metalurgia063
126
3-4.4. Odlewanie ciągłe i półciągłe
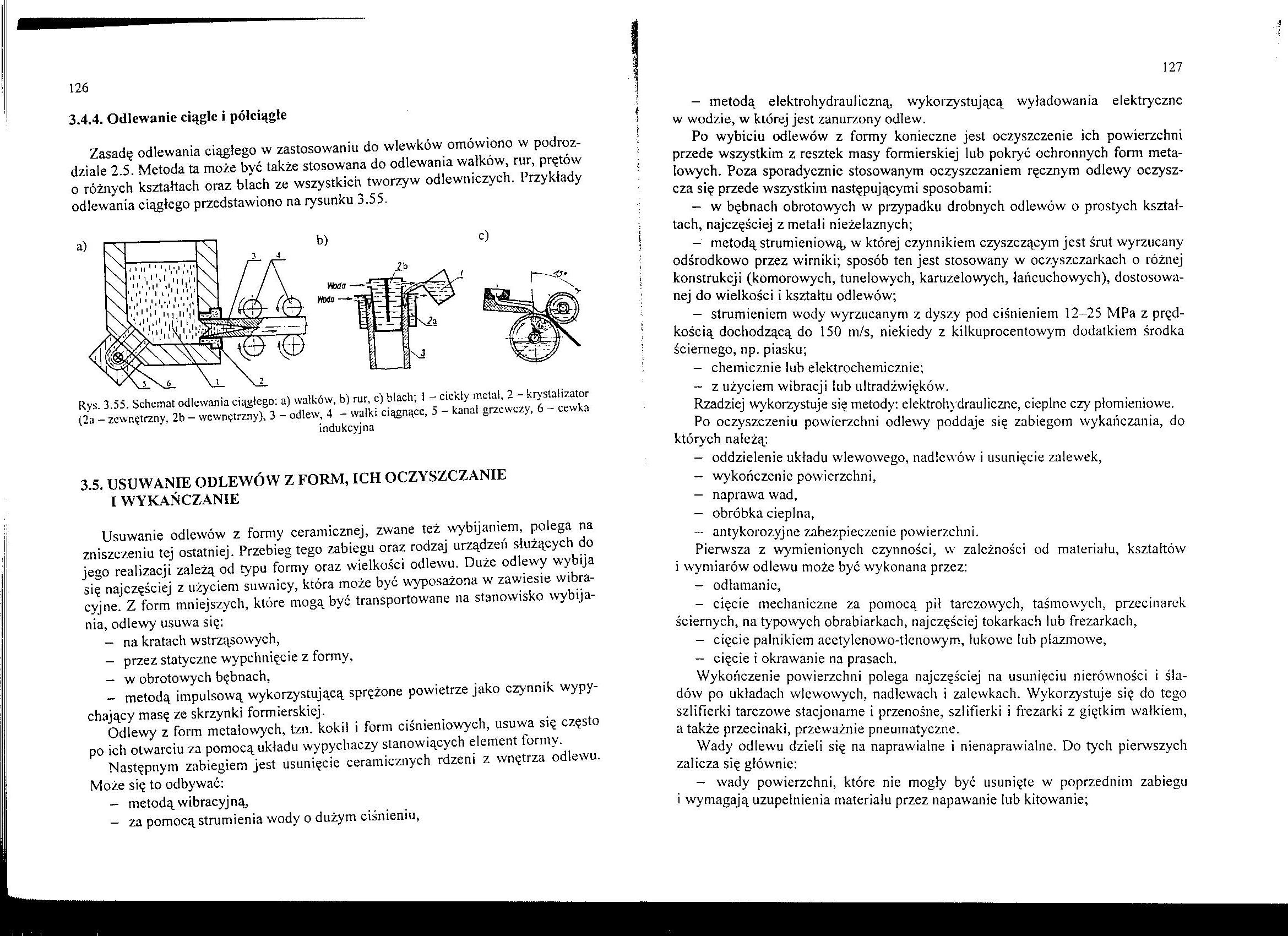
Zasadę odlewania ciągłego w zastosowaniu do wlewków omówiono w podrozdziale 2.5. Metoda ta może być także stosowana do odlewania wałków, rur, prętów o różnych kształtach oraz blach ze wszystkich tworzyw odlewniczych. Przykłady odlewania ciągłego przedstawiono na rysunku 3.55.
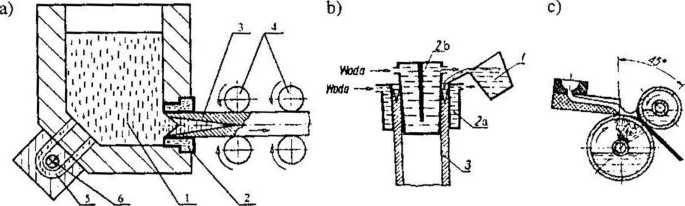
Rys. 3.55. Schemat odlewania ciągłego: a) wałków, b) rur, c) blach; 1 - ciekły metal, 2 - krystalizator (2a - zewnętrzny, 2b - wewnętrzny), 3 - odlew, 4 - watki ciągnące, 5 - kanał grzewczy, 6 - cewka
indukcyjna
3.5. USUWANIE ODLEWÓW Z FORM, ICH OCZYSZCZANIE I WYKAŃCZANIE
Usuwanie odlewów z formy ceramicznej, zwane też wybijaniem, polega na zniszczeniu tej ostatniej. Przebieg tego zabiegu oraz rodzaj urządzeń służących do jego realizacji zależą od typu formy oraz wielkości odlewu. Duże odlewy wybija się najczęściej z użyciem suwnicy, która może być wyposażona w zawiesie wibracyjne. Z form mniejszych, które mogą być transportowane na stanowisko wybijania, odlewy usuwa się:
- na kratach wstrząsowych,
- przez statyczne wypchnięcie z formy,
- w obrotowych bębnach,
- metodą impulsową wykorzystującą sprężone powietrze jako czynnik wypychający masę ze skrzynki formierskiej.
Odlewy z form metalowych, tzn. kokil i form ciśnieniowych, usuwa się często po ich otwarciu za pomocą układu wypychaczy stanowiących element formy.
Następnym zabiegiem jest usunięcie ceramicznych rdzeni z wnętrza odlewu. Może się to odbywać:
~ metodą wibracyjną,
- za pomocą strumienia wody o dużym ciśnieniu,
- metodą elektrohydrauliczną, wykorzystującą wyładowania elektryczne w wodzie, w której jest zanurzony odlew.
Po wybiciu odlewów z formy konieczne jest oczyszczenie ich powierzchni przede wszystkim z resztek masy formierskiej lub pokryć ochronnych form metalowych. Poza sporadycznie stosowanym oczyszczaniem ręcznym odlewy oczyszcza się przede wszystkim następującymi sposobami:
- w bębnach obrotowych w przypadku drobnych odlewów o prostych kształtach, najczęściej z metali nieżelaznych;
- metodą strumieniową, w której czynnikiem czyszczącym jest śrut wyrzucany odśrodkowo przez wirniki; sposób ten jest stosowany w oczyszczarkach o różnej konstrukcji (komorowych, tunelowych, karuzelowych, łańcuchowych), dostosowanej do wielkości i kształtu odlewów;
- strumieniem wody wyrzucanym z dyszy pod ciśnieniem 12-25 MPa z prędkością dochodzącą do 150 m/s, niekiedy z kilkuprocentowym dodatkiem środka ściernego, np. piasku;
- chemicznie lub elektrochemicznie;
- z użyciem wibracji lub ultradźwięków.
Rzadziej wykorzystuje się metody: elektrohydrauliczne, cieplne czy płomieniowe.
Po oczyszczeniu powierzchni odlewy poddaje się zabiegom wykańczania, do których należą:
- oddzielenie układu wlewowego, nadlewów i usunięcie zalewek,
- wykończenie powierzchni,
- naprawa wad,
- obróbka cieplna,
- antykorozyjne zabezpieczenie powierzchni.
Pierwsza z wymienionych czynności, w zależności od materiału, kształtów i wymiarów odlewu może być wykonana przez:
- odłamanie,
- cięcie mechaniczne za pomocą pił tarczowych, taśmowych, przecinarek ściernych, na typowych obrabiarkach, najczęściej tokarkach lub frezarkach,
- cięcie palnikiem acetylenowo-tlenowym, łukowe lub plazmowe,
- cięcie i okrawanie na prasach.
Wykończenie powierzchni polega najczęściej na usunięciu nierówności i śladów po układach wlewowych, nadlewach i zalewkach. Wykorzystuje się do tego szlifierki tarczowe stacjonarne i przenośne, szlifierki i frezarki z giętkim wałkiem, a także przecinaki, przeważnie pneumatyczne.
Wady odlewu dzieli się na naprawialne i nienaprawialne. Do tych pierwszych zalicza się głównie:
- wady powierzchni, które nie mogły być usunięte w poprzednim zabiegu i wymagają uzupełnienia materiału przez napawanie lub kitowanie;
Wyszukiwarka
Podobne podstrony:
metalurgia063(1) 1263.4.4. Odlewanie ciągłe i półciągłe Zasadę odlewania ciągłego w zastosowaniu do
metalurgia041(1) 80 Z tego powodu zamknięty układ wlewowy stosuje się do odlewania stopów nie mający
MATEMATYKA071 134 ID. Rachunek różniczkowy FUNKCJE KLASY C°. Funkcję f, która ma ciągłe pochodne do
filipinka mia3 Barbie na Po artykule „Chora na wilczy apetyt" (F. nr 9/2000) ciągle przychodzą
Światowa technologia ciągle idzie do przodu - budujemy coraz nowsze i sprawniejsze komputery, telefo
Niech —■► R ma ciągłe pochodne do rzędu (n-J) włącznie w punkcie oeR oraz istnieje
Jedną z głównych instytucji utworzonych we wczesnych latach 50-tych i ciągle aktywną do dziś jest
ślimak1 ŚLIMAK • wytnij model wzdłuż linii ciągłej • zagnij do
DSC05631 ♦ ♦ZWALCZANIE Ciągle jeszcze do leczenia habronematozy podawanie dwusiarczku węgla w
słoń1 SŁOŃ • wytnij model wzdłuż linii ciągłej • zagnij do
więcej podobnych podstron