Obraz0021
42
Do uohwytóv/ specjalnych zalicza się uchwyty składane, nastawne do obróbki grupowej i nierozbieralne. Te ostatnie przeznaczone są do obróbki jednej części lub kilku jednakowych dla określonej operacji. Przy zmianie produkowanego wyrobu uchwyty te przeważnie złomuje się. Z tych względów projektowanie i wykonanie ich jest ekonomicznie uzasadnione w produkcji wielkoseryjnej i masowej.
3.2. Charakterystyka baz
Powierzchnie półwyrobu, według których orientuje się część przy ustaleniu, nazywa się powierzchniami bazowymi lub bazami, a cały zabieg ustalenia według baz - bazowaniem. Ilość i położenie powierzchni bazowych winna byó wybrana w ten sposób, aby zapewnić dokładne i stabilne położenie przedmiotu względem drogi narzędzia. Można to uzyskać przez związanie sześciu stopni swobody przedmiotu drogą odpowiedniego doboru nieruchomych opór uchwytu, i Aby związać jeden stopień swobody,wystarczy docisnąć przedmiot do jednej, odpowiednio usytuowanej, opory punktoY/ej. Z tych względów niezbędnym warunkiem bazowania jest obecność 6 punktów oporowych, położonych w 3 wzajemnie prostopadłych płaszczyznach (rys. 3.1.) w następujący sposób: trzy punkty 1, 2 i 3 w płaszczyźnie głównej A, dwa punkty 4 i 5 w płaszczyźnie kierunkowej B i jeden punkt 6 w płaszczyźnie oporov/ej
?rojektov/anie dowolnego procesu technologicznego obróbki mechanicznej należy zaczynać od wyboru bazy dó. obróbki. S większości przypadków za bazy wybiera się te powierzchnie, które ustalają położenie części v? zespole lub współpracują z innymi częściami w maszynie. Baza, której położenie względem obrabianej powierzchni jest istotne dla pracy części w maszynie, nazywa się bazą konstrukcyjną. Bazami takimi mogą byó powierzchnie rzeczywiste istniejące w danej części, jak również osie symetrii, osie wałków, otworów itp.
Drugim typem baz są bazy produkcyjne, które dzielą się na bazy kontrolne i technologiczne. Bazami kontrolnymi nazyy/amy powierzchnie, linie lub punkty obrabianej części,od których bezpośrednio mierzy się wykonywane wymiary. W gotowych częściach bazy te winny pokrywać się z bazami konstrukcyjnymi.
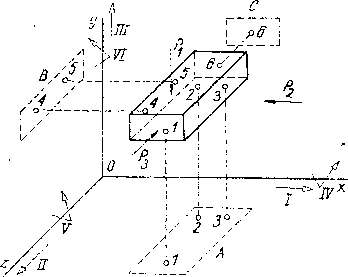
Rys. 3.1. Schemat całkowitego bazowania przedmiotu; , Poł P, -- siły działające aa przedmiot przy bazowaniu, I, II, III - kierunki możliwych przemieszczeń liniowych przedmiotu wzdłuż osi x, y i z, IV, V, VI - kierunki możliwych przemieszczeń obrotowych przedmiotu wokół osi x, y i z
Bazy technologiczne dzielą się na bazy montażowe i obróbkowe. Bazy montażowe służą do ustalania położenia części w stosunku do innych części przy montażu, natomiast bazy obróbkowe służą do ustalania półwyrobu w stosunku do narzędzi podczas obróbki mechanicznej. Bazami obróbkowymi mogą byó powierzchnie płaskie, otwory, czopy, nakiełki itp. Baza obróbkowa określa położenie przedmiotu na obrabiarce względem narzędzia skrawającego. Jednakże w niektórych przypadkach położenie narzędzia określane jest przez uchwyt obróbkowy a nie przez obrabiarkę, np. przy wierceniu według płyty z tulejkami wiertarskimi. Również przy wytaczaniu, .gdy wytaczadio Jest przegubowo połączone z wrzecionem, kierowane jest ono wyłącznie płytą z tulejkami. Bazą obróbkową może być powierzchnia obrabiana, np. przy szlifowaniu bezkłowym lub przeciąganiu swobodnym. Bazy obróbkowe mogą byó wyjściowe - stosowane w pierwszej operacji lub początkowych operacjach, obróbki zgrubnej oraz bazy do dalszej obróbki. Można je również podzielić na bazy naturalne i sztuczne.
• Bazy naturalne są to powierzchnie, które określają położenie części w maszynią względem innych lub 7spółpraoująoą z innymi częścią-

Wyszukiwarka
Podobne podstrony:
Obraz0021 42 Do uchwytów specjalnych zalicza ale uchwyty składane, nastawne do obróbki grupowej i ni
Obraz0006 2 6 8.2. Narzędzia do obróbki otworów
0000024 5 48 Rehabilitacja kardiologiczna 4. Ćwiczenia specjalne. Według Weissa za
Obraz0020 2 ĆWICZENIE 3.BAZOWANIE CZĘŚCI DO OBRÓBKI I BUDOWA SPECJALNYCH UCHWYTÓW OBRÓBKOWYCH 1.
Obraz0090 90 powierzchni oraz jej niezawodność. Do ważniejszych skaz powierzchni zalicza się zadzior
TEST III (5) 38. Które, z wymienionych zakłóceń procesu zaliczają się do zakłóceń
P1020637 Obok specjalnych KZM - pozioma klasyfikacja Do najważniejszych zalicza się: •
Nie zalicza się do okresu praktyki pracy wykonywane) w spółce drogowej specjalnego przeznaczenia, po
254 (13) Do trzeciej grupy tablic zalicza się tzw. tablice specjalne, w których są podane gotowe war
więcej podobnych podstron