2tom025
2. URZĄDZENIA SPAWALNICZE 52
cia na wyjściu prostownika wynosi ok. I V. Ze względu na konieczność wyprowadzenia wielu zaczepów, uzwojeń transformatory prostownikowe i układy nastawiania napięcia w prostownikach diodowych są skomplikowane.
Problem ten nie występuje w prostownikach tyrystorowych, umożliwiających w wymaganym zakresie nastawianie napięcia wyjściowego w sposób płynny. Wówczas są stosowane zespoły prostownicze sześciopulsowe. Najczęściej są to tyrystorowe mostki prostownicze w pełni sterowane, ze wspomaganiem za pomocą diodowego zespołu prostowniczego malej mocy połączonego równolegle z zespołem tyrystorowym poprzez rezystory ograniczające prąd zasilania luku. Prostownik wspomagający przeciwdziała dejonizacji przestrzeni międzyelektrodowej w chwilach, gdy tyrystory są zablokowane. Jest to szczególnie ważne przy małych prądach spawania.
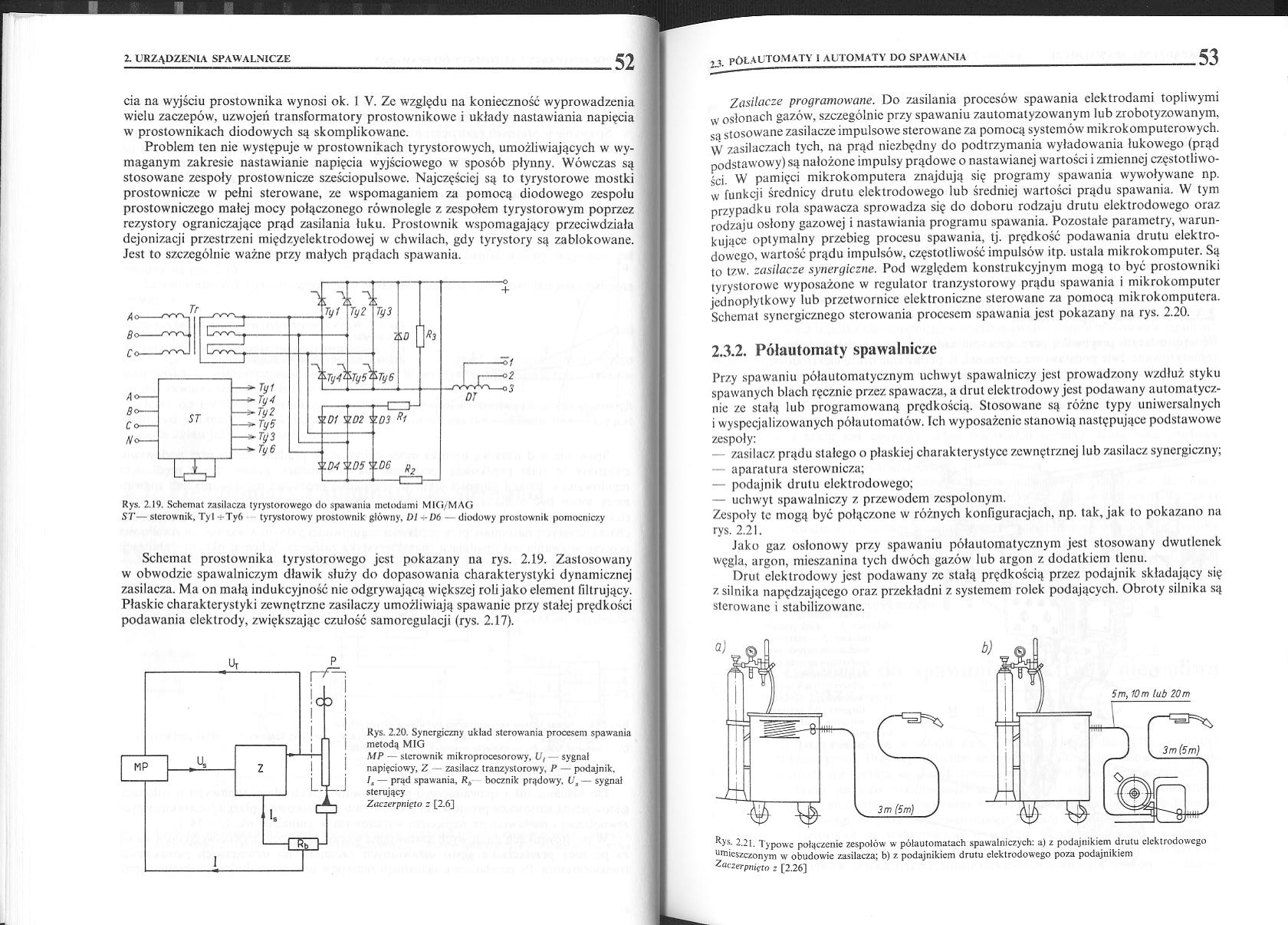
Rys. 2.19. Schemat zasilacza tyrystorowego <lo spawania metodami MIG/MAG
ST— sterownik, Tyl Ty6 tyrystorowy prostownik główny, Ol ±06 — diodowy prostownik pomocniczy
Schemat prostownika tyrystorowego jest pokazany na rys. 2.19. Zastosowany w obwodzie spawalniczym dławik służy do dopasowania charakterystyki dynamicznej zasilacza. Ma on małą indukcyjność nic odgrywającą większej roli jako element filtrujący. Płaskie charakterystyki zewnętrzne zasilaczy umożliwiają spawanie przy stałej prędkości podawania elektrody, zwiększając czułość samorcgulacji (rys. 2.17).
Ur
c o
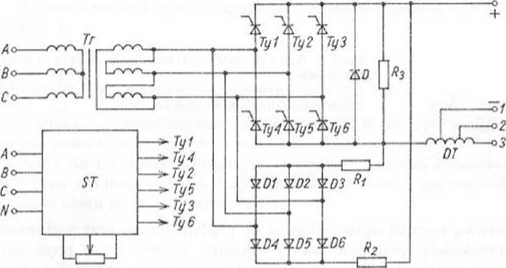
Rys. 2.20. Syncrgiczny układ sterowania procesem spawania metodą MIG
CIP
LL
A1P — sterownik mikroprocesorowy, U, - sygnał napięciowy, Z - zasilacz tranzystorowy, P — podajnik,
/, — prąd spawania, Rń bocznik prądowy, — sygnał sterujący
Zaczerpnięto z [2.6]
Zasilacze programowane. Do zasilania procesów spawania elektrodami topliwymi w osłonach gazów, szczególnie przy spawaniu zautomatyzowanym lub zrobotyzowanym. są stosowane zasilacze impulsowe sterowane za pomocą systemów mikrokomputerowych. W zasilaczach tych, na prąd niezbędny do podtrzymania wyładowania lukowego (prąd podstawowy) są nałożone impulsy prądowe o nastawianej wartości i zmiennej częstotliwości. W pamięci mikrokomputera znajdują się programy spawania wywoływane np. w funkcji średnicy drutu elektrodowego lub średniej wartości prądu spawania. W tym przypadku rola spawacza sprowadza się do doboru rodzaju drutu elektrodowego oraz rodzaju osłony gazowej i nastawiania programu spawania. Pozostałe parametry, warunkujące optymalny przebieg procesu spawania, tj. prędkość podawania drutu elektrodowego, wartość prądu impulsów, częstotliwość impulsów itp. ustala mikrokomputer. Są to tzw. zasilacze synergiczne. Pod względem konstrukcyjnym mogą to być prostowniki tyrystorowe wyposażone w regulator tranzystorowy prądu spawania i mikrokomputer jednopłytkowy lub przetwornice elektroniczne sterowane za pomocą mikrokomputera. Schemat synergicznego sterowania procesem spawania jest pokazany na rys. 2.20.
2.3.2. Półautomaty spawalnicze
Przy spawaniu półautomatycznym uchwyt spawalniczy jest prowadzony wzdłuż styku spawanych blach ręcznie przez spawacza, a drut elektrodowy jest podawany automatycznie ze stałą lub programowaną prędkością. Stosowane są różne typy uniwersalnych i wyspecjalizowanych półautomatów. Ich wyposażenie stanowią następujące podstawowe
zespoły:
zasilacz prądu stałego o płaskiej charakterystyce zewnętrznej lub zasilacz syncrgiczny;
— aparatura sterownicza;
— podajnik drutu elektrodowego;
— uchwyt spawalniczy z przewodem zespolonym.
Zespoły te mogą być połączone w różnych konfiguracjach, np. tak, jak to pokazano na rys. 2.21.
Jako gaz osłonowy przy spawaniu półautomatycznym jest stosowany dwutlenek węgla, argon, mieszanina tych dwóch gazów lub argon z dodatkiem tlenu.
Drut elektrodowy jest podawany ze stałą prędkością przez podajnik składający się z silnika napędzającego oraz przekładni z systemem rolek podających. Obroty silnika są sterowane i stabilizowane.
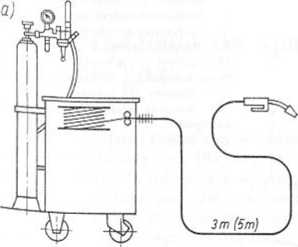
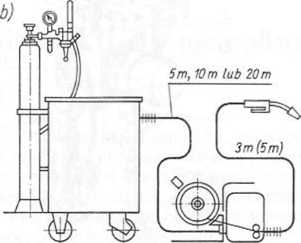
h>'s. 2.21. Typowe połączenie zespoiów w półautomatach spawalniczych: a) z podajnikiem drutu elektrodowego umieszczonym w obudowie zasilacza; b) z podajnikiem drutu elektrodowego poza podajnikiem Zaczerpnięto z [2.26]
Wyszukiwarka
Podobne podstrony:
2tom022 2. URZĄDZENIA SPAWALNICZE 46 2. URZĄDZENIA SPAWALNICZE 46 Rys. 2.7. Schemat prostownika tyry
2tom029 2. URZĄDZENIA SPAWALNICZE 60 Do zasilania luku plazmowego w urządzeniach do cięcia są stosow
2tom020 2. URZĄDZENIA SPAWALNICZE 42 Rys. 2.2. Przebiegi zmian napięcia i prądu przy spawaniu prądem
2tom021 1 URZĄDZENIA SPAWALNICZE 44 Transformatory spawalnicze o opadających charakterystykach zewnę
2tom023 2. URZĄDZENIA SPAWALNICZE 48 Przetwornice spawalnicze elektromaszynowe, mimo ciągłych udosko
2tom024 2. URZĄDZENIA SPAWALNICZE 50 2. URZĄDZENIA SPAWALNICZE 50 Do uchwytu spawalniczego Hr1 Do źr
2tom026 2. URZĄDZENIA SPAWALNICZE 54 Uchwyty do spawania elektrodą topliwą w atmosferze gazów ochron
2tom027 2. URZĄDZENIA SPAWALNICZE 56 Rys. 2.23. Schemat procesu spawania elektrodą nietopliwą: a) be
2tom028 2. URZĄDZENIA SPAWALNICZE 58 W przypadku pierwszym hik elektryczny jarzy się pomiędzy elektr
K 088c cia na dwukrotnym złączu prostownika, na naciskach naszego transfoimatoia powinniśmy uzyskać
17199 P1010321 (2) Prostowniki Dla kątów wysterowania n> a > — wartość średnia napięcia na wyj
u°* AA_A_A ,O T/2 T 3/2T 2T f Rys. 2.2. Przebieg napięcia wyjściowego prostownika jednopołówkowego N
52 (11) Pozycja wyjściowa: i vnv ( klęk na str.wklesiej kd str.wypukłej w odwiedzeniu i rotacji zew.
napiecie Napięcie na wyjściu prostownika jest napięciem tętniącym Można je traktować jako sumę skład
14(7) wyjście f . Rys. 15.8. Prasa hydrauliczna, czyli urządzenie służące do działania na przed
DSC01587 (6) n Hp zwierane są zaciski 3 14 układu do modulacji jaskrawości, wytwa-Hp£ on na wyjściu
więcej podobnych podstron