DSC00453 (9)
INSTRUKCJA TECHNOLOGICZNA SPAWANIA (WPS)
WPS Nr__O.C.A_____
(wytwórca)
|
WPS |
7<3<0t*k CtŹMkMtt'* M |
36 | |
|
dotyczy: |
(nazwa, nr wyrobu) |
(nr części/ spoiny) |
(pozycja planu technolog.) |
Metoda (y) spawania 13 », I7 i
Pozycja spawania .xJl
Kierunek spawania
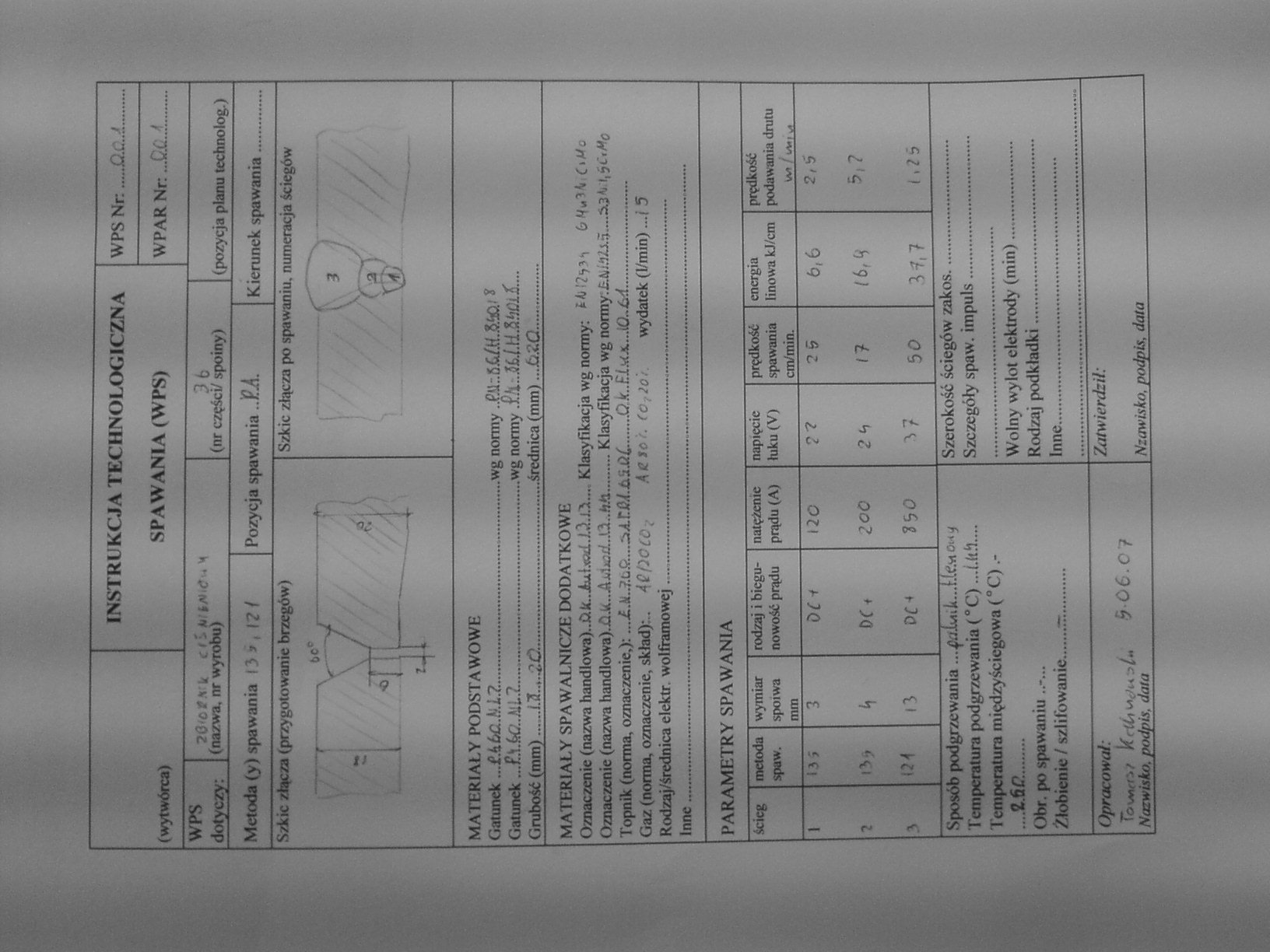
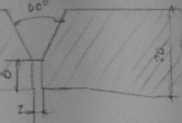
Szkic złącza (przygotowanie brzegów)
Szkic złącza po spawaniu, numeracja ściegów
V 3
%
-W
MATERIAŁY PODSTAWOWE
Gatunek ...£AbC.h.L2----------------------------------wg normy *
Gatunek ., ,P%Ąo A)|-? .....................—wg normy xh-SAl.ti.ZhOL^....
Grubość (mm) --------------------------.średnica (mm) ...j6.20...------
MATERIAŁY SPAWALNICZE DODATKOWE
Oznaczenie (nazwa handtowa)..&k..ittłj**ŁA2.J.}... Klasyfikacja wg normy:
Oznaczenie (nazwa handlowa).jQJL.Aidjfix£~Q..b&--------Klasyfikacja wg aotmy:B.tii‘]ls4..~^.3 * i,Sł>*c
Topnik (norma, oznaczenie,): „£JL?.bGL-Z>A.EiM.ńSJ2C—,Q.k..F.l.\ix—\Q~tA.....................
Gaz (norma, oznaczenie, skład): . ĄCpOCO? A&tor. (o7io\ wydatek (1/min) ...i 5
Rodzaj/średni ca elektr. wolframowej....................-...............................................................
Inne..........................................—--------------«•---------------------------1—-—•— ...........— ----
PARAMETRY SPAWANIA
|
ścieg |
metoda spaw. |
wymiar spoiwa mm |
rodzaj i biegunowość prądu |
natężenie prądu (A) |
napięcie łuku (V) |
prędkość spawania cm/min. |
energia linowa kJ/cm |
prędkość podawania drutu Wt /lAt| y| |
|
1 |
135 |
3 |
oa |
12 O |
?? |
26 |
6,6 |
2,6 |
|
7 |
i? |
*1 |
||f |
ZOO |
2 h |
/? |
/6,t* |
li? |
|
3 |
13 |
DC-ł |
ISO |
| |
5 0 |
| 3f,7 |
1.25 |
Szerokość ściegów zakos. Szczegóły spaw. impuls
Temperatura podgrzewania (°C) ...i.kfl— Temperatura międzyścicgowa (°C) .-
...l& |........
Obr. po spawaniu ......
Żłobienie i szlifowanie................
Wolny wylot elektrody (min).
Rodzaj podkładki...................
Inne.........................................
Zatwierdził: Nzawisko, podpis, data
Wyszukiwarka
Podobne podstrony:
P1020932 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wenja:
P1020934 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
P1020935 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 ^Formularz nr 10 Wersja:
P1020936 Logo firmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
P1020937 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
fN ISO 15W9-1 ?0C4 Załącznik A (informacyjny) Instrukcja technologiczna spawania (WPS) instrukcja
P1020933 Formularz Logo firmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA nr 10 WPS nr 2 Wersja: a
karta MAG Zakład Spawalnictwa PK INSTRUKCJA TECHNOLOGICZNA SPAWANIA NR: Miejscowość: Inspektor lub
karta MAG Zakład Spawalnictwa PK INSTRUKCJA TECHNOLOGICZNA SPAWANIA NR: Miejscowość: Inspektor lub
karta TIG Zakład Spawalnictwa PK INSTRUKCJA TECHNOLOGICZNA SPAWANIA NR: Miejscowość: Inspektor lub
rwMkl EN ISO 15609 -1 INSTRUKCJA TECHNOLOGICZNA SPAWANIA Punkt z
Instytut Technologii Maszyn i Automatyzacji Instrukcja Zakładu Metrologii i Badań Jakości Nr 2 Podst
P1020938 LogofirmyINSTRUKCJA TECHNOLOGICZNA SPAWANIAWPS nr 2Formularz nr 10 Wersja:
M Feld TBM047 47 2.2. Instrukcja obróbki Nazwa zakładu KARTA TECHNOLOGICZNA Ark./L. ark. Symbol N
www.conrad.plCONRAD INSTRUKCJA OBSŁUGIC€Skaner Mustek Scan Express Nr produktu 884056CONRAD Strona 1
IMG958 Techno>OB.«"°* konstrukcji #fm- koszt wytworzenia matrycy do kucia matrycowego Ki - k
więcej podobnych podstron