1. Temperatura wypalania HTCC to:
1600'C - 1800'C
3. Grubość ceramiki podczas wypalania MALEJE.
4. Podłoża głównie wykonujemy z ALUND ale również ze szkła i polimerów
Ceramika alundowa 96% Al2O3
Ceramika AlN
Ceramika Berylowa
Podłoża stalowe
5. Wady warstw polimerowych:
Stabilność
Dopuszczalne moce
T pracy
6. Zalety podłoży polimerowych:
T utwardzania 150'C-200'C (400'C)
Tanie
Dowolne podłoża
Dobre właściwości elektryczne
7. Skład past polimerowych:
Faza czynna: sadza, grafit lub/i srebro R��= f(ilość, średnica ziaren) sadza niskostrukturalna ~300 Å
sadza wysokostrukturalna ~3000 Å
Faza nośna-żywice epoksydowe, fenolowe, aminowe, poliamidowe, poliestrowe, silikonowe, . . .
Wypełniacze-SiO2, parafina, oleje organiczne
Rozcieńczalniki-nieaktywne (aceton), aktywne (żywice jednoepoksydowe, ...)
8. Jako podłoża warstw polimerowych można wykorzystać:
Laminaty
Folie z tworzyw sztucznych
Ceramika, metal + emalia
Papiery, tektury nasączone tworzywami
9. Z polimerów możemy tworzyć:
-warstwy przewodzące
-kleje przewodzące izo-i anizotropowe
-warstwy rezystywne
-potencjometry
-elementy grzejne
-przełączniki dotykowe
-klawiatury
-bezpieczniki wielokrotnego zadziałania
-czujniki
-ekrany elektromagnetyczne
-elementy elektroluminescencyjne
10. Z układów polimerowych możemy zrobić:
-Membranowy przełącznik dotykowy
-Wyświetlacz z polimerowych kompozycji elektroluminescencyjnych
-Inteligentna karta bankowa
-Podgrzewacz lusterek samochodowych
-Potencjometry
11. Zalety i wady technologii grubowarstwowej.
Układy grubowarstwowe wytwarza się nanosząc techniką sitodruku warstwy przewodzące, rezystywne i dielektryczne na podłoża izolacyjne (ceramika). Warstwy poddawane są następnie obróbce termicznej.
Zalety:
-niski koszt
-łatwość automatyzacji
-opłacalność krótkich serii
-miniaturyzacja
-dobre właściwości elektryczne
-różnorodność wykonywanych elementów
-odporność na wysokie temperatury
-wytrzymałość mechaniczna
12. W czym jest gorsza gruba warstwa od cienkiej: w cenie, adhezji, szumach
cena - gruba tańsza
czystość - cienka czyściejsza
wymiaru - cienka ma rzecz jasna mniejsze
13. Jednostka TWR, wzór, typowe wartości
Jednostka: [ppm/K]
Wzór:
Typowe wartości to 50-300
14. Jednostka GF - Brak jednostki miary
Wzór to:
Typowe wartości to 10-20
15. Jednostka rezystancji powierzchniowej wytwarzanej
[Ω/□]
typowe wartości to 10 ÷107
16. Rezystancja powierzchniowa wyrażana jest wzorem
R□= ρ/d
17. Tolerancje rezystorów wykonywane techniką grubowarstwową po korekcji
0.5%
18. Tolerancja rezystorów bez poprawek
20%
19. Jakie składniki ma pasta ścieżek przewodzących
wypalane w powietrzu: Au, PtAu, PdAu, Ag, PtAg, PdAg
wypalane w azocie: Cu
21. Grubowarstwowe ścieżki przewodzące maja rezystancje rzędu
R□ = 2 ÷ 100 mΩ/□
22. Rezystancja podczas korekcji:
Rośnie ponieważ przekrój się zmniejsza
23. Minimalna szerokość ścieżki w technice grubowarstwowej
15 μm - fotolitografia albo z innego miejsca w wykładzie: 10 μm - formowanie laserem
24. Korekcja laserowa - opis stanowiska, rodzaje nacięć, zalety, wady.
Korektor laserowy laser: Nd-YAG (1064 nm); moc: 5÷10 W ; średnica wiązki: 15 ÷80 μm
ZALETY: -szybkość -jakość nacięcia WADY:-cena
25. Korekcja piaskowa - opis, zalety, wady.
Strumień proszku korundowego; ciśnienie powietrza: 6 at ; średnica dyszy: 300÷500 μm
ZALETY: -cena -prostota
WADY: -szybkość -jakość nacięcia
26. Sposoby wykonywania precyzyjnych wzorów (FODEL, trawienie, offset)
FODEL- Na podłoże zostaje nadrukowana sitodrukiem warstwa światłoczuła a następnie wysuszona w temperaturze 80'C, następnie zostaje naświetlona poprzez fotomaskę, przez co w kolejnym etapie wywoływania elementy nie naświetlone zostają usunięte. Kolejnym procesem jest wypał, który utwardza pozostałą warstwę światłoczułą.
TRAWIENIE - Na podłożę nakłada się warstwę grubą, a następnie fotorezyst. Warstwa fotorezystu zostaje naświetlona przez maskę, następnie następuje wywoływanie fotorezystu i trawienie. Po tych procesach pozostaje tylko i wyłącznie warstwa gruba i fotorezyst w zadanych przez maskę punktach, po usunięciu fotorezystu pozostaje gotowa warstwa gruba.
OFFSET- Na wytrawioną formę nakładana jest porcja pasty, jej nadmiar ściągany jest zgarniakiem, następnie pasta zbierana jest (np. za pomocą wałka gumowego) i odkładana na podłoże tworząc gotowy wzór.
LASER- niepotrzebne części warstwy usuwane laserem są po wysuszeniu, tworząc żądany wzór
Również wliczamy:
• sitodruk precyzyjny (fine line printing)
• nanoszenie przez dysze (ink jet printing)
27. Skład past rezystywnych cermetowych (wysokotemperaturowych)
CERMET = Ceramika + metal
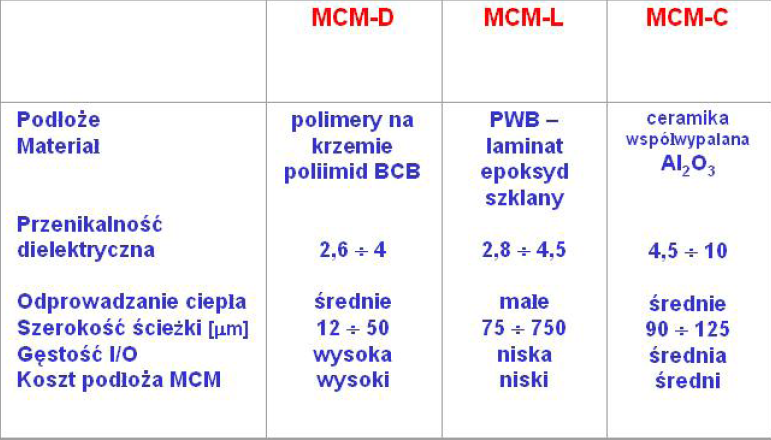
28. Podział układów MCM.
MCM - moduł wielostrukturowy jest to struktura wielowarstwowa o bardzo dużo liczbie wewnętrznych połączeń elektrycznych pomiędzy nie obudowanymi układami scalonymi, głównie VLSI połączonymi w dużą jednostkę funkcjonalną
MCM-C (ceramics)- zbudowane z podłoży ceramicznych wielowarstwowych
MCM-D (deposition)- wytworzenie przez osadzenie cienkich warstw metalicznych lub dielektrycznych na krzemie, diamencie, ceramice lub podłożu metalowym
MCM-L (lamination)- wykonane podobnie jak laminatowe wielowarstwowe obwody drukowane
29. MCM-C rodzaje
Właściwości folii LTCC
Maksymalny wymiar 30 x 30 cm
Grubość 90 --250 μμm (folia nom nośśna 75 na μμm)m
Przewodność cieplna 3 W/3 mK
Napięcie przebicia 800 V / 12 800 μμm
Przenikalność dielektryczna 4 ÷12 (1 MHz)
Współczynnik rozszerzalności termicznej 3-8 ppm/K
31. Zalety układów LTCC
NISKI KOSZT -wykorzystanie istniejących urządzeń, niskie nakłady na inwestycje, duża wydajność
NIEZAWODNOŚĆ
BARDZO DOBRE WŁAŚCIWOŚCI- elektryczne, mechaniczne, cieplne
ŁATWOŚĆ WYTWARZANIA - krótki czas od projektu do wyrobu stosowanie typowych metod CAD
SCALANIE ELEMENTÓW - struktura monolityczna - dołączanie elementów moduły 3D
ELASTYCZNOŚĆ - łatwość przystosowania do różnych wymagań
Wyszukiwarka
Podobne podstrony:
strpovicz second breakdown, Mikroelektornika - STEPOWICZ
23 Metody montażu w mikroelektronice
MIKROEKONOMIA[1]
MIKROEKONOMIA 1
MIKROEKONOMIA
Mikroekspresje trening
wykład mikroekonomia 1i2opracowany
KidWorld GM Cheat Sheet
Ściąga mikroekonomia, Studia - Administracja Samorządowa, Ekonomia i Zarządzane
mikroekonomia rozdział II (3 str), Ekonomia
Mikroekonomia calosc opracowanie, Ekonomia, ekonomia
Mikroekonomia wykłady I zjazd, Mikroekonomia, wykłady
więcej podobnych podstron