P1020937
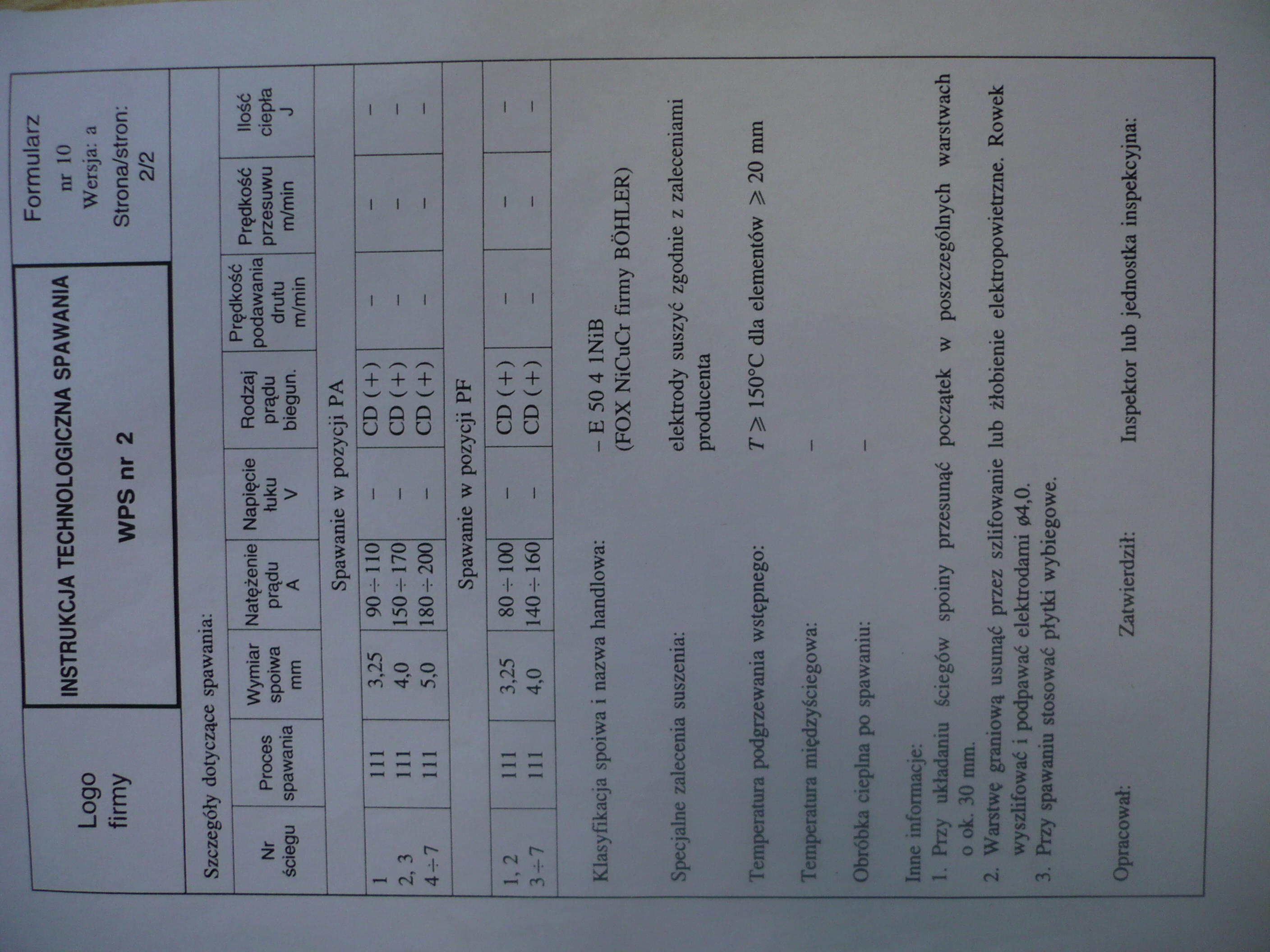
INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2
Formularz nr 10 Wersja: a Strona/stron: 2/2
Szczegóły dotyczące spawania:
|
Nr ściegu |
Proces spawania |
Wymiar spoiwa mm |
Natężenie prądu A |
Napięcie łuku V |
Rodzą] prądu biegun. |
Prędkość podawania drutu m/min |
Prędkość przesuwu m/min |
ilość ciepła J |
|
Spawanie w pozycji PA | ||||||||
|
1 |
111 |
3,25 |
3 3 o |
- |
CD(+) |
■ |
|p |
- |
|
2,3 |
111 |
4,0 |
150-r-170 |
- |
CD (+) |
- |
- |
- |
|
4-5-7 |
111 |
5,0 |
00 o * s |
CD (+) |
- |
| | ||
|
Spawanie w pozycji PF | ||||||||
|
1, 2 |
111 |
3,25 |
00 o + |
— |
CD (+) |
- |
— ■ ■ | |
|
i _ |
111 |
4,0 |
140-5-160 |
- |
CD (.+) |
- |
- |
- |
- E 50 4 lNiB
(FOX NiCuCr firmy BÓHLER)
elektrody suszyć zgodnie z zaleceniami producenta
T > 150°C dla elementów ^ 20 mm
Klasyfikacja spoiwa i nazwa handlowa:
Specjalne zalecenia suszenia:
Temperatura podgrzewania wstępnego:
Temperatura między ściegowa: -
Obróbka cieplna po spawaniu: -
Inne informacje:
1. Przy układaniu ściegów spoiny przesunąć początek w poszczególnych warstwach o ok. 30 mm.
2. Warstwę graniową usunąć przez szlifowanie lub żłobienie elektropowietrzne. Rowek wyszlifować i podpawać elektrodami 04,0.
3. Przy spawaniu stosować płytki wybiegowe.
Opracował:
Zatwierdził:
Inspektor lub jednostka inspekcyjna:
Wyszukiwarka
Podobne podstrony:
P1020932 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wenja:
P1020934 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
P1020935 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 ^Formularz nr 10 Wersja:
P1020936 Logo firmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
DSC00453 (9) INSTRUKCJA TECHNOLOGICZNA SPAWANIA (WPS) WPS Nr__O.C.A_____ (wytwórca) WPS 7<3<
fN ISO 15W9-1 ?0C4 Załącznik A (informacyjny) Instrukcja technologiczna spawania (WPS) instrukcja
P1020933 Formularz Logo firmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA nr 10 WPS nr 2 Wersja: a
P1020938 LogofirmyINSTRUKCJA TECHNOLOGICZNA SPAWANIAWPS nr 2Formularz nr 10 Wersja:
karta MAG Zakład Spawalnictwa PK INSTRUKCJA TECHNOLOGICZNA SPAWANIA NR: Miejscowość: Inspektor lub
karta MAG Zakład Spawalnictwa PK INSTRUKCJA TECHNOLOGICZNA SPAWANIA NR: Miejscowość: Inspektor lub
karta TIG Zakład Spawalnictwa PK INSTRUKCJA TECHNOLOGICZNA SPAWANIA NR: Miejscowość: Inspektor lub
rwMkl EN ISO 15609 -1 INSTRUKCJA TECHNOLOGICZNA SPAWANIA Punkt z
więcej podobnych podstron