metalurgia044
86
pierwotnej, np. rozkład zanieczyszczeń, pozostają nadal w materiale i mogą istotnie oddziaływać na jego właściwości. Stopy, w których nie występują przemiany w stanie stałym, zachowują strukturę pierwotną aż do osiągnięcia temperatury otoczenia i struktura ta decyduje o ich właściwościach.
Skurcz metalu i jego etapy
Metal odlany do formy odlewniczej stygnie od temperatury zalewania do temperatury otoczenia. W tym czasie zmniejsza się jego objętość, co jest związane zarówno ze spadkiem temperatury, jak i ze zmianą stanu skupienia, a także z wydzielaniem się nowych faz i przemianami alotropowymi. Ta zmiana objętości nosi nazwę skurczu. Całkowity skurcz metalu może być podzielony na trzy etapy:
- skurcz przegrzania (w stanie ciekłym) zachodzący pomiędzy temperaturą zalewania a temperaturą Ukwidusu,
- skurcz krzepnięcia zachodzący pomiędzy temperaturą likwidusu i solidusu,
- skurcz w stanie stałym zachodzący podczas stygnięcia odlewu od temperatury solidusu do temperatury otoczenia.
V Vi V. V,
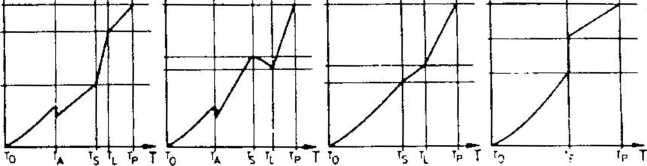
Rys. 3.8. Przebieg skurczu różnych tworzyw odlewniczych: T„ - temperatura otoczenia, TA - temperatura przemiany austenitycznej, Ts - temperatura solidusu, Tl - temperatura likwidusu, Tę - temperatura cutektyczna, TP - temperatura przegrzania, AK7 - silumin podeutektyczny, AK11 - silumin
STALIWO
2ELIW0
AK 7
AK 11
eutektyczny
Wartość skurczu metali może być określana liniowo lub objętościowo, przy czym jest ona podawana w procentach. I tak, skurcz objętościowy określa się
V,

gdzie: V [ - objętość wnęki formy,
V2 - objętość odlewu w temperaturze otoczenia. Analogicznie skurcz liniowy

L
Miara objętościowa jest zazwyczaj stosowana do podawania wartości skurczu przegrzania i krzepnięcia lub obu tych wartości łącznie. Miara liniowa służy natomiast do podaw-ania wartości skurczu w stanie stałym. Nie należy jednak identyfikować skurczu objętościowego lub liniowego z jakimkolwiek etapem skurczu, ponieważ terminy te określają tylko sposób pomiaru skurczu, a nie przemiany zachodzące podczas jego powstawania.
Tworzenie się jamy skurczowej w odlewie
Podczas stygnięcia metalu w stanie ciekłym i jego krzepnięcia zmniejsza się jego objętość. Przykładowe wartości łącznego objętościowego skurczu przegrzania i krzepnięcia wynoszą: dla staliwa 5-5-7%, stopów aluminium 3-5-5%, stopów miedzi 4-^-7%. Ciepło z metalu jest odprowadzane przez powierzchnię styku metalu z formą. Zatem jako pierwsza krzepnie powierzchnia odlewu, a jego wnętrze pozostaje ciekłe. Tam też w końcowej fazie krzepnięcia lokalizuje się pustka powstała na skutek skurczu metalu i braku zasilania. Pustka ta może przyjmować różne formy i nosi nazwę jamy skurczowej.
Objętość jamy skurczowej. Metal wypełniający formę (np. w kształcie walca), przedstawioną na rysunku 3.9, oddaje ciepło przez ściany boczne i dno. Górna powierzchnia formy jest otwarta, a ilość ciepła oddawana przez tę powierzchnię jest tak mała w stosunku do ilości oddawanej do formy, że może być pominięta. Krzepnięcie omawianego odlewu będzie miało następujący przebieg. W pierwszej kolejności ostygnie do temperatury likwidusu warstwa metalu przylegająca do formy, oznaczona na rysunku 3.9 symbolem 1. Będzie temu towarzyszyć ubytek objętości oznaczony symbolem 2, który spowoduje obniżenie się powierzchni ciekłego metalu. W następnej fazie warstwa 1 skrzepnie. Towarzyszący temu ubytek objętości metalu 3 spowoduje obniżenie się powierzchni cieczy wewnątrz zakrzepłej „skorupy” metalu. Jednocześnie warstwa 1’ ostygnie do temperatury likwidusu, co spowoduje ubytek objętości 2’. Skrzepnięciu warstwy metalu 1’ towarzyszy obniżenie poziomu powierzchni cieczy spowodowane ubytkiem objętości 3’. Ostygnięcie do temperatury likwidusu kolejnej warstwy ciekłego metalu 1” spowoduje ubytek objętości ciekłego metalu 2”, a jej zakrzepnięcie - ubytek objętości 3”. Krzepnięcie kolejnych warstw metalu będzie powodowało dalsze obniżanie się powierzchni cieczy o wartości związane ze skurczem przegrzania i skurczem krzepnięcia. Doprowadzi to - po skrzepnięciu - do powstania jamy skurczowej o kształcie zbliżonym do odwróconego stożka. Jej objętość zależy od:
- wartości skurczu przegrzania, na który z kolei wpływają rodzaj stopu i stopień jego przegrzania, czyli różnica między temperaturą odlewania a temperaturą likwidusu,
— wartości skurczu krzepnięcia, który jest właściwością tworzywa odlewniczego.
Wyszukiwarka
Podobne podstrony:
Teoretycznej pozostawał nadal sam Czesław Białobrzeski63. Pierwsze lata jego pobytu w Warszawie stan
łalności wdrażając normy takie jak np. ISO 14 001 [L. 4] czy BS 7750 [L. 5]. W ocenie oddziaływań na
łalności wdrażając normy takie jak np. ISO 14 001 [L. 4] czy BS 7750 [L. 5]. W ocenie oddziaływań na
Płaskie rozkłady ładunkówPowierzchnia przewodnika W przewodniku cały ładunek gromadzi się na jego
Zdjęcie0575 (2) emocji, np po to by nadal kierować uwagądowoinąy
skanuj0104 - okręgi kół nie ulegną zniekształceniu, a powierzchnie czołowe pozosta
IMGX47 (2) CXLIV ZASADY WYDANIA TEKSTU wyrazów, które są w pierwodruku, (np. „ja”, „więc”, „moje”,
pozostał nadal na terenie Mazowsza Północnego największym ośrodkiem społeczno-gospodarczym. Pomijam
personel. Lekarze homeopaci mogą być klasyfikowani np. w pozycji 229990 Pozostali specjaliści ochron
Geologia0027 Jeżeli blasty mają swoją posljai to mówimy o ksenoblaslaćh. Niekjei pierwotnych np
Image(3418) mikrofilt racja - Oddziela rozpuszczalne zanieczyszczenia pozostające « obrębie supemata
jednorazowa (np. obserwacja zanieczyszczenia środowiska w danym miejscu i w określonym czasie). Ze w
po wysuszeniu tkaniny nakłada kolejną warstwę wosku-w tych miejscach, które maja pozostać nadal nieb
więcej podobnych podstron