152 4
B-63834PU01
PROGRAMOWANIE
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE
• Płaszczyzna powrotu G98/G99
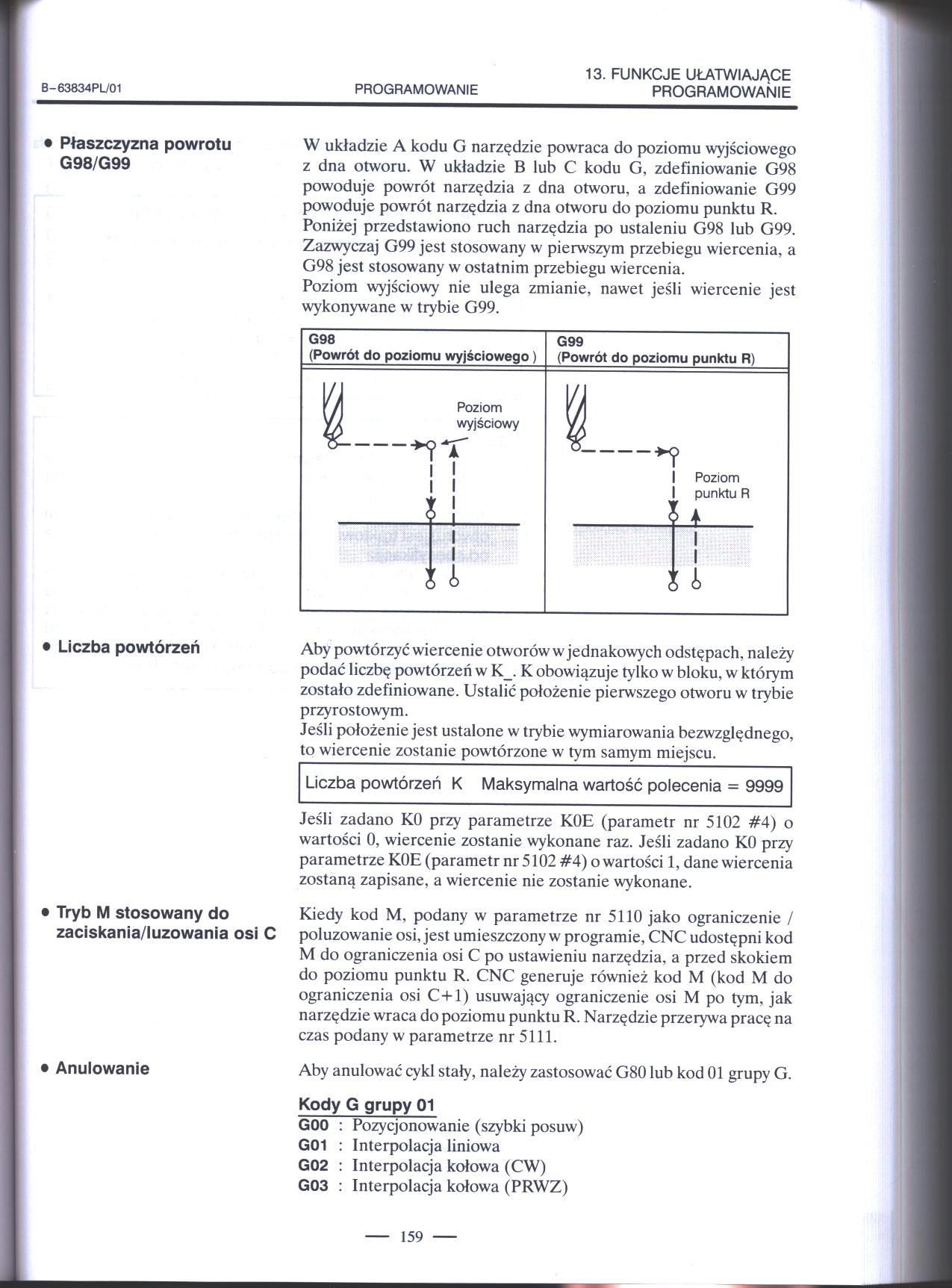
W układzie A kodu G narzędzie powraca do poziomu wyjściowego z dna otworu. W układzie B lub C kodu G, zdefiniowanie G98 powoduje powrót narzędzia z dna otworu, a zdefiniowanie G99 powoduje powrót narzędzia z dna otworu do poziomu punktu R. Poniżej przedstawiono ruch narzędzia po ustaleniu G98 lub G99. Zazwyczaj G99 jest stosowany w pierwszym przebiegu wiercenia, a G98 jest stosowany w ostatnim przebiegu wiercenia.
Poziom wyjściowy nie ulega zmianie, nawet jeśli wiercenie jest wykonywane w trybie G99.
|
G98 (Powrót do poziomu wyjściowego) |
G99 (Powrót do poziomu punktu R) | ||
|
1 i |
Poziom wyjściowy i ! |
i *1 l |
P Poziom punktu R + |
|
' <! |
1 1 i i |
' <! |
1 1 i i |
• Liczba powtórzeń
Aby powtórzyć wiercenie otworów w jednakowych odstępach, należy podać liczbę powtórzeń w K_. K obowiązuje tylko w bloku, w którym zostało zdefiniowane. Ustalić położenie pierwszego otworu w trybie przyrostowym.
Jeśli położenie jest ustalone w trybie wymiarowania bezwzględnego, to wiercenie zostanie powtórzone w tym samym miejscu.
Liczba powtórzeń K Maksymalna wartość polecenia = 9999
Jeśli zadano KO przy parametrze KOE (parametr nr 5102 #4) o wartości 0, wiercenie zostanie wykonane raz. Jeśli zadano KO przy parametrze KOE (parametr nr 5102 #4) o wartości 1, dane wiercenia zostaną zapisane, a wiercenie nie zostanie wykonane.
• Tryb M stosowany do zaciskania/luzowania
Kiedy kod M, podany w parametrze nr 5110 jako ograniczenie / osi C poluzowanie osi, jest umieszczony w programie, CNC udostępni kod M do ograniczenia osi C po ustawieniu narzędzia, a przed skokiem do poziomu punktu R. CNC generuje również kod M (kod M do ograniczenia osi C4-1) usuwający ograniczenie osi M po tym, jak narzędzie wraca do poziomu punktu R. Narzędzie przerywa pracę na czas podany w parametrze nr 5111.
• Anulowanie
Aby anulować cykl stały, należy zastosować G80 lub kod 01 grupy G. Kody G grupy 01
G00 : Pozycjonowanie (szybki posuw)
G01 : Interpolacja liniowa G02 : Interpolacja kołowa (CW)
G03 : Interpolacja kołowa (PRWZ)
159 —
Wyszukiwarka
Podobne podstrony:
168 2 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PU01 ADNOTACJA 1
150 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.3 STAŁY CYKL OBRÓBKI DLA
128 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/0113.1.3Cykl toczenia czołowego
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE13.1.4Jak korzystać ze stałych cykli
133 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01• Cykl skrawania czołowego (G9
138 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.2 Usuwanie naddatku
139 4 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.3Powtórzenie wzoru
140 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEADNOTACJA 1
141 2 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01PrzykładyUsuwanie naddatku
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPROGRAMOWANIE B-63834PL/0113.2.5Cykl głębokiego wiercenia
144 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.6 Cykl wiercenia średnic
145 6 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.7 Cykl obróbki gwintów
148 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPrzykłady • Przestawne nacinan
149 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.8 Uwagi dotyczące cyklu
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01• Oznaczenie symboli na rysunkach W
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.3.1 CYKL WIERCENIA CZOŁOWEGO
155 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01• Szybki cykl wiercenia głębok
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE • Cykl wiercenia (G83 lub
więcej podobnych podstron