025 4
Postępując w myśl powyższych uwag będziemy przestrzegać zasad kultury technicznej. Unikajmy barbarzyństwa technicznego!
Aby uzasadnić Czytelnikowi konieczność prawidłowego posługiwania się wyposażeniem warsztatowym, omówimy obecnie zasady stosowania ważniejszych przyrządów i narzędzi.
3.2. Przyrządy pomiarowe
Pomiary, z którymi stykamy się podczas naprawy i regulacji motocykla są to przede wszystkim pomiary długości. Istnieje znaczna liczba przyrządów do mierzenia długości. Najprostszym z nich jest zwykła linia z podziałką. Zastosowanie jej jest oczywiste, ale dokładność niewielka, wobec czego w warsztacie nie jest używana zbyt często. Zastosowanie jej w warsztacie motocyklowym ogranicza się do sprawdzania ramy, zawieszeń i wymiarów głównych motocykla.
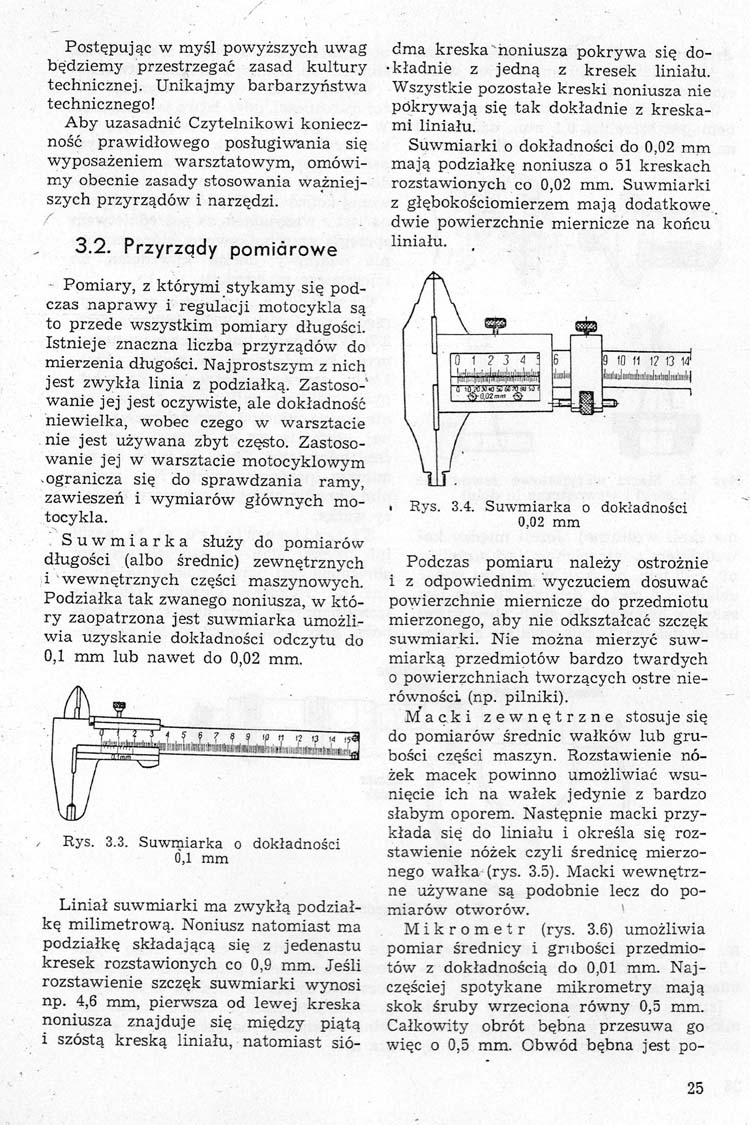
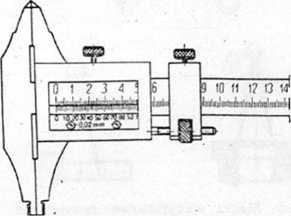
Suwmiarka służy do pomiarów długości (albo średnic) zewnętrznych i wewnętrznych części maszynowych. Podziałka tak zwanego noniusza, w który zaopatrzona jest suwmiarka umożliwia uzyskanie dokładności odczytu do 0,1 mm lub nawet do 0,02 mm.
. Rys. 3.3. Suwmiarka o dokładności 0,1 mm
Liniał suwmiarki ma zwykłą podział-kę milimetrową. Noniusz natomiast ma podziałkę składającą się z jedenastu kresek rozstawionych co 0,9 mm. Jeśli rozstawienie szczęk suwmiarki wynosi np. 4,6 mm, pierwsza od lewej kreska noniusza znajduje się między piątą i szóstą kreską liniału, natomiast siódma kreska noniusza pokrywa się do-•kładnie z jedną z kresek liniału. Wszystkie pozostałe kreski noniusza nie pókrywają się tak dokładnie z kreskami liniału.
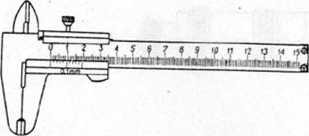
Suwmiarki o dokładności do 0,02 mm mają podziałkę noniusza o 51 kreskach rozstawionych co 0,02 mm. Suwmiarki z głębokościomierzem mają dodatkowe dwie powierzchnie miernicze na końcu liniału.
■ Rys. 3.4. Suwmiarka o dokładności 0,02 mm
Podczas pomiaru należy ostrożnie i z odpowiednim wyczuciem dosuwać powierzchnie miernicze do przedmiotu mierzonego, aby nie odkształcać szczęk suwmiarki. Nie można mierzyć suwmiarką przedmiotów bardzo twardych o powierzchniach tworzących ostre nierówności. (np. pilniki).
Macki zewnętrzne stosuje się do pomiarów średnic wałków lub grubości części maszyn. Rozstawienie nóżek macek powinno umożliwiać wsunięcie ich na wałek jedynie z bardzo słabym oporem. Następnie macki przykłada się do liniału i określa się rozstawienie nóżek czyli średnicę mierzonego wałka (rys. 3.5). Macki wewnętrzne używane są podobnie lecz do pomiarów otworów.
Mikrometr (rys. 3.6) umożliwia pomiar średnicy i grubości przedmiotów z dokładnością do 0,01 mm. Najczęściej spotykane mikrometry mają skok śruby wrzeciona równy 0,5 mm. Całkowity obrót bębna przesuwa go więc o 0,5 mm. Obwód bębna jest po-
25
Wyszukiwarka
Podobne podstrony:
8. Przestrzegania zasad kultury współżycia w zespole i subordynacji w stosunku
Obraz 6 2 W wielu projektach można zaobserwować niedokładne przestrzeganie zasad rysunku techniczneg
(KPS). Kompetencje personalne i społeczne Uczeń: 1) przestrzega zasad kultury i
5) przestrzega zasad postępowania w przypadku podejrzenia występowania przemocy; 6
Wino produkcja1 Jeżeli tylko będziemy przestrzegać podczas produkcji dwóch podstawowych zasad - ch
- gromadzenie propozycji zasad postępowania przez dzieci, których należy przestrze
DSC00268 ^HÓjpERŚCIEIMIOWE LEKI •j Leczenie zatrucia: - postępowanie w myśl zasad
zobowiązany do przestrzegania zasad postępowania i unormowań wynikających z zapisów zawartych w Księ
CSR jest zbyt kosztowne - jeśli my przestrzegamy zasad a konkurencja nic to będziemy mieć gorzej. Pr
img105 (18) Nadal mają one wpływ na przestrzeganie zasad czy norm postępowania. Istotną jednak zmian
5) przestrzega zasad postępowania w przypadku podejrzenia występowania przemocy; 6
9 Iniekcję zasady asadv • Przestrzeganie zasad postępowania aseptycznego i
skanuj0041 (109) krzywej, i pod koniec postępy są coraz mniejsze — krzywa przestaje wzrastać, materi
więcej podobnych podstron