karta TIG

|
Zakład Spawalnictwa PK |
INSTRUKCJA TECHNOLOGICZNA SPAWANIA |
NR: | |
|
Miejscowość: |
Inspektor lub jednostka inspekcyjna: | ||
|
WPARNr: |
Rodzaj materiału podstawowego: | ||
|
Sposób przygotowania i czyszczenia: | |||
Wytwórca:
|
Imię i nazwisko spawacza: |
Grubość materiału: |
H MM | |
|
Proces spawania: y! G- |
Średnica zewnętrzna: | ||
|
Rodzaj złącza: jeducsfai* |
-c Y |
Pozycja spawania: |
fA |
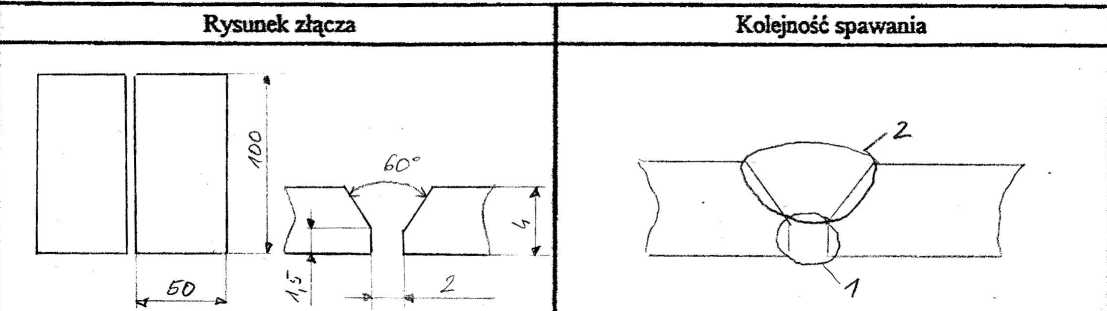
Szczegóły przygotowania do spawania:
Materiał dodatkowy: druł %i& t- , ećejtsroc&L (d» /,
Szczegóły dotyczące spawania: finąon t f>fi*pTy« -g %H
|
Nr ściegu |
Średnica elektrody [mm] |
Natężacie prądu ' [A] |
Napięcie prądu [V] |
Rodzaj prądu, biegunowość |
Ilość wprowadzonego ciepła [kJ/cm] |
|
fi |
■' Z |
3,38 | |||
|
% |
2. |
AhO |
i i ; S" |
4,0 2. | |
Szczegóły wykonania:
Obróbka cielna po spawaniu:
|
Czas: Temperatura: |
Metoda: |
|
Prędkość nagrzewania: |
Prędkość chłodzenia: |
|
Wytwórca |
Inspektor lub jednostka inspekcyjna |
|
Imię i nazwisko: |
Imię i nazwisko: |
|
Data: |
Data; |
|
Podpis: |
Podpis: |
Temperatura podgrzewania wstgmęgo: Temperatura międzyściegowa:_
Wyszukiwarka
Podobne podstrony:
karta MAG Zakład Spawalnictwa PK INSTRUKCJA TECHNOLOGICZNA SPAWANIA NR: Miejscowość: Inspektor lub
karta MAG Zakład Spawalnictwa PK INSTRUKCJA TECHNOLOGICZNA SPAWANIA NR: Miejscowość: Inspektor lub
P1020933 Formularz Logo firmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA nr 10 WPS nr 2 Wersja: a
P1020932 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wenja:
P1020934 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
P1020935 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 ^Formularz nr 10 Wersja:
P1020936 Logo firmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
P1020937 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
DSC00453 (9) INSTRUKCJA TECHNOLOGICZNA SPAWANIA (WPS) WPS Nr__O.C.A_____ (wytwórca) WPS 7<3<
rwMkl EN ISO 15609 -1 INSTRUKCJA TECHNOLOGICZNA SPAWANIA Punkt z
fN ISO 15W9-1 ?0C4 Załącznik A (informacyjny) Instrukcja technologiczna spawania (WPS) instrukcja
P1020938 LogofirmyINSTRUKCJA TECHNOLOGICZNA SPAWANIAWPS nr 2Formularz nr 10 Wersja:
instr wyk torebki 2 Instrukcja wykonania torebki Nr 1 Z elastycznej tkaniny lub dzianiny najlepiej o
Zakład SpawalnictwaBadania w zakresie technologii spawalniczych • spawanie
7 (1056) SPIS TREŚCI 7 7. SPAWALNOŚĆ I TECHNOLOGIA SPAWANIA METALI I STOPÓW 1
karta obróbki POLITECHNIKA RZESZOWSKA RZESZÓW KATEDRA TECHNOLOGI MASZYN I ORGANIZACJI PRODUKCJI KART
więcej podobnych podstron