082 6
go sworznia tłokowego, tuleję należy wymienić na nową. Zużytą tuleję wyciska się w imadle, pod prasą, lub jeśli wał korbowy nie jest wyjęty z silnika — za pomocą prostego ściągacza (rys. 4.57 i 4.58).
|
/tfra/s | |
|
i— | |
|
r-40-- |
-10-J
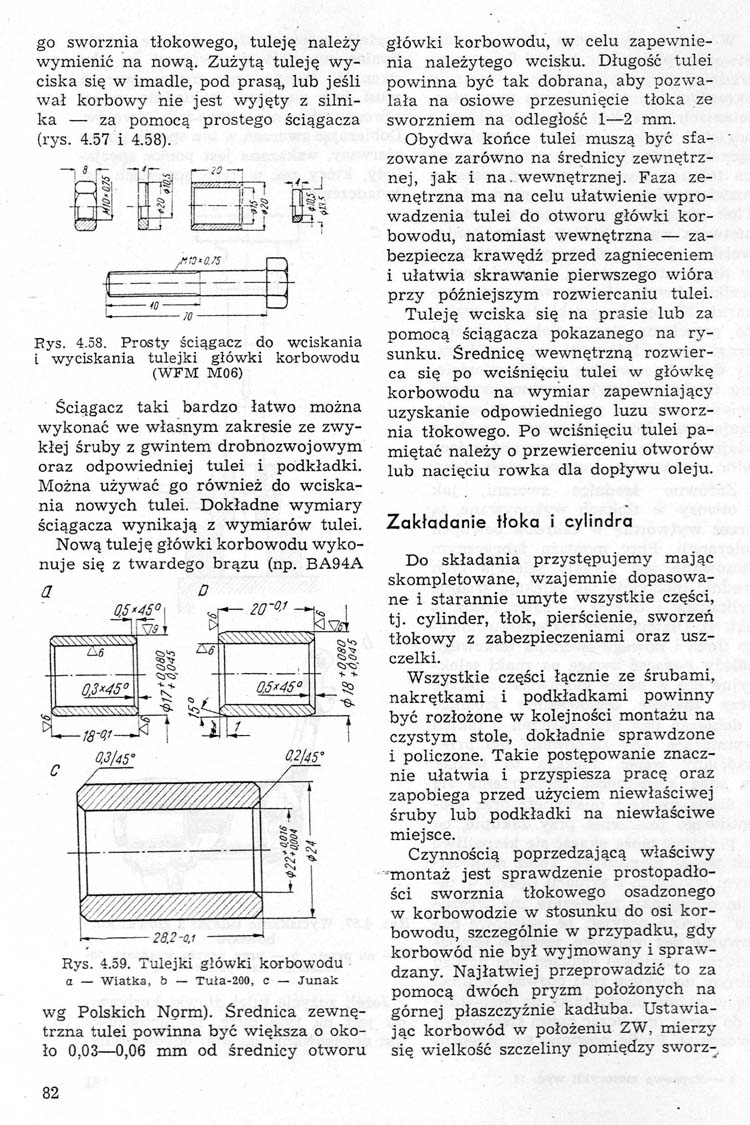
Rys. 4.58. Prosty ściągacz do wciskania i wyciskania tulejki główki korbowodu (WFM M06)
Ściągacz taki bardzo łatwo można wykonać we własnym zakresie ze zwykłej śruby z gwintem drobnozwojowym oraz odpowiedniej tulei i podkładki. Można używać go również do wciskania nowych tulei. Dokładne wymiary ściągacza wynikają z wymiarów tulei.
Nową tuleję główki korbowodu wykonuje się z twardego brązu (np. BA94A
a O
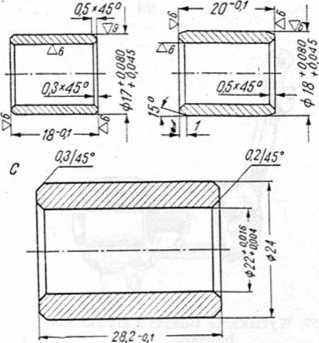
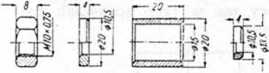
Rys. 4.59. Tulejki główki korbowodu
a — Wiatka, b — Tuła-200, c — Junak
wg Polskich Norm). Średnica zewnętrzna tulei powinna być większa o około 0,03—0,06 mm od średnicy otworu
główki korbowodu, w celu zapewnienia należytego wcisku. Długość tulei powinna być tak dobrana, aby pozwalała na osiowe przesunięcie tłoka ze sworzniem na odległość 1—2 mm.
Obydwa końce tulei muszą być sfa- ' zowane zarówno na średnicy zewnętrznej, jak i na. wewnętrznej. Faza zewnętrzna ma na celu ułatwienie wprowadzenia tulei do otworu główki korbowodu, natomiast wewnętrzna — zabezpiecza krawędź przed zagnieceniem i ułatwia skrawanie pierwszego wióra przy późniejszym rozwiercaniu tulei.
Tuleję wciska się na prasie lub za pomocą ściągacza pokazanego na rysunku. Średnicę wewnętrzną rozwier-ca się po wciśnięciu tulei w główkę korbowodu na wymiar zapewniający uzyskanie odpowiedniego luzu sworznia tłokowego. Po wciśnięciu tulei pamiętać należy o przewierceniu otworów lub nacięciu rowka dla dopływu oleju.
Zakładanie łłoka i cylindra
Do składania przystępujemy mając skompletowane, wzajemnie dopasowane i starannie umyte wszystkie części, tj. cylinder, tłok, pierścienie, sworzeń tłokowy z zabezpieczeniami oraz uszczelki.
Wszystkie części łącznie ze śrubami, nakrętkami i podkładkami powinny być rozłożone w kolejności montażu na czystym stole, dokładnie sprawdzone i policzone. Takie postępowanie znacznie ułatwia i przyspiesza pracę oraz zapobiega przed użyciem niewłaściwej śruby lub podkładki na niewłaściwe miejsce.
Czynnością poprzedzającą właściwy montaż jest sprawdzenie prostopadłości sworznia tłokowego osadzonego w korbowodzie w stosunku do osi korbowodu, szczególnie w przypadku, gdy korbowód nie był wyjmowany i sprawdzany. Najłatwiej przeprowadzić to za pomocą dwóch pryzm położonych na górnej płaszczyźnie kadłuba. Ustawiając korbowód w położeniu ZW, mierzy się wielkość szczeliny pomiędzy sworz-
82
Wyszukiwarka
Podobne podstrony:
P1000446 /yS^- l trzeba wymienić na nową. Należy zwrócić uwagę, czy krawędź zgarniająca uszczelki je
własne. Należy wejść na stronę https://akson.sgh.waw.pl/konto/haslo lub kliknąć na „kłódeczkę”
ZAPIS NA KURSY 1. Przed zapisami należy ustalić na jakie kursy słuchacz chce się zapisać. Uzależnion
Mowa sztućców [...] Obowiązuje zasada, że nakrycie należy odkładać na talerz w taki sposób, aby się
W odróżnieniu od rękojmi przy sprzedaży należy mieć na względzie czy wady dadzą się czy nie dadzą si
Dnia 5-go maja 1924 r.GONIEC SLĄSKL Str. 3.Na niebezpiecznej drodze. Przed kilko dniami podaliśmy po
Zestaw 84 1. Wymienić cztery urządzenia przemysłowe, które zajmują się regulowaniem przepływu gazu l
Jacht płynie na silniku, przeciwnym kursem zbliża się jacht pod żaglami niosący sygnał jak na rysunk
Zestaw 84 1. Wymienić cztery urządzenia przemysłowe, które zajmują się regulowaniem przepływu gazu l
Smoczy Najazd *«■ SMOCZY NAJAZD eży i M Smok przypuścił atak na i zrównał go z ziemią. Od teraz
INSTRUKCJA PUG@5 ? Sprawdzić, czy na kolach zębatych nie utworzył się ..pitting". Jeżel zużyte
ksiazka(018) ku znajduje sie sworzeń trzeciej grupy, wówczas należy wymienić tłok wraz ze sworzniem.
dzenia, należy wymontować modulator i sterownik wymienić na inny. 65535 - Sterownik Uszkodzony
Z uwagi na brak szczelności części armatury należy wymienić zawory odcinające przy rozdzielaczach
P1000422 należy w średnio na ogniu Od czasu do czasu po 1 i i Rys. 47. >st zużyty go
więcej podobnych podstron