frytka1
ANALIZA PROCESU OBRÓBKI CIEPLNEJ Z WYKORZYSTANIEM FRYTKOWNICY ELEKTRYCZNEJ TYPU SF 81
1. Opis stanowiska
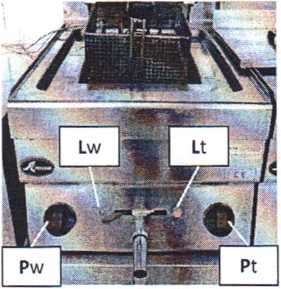
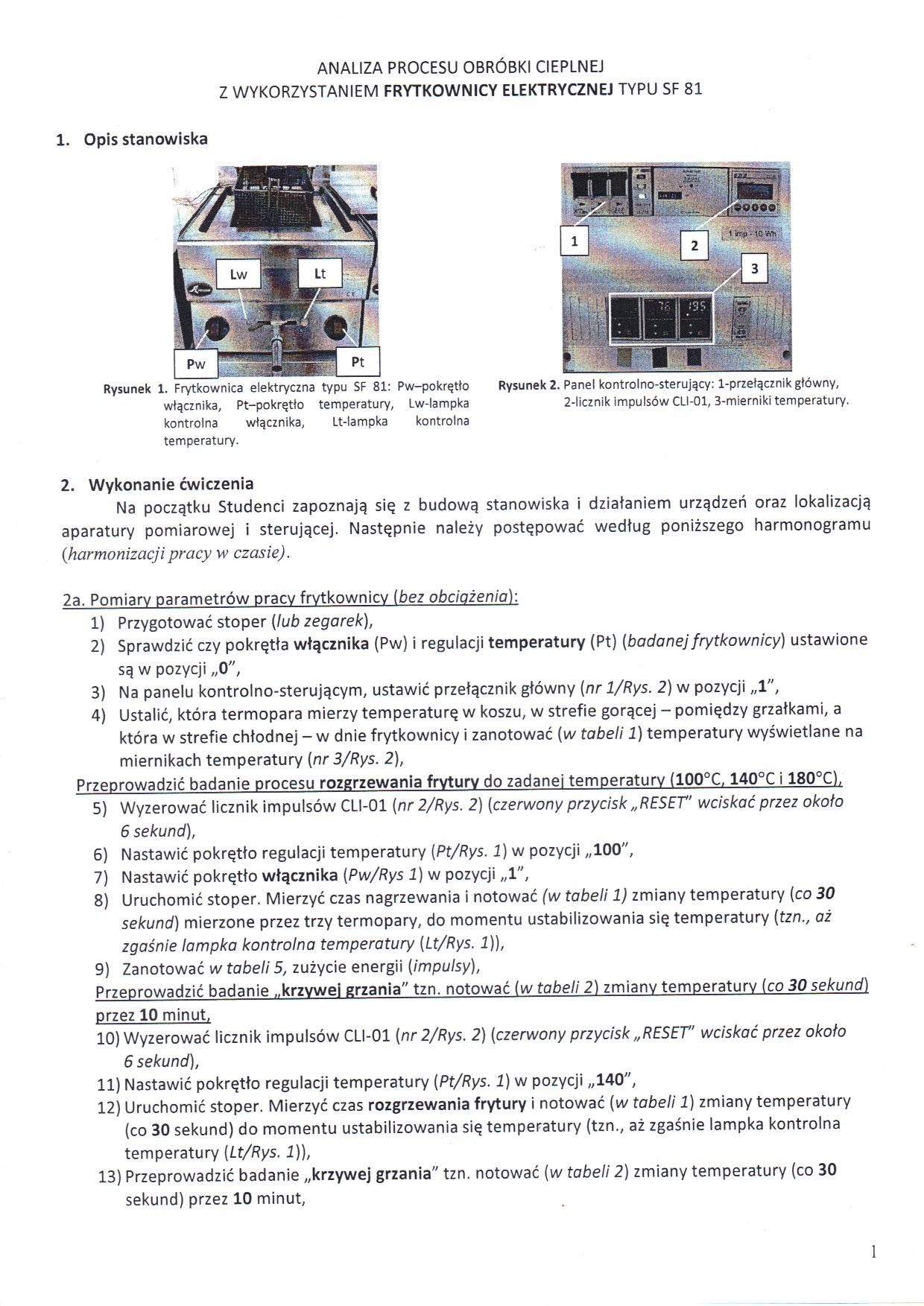
Rysunek 1. Frytkownica elektryczna typu SF 81: Pw-pokrętło włącznika, Pt-pokrętło temperatury, Lw-lampka kontrolna włącznika, Lt-lampka kontrolna temperatury.

Rysunek 2. Panel kontrolno-sterujący: 1-przełącznik główny, 2-licznik impulsów CLI-01, 3-mierniki temperatury.
2. Wykonanie ćwiczenia
Na początku Studenci zapoznają się z budową stanowiska i działaniem urządzeń oraz lokalizacją aparatury pomiarowej i sterującej. Następnie należy postępować według poniższego harmonogramu
(harmonizacjipracy w czasie).
2a. Pomiary parametrów pracy frytkownicy (bez obciążenia):
1) Przygotować stoper (lub zegarek),
2) Sprawdzić czy pokrętła włącznika (Pw) i regulacji temperatury (Pt) (badanej frytkownicy) ustawione są w pozycji „0",
3) Na panelu kontrolno-sterującym, ustawić przełącznik główny (nr 1/Rys. 2) w pozycji „1",
4) Ustalić, która termopara mierzy temperaturę w koszu, w strefie gorącej - pomiędzy grzałkami, a która w strefie chłodnej - w dnie frytkownicy i zanotować (w tabeli 1) temperatury wyświetlane na miernikach temperatury (nr 3/Rys. 2),
Przeprowadzić badanie procesu rozgrzewania frytury do zadanej temperatury (100°C, 140°C i 180°C),
5) Wyzerować licznik impulsów CLI-01 (nr 2/Rys. 2) (czerwony przycisk „RESET' wciskać przez około 6 sekund),
6) Nastawić pokrętło regulacji temperatury (Pt/Rys. 1) w pozycji „100",
7) Nastawić pokrętło włącznika (Pw/Rys 1) w pozycji „1",
8) Uruchomić stoper. Mierzyć czas nagrzewania i notować (w tabeli 1) zmiany temperatury (co 30 sekund) mierzone przez trzy termopary, do momentu ustabilizowania się temperatury (tzn., aż zgaśnie lampka kontrolna temperatury (Lt/Rys. 1)),
9) Zanotować w tabeli 5, zużycie energii (impulsy),
Przeprowadzić badanie „krzywej grzania" tzn. notować (w tabeli 2) zmiany temperatury (co 30 sekund)
przez 10 minut,
10) Wyzerować licznik impulsów CLI-01 (nr 2/Rys. 2) (czerwony przycisk „RESET" wciskać przez około 6 sekund),
11) Nastawić pokrętło regulacji temperatury (Pt/Rys. 1) w pozycji „140",
12) Uruchomić stoper. Mierzyć czas rozgrzewania frytury i notować (w tabeli 1) zmiany temperatury (co 30 sekund) do momentu ustabilizowania się temperatury (tzn., aż zgaśnie lampka kontrolna temperatury (Lt/Rys. 1)),
13) Przeprowadzić badanie „krzywej grzania" tzn. notować (w tabeli 2) zmiany temperatury (co 30 sekund) przez 10 minut,
Wyszukiwarka
Podobne podstrony:
patelnia1 ANALIZA PROCESU OBRÓBKI CIEPLNEJ Z WYKORZYSTANIEM PATELNI PRZECHYLNEJ ELEKTRYCZNEJ TYPU PR
Grill z płytą żelazną i?ramiczną1 ANALIZA PORÓWNAWCZA PROCESU OBRÓBKI CIEPLNEJ Z WYKORZYSTANIEM GRIL
1 (75) Wpływ pierwiastków stopowych na procesy obróbki cieplnej stali 1. Przemiany przechodzonego au
Klasyfikację obróbki cieplnej zwykłej przedstawiono na rys. 1. Każdy proces obróbki cieplnej składa
Sekwencyjne techniki analizy. Sekwencyjna analiza procesów obróbki plastycznej metali. Założenia,
Obróbka cieplna siali przeznaczonych na części maszyn ... 29 4. PRZYKŁADY PROCESÓW OBRÓBKI CIEPLNEJ
Klasyfikację obróbki cieplnej zwykłej przedstawiono na rys. 1. Każdy proces obróbki cieplnej składa
l.Obróbka cieplno-chemiczna nawęglanie. Elektronika i automatyka - do 14.01.2012 r. l.Oblicz wartośc
2 (24) Wpływ pierwiastków stopowych na procesy obróbki cieplnej sta# 1. Przemiany
u AIR J*. PRODUCTS Łr; Smart Lance Zoptymalizuj proces obróbki cieplnej! Inteligentna Lanca
Rozdrabniarka1 ANALIZA PROCESU ROZDRABNIANIA Z WYKORZYSTANIEM ROZDRABNIARKI DO WARZYW FIRMY ELEKTROL
Produkcja stali w procesie wykorzystującym piec elektryczny obejmuje wstępna obróbkę ciekłego metalu
więcej podobnych podstron