metalurgia041(1)
80
Z tego powodu zamknięty układ wlewowy stosuje się do odlewania stopów nie mających skłonności do tworzenia na powierzchni zwartej błonki tlenkowej, a więc przede wszystkim żeliwa i niektórych rodzajów brązów. W układzie wlewowym otwartym przekrój kanałów zwiększa się w kierunku wnęki formy. Zapewnia to spokojne wypełnienie wnęki formy; nie występuje jednak efekt odżużlania metalu. Układ ten jest stosowany w przypadku metali tworzących na powierzchni zwarte błonki tlenkowe, takich jak: staliwo, stopy aluminium, niektóre brązy, stopy magnezu.
Prawidłowe działanie układu wlewowego zależy od poprawności jego konstrukcji i poszczególnych jego elementów. Wymiary elementów układu wlewowego zależą od wielkości wytwarzanego odlewu, gabarytów i materiału formy, sposobu odlewania, stanu fizycznego formy w momencie zalewania jej ciekłym metalem, rodzaju odlewanego tworzywa itp. Obliczanie wymiarów elementów układu wlewowego, które obecnie coraz częściej jest dokonywane z użyciem techniki komputerowej, pominięto tutaj, nie jest ono bowiem ważne dla konstruktora lub użytkownika odlewów.
Płynięcie metalu w formie
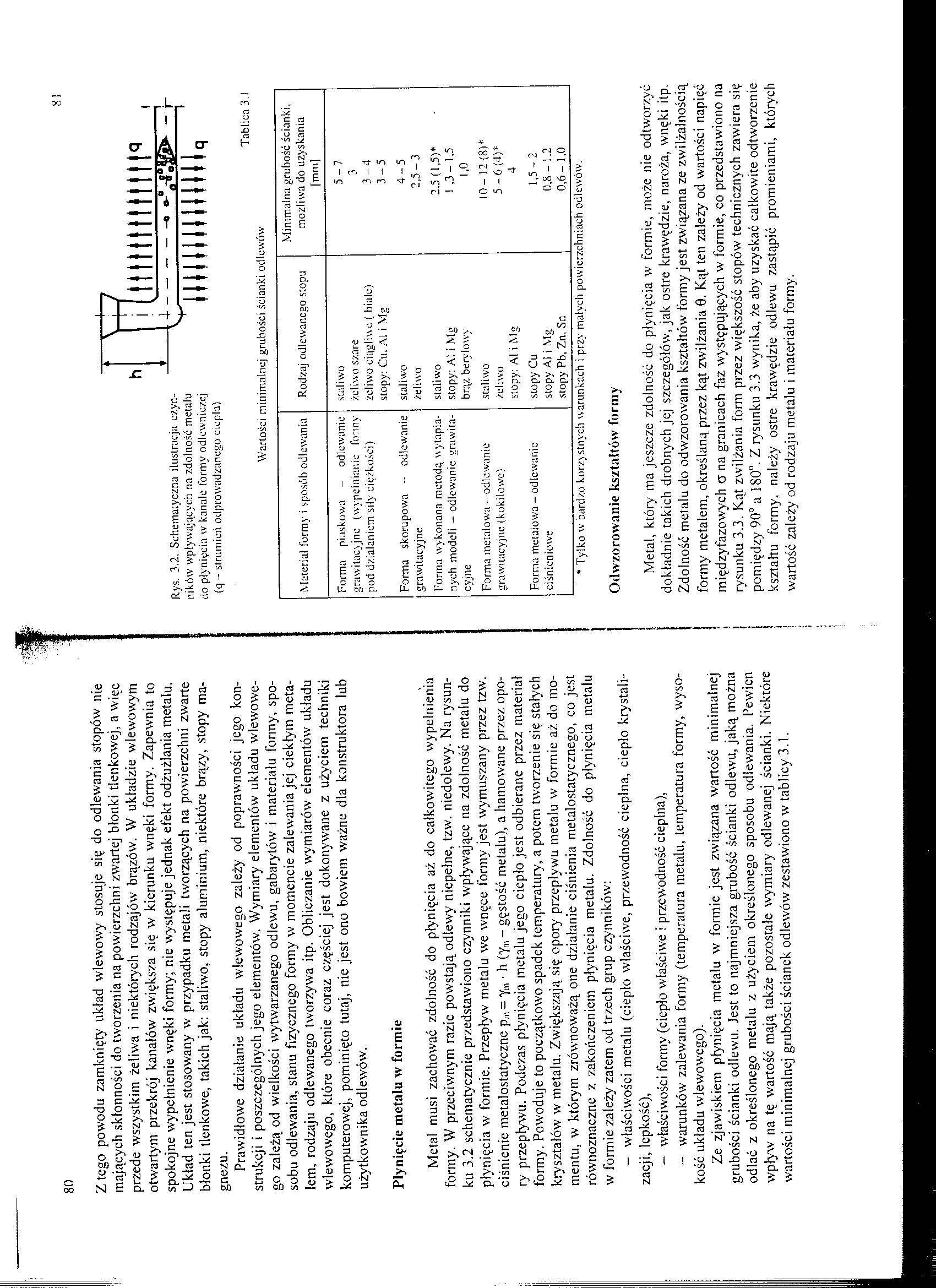
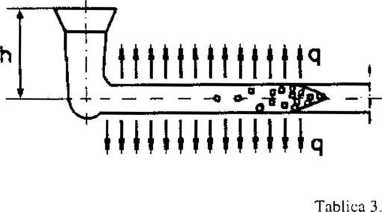
Metal musi zachować zdolność do płynięcia aż do całkowitego wypełnienia formy. W przeciwnym razie powstają odlewy niepełne, tzw. niedolewy. Na rysunku 3.2 schematycznie przedstawiono czynniki wpływające na zdolność metalu do płynięcia w formie. Przepływ metalu we wnęce formy jest wymuszany przez tzw. ciśnienie metalostatyczne pm= ym • h (ym- gęstość metalu), a hamowane przez opory przepływu. Podczas płynięcia metalu jego ciepło jest odbierane przez materiał formy. Powoduje to początkowo spadek temperatury, a potem tworzenie się stałych kryształów w metalu. Zwiększają się opory przepływu metalu w formie aż do momentu, w którym zrównoważą one działanie ciśnienia metalostatycznego, co jest równoznaczne z zakończeniem płynięcia metalu. Zdolność do płynięcia metalu w formie zależy zatem od trzech grup czynników:
— właściwości metalu (ciepło właściwe, przewodność cieplna, ciepło krystalizacji, lepkość),
— właściwości formy (ciepło właściwe i przewodność cieplna),
— warunków zalewania formy (temperatura metalu, temperatura formy, wysokość układu wlewowego).
Ze zjawiskiem płynięcia metalu w formie jest związana wartość minimalnej grubości ścianki odlewu. Jest to najmniejsza grubość ścianki odlewu, jaką można odlać z określonego metalu z użyciem określonego sposobu odlewania. Pewien wpływ na tę wartość mają także pozostałe wymiary odlewanej ścianki. Niektóre wartości minimalnej grubości ścianek odlewów zestawiono w tablicy 3.1.
Rys. 3.2. Schematyczna ilustracja czynników wpływających na zdolność metalu do płynięcia w kanale formy odlewniczej (q - strumień odprowadzanego ciepła)
Wartości minimalnej grubości ścianki odlewów
|
Materia! formy i sposób odlewania |
Rodzaj odlewanego stopu |
Minimalna grubość ścianki, możliwa do uzyskania [mm] |
|
Forma piaskowa - odlewanie |
staliwo |
5-7 |
|
grawitacyjne (wypełnianie Ibrtny |
żeliwo szare |
3 |
|
pod działaniem siły ciężkości) |
żeliwo ciągliwe ( białe) |
3-4 |
|
stopy: Cu, Al i Mg |
3-5 | |
|
Forma skorupowa - odlewanie |
staliwo |
4-5 |
|
grawitacyjne |
żeliwo |
2,5-3 |
|
Forma wykonana metodą wytapia- |
staliwo |
2,5 (1,5)* |
|
nych modeli - odlewanie gra wita- |
stopy: Al i Mg |
1 ,3- 1,5 |
|
cyjne |
brąz berylowy |
1,0 |
|
Forma metalowa - odlewanie |
staliwo |
10- 12 (8)* |
|
grawitacyjne (kokilowc) |
żeliwo |
5-6(4)* |
|
stopy: Al i Mg |
4 | |
|
Forma metalowa - odlewanie |
stopy Cu |
1,5-2 |
|
ciśnieniowe |
stopy Al i Mg |
0,8- 1,2 |
|
stopy Pb, Zn, Sn |
0,6- 1,0 |
* Tylko w bardzo korzystnych warunkach i przy małych powierzchniach odlewów.
Odwzorowanie kształtów' formy
Metal, który ma jeszcze zdolność do płynięcia w formie, może nie odtworzyć dokładnie takich drobnych jej szczegółów, jak ostre krawędzie, naroża, wnęki itp. Zdolność metalu do odwzorowania kształtów formy jest związana ze zwilżalnością formy metalem, określaną przez kąt zwilżania 0. Kąt ten zależy od wartości napięć między fazowych a na granicach faz występujących w formie, co przedstawiono na rysunku 3.3. Kąt zwilżania form przez większość stopów technicznych zawiera się pomiędzy 90° a 180°. Z rysunku 3.3 wynika, że aby uzyskać całkowite odtworzenie kształtu formy, należy ostre krawędzie odlewu zastąpić promieniami, których wartość zależy od rodzaju metalu i materiału formy.
Wyszukiwarka
Podobne podstrony:
ncgo obiektu nakładają się na siebie. Z tego powodu konwencjonalna technika rentgenowska nadaje się
Kwas zas1302 578
Kwas zas1302 578
47935 Kwas zas1302 578
page0150 140 Są to dwie strony tego samego przedmiotu, powiedzą nam; obie wizye, chociaż stosują się
Ocieplanie stropów pod poddaszem nieogrzewanym jest bardzo prostą czynnością i stosuje się do tego c
506 507 (2) charakterystki. Z tego względu regulację omawianego typu stosuje się w pierwszych stopni
dsc00553 (9) Z tego powodu psychrometry Assmanna używane są powszechnie do pomiarów wilgotności wzgl
Pismo techniczne - wstęp PN-EN ISO 3098 (PN-80/N-01606) Pismo techniczne stosuje się do opisywania r
n (80) 118 Poszczególne nazwy i rangi przez cały omawiany okres stosuje się na ogół indywidualnie, a
wymaganej sztywności ściany. Dostępne są wymiary 40, 50, 60, 80, 100, 120cm przy czym najczęściej st
więcej podobnych podstron