153
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE
PROGRAMOWANIE
B-63834PL/01
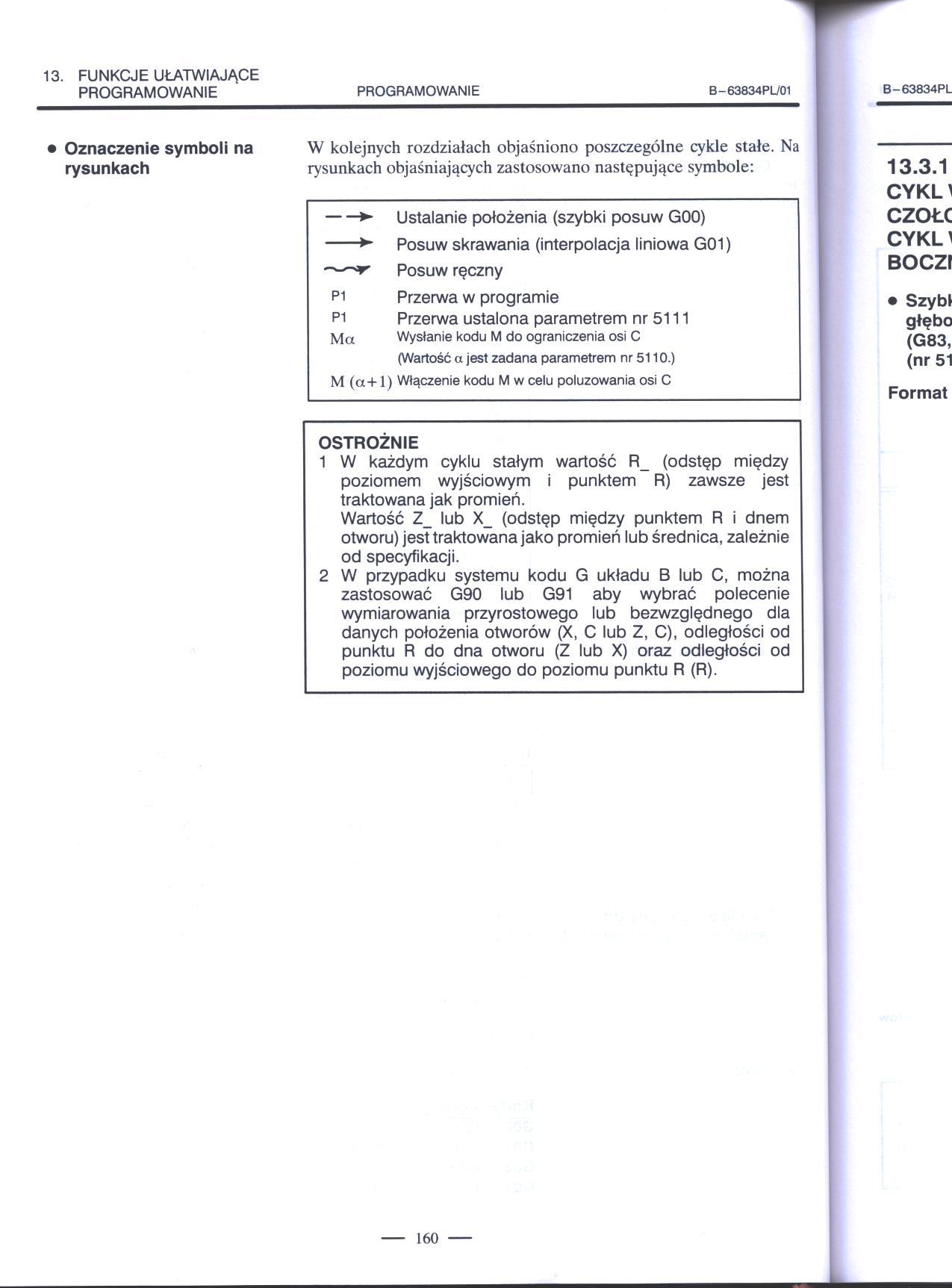
W kolejnych rozdziałach objaśniono poszczególne cykle stałe. Na rysunkach objaśniających zastosowano następujące symbole:
|
--► |
Ustalanie położenia (szybki posuw G00) Posuw skrawania (interpolacja liniowa G01) |
|
--- |
Posuw ręczny |
|
P1 |
Przerwa w programie |
|
P1 |
Przerwa ustalona parametrem nr 5111 |
|
Ma |
Wysłanie kodu M do ograniczenia osi C |
|
M (a+1) |
(Wartość a jest zadana parametrem nr 5110.) Włączenie kodu M w celu poluzowania osi C |
OSTROŻNIE
1 W każdym cyklu stałym wartość R_ (odstęp między poziomem wyjściowym i punktem R) zawsze jest traktowana jak promień.
Wartość Z_ lub X_ (odstęp między punktem R i dnem otworu) jest traktowana jako promień lub średnica, zależnie od specyfikacji.
2 W przypadku systemu kodu G układu B lub C, można zastosować G90 lub G91 aby wybrać polecenie wymiarowania przyrostowego lub bezwzględnego dla danych położenia otworów (X, C lub Z, C), odległości od punktu R do dna otworu (Z lub X) oraz odległości od poziomu wyjściowego do poziomu punktu R (R).
160 —
Wyszukiwarka
Podobne podstrony:
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPROGRAMOWANIE B-63834PL/0113.2.5Cykl głębokiego wiercenia
150 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.3 STAŁY CYKL OBRÓBKI DLA
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE13.1.4Jak korzystać ze stałych cykli
133 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01• Cykl skrawania czołowego (G9
138 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.2 Usuwanie naddatku
139 4 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.3Powtórzenie wzoru
140 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEADNOTACJA 1
144 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.6 Cykl wiercenia średnic
145 6 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.7 Cykl obróbki gwintów
148 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPrzykłady • Przestawne nacinan
149 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.8 Uwagi dotyczące cyklu
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.3.1 CYKL WIERCENIA CZOŁOWEGO
155 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01• Szybki cykl wiercenia głębok
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE • Cykl wiercenia (G83 lub
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.3.5 Środki ostrożności
163 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.4.3 Cykl szlifowania
167 2 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE Objaśnienia Program do obróbk
169 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPrzykłady (Programowanie średn
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.6.1 Cykl gwintowania czołowego
więcej podobnych podstron