karta MAG
|
Zakład Spawalnictwa PK |
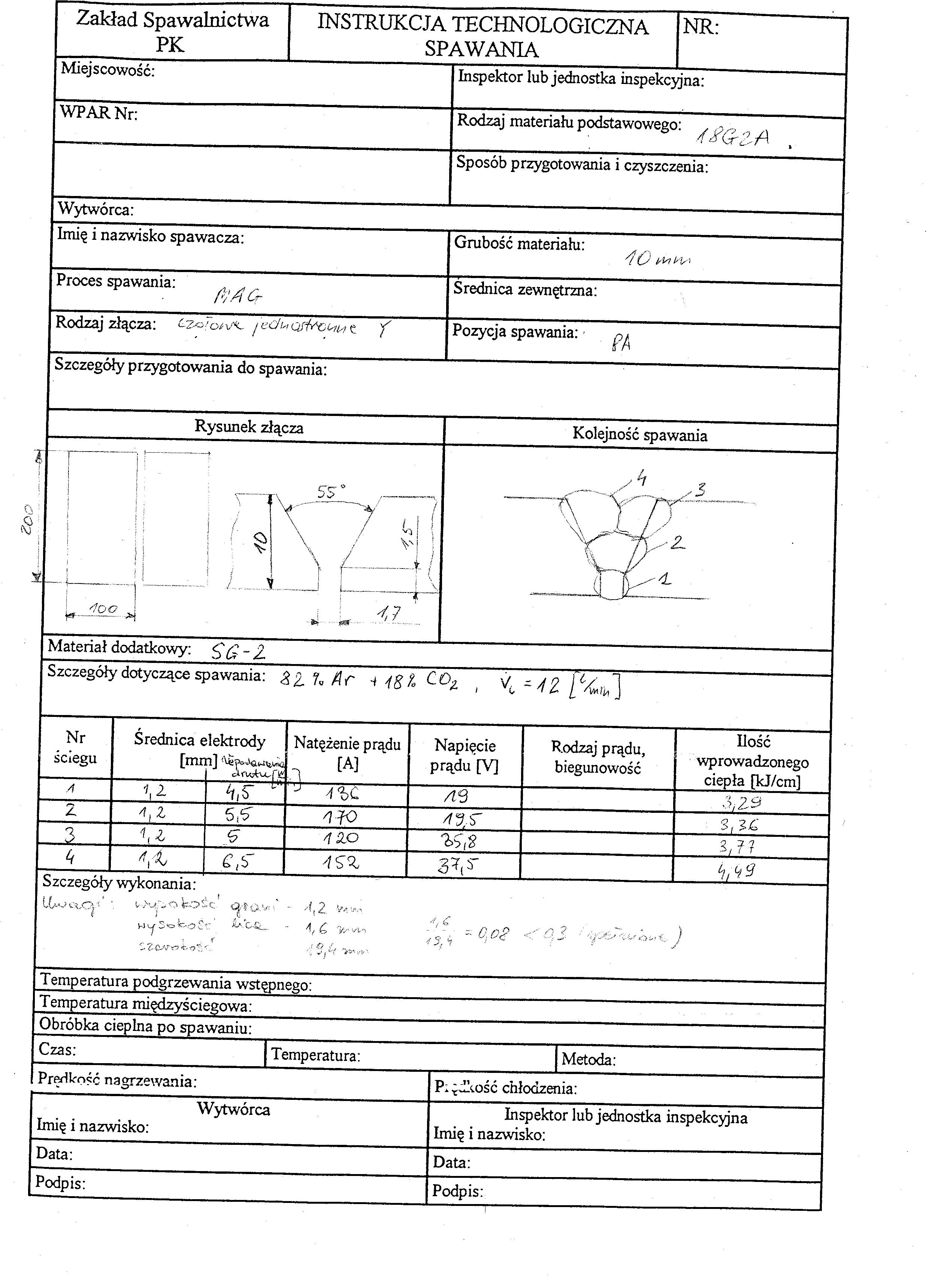
INSTRUKCJA TECHNOLOGICZNA SPAWANIA |
NR: | |||||||
|
Miejscowość: |
Inspektor lub jednostka inspekcyjna: | ||||||||
|
WPARNr: |
Rodzaj materiału podstawowego: , , v> , A o'^rZ-fA t | ||||||||
|
Sposób przygotowania i czyszczenia: | |||||||||
|
Wytwórca: | |||||||||
|
Imię i nazwisko spawacza: |
Grubość materiału: 7 0 Witt* 1 | ||||||||
|
Proces spawania: y-'r £ |
Średnica zewnętrzna: | ||||||||
|
Rodzaj złącza: c 't&ot t-*. / cdu, ortscui,, ę y |
Pozycja spawania: | ||||||||
|
Szczegóły przygotowania do spawania: | |||||||||
|
Rysunek złącza |
Kolejność spawania | ||||||||
|
CC* |
,4 | ||||||||
|
r ' £_ |
I I i i i i | ||||||||
|
I I l |
X—A y $ i I |
\ / V \ l r f ......._j i. |
j j j l j \ |
?\ Y [ J _ iL- | |||||
|
J |
; j ^ G7 |
r | |||||||
|
Materiał dodatkowy: GG~ 2. | |||||||||
|
Szczegóły dotyczące spawania: Zl%Ar i Ą%ft COz ( ^ ~/j Z [%iu] | |||||||||
|
Nr ściegu |
Średnica e [mr |
lektrody ij rU2|b.^u4:ti.Vi |
Natężenie prądu h [A] |
Napięcie prądu [V] |
Rodzaj prądu, biegunowość |
Ilość wprowadzonego ciepła [kJ/cm] | |||
|
A |
U |
^s- 1 |
1'J 4<b£ |
49 |
•Y29 | ||||
|
Z |
4, 2 |
W |
ajx |
3, 24 | |||||
|
O |
■u |
<5 |
410 |
TS',8 |
3,7? | ||||
|
k |
A 2% |
4/4 ^ | |||||||
|
Szczegóły wykonania: lU>eu3^' : - A,2 ^ w^/SwfcoSt:' Ą,Q ~ O-O? <' 0.% 'ś/seZkuś,!.,*- ) ' r , „ , '•?.*? y ~ •' - | |||||||||
|
Temperatura podgrzewania wstępnego: | |||||||||
|
Temperatura międzyściegowa: | |||||||||
|
Obróbka cieplna po spawaniu: | |||||||||
|
Czas: Temperatura: Metoda: | |||||||||
|
Prędkość nagrzewania: |
Prędkość chłodzenia: | ||||||||
|
Wytwórca Imię i nazwisko: |
Inspektor lub jednostka inspekcyjna Imię i nazwisko: | ||||||||
|
Data: |
Data: | ||||||||
|
Podpis: |
Podpis: | ||||||||
Wyszukiwarka
Podobne podstrony:
karta MAG Zakład Spawalnictwa PK INSTRUKCJA TECHNOLOGICZNA SPAWANIA NR: Miejscowość: Inspektor lub
karta TIG Zakład Spawalnictwa PK INSTRUKCJA TECHNOLOGICZNA SPAWANIA NR: Miejscowość: Inspektor lub
P1020933 Formularz Logo firmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA nr 10 WPS nr 2 Wersja: a
P1020932 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wenja:
P1020934 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
P1020935 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 ^Formularz nr 10 Wersja:
P1020936 Logo firmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
P1020937 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
DSC00453 (9) INSTRUKCJA TECHNOLOGICZNA SPAWANIA (WPS) WPS Nr__O.C.A_____ (wytwórca) WPS 7<3<
rwMkl EN ISO 15609 -1 INSTRUKCJA TECHNOLOGICZNA SPAWANIA Punkt z
fN ISO 15W9-1 ?0C4 Załącznik A (informacyjny) Instrukcja technologiczna spawania (WPS) instrukcja
P1020938 LogofirmyINSTRUKCJA TECHNOLOGICZNA SPAWANIAWPS nr 2Formularz nr 10 Wersja:
instr wyk torebki 2 Instrukcja wykonania torebki Nr 1 Z elastycznej tkaniny lub dzianiny najlepiej o
Zakład SpawalnictwaBadania w zakresie technologii spawalniczych • spawanie
skanuj0024 56__2. Spawanie metodą MIG/MAG J2.2. Spawalniczy łuk elektryczny2.2.1. Charakterystyka st
7 (1056) SPIS TREŚCI 7 7. SPAWALNOŚĆ I TECHNOLOGIA SPAWANIA METALI I STOPÓW 1
więcej podobnych podstron