2tom026
2. URZĄDZENIA SPAWALNICZE 54
Uchwyty do spawania elektrodą topliwą w atmosferze gazów ochronnych są wykonywane w dwóch odmianach:
— fajkowe chłodzone gazem osłonowym, przeznaczone do spawania prądami do ok. 300 A,
— fajkowe lub pistoletowe chłodzone wodą, przeznaczone do spawania prądem większym niż 300 A.
Uchwyty mogą być uniwersalne lub specjalne do wykonywania specjalnych spoin. Jednym z ważniejszych elementów decydującym o stabilności procesu spawania jest kontakt ślizgowy, doprowadzający prąd spawania do drutu elektrodowego. W półautomatach spawalniczych zasilacz i podajnik są połączone z uchwytem spawalniczym za pomocą przewodu zespolonego. Przewodem tym jest doprowadzony prąd spawania, gaz osłonowy, woda chłodząca uchwyt, drut elektrodowy oraz sygnały sterujące procesem spawania nadawane przez spawacza.
2.3.3. Automaty spawalnicze
W najprostszym przypadku przy spawaniu automatycznym elektrodą topliwą są zautomatyzowane dwie podstawowe czynności, tj. podawanie drutu elektrodowego w strefę luku z prędkością równą prędkości topienia, jak i przemieszczanie głowicy spawalniczej wzdłuż spawanych elementów. Mogą też być przemieszczane spawane elementy pod stacjonarną głowicę, z prędkością układania spoiny.
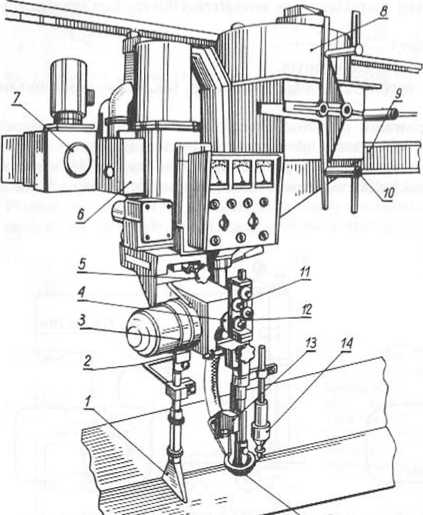
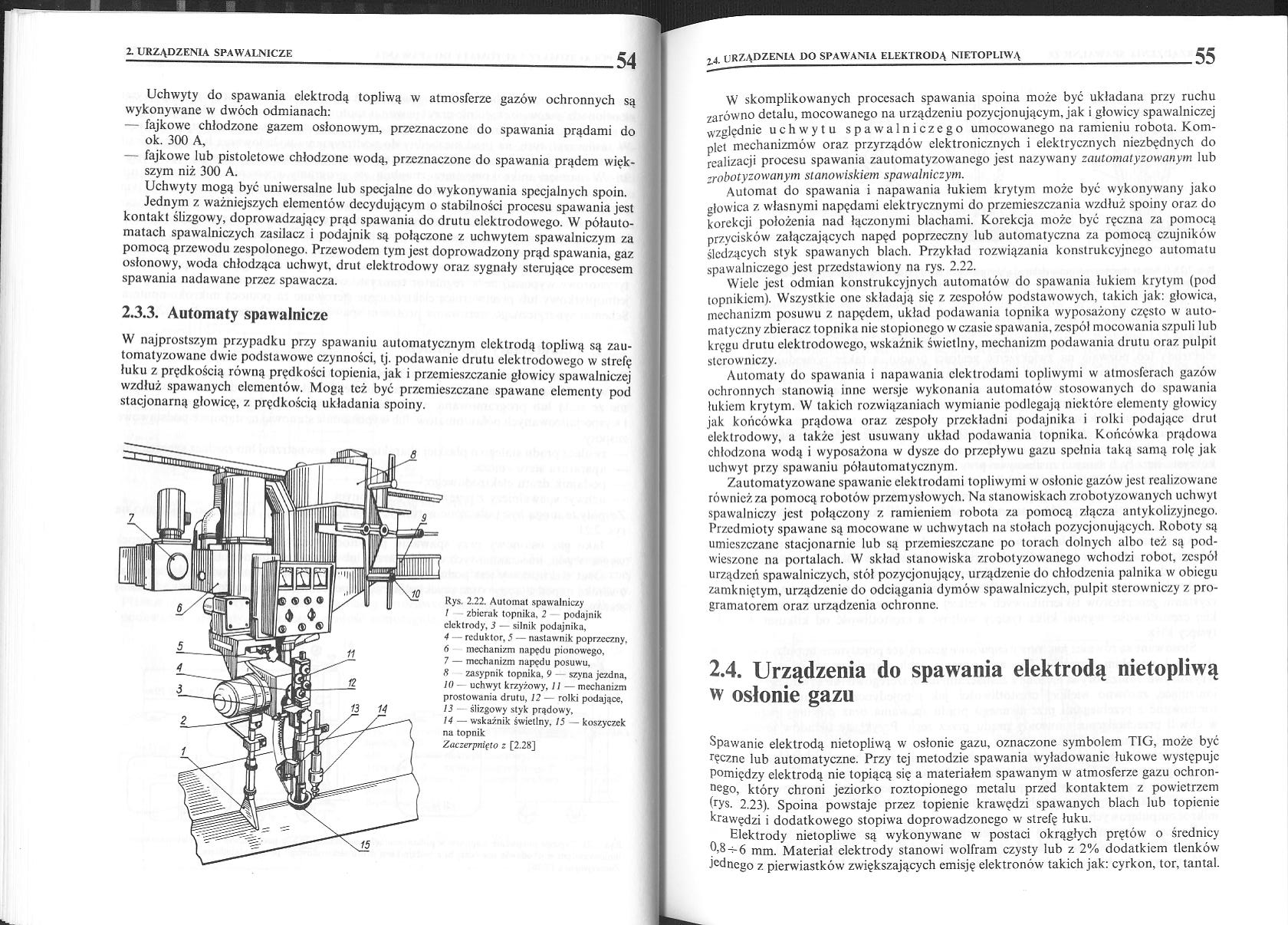
Rys. 2.22. Automat spawalniczy / zbierak topnika. 2 podajnik
elektrody, 3 — silnik podajnika,
4 — reduktor, 5 — nastawnik poprzeczny,
6 mechanizm napędu pionowego,
7 — mechanizm napędu posuwu,
8 zasypnik topnika, 9 szyna jezdna,
10 - uchwyt krzyżowy, 11 — mechanizm prostowania drutu, 12 — rolki podające,
13 ślizgowy styk prądowy,
14 — wskaźnik świetlny, 15 — koszyczek na topnik
Zaczerpnięto z [2.28]
W skomplikowanych procesach spawania spoina może być układana przy ruchu zarówno detalu, mocowanego na urządzeniu pozycjonującym, jak i głowicy spawalniczej względnie uchwytu spawalniczego umocowanego na ramieniu robota. Komplet mechanizmów oraz przyrządów elektronicznych i elektrycznych niezbędnych do realizacji procesu spawania zautomatyzowanego jest nazywany zautomatyzowanym lub zrabotyzowanym stanowiskiem spawalniczym.
Automat do spawania i napawania lukiem krytym może być wykonywany jako głowica z własnymi napędami elektrycznymi do przemieszczania wzdłuż spoiny oraz do korekcji położenia nad łączonymi blachami. Korekcja może być ręczna za pomocą przycisków załączających napęd poprzeczny lub automatyczna za pomocą czujników śledzących styk spawanych blach. Przykład rozwiązania konstrukcyjnego automatu spawalniczego jest przedstawiony na rys. 2.22.
Wiele jest odmian konstrukcyjnych automatów do spawania lukiem krytym (pod topnikiem). Wszystkie one składają się z zespołów podstawowych, takich jak: głowica, mechanizm posuwu z napędem, układ podawania topnika wyposażony często w automatyczny zbieracz topnika nie stopionego w czasie spawania, zespól mocowania szpuli lub kręgu drutu elektrodowego, wskaźnik świetlny, mechanizm podawania drutu oraz pulpit sterowniczy.
Automaty do spawania i napawania elektrodami topliwymi w atmosferach gazów ochronnych stanowią inne wersje wykonania automatów stosowanych do spawania tukiem krytym. W takich rozwiązaniach wymianie podlegają niektóre elementy głowicy jak końcówka prądowa oraz zespoły przekładni podajnika i rolki podające drut elektrodowy, a także jest usuwany układ podawania topnika. Końcówka prądowa chłodzona wodą i wyposażona w dysze do przepływu gazu spełnia taką samą rolę jak uchwyt przy spawaniu półautomatycznym.
Zautomatyzowane spawanie elektrodami topliwymi w osłonie gazów jest realizowane również za pomocą robotów przemysłowych. Na stanowiskach zrobotyzowanych uchwyt spawalniczy jest połączony z ramieniem robota za pomocą złącza antykolizyjnego. Przedmioty spawane są mocowane w uchwytach na stołach pozycjonujących. Roboty są umieszczane stacjonarnie lub są przemieszczane po torach dolnych albo też są podwieszone na portalach. W skład stanowiska zrobotyzowanego wchodzi robot, zespół urządzeń spawalniczych, stół pozycjonujący, urządzenie do chłodzenia palnika w obiegu zamkniętym, urządzenie do odciągania dymów spawalniczych, pulpit sterowniczy z programatorem oraz urządzenia ochronne.
2.4. Urządzenia do spawania elektrodą nietopliwą w osłonie gazu
Spawanie elektrodą nietopliwą w osłonie gazu, oznaczone symbolem TIG, może być ręczne lub automatyczne. Przy tej metodzie spawania wyładowanie łukowe występuje Pomiędzy elektrodą nie topiącą się a materiałem spawanym w atmosferze gazu ochronnego, który chroni jeziorko roztopionego metalu przed kontaktem z powietrzem (rys. 2.23). Spoina powstaje przez topienie krawędzi spawanych blach lub topienie krawędzi i dodatkowego stopiwa doprowadzonego w strefę luku.
Elektrody nietopliwe są w'ykonywanc w postaci okrągłych prętów o średnicy mm. Materiał elektrody stanowi wolfram czysty lub z 2% dodatkiem tlenków Jednego z pierwiastków zwiększających emisję elektronów takich jak: cyrkon, tor, tantal.
Wyszukiwarka
Podobne podstrony:
Spoiwa stalowe do spawania elektrodą topliwą w osłonach gazów Record lndex: 1 of 15 Zamknij ^ H h
2tom028 2. URZĄDZENIA SPAWALNICZE 58 W przypadku pierwszym hik elektryczny jarzy się pomiędzy elektr
Materiały i urządzenia do spawania łukowego Maszyny spawalnicze do spawania elektrycznego Do maszyn
Materiały i urządzenia do spawania łukowego Maszyny spawalnicze do spawania elektrycznego Transforma
2tom024 2. URZĄDZENIA SPAWALNICZE 50 2. URZĄDZENIA SPAWALNICZE 50 Do uchwytu spawalniczego Hr1 Do źr
2tom027 2. URZĄDZENIA SPAWALNICZE 56 Rys. 2.23. Schemat procesu spawania elektrodą nietopliwą: a) be
METODA 1 1 1 MMA □ Prostownik spawalniczy do spawania elektrodam otulonymi. □
2tom020 2. URZĄDZENIA SPAWALNICZE 42 Rys. 2.2. Przebiegi zmian napięcia i prądu przy spawaniu prądem
2tom022 2. URZĄDZENIA SPAWALNICZE 46 2. URZĄDZENIA SPAWALNICZE 46 Rys. 2.7. Schemat prostownika tyry
2tom023 2. URZĄDZENIA SPAWALNICZE 48 Przetwornice spawalnicze elektromaszynowe, mimo ciągłych udosko
2tom029 2. URZĄDZENIA SPAWALNICZE 60 Do zasilania luku plazmowego w urządzeniach do cięcia są stosow
3. Eksploatacja urządzeń, instalacji i sieci przyłączonych do sieci ELEKTROENERGETYCZNYCH ENERGA-OPE
malk3 2 ■fląc/a spawanego. 3. Praygo,cwanie materia* do spawania, ^ ^^ 4. Elektro
16122011(005) Gr.AS: Narysować i opisać schemat stanowiska do spawania elektrodami otulonymi. Gr.H5:
2tom021 1 URZĄDZENIA SPAWALNICZE 44 Transformatory spawalnicze o opadających charakterystykach zewnę
2tom025 2. URZĄDZENIA SPAWALNICZE 52 cia na wyjściu prostownika wynosi ok. I V. Ze względu na koniec
Tabela 11.5 Zalecane metale i stopy wkładek przejściowych do spawania elektronowego metali i stopów
Rys. 5. Spawanie elektrodą topliwą w osłonie gazu obojętnego (metodą MIG, MAG). W metodzie MIG gazem
więcej podobnych podstron