scan0099 2
136
- niskie ryzyko strat (traci się co najwyżej jedną szarżę),
— łatwość podawania surowca.
Wadą jest niska produkcyjność, wynosząca 1,5-3 kg/m3*h Typowy proces okresowy prowadzi się przez 36-48 h w temperaturze 30-36°C i przy początkowym pH ok. 4,5. Końcowe stężenie etanolu ok. 10-16%.
Stosuje się kadzie fermentacyjne o objętości od 50 do 1000 m3. Ilość materiału posiewowego wynosi ok 0,3 kg sm/m3.
11.5.2. Metody intensyfikacji procesu
Zawracanie komórek
Metoda polega na zawróceniu biomasy drożdży po fermentacji do następnej szarży. Dzięki temu można skrócić czas fermentacji o ok 60-70% w stosunku do klasycznego procesu okresowego. Wynika to ze zwiększenia stężenia biomasy w fermcntorzc.
Dla przykładu, jeżeli początkowe stężenie biomasy wyniesie 23,6 kg/m3, to kompletne sfermentowanie brzeczki zawierającej 22% cukru jest możliwe w przeciągu 6 godzin. Zwykle stężenie drożdży jest nieco niższe (ok. 15 kg/m3 - końcowe stężenie biomasy drożdży w fermentacji okresowej zwykle wynosi do 20 kg/m3), zaś czas procesu wynosi 8-18 h.
W niektórych technologiach dodaje się powietrze w nieznacznych ilościach, ok. 0,02-0,03 m3/m3 brzeczki min.
Proces ciągły
Zwykle stosuje się kaskadę przepływowych fermentorów zbiornikowych (od 3 do 5). Stężenie etanolu po pierwszym stopniu wynosi ok. 4%, po ostatnim ok. 10%.
Zalety tej metody:
- redukcja objętości aparatów,
- zmniejszenie pracochłonności i czasu obsługi,
- zwiększenie produkcyjności,
- możliwość prowadzenie destylacji etanolu w sposób ciągły, bez konieczności stosowania dużych zbiorników pośrednich.
Wady to:
- groźba infekcji zewnętrznej lub mutacji i degeneracji mikroorganizmów,
- trudności utrzymania wysokiej szybkości fermentacji, gdyż część komórek obumiera z braku tlenu,
- niższe końcowe stężenie etanolu (optymalna wartość wynosi ok. 10%). Można znacznie podnieść produkcyjność procesu ciągłego przez zastosowanie recyrkulacji biomasy. Uzyskuje się stężenia biomasy do 80 kg/m3.
Oddzielanie biomasy w wirówkach jest za drogie, ale można stosować osadniki, dodając do brzeczki składniki flokuiujące lub korzystać ze szczepów floku-lujących. Można również stosować filtrację dynamiczną.
Fermentacja próżniowa
Dzięki obniżeniu ciśnienia, uzyskuje się odparowanie etanolu i zmniejszenie jego stężenia w brzeczce. Pozwala to na zastosowanie surowców o wyższym stężeniu cukrów, np. brzeczki 33%. Zwiększa się produkcyjność, ale specjalna konstrukcja fermentom zwiększa koszty inwestycyjne, zaś zużycie energii zwiększa się 30-krotnie.
Fermentory z mikrofiltracją
Zastosowanie układu do mikrofiltracji, wewnątrz fermentora lub na zewnątrz. pozwala na usunięcie etanolu ze środowiska hodowlanego i zwiększenie produkcyjności. Wadą jest to, że aparatura do procesu jest skomplikowana i droga.
11.5.3. Porównanie metod prowadzenia fermentacji etanolowej
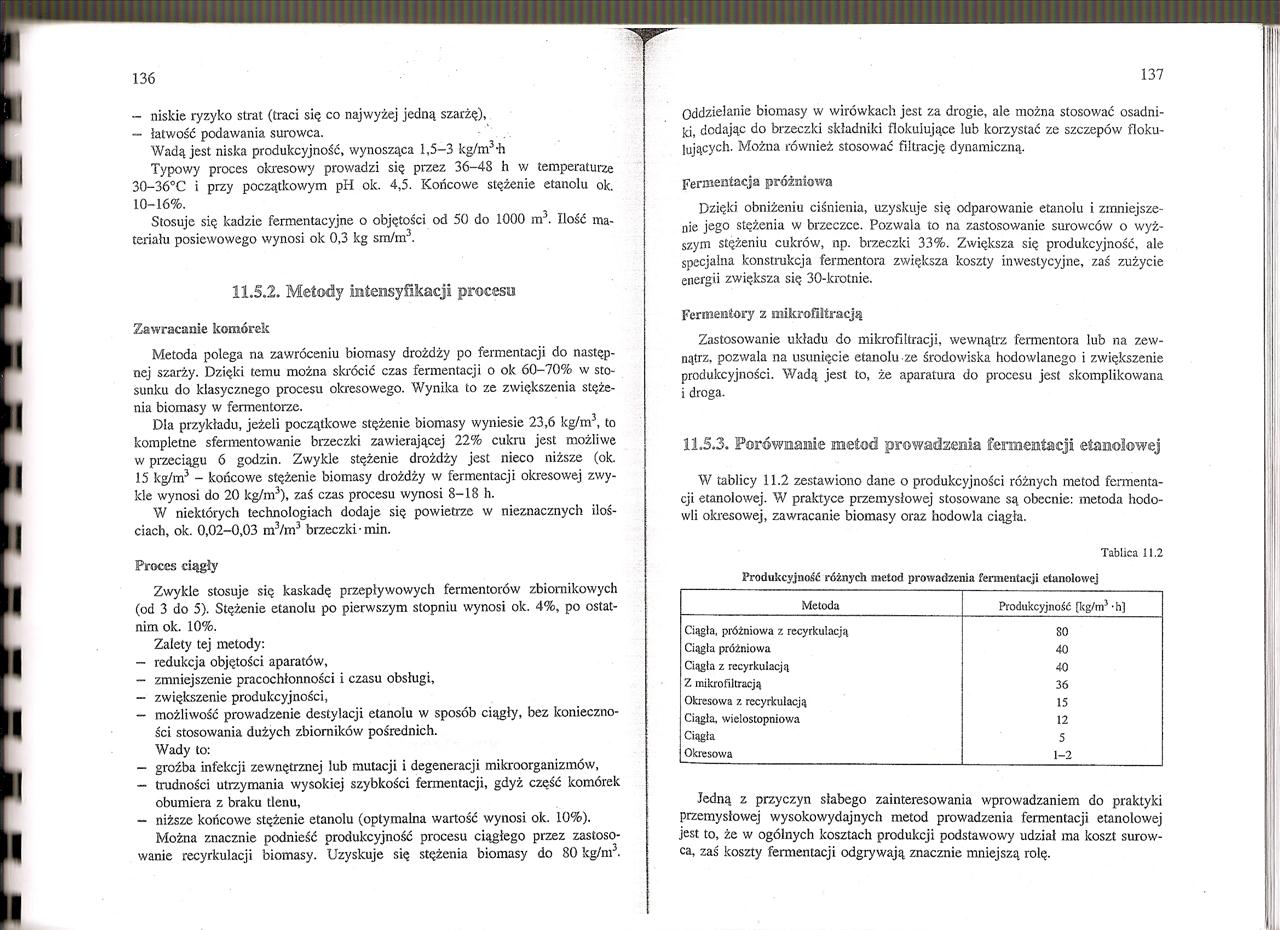
W tablicy 11.2 zestawiono dane o produkcyjności różnych metod fermentacji etanolowej. W praktyce przemysłowej stosowane są obecnie: metoda hodowli okresowej, zawracanie biomasy oraz hodowla ciągła.
Tablica 11.2
Produkcyjność różnych metod prowadzenia fermentacji etanolowej
|
Metoda |
Produkcyjność [kg/m* -h] |
|
Ciągła, próżniowa z recyrkulacją |
SO |
|
Ciągła próżniowa |
40 |
|
Ciągła z recyrkulacją |
40 |
|
Z mikrofiltracją |
36 |
|
Okresowa z recyrkulacją |
15 |
|
Ciągła, wielostopniowa |
12 |
|
Ciągła |
5 |
|
Okresowa |
1-2 |
Jedną z przyczyn słabego zainteresowania wprowadzaniem do praktyki przemysłowej wysoko wydajnych metod prowadzenia fermentacji etanolowej jest to, że w ogólnych kosztach produkcji podstawowy udział ma koszt surowca, zaś koszty fermentacji odgrywają znacznie mniejszą rolę.
Wyszukiwarka
Podobne podstrony:
SNC01758 W surach wzmazorej odno*y układu krwinki czerwone Jądra*. U osób Arowych spotyka się co naj
Slajd9 Działanie monitora ■ W monitorze może wykonywać się co najwyżej jeden
maszynista kolejek szynowych podwieszanych sharf4 20. Każdy pojazd i maszynę wypos
Jest to krótki rozdział, co najwyżej jedna strona. Integralną częścią pracy są również dodatki, anek
I JUZ MINĄŁ CZAS WAKACJI COS SIE KOŃCZY COS SIE TRACI, COS CO BYŁO , SIE SKOŃCZYŁO COS PRZ
Po pewnym czasie może pojawić się znużenie, senność, a w końcu traci się świadomość, co spizyja usta
78492 Scan0007 44 Światopogląd dekadencki ją i staje się dia niej powodem cierpienia, co prowadzi do
kolejnym ciałem pogrąża się w cielesność, traci wiedzę o ideach i może ją sobie co najwyżej
Scan0045 (12) Freddy byi przyjacielem? Chciałam się dowiedzieć, co nas spotka w Krainie Magii, jeśli
Sprawi również, że nieco oddali się od nas ryzyko braku energii elektrycznej, co spowodowałby bardzo
filomaci filareci2 Ml.OMAO I ■" •“mm. fl Towarzystwa w pierwszym roku d/tululności odbywały się
więcej podobnych podstron