12
ją się odkształcenia plastyczne, które stopniowo obejmują coraz większy obsząę kształtowanego materiału..Jednocześnie następuje przemieszczanie punktów przyłożenia sił gnących i zmniejszanie ramion c działania sił. Wskutek liniowo zmieniającej się wartości momentu gnącego, zakrzywione odcinki blach o długości c mają krzywiznę zmieniającą się w sposób ciągły. Zależy ona również od własności materiału.
1.4.1. Wyginanie swobodne
Sprężynowanie materiału podczas gięcia wywiera bardzo istotny wpływ na dokładność „uginanych przedmiotów. Powoduje ono nie tylko zmianę kąta między ramionami przedmiotu w stosunku do kąta matrycy, ale również zmianę krzywizny plastycznie odkształconego odcinka tego przedmiotu. Uzyskanie dokładnej wartości żądanego kąta między ramionami wymaga najczęściej przeprowadzenia prób wyginania, natomiast zakrzywienie wyrobu według łuku okręgu dokładnie stycznego do jego prostoliniowych odcinków,jnawet przy zastosowaniu bardzo dużych sił tłoczenia, jest praktycznie niemożliwe. Dlatego też wymaganie dokładności najczęściej ogranicza się tylko do wartości kąta, dopuszczając jednocześnie zmienną krzywiznę plastycznie odkształconego odcinka wyrobu.
W przedmiotach wyginanych swobodnie zmiany krzywizny występują na odcinkach nawet o znacznych długościach, przez co mają one najmniejszą dokładność kształtu. Krzywizna ich wewnętrznej powierzchni jest zgodna z krzywizną stempla tylko wzdłuż linii styku stempla z materiałem.
Położenie narzędzi odpowiadające końcowej fazie procesu wyginania swobodnego pokazano na rys. 4.8a. Jednoczesne spełnienie obu wymienionych powyżej warunków, tzn. uzyskanie żądanego kąta zagięcia ramion y (zgodnego z kątem matrycy)
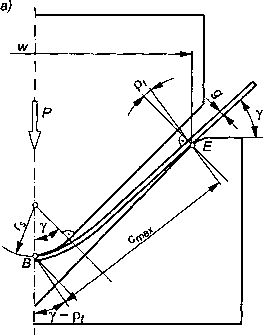
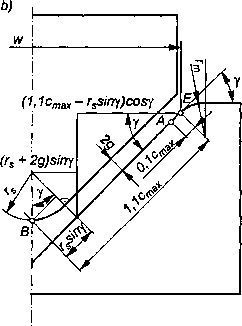
Rys. 4.8. Wyginanie swobodne: a) końcowa faza procesu, b) rysunek pomocniczy, określający położenie narzędzi do wyznaczania wymiaru w matrycy
79
Wyszukiwarka
Podobne podstrony:
powoduje wiele tzw. chorób cywilizacyjnych oraz stresy, które stanowią realne i coraz większe zagroż
IMAG2487 _
str281�01 djvu NAUKA się przytem coraz dłuższa i wysuoieinia się coraz bardziej. W coraz większym st
Pojawienie się w wierzchołkach szczeliny lokalnych odkształceń plastycznych powoduje ponadto zmianę
> 10 Procesowi kondensacji towarzyszy zatem tworzenie się coraz większych cząsteczek, . które
IMAG0702 Mechanizmy odkształcenia plastycznego metali - poślizg dyslokacji Wzajemne przemieszczanie
IMGt94 Maria zastosowała się do porad Agaty. Stopniowo, w przeciągu kilku tygodni, Marek stawał się
-styren, fenol, PCV są to sub., które stopniowo uwalniają się z materiałów zawierających te
scan0147 232 Dla wyjaśnienia mechanizmu działania szczepionek wprowadza się pojęcie antygen, które o
Uprawa 2 Obecnie coraz więcej nawozów produkuje się w formie granulatów, które łatwiej jest równomie
68 (148) czyna on stopniowo zmieniać się, wyrastać ze swej pierwotnej tożsamości i z czasem w coraz
018 4 1. Przyjrzyj się uważnie ilustracji. Następnie zakryj ją kartką i wymień zabawki, które pamięt
032 4 4 Ćwiczenie Odkształcenie plastyczne metali i stopów 4.1. Cel ćwiczenia Zapoznanie się z
m m n kolejności: a)stopniowe jej przeobrażenie się z mieszaniny plastycznej w ciało stałe (etap
więcej podobnych podstron