Gwinty002
WPROWADZENIE
Gwinty wykonywane sa różnymi metodami, dzielimy je na obróbkę bezwiórowa i wiórowa.
Metody obróbki gwintów _I_
metoda wiórowa
metoda bezwiórowa
CD
c
i
o
0
1
ę
O
|
CD |
u |
=J | |||
|
C |
Q> |
c |
cr | ||
|
CD £ |
C CO |
5 |
$ | ||
|
o |
$ |
<D |
o> |
O) | |
|
<0 2 |
CD ■o |
'c CO |
.2 ‘c |
.2 'c | |
|
o. |
O |
$ |
CO |
CO | |
|
>N |
o |
$ |
$ | ||
|
c |
cz |
c |
s |
3 | |
|
£ |
5 |
» |
2 |
N | |
|
O |
(3 |
O |
LL |
CO | |
n
c
$
O)
ą)
c
Q)
N
O
O
H
Dane dotyczące toczenia gwintów takie jak, wielkości i profil niezbedne do wykonania gwintu narzędziami jednoostrzowymi lub wieloostrzowymi (grzebieniowymi) podaje norma DIN. Toczenie gwintów jest jednym z najtrudniejszych procesów obróbki skrawaniem, gdzie profil ostrza przeważnie nie odpowiada profilowi toczonego gwintu.
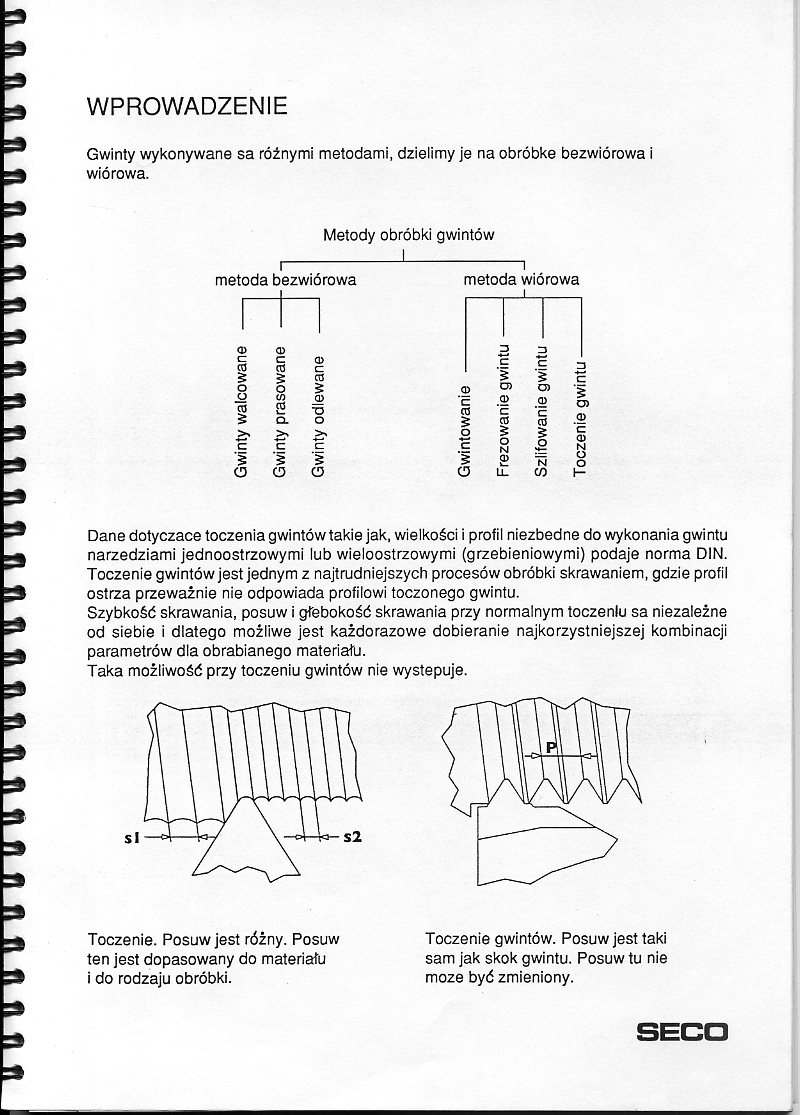
Szybkość skrawania, posuw i głębokość skrawania przy normalnym toczeniu sa niezależne od siebie i dlatego możliwe jest każdorazowe dobieranie najkorzystniejszej kombinacji parametrów dla obrabianego materiału.
Taka możliwość przy toczeniu gwintów nie występuję.
Toczenie. Posuw jest różny. Posuw ten jest dopasowany do materiału i do rodzaju obróbki.
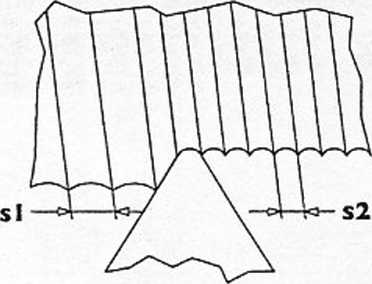
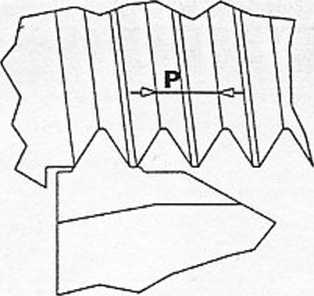
Toczenie gwintów. Posuw jest taki sam jak skok gwintu. Posuw tu nie może być zmieniony.
Wyszukiwarka
Podobne podstrony:
- pomiary pkt polowej osnowy fotogrametrycznej, wykonywane są różnymi
Podgrzewanie wody. Podgrzewacze Są urządzeniem służącymi do podgrzewania wody. Dzielimy je na:
1 (419) Wprowadzenie Konstrukcje stalowe wymiaruje się metodą stanów granicznych, na postawie normy
DSCF6365 TODSTA^wYM URZĄDZEIfffiM DO PODNO^ENIA ^MHhh zwiększania jej ciśnienia są pompy. DZIELIMY J
SDC11569 FUNDAMENTY PALOWE Ze względu na rodzaj materiału użytego do wykonania pali dzielimy je na -
na dz z pol057 116 * Z uwagi na położenie osiedli obronnych dzielimy je na nizinne, sytuowane z regu
Sprawdziliśmy tę formułę w praktyce. Niektóre nasze slajdy są czysto informacyjne i widać je na ekra
IMAG0210 (4) -DZIELIMY JE NA: ‘TŁUSZCZE WŁAŚCIWE (ESTRY GLICEROLU I KWASÓW TŁUSZCZOWYCH) ‘WOSKI (EST
OSOBA PRAWNA-wykonuje we własnym imieniu i na własny rachunek działalność gospodarczą dzielimy je na
IMGT59 106 potrzeb. Dzieli je na: a) potrzeby powszechne, b) potrzeby indywidualne. Zajmuje się jedn
100Y03 W ZALEŻNOŚCI OD STOPNIA UTLENIENIA CZĘŚCI ALIFATYCZNEJ DZIELIMY JE NA 12 GRUP, DO NAJWAŻ
ORZECZENIA dzielimy je na: 1. ) Kończące) np: wyrok końcowy) i niekończące
Surowce magnezjowe - MgO Dzielimy je na trzy grupy: • węglanowe surowce
Zdjecie102 skóry i dzielimy je na J mężczyzn, w dołach nas z adów płciowych > y. włosy
więcej podobnych podstron