwałe działanie wysokich temperatur powoduje nieodwracalną denaturację białka, a w obecności tlenu powstanie struktury lizynoalaninowych
41. Wpływ ogrzewania na jakość żywności
1). obniżenie wartości odżywczej produktu - najbardziej wrażliwe na ogrzewanie są niektóre witaminy np. C, B1, B12:
w wysokich temperaturach mogą tworzyć się substancje trujące i kancerogenne, np. heterocykliczne aminy aromatyczne, powstające podczas obróbki termicznej białkowych produktów żywnościowych, szczególnie podczas długotrwałego smażenia mięsa
w temperaturze > 150 °C:
reakcje Maillarda,
akryloamid.
2). lepsza przyswajalność składników pokarmowych, szczególnie białek - umiarkowana ich denaturacja ułatwia proces ich trawienia. Niektóre typy białek np. kolagen nie byłyby w ogóle wykorzystywane przez organizm ludzki bez długotrwałego ogrzewania,
3). inaktywacja drobnoustrojów i enzymów powodujących psucie się żywności:
inaktywacja zachodzi np. podczas blanszowania (enzymy mogą być niejednokrotnie bardziej oporne na ogrzewanie niż bakterie),
4). uzyskanie odpowiednich cech sensorycznych: barwy, smaku, aromatu, np. karmelizacja służy nadaniu pożądanej barwy, zapachu m. in. produktom piekarskim, słodyczom, ziarnom kawy (usunięcie wody z cukru),
5). rozkładanie substancji antyodżywczych (np. w wytłokach - po wyciśnięciu oleju jest też pozostałość białek, które zawierają substancje antyodżywcze - trzeba je podgrzać aby te substancje rozłożyć), na pasze dla bydła.
42. Teoria płotków w technologii żywności.
Tak zwany system kombinowanego utrwalania produktów. Rozwój mikroorganizmów jest skutecznie zahamowany w wyniku działania wielu czynników, z których każdy działając pojedynczo jest mało skuteczny.
Przeszkodami są parametry inaktywujące mikroorganizmy, jak:
temperatura,
aktywność wody,
obecność tlenu lub innych gazów obojętnych,
pH środowiska,
ciśnienie osmotyczne,
które mogą uszkodzić kilka lub przynajmniej jeden z mechanizmów homeostatycznych mikroorganizmów. Synergistyczne działanie tych czynników zapewnia stabilność mikrobiologiczną, pomimo stosowania niezbyt drastycznych dawek poszczególnych czynników.
Teoria płotków opiera się na 5 wcześniej wymienionych czynnikach, warunkujących wzrost
i inaktywację drobnoustrojów.
Uwzględniając charakter produktu i najczęściej występującą na nim mikroflorę, dobiera się taki zestaw powyższych czynników, aby drobnoustroje z żywności usunąć lub uczynić je niegroźnymi. Każdy czynnik to kolejny płotek. Przy tym istotne jest to, że konserwanty chemiczne są ostatnim płotkiem, stosowanym tylko wtedy, gdy inne w sposób niedostateczny hamują działanie drobnoustrojów lub gdy inne sposoby spowodowałyby usunięcie z żywności poza drobnoustrojami także większość składników odżywczych.
Metody konserwowania żywności:
temperatura: - działanie wysokiej temp./ obróbka termiczna, pasteryzacja, sterylizacja,
- działanie niskiej temp./ mrożenie, chłodzenie.
dostępność tlenu: pakowanie próżniowe lub w atmosferze modyfikowanej,
aktywność wody: suszenie, suszenie sublimacyjne,
pH środowiska : kwaszenie, marynowanie (kwasy organiczne - octowy, mlekowy, cytrynowy),
ciśnienie osmotyczne: dod. soli, cukru.
Metoda płotków polega na umiejętnym łączeniu powyższych sposobów konserwowania żywności, przy czym bardzo istotne jest aby:
w pierwszej kolejności stosować metody najmniej inwazyjne („najbardziej naturalne”),
stosować minimalną ilość płotków,
dobierać płotki tak, aby całkowicie eliminować zagrożenie ze strony drobnoustrojów,
dobierać płotki tak, aby minimalnie ingerować w jakość organoleptyczną i skład odżywczy produktu.
W technikach utrwalania żywności mogą być wykorzystywane również substancje o działaniu antymikrobiologicznym jak kwas mlekowy czy bakteriocyny.
Praktyczne znaczenie technologii przeszkód polega m.in. na obniżeniu kosztów poprzez oszczędność nakładów energetycznych, jakie są ponoszone w technologiach tradycyjnych utrwalania żywności (mrożenie, sterylizacja) czy w czasie dystrybucji i składowania żywności
43. Zagęszczanie
Cel: zwiększenie koncentracji składników suchej substancji,a w konsekwencji jej utrwalanie
Usunięcie wody z produktów prowadzi do wielokrotnego zmniejszenia ich objętości oraz masy co decyduje o zapotrzebowaniu na opakowania oraz o kosztach transportu i magazynowania.
Proces zagęszczania dotyczy soków owocowych, warzywnych lub mleka . Większość znanych metod zagęszczania polega na usuwaniu wody, tylko nieliczne na- zwiększeniu stężenia skłasników s.s przez dodatek substancji np. sacharozyw tehnologii dżemów i galaretek.
Często zagęszanie jest etapem wstępnym przed suszeniemi decyduje o jakości gotowego produktu oraz o zmniejszeniu kosztów usuwania wody.
Proces zagęszczania charakteryzuje się stopniem koncentracji, który określa się stosunkiem masyroztworu przed zagęszczeniem do masy roztworu zagęszczonego lub stosunkiem procentowej zawartości suchej substancji w koncentracie i w roztworze przed zagęszczeniem.
Metody:
zagęszczanie - stosowane z reguły do usuwania wody z ciał płynnych do zawartości ok. 30% przez transport molekularny i turbulentny w procesie ustalonym. Dzieli się na :
równowagowe - w którym następuje przemiana faz i maksymalny rozdział wody jest uzyskiwany w momencie osiągnięcia równowagi fazowej wszystkich składników znajdujących się w fazie zagęszczanej i zagęszczającej; należą tu: odparowanie, kriokoncentracja i klatracja
nierównowagowe - zachodzące bez przemiany faz i przy zastosowaniu membran selektywnie przepuszczających wodę ; należą tu :osmoza, odwrócona osmoza,ultrafiltracja
W praktyce stosuje sie wiele metod zagęszczania, najczęściej są to : odparowanie lub wymrożenie wody oraz zagęszczenie metodami membranowymi.
Aktulanie do zagęszczenia roztworów przez odparowanie wody stosuje się aparaty wyparne,
w których proces prowadzi się pod obniżonym ciśnieniem, a ciepło niezbędne do odparowania wody dostarcza się za pośrednictwem pary.
Wyparki mogą działać w sposób okresowy lub ciągły (m podział ze wzgędu na rodzaj pracy) lub
(w zależności od ciśnienia wewnątrz apratu) na pracujące pod ciśnieniem podwyższonym, atmosferycznym (wyparki otwarte) lub obniżonym(wyparki próżniowe).
W celu weeliminowania strat substancji aromatycznych stosuje się inne metody np. kriokoncentrację czyli zagęszczanie przez wymrażanie wody. Procest ten zmierza do otrzymania wysokowartościowych koncentratów przy zmniejszonym zużyciu energii. Zagęszczanie przez wymrażanie oparte jest na równowadze składników suchej substancji i cieczy. Typowy zestaw urządzenia do zagęszczenia metodą wymrażania składa się z 3 części :
krystalizatora,
wirówki,
wymiennnika ciepła.
Klatracja- polegająca na dodaniu do roztworu oczyszczanej substancji związku chemicznego tworzącego spontanicznie z wodą klatratowe hydraty. Hydraty te wypadają z roztworu w formie kryształów, dzięki czemu można je łatwo usuwać z końcowego produktu. Metoda ta jest m.in. stosowana przy odwadnianiu żywnośc
W ostatnich latach szczególną uwagę przywiązuje się do zagęszczania roztworów metodami membranowymi takimi jak ultrafiltracja, diafiltracja, osmoza, odwrocona osmoza.
Do nietradycyjnych metod zagęszczania zalicza się działanie ultradźwięków. W praktyce wykorzystano efekty cieplne powstające przy oddziaływaniu ultradźwięków z roztworami.
44. Rola fermentacji mlekowej w technologii żywności.
Fermentacją mlekową, proces fermentacji węglowodanów do kwasu mlekowego.
Fermentację mlekową można podzielić na dwa typy:
fermentację właściwą; wywoływaną przez bakterie mlekowe,
fermentacją niewłaściwą; wywoływaną przez różne rodzaje bakterii, np. Escherichia, Micrococcus, Microbacterium, licznie rozpowszechnione w przyrodzie.
Właściwa fermentacja mlekowa jest wywoływana przez bakterie mlekowe homofermentatywne.
Jej przebieg można przedstawić za pomocą następującego równania sumarycznego:
C6H12O6 → 2CH3 • CHOH • COOH + 94 kJ (22,5 kcal)
Laktoza w mleku, fruktoza w warzywach. Bakterie właściwej fermentacji mlekowej fermentują przede wszystkim cukry proste (heksozy) i dwucukry, a nie fermentują z reguły pentoz oraz cukrów złożonych.
Fermentacja wywołana przez bakterie pseudomlekowe charakteryzuje się tym, że kwas mlekowy jest tylko jednym z produktów, a ponadto powstaje tlenek węgla IV, kwas octowy, alkohol etylowy i inne.
Właściwą fermentację mlekową wywołują bakterie mlekowe zaliczane do rodzajów:
Lactococcus - paciorkowce homofermentatywne (Lactococcus lactis paciorkowiec
mlekowy, Lactococcus cremoris - paciorkowiec śmietanowy)Leuconostoc - paciorkowce heterofermentatywne (Leuconostoc citrovorum - bywa używany jako dodatek do zakwasów przy wyrobie masła)
Lactobacillus - pałeczki homo- i heterofermentatywne (Lactobacillus bulgaricus - pałeczka bułgarska występująca w jogurcie, Lactobacillus viridescens - powoduje zielenienie mięsa peklowanego i surowych kiełbas).
Zastosowanie bakterii mlekowych w przemyśle spożywczym:
w przemyśle mleczarskim (produkcja napojów mlecznych fermentowanych, ukwaszanie mleka, śmietanki, dojrzewanie serów),
w przemyśle warzywnym (kwaszenie ogórków i kapusty),
w przemyśle mięsnym (produkcja wędlin surowych, np. metka , salami), biorą udział
w przemianach mikrobiologicznych zachodzących w wędlinach surowych (metka, salami) podczas ich produkcji i przechowywania. Bakterie te oprócz bakterii denitryfikacyjnych współuczestniczą w kształtowaniu barwy, konsystencji, smakowitości i zapachu wędlin surowych,w przemyśle piekarskim (wchodzą w skład zakwasów chlebowych, używanych przy produkcji pieczywa żytniego).
Szkodliwe działanie bakterii mlekowych w przemyśle spożywczym:
Do bakterii mlekowych szkodliwych w przemyśle mleczarskim należą: niektóre bakterie właściwej fermentacji mlekowej, jak np.:
Odmiana paciorkowca mlekowego, który wytwarza dużo śluzu, powodując ciągliwość mleka.
Pałeczki okrężnicy, wywołujące różne wady mleka (oborowy smak i zapach, porozrywany skrzep), wczesne wzdęcia serów, wady masła (gorzki smak, oborowy zapach).
Bakterie mlekowe są również niepożądane we wszystkich przemysłach opartych na fermentacji alkoholowej, a więc w przemyśle gorzelniczym, piwowarskim i winiarskim. Bakterie mlekowe heterofermentatywne wytwarzają różne produkty uboczne, które wpływają hamująco na drożdże. Bakterie te wywołują wiele wad piwa, takich jak: zmętnienie, kwaśnienie i inne. Bakterie mlekowe mogą rozwijać się też w leżakujących winach. Zamieniają one kwas cytrynowy i jabłkowy na kwas mlekowy i tlenek węgla IV Heterofermentatywne paciorkowce (Leuconostoc mesenteroides) są przyczyną śluzowacenia soków dyfuzyjnych w cukrownictwie. Bakterie mlekowe są też szkodnikami w przemyśle drożdżowym. Jeżeli rozwiną się one w znacznym stopniu w czasie produkcji drożdży, to powodują one obniżenie siły pędnej drożdży oraz zahamowanie ich rozwoju. Są też przyczyną śluzowacenia oranżad. Wykorzystuje się ją przy:
zakwaszanie żywności jako metoda jej utrwalenia,
gorzelnictwo, zahamowanie rozwoju niekorzystnej mikroflory,
przygotowanie różnych napojów kwaśnych z mleka bądź serwatki pozwala na uzyskanie odpowiednich cech sensorycznych,
przygotowanie ciasta chlebowego, czynnik utrwalający oraz pozwalający na uzyskanie odpowiednich cech sensorycznych,
silosowanie pasz.
45. Procesy fizykochemiczne w technologii żywności.
Do procesów i operacji fizykochemicznych można zaliczyć:
krystalizację,
aglomerowanie,
sorpcję (adsorbcja, absorpcja, desorbcjia),
koaugulację i żelifikację,
tworzenie emulsji.
Krystalizacja- wydzielanie fazy stałej w postaci kryształków z fazy płynnej (z roztworu lub stopu) lub z gazowej. Wydzielanie kryształków z fazy gazowej nazywa się kondensacją sublimacyjną.
Warunkiem koniecznym do powstawania fazy krystalicznej z fazy ciekłej jest przesycenie roztworu, które w praktyce uzyskuje się albo przez zmianę temperatury roztworu nasyconego, albo przez usunięcie części rozpuszczalnika(np. przez odparowanie), bądź też obydwoma sposobami razem.
W technologii żywności krystalizacja jest stosowana do różnych celów z których dwa są dominujące:
wydzielanie z surowca składnika w czystej postaci krystalicznej,
krystalizacja składnika bez wydzielania go z gotowego produktu.
W wypadku pierwszym, wykrystalizowany składnik stanowi główny produkt końcowy (np. cukry, kwasy spożywcze, witaminy, aminokwasy).
W drugim wypadku, wykrystalizowane, składniki nie są usuwane z przetwarzanego surowca, a jakość gotowego produktu (lodów spożywczych, margaryny, masła, czekolady) zależy w dużym stopniu od tego, jak małe są kryształki. Ważne jest, by były jak najmniejsze, wtedy bowiem nie są np. wyczuwalne podczas konsumpcji i nie powodują grysikowatość.
Przykłady krystalizacji
Krystalizacja sacharozy - w produkcji cukru w przemyśle cukrowniczym jest przykładem krystalizacji składnika z roztworu.
Krystalizacja tłuszczu - jest przykładem krystalizacji stopu
Aglomerowaniem określa się ogólnie łączenie cząstek małych w większe. Proces ten przeprowadza się głównie w przypadku materiałów sypkich, a więc sproszkowanych. Dzięki złączeniu drobnych cząstek w większe, ale o porowatej strukturze, produkt nabiera nowych cennych właściwości, np. nie rozpyla się podczas mieszania, dozowania lub pakowania, ma zmniejszoną higroskopijność, lepszą zwilżalność, opadalność i prawie natychmiastową roztwarzalność w roztworach wodnych. Aglomerowanie znalazło zastosowanie w przypadku otrzymywania produktów spożywczych takich jak: mleko w proszku, cukier puder, ekstrakty kawy, herbaty, kakao, zupy błyskawiczne, napoje owocowe i warzywne w proszku, suche syropy, dekstryna czy odżywki.
Sorpcja jest procesem zachodzącym podczas zetknięcia się dwu faz polegającym bądź na adsobrbcji, czyli zwiększeniu lub na zmniejszeniu stężenia na granicy faz. Bądź na adsorpcji, czyli na pochłanianiu substancji i równomiernym jej rozprowadzeniu w całej masie jednej z faz
Operacje w technologii żywności wykorzystujące adsorpcję:
adsorbowanie na powierzchni cieczy substancji powierzchniowo czynnych (wykorzystuje się w procesie mycia, w wytwarzani u stabilizacji różnych układów dyspersyjnych typu emulsji pian),
wymiana jonów absorbentu z jonami znajdującymi się w roztworze (zastosowanie
w odkwaszaniu żywności, usuwaniu soli mineralnych z mleka i z serwatki przy produkcji odżywek, otrzymywaniu laktozy).
Absorbent: węgiel aktywny, ziemia bieląca, żelatyna agar, skrobia modyfikowana.
Proces absorpcji w przemyśle spożywczym wykorzystywany jest w:
siarkowaniu win,
konserwowaniu moszczów za pomocą CO2,
w produkcji wina szampańskiego oraz różnych napojów gazowanych.
Desorbcja to zjawisko odwrotne do adsorpcji lub absorpcji i w technikach jest wykorzystywane przy takich zabiegach, jak:
desulfitacja przecierów, miazg,
regeneracja adsorbentów,
gazowe opakowanie np. przez usuwanie powietrza z proszku mlecznego w celu wprowadzenia na jego miejsce gazu nieczynnego w rodzaju azotu lub CO2.
Koagulacja - to proces łączenia cząstek koloidowych w większe. Proces ten jest charakterystyczny dla układu koloidowego, w którym wymiary cząstek składających się na fazę rozproszoną wynoszą od 1- 500 nm. Cechą charakterystyczną koloidów jest galaretowacenie lub żelowanie, tj. samorzutne przechodzenie ze stanu rozpuszczalnego - zolu w stan półstały - żelu. Żelifikacjia polega na łączeniu cząstek koloidowych w struktury wewnętrzne złożone z trójwymiarowego usieciowania, stanowiącego szkielet wewnątrz którego zostaje unieruchomiona faza ciągła układu
Procesy te są wykorzystywane w:
przemyśle mleczarskim - przy wyrobie serów, napojów fermentowanych, kazeiny,
przemyśle owocowo warzywnym do otrzymywania galaretek, dżemów, marmolad,
przemyśle koncentratów spożywczych - w produkcji kisieli i budyniów.
Tworzenie emulsji
Emulsja to makroskopowy jednorodny układ dyspersyjny dwóch nie mieszających się ze sobą cieczy. Jedna z tych cieczy występuje w postaci drobnych oddzielnych kuleczek i stanowi tzw.: fazę zdyspergowaną, rozproszoną, natomiast druga ciecz, w której są zawieszone kuleczki, nosi nazwę fazy dyspergującej, ciągłej albo zewnętrznej. W technologii żywności najczęściej spotyka się emulsje,
w których jedną z faz jest woda z rozproszonymi w niej solami i substancjami organicznymi tzw. faza wodna, natomiast drugą jest tzw. faza olejowa. Utworzenie emulsji zależy głównie od mechanicznego rozdrobnienia (homogenizacji) , ale i od emulgatora - substancji obniżającej napięcie powierzchniowe na granicy faz.
Naturalne emulsje: mleko
Sztuczne: sosy, majonezy, margaryna, emulsje napojowe,
46. Metody utrwalania a jakość żywności
Niskie temperatury
chłodnictwo (-2÷2 °C),
zamrażalnictwo (poniżej -18 °C).
Obniżenie temperatury mięsa do 0-40C w znacznym stopniu hamuje przemiany enzymatyczne, a także rozwój dbn. Żywność mrożona są to produkty poddane zamrożeniu w celu maksymalnego zabezpieczenia cech organoleptycznych oraz wartości odżywczej. Mrożenie jest jedną
z najskuteczniejszych metod utrwalania żywności i z tego powodu stosuje się je do przedłużania trwałości bardzo licznej grupy surowców, półproduktów i produktów spożywczych.
Znane są następujące metody zamrażania:
owiewowe w tunelach,
kontaktowe,
immersyjne,
niekorzystne oddziaływanie składników kąpieli na produkty i urządzenia, Podatnośd
stosowanych chłodziw na zmiany mikrobiologiczne, wywołane rozwojem
drobnoustrojów (głównie mikrokoków) na pożywkach zawierających ługowane z
produktów substancje azotowe
kriogeniczne
Wysokie temperatury
Utrwalanie przez ogrzewanie wynika z zachodzącej w podwyższonej temperaturze inaktywacji cieplnej drobnoustrojów i enzymów. Pożądaną temperaturę ogrzewania surowców można osiągnąć
w środowisku odpowiednio dobranym do rodzaju ogrzewania. Mogą występować takie czynniki grzejne, jak:
woda gorąca (gotowanie, parzenie, pasteryzacja),
woda przegrzana (sterylizacja),
para nasycona (sterylizacja),
gorące powietrze (pieczenie, temp. 160-190 °C),
rozgrzany tłuszcz (smażenie, temp. 120-180 °C),
woda - para wodna - tłuszcz (duszenie pod przykryciem).
Suszenie
Działanie utrwalające procesu suszenia polega na obniżeniu zawartości wody produktach spożywczych do poziomu uniemożliwiającego rozwój drobnoustrojów i zmniejszającego szybkość przebiegu wielu reakcji enzymatycznych i nieenzymatycznych. Zabezpieczenie przed rozwojem mikroorganizmów uzyskane zostaje przy obniżeniu zawartości wody w produkcie do około 15%, natomiast zahamowanie przemian typu enzymatycznego, a zwłaszcza nieenzymatycznego brunatnienia wymaga obniżenia zawartości wody poniżej 5%. Najlepszą metodą suszenia ze względu na jakość końcowego produktu, jest odwadnianie sublimacyjne, zwane liofilizacją. Polega ono na usuwaniu wody z zamrożonego produktu przez sublimację lodu, czyli bezpośredniego jego przejścia
w stan pary z pominięciem stanu ciekłego, co uzyskuje się w wyniku obniżenia ciśnienia. Następuje to przy odpowiednio niskiej prężności pary wodnej w atmosferze. Podczas odwadniania sublimacyjnego produkt znajduje się w stanie zamrożonym, wskutek czego jego mikrostruktura i właściwości zostają zachowane w maksymalnym. Produkty wysuszone ta metodą zachowują pierwotną objętość i łatwo wchłaniają wodę po zanurzeniu w wodzie. Barwa, zawartość witamin, nienasyconych kwasów tłuszczowych i innych składników mięsa zmienia się w nieznacznym stopniu.
Wędzenie
Wędzenie jest to proces nasycenia produktów żywnościowych dymem wędzarniczym. Prowadzi się go w celu utrwalenia oraz nadania mu pożądanych cech organoleptycznych, takich jak smak, zapach
i barwa. Utrwalające działanie dymu wędzarniczego wynika z jednoczesnego ogrzewania, suszenia
i przesycenia chemicznymi składnikami dymu. Silne działanie bakteriostatyczne mają zawarte
w dymie fenole.
Solenie
Mechanizm utrwalającego działania chlorku sodu związany jest z odwodnieniem środowiska wskutek przeniknięcia wody z tkanek do stężonego roztworu zewnętrznego oraz związania wody przez jony soli wnikające do produktu. Możliwość rozwoju drobnoustrojów jest więc ograniczona. Sól kuchenna jest czynnikiem bakteriostatycznym. Utrata wody powoduje wzrost ciśnienia osmotycznego, co hamują rozwój bakterii gnilnych oraz pleśni.
Peklowanie
Funkcje peklowania mięsa to m.in.:
nadanie mięsu charakterystycznej różowo-czerwonej barwy i zabezpieczenie jej trwałości,
uzyskanie pożądanych właściwości sensorycznych dla wyrobów peklowanych,
utrwalenie wyrobów mięsnych przez wykorzystanie bakteriostatycznych właściwości związków chemicznych użytych do peklowania oraz zabezpieczenie przed rozwojem bakterii wywołujących zatrucia pokarmowe, szczególnie Clostridium botulinum.
Konserwanty/przeciwutleniacze/dodatki
Zadaniem substancji konserwujących jest zapobieganie niekorzystnym zmianom surowca i produktów w czasie przechowywania, czyli w okresie od wyprodukowania do spożycia. Konserwanty chemiczne powinny być stosowane do utrwalania produktów spożywczych tylko wtedy, gdy nie można zastąpić tego innymi metodami utrwalania. Działanie konserwantów polega na oddziaływaniu na procesy biochemiczne komórki
drobnoustrojów. W szczególności wywołują one następujące:
działają niszcząco na ścianę komórkową lub błonę cytoplazmatyczną,
ingerują w mechanizm genetyczny,
uszkadzają systemy enzymatyczne poprzez inaktywację niektórych enzymów oraz składników niezbędnych dla rozwoju drobnoustrojów.
Jednym z czynników ograniczających trwałość produktów spożywczych są procesy utleniania. W ich wyniku powstają niekorzystne zmiany cech sensorycznych: zapachu, barwy
i smaku. Działanie przeciwutleniaczy, jako dodatków do żywności, ma na celu zapobieganie utlenianiu tlenem powietrza substancji nietłuszczowych, najczęściej przy udziale enzymu surowca (np. brunatnienie mięsa), tłuszczów, zwane potocznie jełczeniem.
Wysokie ciśnienia
Pakowanie
System pakowania w modyfikowanej atmosferze (MAP) polega na zastąpieniu powietrza
w opakowaniu mieszaniną gazów o składzie odpowiednio dobranym, w zależności od rodzaju pakowanego produktu. Pakowanie próżniowe daje szczególny rodzaj ochrony. Dla artykułów spożywczych oznacza to ochronę przed rozwojem mikroorganizmów, a tym samym wydłużenie trwałości. W porównaniu z pakowaniem standardowym pakowanie próżniowe pozwala na wydłużenie trwałości chłodniczego przechowywania nawet pięciokrotnie. Z opakowania wyeliminowane jest powietrze, co uniemożliwia rozwój drobnoustrojów. Ograniczone jest też wysychanie, co pozytywnie wpływa na zmiany zabarwienia zewnętrznej powierzchni produktu.
Opakowania aktywne i inteligentne:
opakowania zawierające pochłaniacze tlenu,
opakowania zawierające pochłaniacze wody,
emitery i absorbenty zapachów,
emitery alkoholu i dwutlenku węgla,
folie antybakteryjne,
integratory czasu i temperatury,
wskaźniki świeżości,
wskaźniki ubytku tlenu i dwutlenku węgla (nieszczelności).
47. Systemy kontroli jakości żywności.
Producent zapewnia gwarantowaną jakość przez:
kontrolę jakości produktu,
kontrolę jakości w procesie powstawania produktu,
zaprogramowanie gwarantowanej jakości.
W zakładzie stosuje się:
GMP - Good Manufacturing Practice - dotyczy dobrej praktyki produkcyjnej
Dobra praktyka produkcyjna uwzględnia :
opracowanie parametrów operacji technologicznych,
utrzymanie optymalnych warunków higieny,
zapewnieni skutecznej kontroli jakości na wszystkich etapach produkcji,
prowadzenie skomputeryzowanej dokumentacji kontroli i wykorzystanie nagromadzonych danych w poszczególnych działach produkcji.
GHP - Good Hygiene Practice- dotyczy higieny pracy
GLP- Good Laboratory Practice dotyczy dobrej praktyki laboratoryjnej
HACCP
Na podstawie zagrożeń mogących powstawać podczas procesu produkcyjnego opracowano analizę zagrożeń kontroli punktów krytycznych - HCCP. Ma on charakter prewencyjny. Wyznacza się punkty kontrolne(CP) i krytyczne punkty kontrolne(CCP) i na tej podstawie określa parametry na określonym etapie. Ponadto wyznacza się przemysłowe punkty kontroli(MCP) dzięki którym określa się jakość sensoryczną. Określa zagrożenia mikrobiologiczne obecnością zagrożeń chemicznych. Działanie tego systemu ocenia się na podstawie analiz mikrobiologicznych, chemicznych i fizycznych. Stosuje się również odpowiednie normy ISO bądź ich odpowiedniki.
TQM (Total Quality Managment) system planowania jakości określany jako generalne sterowanie jakością lub zintegrowany system produkcji żywności o gwarantowanej jakości. System ten uwzględnia konkurencję i respektowanie prawa żywnościowego.
Założenia:
zangażowanie każdego pracownika w przedsiębiorstwie w doskonalenie najdrobniejszych aspektów jego
działalności. Doskonalenie to odbywa się poprzez częste drobne usprawnienia, a nie wielkie inwestycje.
Przyczyną takiego podejścia jest rachunek efektywności - inwestycja wiąże się z nakładami, a zatem
wyższa jakość, większa produkcja czy niższe koszty okupione są wcześniejszymi wydatkami.
Prawdziwy wzrost efektywności występuje, gdy ten efekt powodują setki drobnych, tanich zmian.
Optymalizowanie procesów. Wykorzystanie prostych i uniwersalnych narzędzi oraz maszyn, które
można łatwo i szybko przezbroić, maksymalizuje czas, kiedy można produkować. Synchronizacja pracy
poszczególnych stanowisk pozwala minimalizować koszty zapasów. Wykonanie zadań dobrze za
pierwszym razem sprawia, że praca nie jest destabilizowana przez ciągłe poprawki.
Przyczyną przeważającej większości problemów jakościowych jest niewłaściwe zarządzanie firmą,
organizacja pracy, motywacja. Zaledwie kilka procent błędów powodowanych jest przez pracowników
przy linii produkcyjnej.
Sukces stosowania zarządzania przez jakość jest oddalony w czasie, ponieważ dopiero długotrwałe stosowanie metod powoduje uzyskanie przewagi konkurencyjnej. Sukces musi przekładać się jednak nie tylko na działalność organizacji, ale także na korzyści dla społeczeństwa, środowiska naturalnego, itp., ponieważ przedsiębiorstwo musi brać na siebie społeczną odpowiedzialność.
Zasady:
orientacja na klienta,
przywództwo,
zaangażowanie pracowników,
podejście procesowe,
systemowe podejście do zarządzania,
ciągłe doskonalenie,
podjęcie decyzji w oparciu o fakty,
obustronne korzystne relacje z dostawca
48. Jakość żywności - definicja, wyróżniki
Przez pojęcie jakość rozumiana jest możliwość zaspokajania przez dany wyrób potrzeb
i oczekiwań konsumenta. Termin „jakość żywności” zawiera wiec pokreślenie jej zdrowotności, atrakcyjności organoleptycznej i dyspozycyjności dla konsumenta. Jednym z atutów zdrowotności jest bezpieczeństwo, przez które rozumiane są konieczne do spełnienia warunki i działania, które musza być podjęte na wszystkich etapach produkcji i obrotu żywnością w celu zapewnienia zdrowia i życia człowieka. Aby przetwory mięsne były bezpieczne, stosowana przy ich wytwarzaniu surowce, dodatki funkcjonale i materiały pomocnicze muszą być dopuszczone do użycia w przemyśle mięsnym. Wymogiem jest również nadzór nad produkcja przetworów mięsnych pracowników Inspekcji Weterynaryjnej.
Jakość przetworów mięsnych zależy od czterech grup czynników:
jakości użytego surowca,
właściwego składu recepturowego i jego przestrzegania,
stosowanych produktów technologicznych,
personelu (czynnik ludzki).
Co wpływa na jakość mięsa
1.wartość sensoryczna - czyli wygląd ogólny, włóknistość, wodnistość, soczystość, barwa, zapach, smak, sprężystość, marmurkowatość (żyłki tkanki łącznej tłuszczowej), kruchość, miękkość, twardość.
2.wartość odżywcza - zależy od uboju typu zwierzęcia, składu chemicznego w całej tuszy, udziału tłuszczu, białka.
3.stan higieniczny - toksykologiczny
4.wartość technologiczno - przerobowa - higiena uboju, stan zdrowotny zwierzęcia.
Wyróżniki jakości mięsa kulinarnego:
wyciek soku,
udział poszczególnych tkanek (mięśniowej, kostnej, łącznej i tłuszczowej),
barwa mięsa,
wielkość ubytków technologicznych,
stabilność oksydacyjna.
Wyróżniki jakości mięsa przerobowego:
skład tkankowy,
zdolność wiązania wody,
zdolność emulgowania tłuszczów,
zdolność żelowania,
wielkość ubytków termicznych,
stabilność oksydacyjna.
49. Wpływ budowy i składu chemicznego żywności na jej trwałość.
rodzaj i ilość kwasów tłuszczowych: im więcej kwasów tłuszczowych nienasyconych tym szybciej zachodzą procesy utleniania żywności,
zawartość wody i jej aktywność - im mniejsza aktywność wody tym żywność jest trwalsza (gorsze warunki do wzrostu i rozwoju drobnoustrojów),
zawartość węglowodanów (np. podczas smażenia chipsów ziemniaczanych zachodzą reakcje Maillarda - nieenzymatyczne brązowienie, które niekorzystnie wpływają na jakość żywności),
obecność niektórych witamin, które mogą ulegać niepożądanemu utlenianiu.
50. Wpływ zamrażania i przechowywania w stanie zamrożonym na jakość żywności.
Mrożona żywność cieszy się coraz większym zainteresowaniem ze względu na łatwość przechowywania i wygodę oraz oszczędność czasu zarówno w gospodarstwach domowych oraz
w placówkach żywienia zbiorowego. W czasie przechowywania mrożonek zachodzą w nich liczne zmiany wpływające na pogorszenie jakości. Następują zmiany:
w teksturze (widoczne po rozmrożeniu), w wyniku których zmniejsza się zdolność do utrzymania wody (następuje utrata turgoru),
naruszenie pierwotnego kształtu,
pogorszenie właściwości organoleptycznych na skutek rozkładu barwników, zmiany zapachu, smaku i brunatnienia,
obniża się wartość odżywcza produktu, gdyż obniża się zawartość witaminy C, i z grupy B,
utrata wody powoduje utratę masy po rozmrożeniu.
Szybkość procesów obniżających jakość zależy od temperatury i czasu przechowywania.
W przypadku zamrażania obniżenie jakości żywności zależy od powstawania dużych kryształów oraz wysokiej koncentracji kryształów. Wzrost stężenia składników w wodzie powoduje zwiększenie ciśnienia osmotycznego, zmniejszenie aktywności wody wytrącenie się składników po przekroczeniu stanu nasycenia oraz tworzenie mieszaniny eutektycznej, wysalanie białek , wypadanie jonów, zmianę pH z możliwością osiągnięcia punktu izoelektrycznego białek i ich koagulacji , zmianę równowagi jonowej oraz destabilizację układów koloidalnych, emulsji, wydzielanie gazów rop. W wodzie
i destabilizację układów. Woda przechodząc w lód zwiększa swą objętość powoduje niszczenie komórek, denaturacje białka, synerezę żeli, niszczenie pęcherzyków gazu.
71
Monosacharydy
i ich pochodne
cukry proste
cukry zredukowane
alkohole cukrowe
aminokwasy
kwasy cukrowe
Oligosacharydy
2 - 10 cząsteczek monosacharydów
sacharoza
laktoza
rafinoza
cyklodekstryny
Polisacharydy
Heksozany
skrobia
glikogen
fruktany
celuloza
mieszane
pektyny
hemicelulozy
Wyszukiwarka
Podobne podstrony:
równoważnik miedzi (spraw.), Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem II, Fizyka
Zestaw 3, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem II, Chemia organiczna
Zestaw 1, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem II, Chemia organiczna
sprawozd44, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem II, Fizyka
pytania 2010, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem IV, Toksykologia
Biochemia - Pytania, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem III, biochemia
Inżynieria - Pytania na ustny, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem IV, Inzynieria wykłady,
elologia opracowane pytania, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem VI, ekologia
równoważnik miedzi (spraw.), Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem II, Fizyka
Towary - Test odp nowe pyt, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem V, Fakultety, towarozn
analiza 02, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem IV, Ocena jakości
Analiza 08, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem IV, Ocena jakości
toksyka 02, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem IV, Toksykologia
Energia 03, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem IV, Gospodarowanie Energią
Ekologia 2, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem VI, ekologia
BAKTERIE MLEKOWE 2009, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem VI, Fakultety, Bakterie mlekowe
Ekol. ochrona środ.zal.2011, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem VI, ekologia
Ekologia 2, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem VI, ekologia
więcej podobnych podstron