P1020933
|
Formularz | ||
|
Logo firmy |
INSTRUKCJA TECHNOLOGICZNA SPAWANIA |
nr 10 |
|
WPS nr 2 |
Wersja: a Strona/stron: | |
|
1/2 |
Wytwórca: .JEDNOŚĆ” Sp. z o.o.
Imię i nazwisko spawacza: Jan Kowalski Proces spawania: 111 Rodzaj złącza: BW
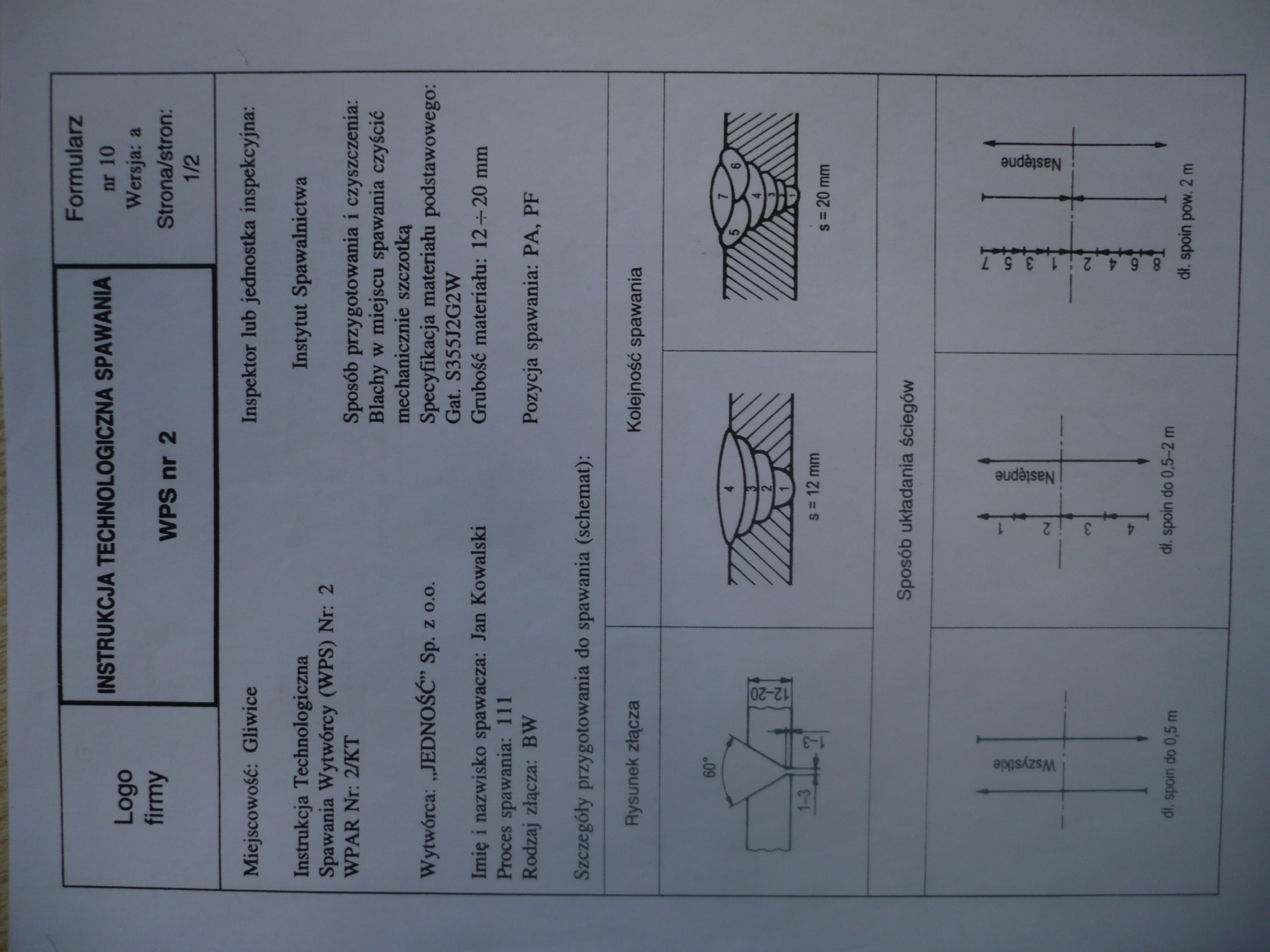
Szczegóły przygotowania do spawania (schemat): Rysunek złącza
Miejscowość: Gliwice
Instrukcja Technologiczna Spawania Wytwórcy (WPS) Nr: 2 WPAR Nr: 2/KT
Inspektor lub jednostka inspekcyjna:
Instytut Spawalnictwa
Sposób przygotowania i czyszczenia: Blachy w miejscu spawania czyścić mechanicznie szczotką Specyfikacja materiału podstawowego: Gat S355J2G2W Grubość materiału: 12^-20 mm
Pozycja spawania: PA, PF
Kolejność spawania

dł. spoin do 0,5 m
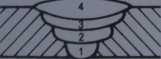
s = 12 mm

s = 20 mm
Sposób układania ściegów
|
CM |
Następne | |
|
CO |
di. spoin do 0,5-2 m
dł. spoin pow. 2 m
Wyszukiwarka
Podobne podstrony:
P1020936 Logo firmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
karta MAG Zakład Spawalnictwa PK INSTRUKCJA TECHNOLOGICZNA SPAWANIA NR: Miejscowość: Inspektor lub
karta MAG Zakład Spawalnictwa PK INSTRUKCJA TECHNOLOGICZNA SPAWANIA NR: Miejscowość: Inspektor lub
karta TIG Zakład Spawalnictwa PK INSTRUKCJA TECHNOLOGICZNA SPAWANIA NR: Miejscowość: Inspektor lub
P1020932 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wenja:
P1020934 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
P1020935 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 ^Formularz nr 10 Wersja:
P1020937 Logofirmy INSTRUKCJA TECHNOLOGICZNA SPAWANIA WPS nr 2 Formularz nr 10 Wersja:
P1020938 LogofirmyINSTRUKCJA TECHNOLOGICZNA SPAWANIAWPS nr 2Formularz nr 10 Wersja:
DSC00453 (9) INSTRUKCJA TECHNOLOGICZNA SPAWANIA (WPS) WPS Nr__O.C.A_____ (wytwórca) WPS 7<3<
rwMkl EN ISO 15609 -1 INSTRUKCJA TECHNOLOGICZNA SPAWANIA Punkt z
fN ISO 15W9-1 ?0C4 Załącznik A (informacyjny) Instrukcja technologiczna spawania (WPS) instrukcja
Biuletyn AGH nr 89 WydarzeniaWykład przedstawiciela firmy AignerTunnel Technology GmbH 9 kwietnia 20
ESAB 2 20Spis treści Technologia spawania wąskoszczelinowego firmy ESAB zwiększa
Biuletyn AGH nr 89 WydarzeniaWykład przedstawiciela firmy AignerTunnel Technology GmbH 9 kwietnia 20
Biuletyn AGH nr 89 WydarzeniaWykład przedstawiciela firmy AignerTunnel Technology GmbH 9 kwietnia 20
84269 IMG?50 (2) Egz. nr 1 Amplification Kit oraz programu komputerowego GeneMapper ID-X v 1.1 firmy
więcej podobnych podstron