Obraz0041
8.;
Z -babi. 6.2* widać, że ł ^ ^ ” °>4S 865, to 2 *P ^ ” 0,9 973 - 1i
fi ar t ość z1 = 3 odpowiada odchyleniu x = 3 ti, tzn. prawdopodobieństwo tego, że odchylenie x znajduje się w granicach ± 3^, jest bliskie 1 lub 100%. Ha tej podstawie dla zbioru przypadkowych odchyleń - błędów, podlegających prawu rozrzutu normalnego, za strefę rozrzutu przyjmuje się strefę - 3C, tzn. R * 6C.
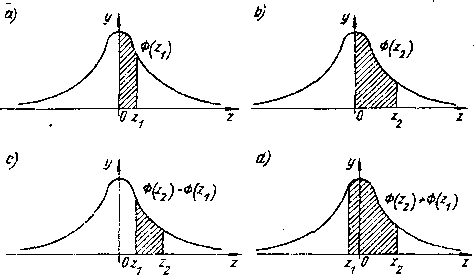
itys, 6.2. Określenie prawdopodobieństwa, że x znajduje się w przedziale od a do b (lub z^ 4- z 4- z£)
Tolerancja Jwymiaru A przedstawiona na rys, 6,3. (przy określaniu jej na podstawie warunków technologicznych) dla błędów wykonania podlegających rozrzutowi normalnemu ma postać:
6 p > R = 66. ’ (6.10)
'fi praktyce tolerancję S przyjmuje się nieco większą niż 6(i biorąc pod uwagę możliwość istnienia nierozpoznanych błędów systematycznych, Teoretycznie procent braków wymiarowych (wychodzących poza granice 6C) będzie równy:
1 „ 2 ą ^ = 1 - 0,9 973 = 0,0 027 = 0,27fi.
Trzy rozkładzie prostokątnym strefa rozrzutu (przyjęta za tolerancję ^ związana jest z odchyleniem standardowym zależnością:
H = óA = 2 \[yb.
Stosunek strefy rozrzutu przy rozrzucie normalnym do strefy rozrzutu przy rozrzucie o równym prawdopodobieństwie nazywa się współczynnikiem względnego rozrzutu
1,73
(6.11)
Iiatomiast przy rozrzucie Simpsona, podlegającym prawu trójkąta równoramiennego
R = 6a =2 y/7Ź , (6.12)
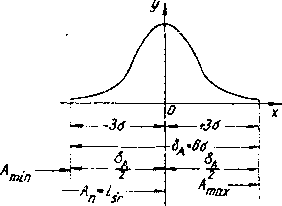
Rys. 6.3. Określenie tolerancji wymiaru na podstawie warunków technologicznych
Jeśli mamy do czynienia tylko z błędami przypadkowymi, to wymiar średni lg będzie pokrywać się ze środkiem pola tolerancji (rys. 6.3.). Tliepokrywanie się środka pola rozrzutu (lg ) ze środkiem pola tolerancji 0,5 (a + A max) świadczy o obecności błędów systematycznych, np. błędu nastawienia obrabiarki* Wielkość tego przesunięcia określa się jako pewną część połowy tolerancji :(o,5 ($A) i nazywa się współczynnikiem względnej asymetrii krzywej a, .
Zakładamy, że ci jest dodatnie przy przesunięciu środka pola roz-
Wyszukiwarka
Podobne podstrony:
@grcg moment Na razie tylko przejrzałam, ale już na starcie widać, że będzie to kolejna mega
55626 RSCN6186 0.700 0.750 Widać, że chociaż wiązka padająca na grafit ma jedną długość fali to
58488 SAM@27 Media, nowe media, definicja medium I 79 Widać więc, że prasa i e-prasa to nie są zbior
się siłą, której skutki istnieją do dziś. Bo dziś widać, że to wtedy właśnie, patrząc na romantyzm -
DSC00271 (19) które panują w tym zbrojeniu. Z rysunku widać, że zbrojenie to jest dobrze wykorzystan
> Bazy danych - jak je ugryźć <15> Widać, że jest to odpowiednik naszego elektronicznego dz
48ROZDZIAŁ 8. OPERATORY Nie jest to zatem takie straszne na jakie wygląda. Widać, że l»itv będące na
DSC01307 (4) nie słyszy drugi. I każdym innym zmysłem można odczuć to, czego nie odczuwa ktoś inny.
skanuj0018 (191) wskaźnikami prowadzą do wniosku, że jakkolwiek zmienne te są ze sobą związane, to j
Image1890 Jeśli istnieje e takie.że 0.(x0je)cC
Image2217 Jeśli istnieje e takie, że 0(x0je)c £}, to lim f(x)=f(x$). x^x0
więcej podobnych podstron