139 4
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE
PROGRAMOWANIE
B-63834PL/01
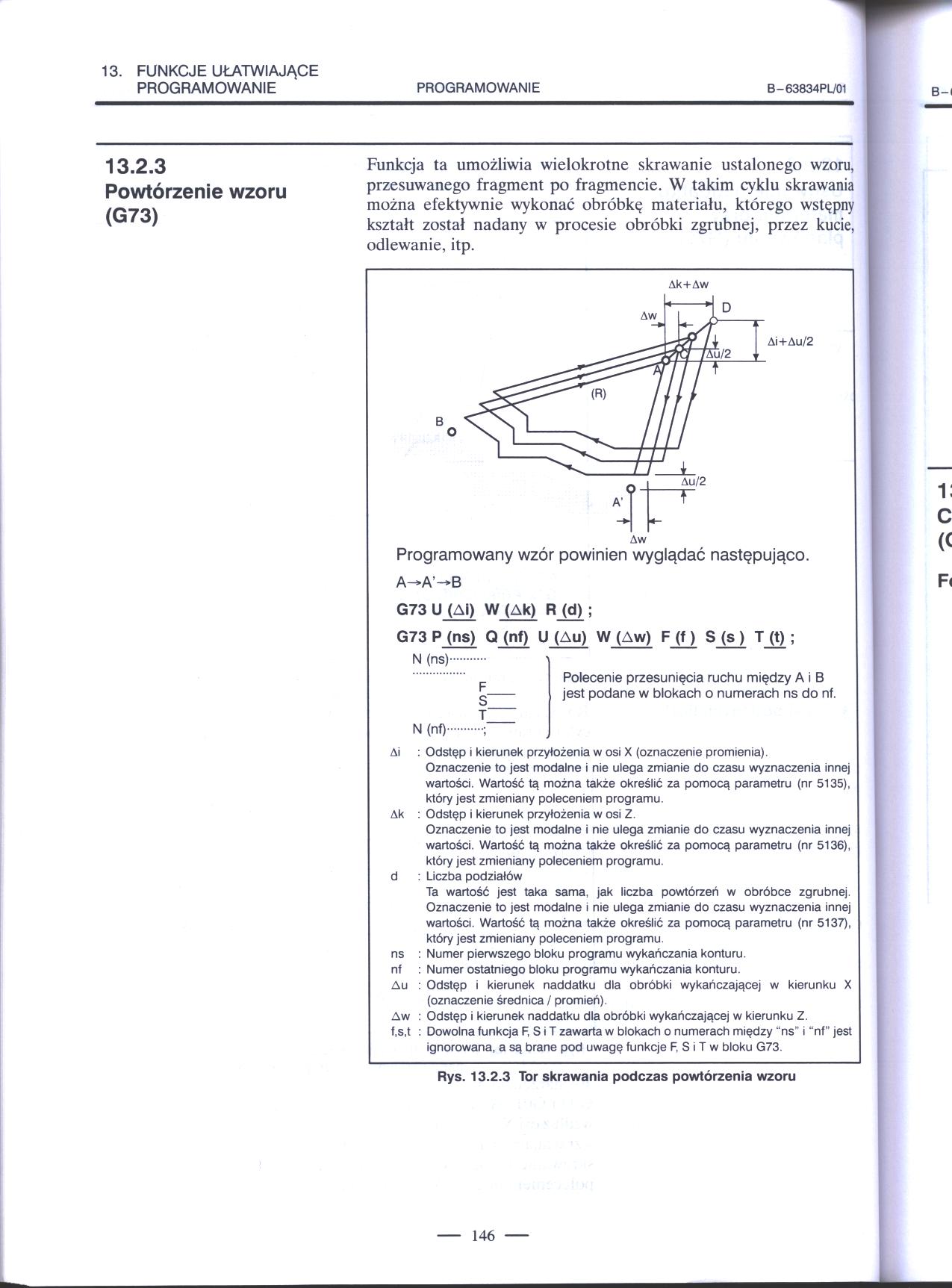
Funkcja ta umożliwia wielokrotne skrawanie ustalonego wzoru, przesuwanego fragment po fragmencie. W takim cyklu skrawania można efektywnie wykonać obróbkę materiału, którego wstępny kształt został nadany w procesie obróbki zgrubnej, przez kucie, odlewanie, itp.
Ak+Aw
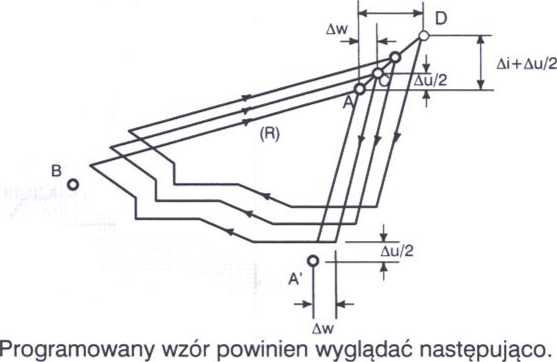
A-*A’-»B
G73 UJAi) W (Ak) R (d) ;
G73 P_(ns) QJnf) U (Au) W (Aw) F (f) S (s ) TJt) ;
N (ns)...........
................ Polecenie przesunięcia ruchu między A i B
2- jest podane w blokach o numerach ns do nf.
T
N (nf)...........;
Ai : Odstęp i kierunek przyłożenia w osi X (oznaczenie promienia).
Oznaczenie to jest modalne i nie ulega zmianie do czasu wyznaczenia innej wartości. Wartość tą można także określić za pomocą parametru (nr 5135), który jest zmieniany poleceniem programu.
Ak : Odstęp i kierunek przyłożenia w osi Z.
Oznaczenie to jest modalne i nie ulega zmianie do czasu wyznaczenia innej wartości. Wartość tą można także określić za pomocą parametru (nr 5136), który jest zmieniany poleceniem programu, d : Liczba podziałów
Ta wartość jest taka sama, jak liczba powtórzeń w obróbce zgrubnej. Oznaczenie to jest modalne i nie ulega zmianie do czasu wyznaczenia innej wartości. Wartość tą można także określić za pomocą parametru (nr 5137), który jest zmieniany poleceniem programu, ns : Numer pierwszego bloku programu wykańczania konturu, nf : Numer ostatniego bloku programu wykańczania konturu.
Au : Odstęp i kierunek naddatku dla obróbki wykańczającej w kierunku X (oznaczenie średnica / promień).
Aw : Odstęp i kierunek naddatku dla obróbki wykańczającej w kierunku Z. f,s,t : Dowolna funkcja F, S i T zawarta w blokach o numerach między “ns" i "nf” jest ignorowana, a są brane pod uwagę funkcje F, S i T w bloku G73.
Rys. 13.2.3 Tor skrawania podczas powtórzenia wzoru
146 -
Wyszukiwarka
Podobne podstrony:
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPROGRAMOWANIE B-63834PL/0113.2.5Cykl głębokiego wiercenia
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przyrostowe polecenie G53 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.3 Posuw narzędzia w trybie
180 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
182 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Anulowanie korekcji
190 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
192 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Posuw narzędzia wokół zewnętrznej
204 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
208 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Tor punktu środkowego ostrza narzęd
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PI/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przemieszczenie krawędziowe 14. FUNKCJA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Założenie wystąpienia interferencji,
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
222 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.8Ogólne środki ostrożności w pr
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Polecenie G28 lub G30 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 OSTRZEŻENIE 1 Jeśli wykonywane jest polece
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.4 WARTOŚCI KOMPENSACJI NARZĘDZIA,
więcej podobnych podstron