2tom024
2. URZĄDZENIA SPAWALNICZE 50
2. URZĄDZENIA SPAWALNICZE 50
Do uchwytu spawalniczego
Hr1
Do źródTa prądu <
&fp}
3
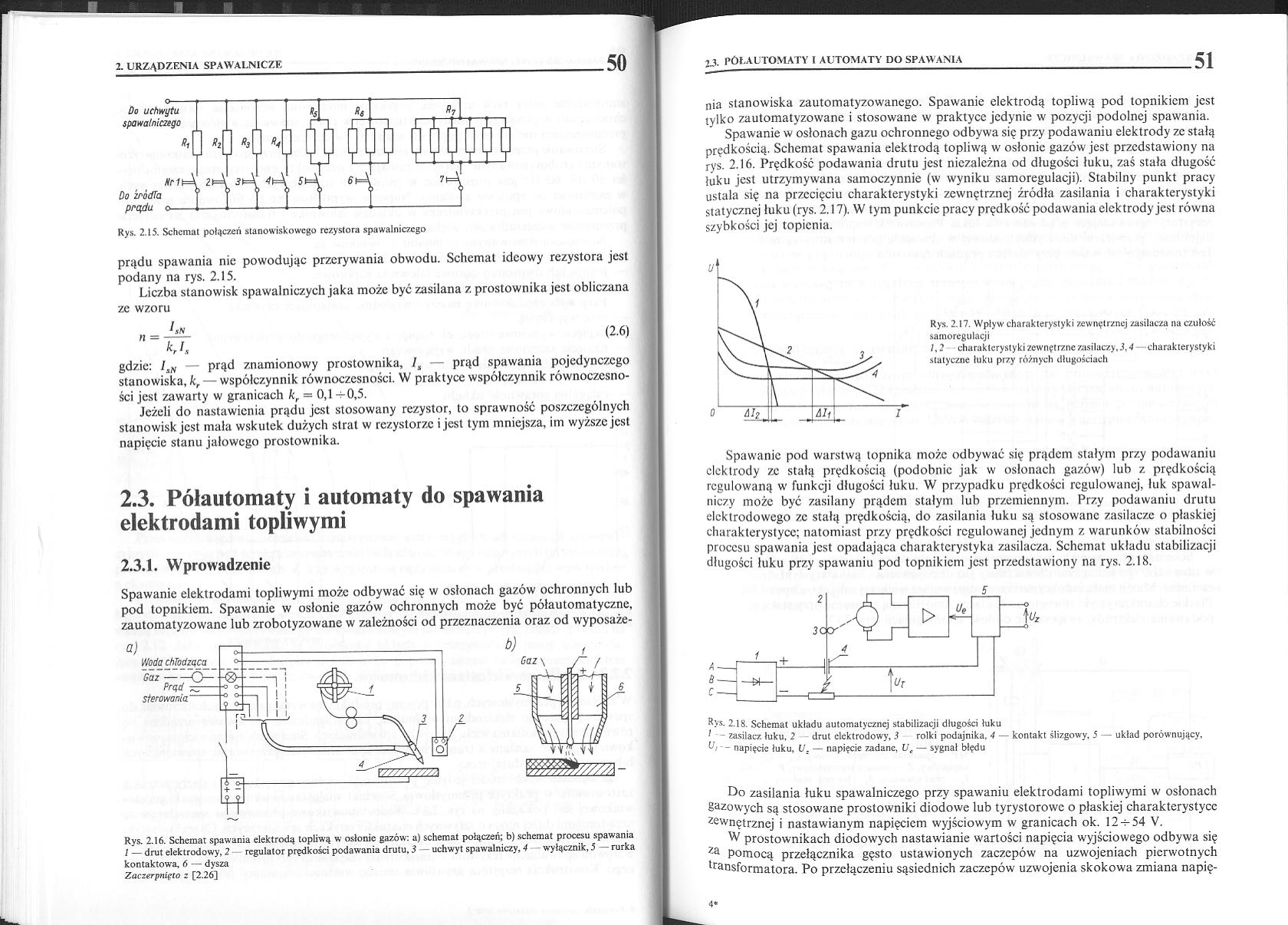
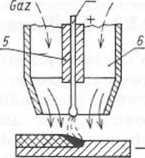
Rys. 2.15. Schemat połączeń stanowiskowego rezystora spawalniczego
prądu spawania nic powodując przerywania obwodu. Schemat ideowy rezystora jest podany na rys. 2.15.
Liczba stanowisk spawalniczych jaka może być zasilana z prostownika jest obliczana ze wzoru
(2.6)
U.
gdzie: l,N — prąd znamionowy prostownika, ls — prąd spawania pojedynczego stanowiska, kr — współczynnik równoczesności. W praktyce współczynnik równoczcsno-ści jest zawarty w granicach kr = 0,1 —0,5.
Jeżeli do nastawienia prądu jest stosowany rezystor, to sprawność poszczególnych stanowisk jest mała wskutek dużych strat w rezystorze i jest tym mniejsza, im wyższe jest napięcie stanu jałowego prostownika.
2.3. Półautomaty i automaty do spawania elektrodami topliwymi
2.3.1. Wprowadzenie
Spawanie elektrodami topliwymi może odbywać się w osłonach gazów ochronnych lub pod topnikiem. Spawanie w osłonie gazów ochronnych może być półautomatyczne, zautomatyzowane lub zrobotyzowane w zależności od przeznaczenia oraz od wyposażę-
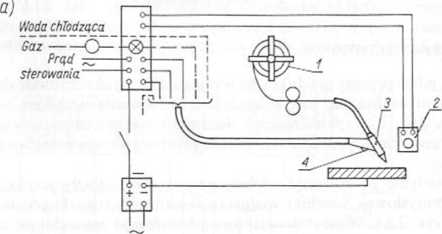
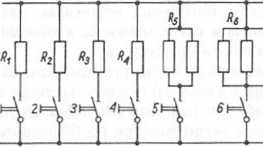
Rys. 2.16. Schemat spawania elektrodą topliwą w osłonie gazów: a) schemat połączeń; b) schemat procesu spawania I — drut elektrodowy, 2 regulator prędkości podawania drutu. 3 - uchwyt spawalniczy, 4 wyłącznik, 5 — rurka kontaktowa, 6 — dysza Zaczerpnięto z [2.26]
nia stanowiska zautomatyzowanego. Spawanie elektrodą topliwą pod topnikiem jest tylko zautomatyzowane i stosowane w praktyce jedynie w pozycji podolnej spawania.
Spawanie w osłonach gazu ochronnego odbywa się przy podawaniu elektrody ze stałą prędkością. Schemat spawania elektrodą topliwą w osłonie gazów jest przedstawiony na rys. 2. 16. Prędkość podawania drutu jest niezależna od długości łuku, zaś stała długość łuku jest utrzymywana samoczynnie (w wyniku samoregulacji). Stabilny punkt pracy ustala się na przecięciu charakterystyki zewnętrznej źródła zasilania i charakterystyki statycznej luku (rys. 2.17). W tym punkcie pracy prędkość podawania elektrody jest równa szybkości jej topienia.

Rys. 2.17. Wpływ charakterystyki zewnętrznej zasilacza na czułość samoregulacji
1,2 charakterystyki zewnętrzne zasilaczy, j, 4 - charakterystyki
statyczne luku przy różnych długościach
Spawanie pod warstwą topnika może odbywać się prądem stałym przy podawaniu elektrody ze stalą prędkością (podobnie jak w osłonach gazów) lub z prędkością regulowaną w funkcji długości łuku. W przypadku prędkości regulowanej, luk spawalniczy może być zasilany prądem stałym lub przemiennym. Przy podawaniu drutu elektrodowego ze stałą prędkością, do zasilania luku są stosowane zasilacze o płaskiej charakterystyce; natomiast przy prędkości regulowanej jednym z warunków stabilności procesu spawania jest opadająca charakterystyka zasilacza. Schemat układu stabilizacji długości tuku przy spawaniu pod topnikiem jest przedstawiony na rys. 2.18.
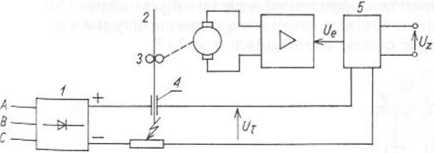
Rys. 2.18. Schemat układu automatycznej stabilizacji długości łuku
1 - zasilacz łuku. 2 drut elektrodowy, 2 rolki podajnika, 4 — kontakt ślizgowy, 5 — układ porównujący, napięcie łuku, Us — napięcie zadane, Vt — sygnał błędu
Do zasilania łuku spawalniczego przy spawaniu elektrodami topliwymi w osłonach gazowych są stosowane prostowniki diodowe lub tyrystorowe o płaskiej charakterystyce zewnętrznej i nastawianym napięciem wyjściowym w granicach ok. 12 — 54 V.
W prostownikach diodowych nastawianie wartości napięcia wyjściowego odbywa się /A Pomocą przełącznika gęsto ustawionych zaczepów na uzwojeniach pierwotnych transformatora. Po przełączeniu sąsiednich zaczepów uzwojenia skokowa zmiana napię-
4*
Wyszukiwarka
Podobne podstrony:
2tom022 2. URZĄDZENIA SPAWALNICZE 46 2. URZĄDZENIA SPAWALNICZE 46 Rys. 2.7. Schemat prostownika tyry
2tom026 2. URZĄDZENIA SPAWALNICZE 54 Uchwyty do spawania elektrodą topliwą w atmosferze gazów ochron
2tom029 2. URZĄDZENIA SPAWALNICZE 60 Do zasilania luku plazmowego w urządzeniach do cięcia są stosow
2tom020 2. URZĄDZENIA SPAWALNICZE 42 Rys. 2.2. Przebiegi zmian napięcia i prądu przy spawaniu prądem
2tom021 1 URZĄDZENIA SPAWALNICZE 44 Transformatory spawalnicze o opadających charakterystykach zewnę
2tom023 2. URZĄDZENIA SPAWALNICZE 48 Przetwornice spawalnicze elektromaszynowe, mimo ciągłych udosko
2tom025 2. URZĄDZENIA SPAWALNICZE 52 cia na wyjściu prostownika wynosi ok. I V. Ze względu na koniec
2tom027 2. URZĄDZENIA SPAWALNICZE 56 Rys. 2.23. Schemat procesu spawania elektrodą nietopliwą: a) be
2tom028 2. URZĄDZENIA SPAWALNICZE 58 W przypadku pierwszym hik elektryczny jarzy się pomiędzy elektr
MINISTERSTWO EDUKACJI NARODOWEJ Aleksandra Gutysz-WojnickaDobieranie urządzeń oraz instrumentów do
img026 (50) 2. Do opisu zjawisk występujących w każdej jednostce stosuje się specjalne kategorie”.1
img051 (50) do myślenia lub wyobrażenia sobie stanu umysłu innej osoby. Frith (1993) uważa, iż trzy
10 BIULETYN URZĘDU PATENTOWEGO Nr 23 (858) 2006 i narzędzie (50) do usuwania powłoki z tafli sz
więcej podobnych podstron