1 (9) 2
206
206
fO*
#oC
it»
za
P*
9
n
t
uplastycznienie tworzywa. Pod naciskiem stempla przetlocznego uplastycznione tworzywo wpływa przez kanał przetłoczny do gniazda formującego, w którym następuje utwardzanie. W przypadku tworzyw termoutwardzalnych gniazdo formujące jest ogrzewane, a w przypadku tworzyw termoplastycznych - chłodzone. Wypraski otrzymane przez prasowanie przetloczne odznaczają się większą dokładnością wymiarów oraz lepszymi własnościami mechanicznymi niż wypraski otrzymane przez prasowanie tłoczne. Na poprawę własności mechanicznych wpływa przede wszystkim większa jednorodność utwardzania. Prasowanie przetloczne umożliwia wykonanie wyprasek o ściankach znacznej
grubości, a także zezwala na umieszczenie w gnieżdzie formującym wstawek metalowych, zwanych zapraskami.
Z tworzyw termoutwardzalnych możemy tą metodą prasować jedynie tłoczywa napełniane bardzo rozdrobnionymi napełniaczami (np. mączka drzewną). Żywica zawarta w tłoczywie powinna być stosunkowo mało skondensowa-
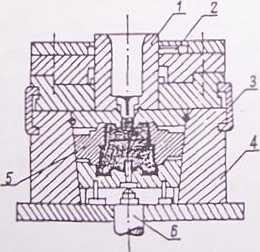
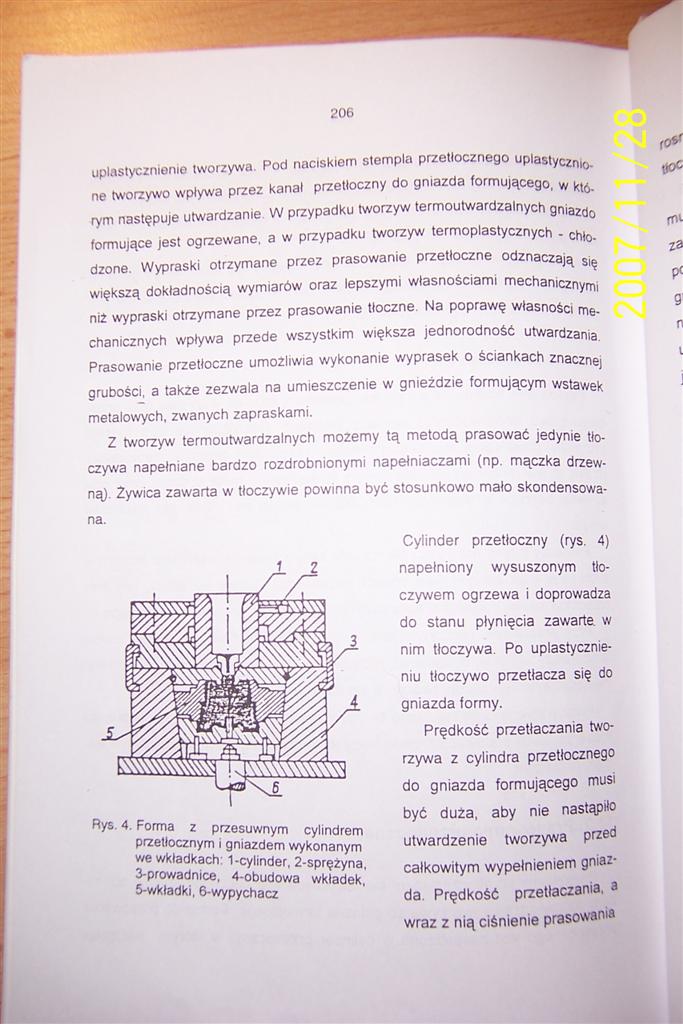
Rys. 4. Forma z przesuwnym cylindrem przetlocznym i gniazdem wykonanym we wkładkach: 1-cyflnder. 2-sprężyna, 3-prowadnice. 4-obudowa wkładek. 5-wkładki, 6-wypychacz
Cylinder przetłoczny (rys. 4) napełniony wysuszonym tłoczywem ogrzewa i doprowadza do stanu płynięcia zawarte w nim tłoczywa. Po uplastycznieniu tłoczywo przetłacza się do gniazda formy.
Prędkość przetłaczania tworzywa z cylindra przetlocznego do gniazda formującego musi być du2a, aby nie nastąpiło utwardzenie tworzywa przed całkowitym wypełnieniem gniazda. Prędkość przetłaczania, a wraz z nią ciśnienie prasowania
Wyszukiwarka
Podobne podstrony:
Rys. L-113. Metody wstępnego uplastyczniania tworzywa podczas wtrysku a) U kowo-przetłoczna, b)
206 MORFOLOGIA (c) od pozostałych przymiotników twardotematowych tworzy się przysłówki z formantem -
14876 Wyciskanie4 1138 XIII. TECHNOLOGIA TWORZYW SZTUCZNYCH Wyciskanie tłokiem polega na uplastyczni
(nfemaycL k
iT* ^ (Zą Ha, lc -.iac c<>- ►tli. t- ^ &s‘/pD L-*(x_lx*vl 1 (Xv YI -;
skan3 (4) XJ&id tyaftX~X4( f) fo - Xfo ~^IT■> Ołu-+ODPt ft4; V C f?) O fo
6 (1107) Przedstawiony w powyższym modelu opis przebiegu uplastyczniania tworzywa jest słuszny w odn
0 (12) 183 4 Uplastycznienie tworzywa W czasie chłodzenia wypraski. po zakończeniu docisku, ślimak z
DSC00230 2 ogic mppl
Top 75 bmp związane- z daną działalnością. Następnie planowo, krok za krokiem tworzy się permutacje
19593 str37 by endi (6) to dlare(*o, ŹE 3ESTEM OC WiEPZiĄLNY ZA OTWÓRZ, NY6US1E TO3AłPETFKfi4S./ TO
100D79 Strefa sprężania: uplastycznienie tworzywa, uzyskanie wysokiego ciśnienia, sprężanie,
więcej podobnych podstron