DSC00249
filtracyjnego [3.2], iż A/7fmmx< 10 MPa. Na skutek efektu Barusa przekrój poprzeczny wytłoczyny nie jest równy przekrojowi poprzecznemu wylotu dyszy. Wzorów do obliczeń użytecznych w praktyce inżynierskiej dotychczas ciągle brak i z tego powodu przekrój poprzeczny dyszy podczas projektowania głowicy jest kształtowany wstępnie, a następnie po wykonaniu głowicy podlega korekcji, w próbach bezpośrednio z danym tworzywem na określonej wytłaczarce. Wymaga to pewnego trudu, gdy przekrój ten nie jest kołowy (rys. 3.13), a wytłoczynie stawiane są duże wymagania co do dokładności wymiarów, kształtu i położenia. Coraz częściej stosuje się jednak projektowanie głowic, w tym dysz, ze wspomaganiem komputerowym [3.107].
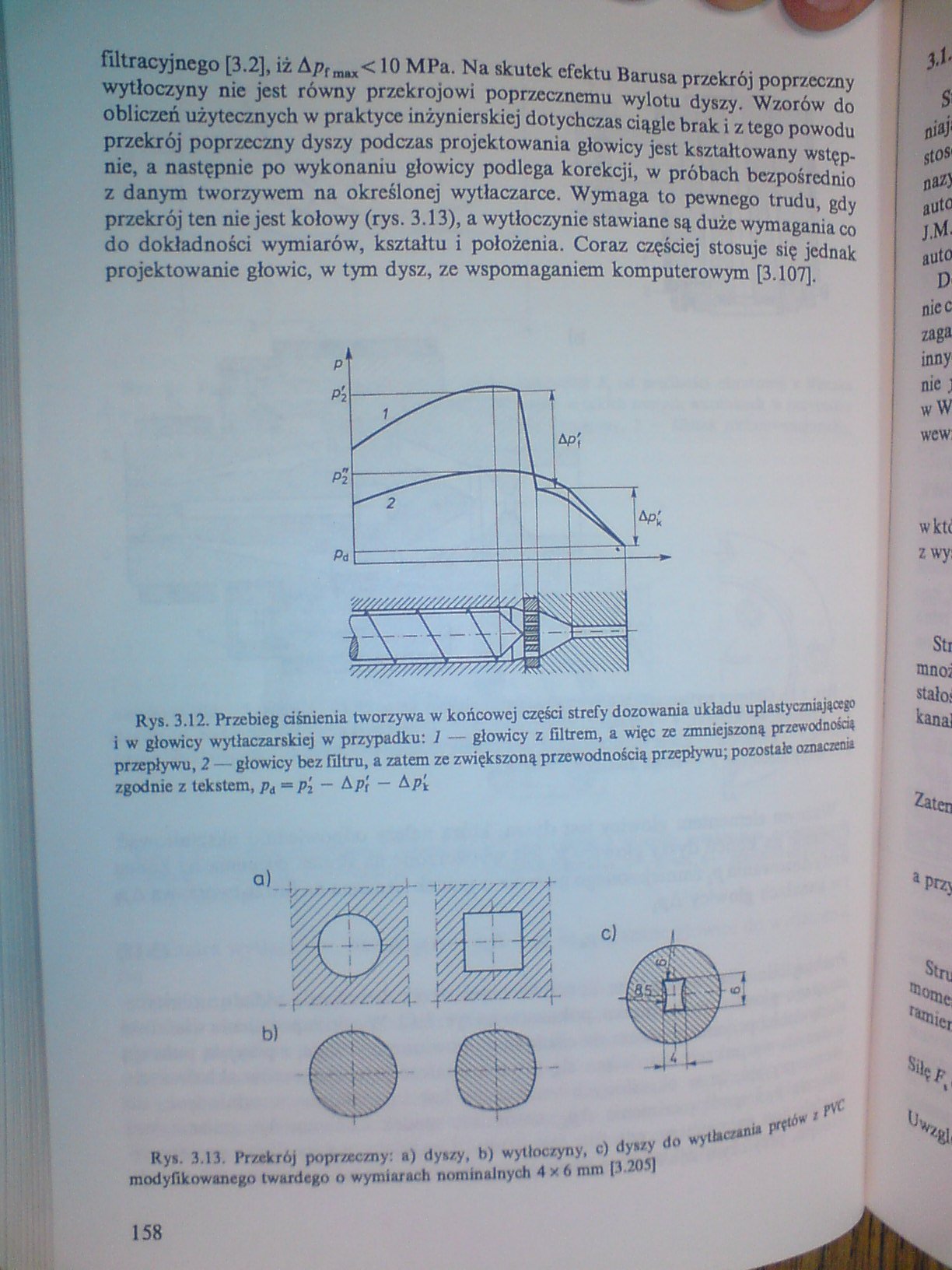
Rys. 3.12. Przebieg dśnienia tworzywa w końcowej części strefy dozowania układu uplastyczniającego i w głowicy wytłaczarsldęj w przypadku: 1 — głowicy z filtrem, a więc ze zmniejszoną przewodnością przepływu, 2 — głowicy bez filtru, a zatem ze zwiększoną przewodnością przepływu; pozostałe oznaczenia zgodnie z tekstem, pt ~p£ — Ap} — A p£
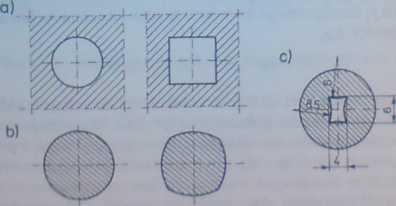
Rys. 3.13. Przekrój poprzeczny: e) dyszy, b) wytłoczyny, c) dyszy do wytłaczania prę*®* modyfikowanego twardego o wymiarach nominalnych 4x6 mm [3.203]
yVC
158
Wyszukiwarka
Podobne podstrony:
Chipsy Dlaczego niezdrowe? Po pierwsze na skutek smażenia wytwarza się akrylamid, substancja, która
<10>Informatyka + Rysunek 10. Dostęp podstawowy BRI kanału D (razem 144 kb/s), jeśli nie jest
skanuj0030 (23) 130 ŁUpmska Ze względu na bogaty skład chemiczny melasy jego poznawanie nie jest rze
skanuj0057a pełnej relacji Ja-Ty usiłuje zatrzymać na stałe jej kopię, stracił już widzenie. Nie jes
IMG382 6.11. PRZEKROJE POPRZECZNE NA OBIEKTACH MOSTOWYCH 6.11.1. Przekrój poprzeczny na obiekcie mos
fermentacja 3 //// 130 E. Lipińska Ze względu na bogaty skład chemiczny melasy jego poznawanie nie j
22257 IMG152 (3) Przy bliższej analizie można ją rozłożyć na części składowe, ale dla naszych celów
więcej podobnych podstron