skanuj0004
214 5. Spawanie lukiem krytym
Druty i topniki należy przechowywać w warunkach zabezpieczających przed wilgocią. Najczęściej zaleca się przechowywanie worków z topnikiem w suchym miejscu w temperaturze 10^-35°C przy wilgotności względnej nie przekraczającej 70%. Topniki należy suszyć przed spawaniem zgodnie z wymaganiami producenta. Typowe warunki suszenia topników topionych przed spawaniem są następujące: temperatura 200-^250°C, czas 2 h. Topniki ceramiczne wymagają wyższej temperatury suszenia, zazwyczaj 275 —375°C. Grubość warstwy topnika na półkach pieca nie powinna przekraczać 50 mm. Wysuszony topnik, który nie jest od razu wykorzystywany, należy przechowywać w suszarce nagrzanej do ok. 150°C.
5.4. Technika spawania lukiem krytym
Zagadnienia związane z technologią spawania lukiem krytym stali i metali nieżelaznych (niklu i tytanu oraz ich stopów) stosowanych na konstrukcje spawane omówiono w tomie 1 niniejszego poradnika w rozdz. 6 i 7. J Poniżej przedstawiono zagadnienia techniki spawania Jukiem krytym oraz przykładowe warunki technologiczne wykonywania wybranych złączy spawanych.
Na kształt i właściwości spoin, wydajność procesu oraz zużycie materiałów spawalniczych i energii elektrycznej wpływ wywierają następujące czynniki.
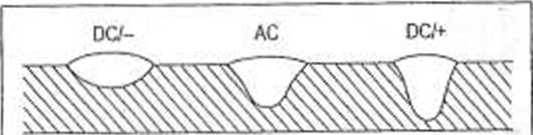
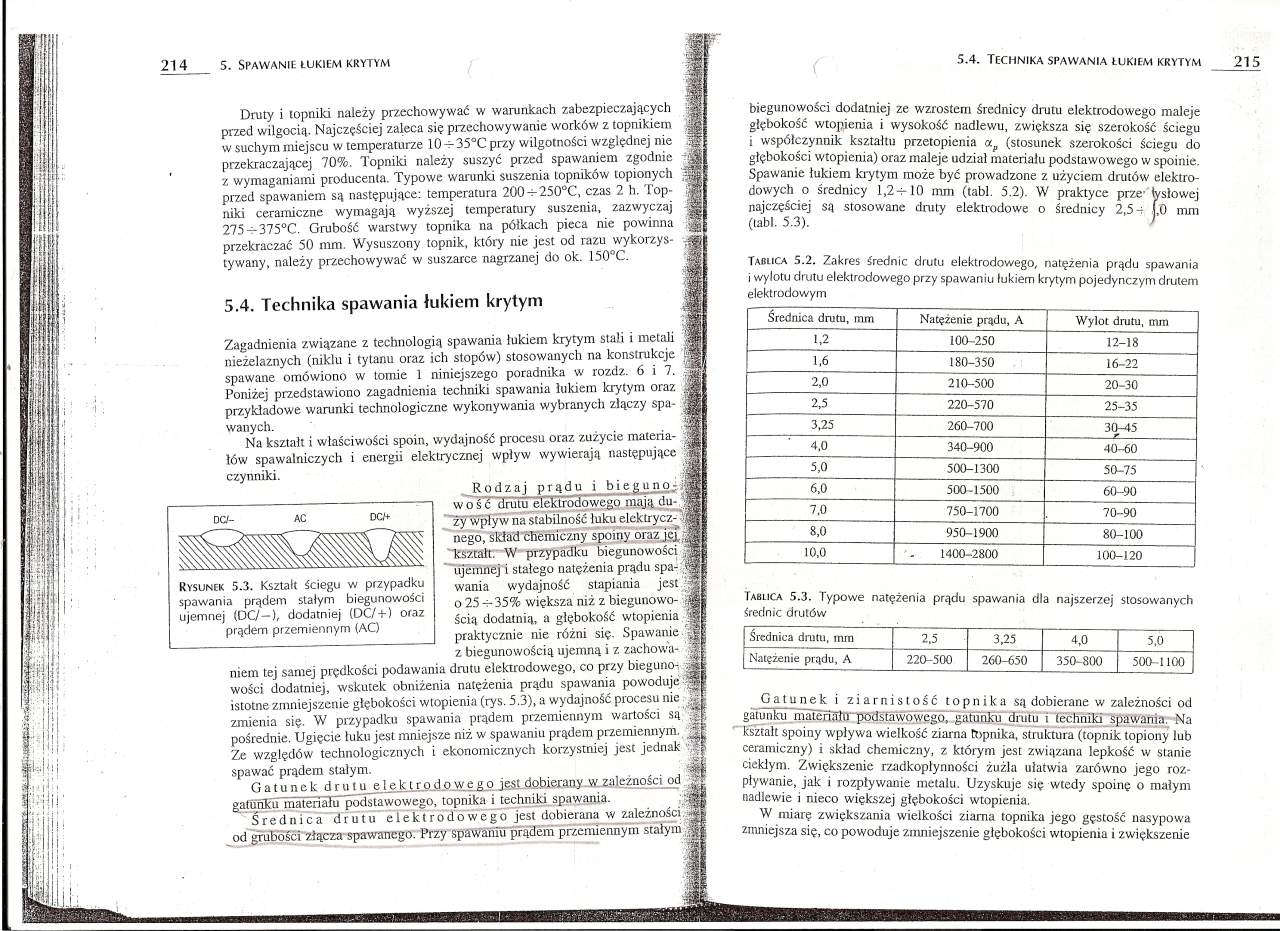
Rysunek 5.3. Kształt ściegu w przypadku spawania prądem stałym biegunowości ujemnej (DO — ), dodatniej (DC/+) oraz prądem przemiennym (AC)
Rodzaj prądu i bi£fiuno- | w o ś 6 drutu elektrodowego mają ilu- ś ży wpływ na stabilność luku elcktrycz- *| riego, skład chemiczny spoiny oraz jej,' kształt. W przypadku biegunowości ujemnej i stałego natężenia prądu spa- £ wania wydajność stapiania jest | o 25-^35% większa niż z biegunowością dodatnią, a głębokość wtopienia praktycznie nie różni się. Spawanie z biegunowością ujemną i z zachowaniem tej samej prędkości podawania drutu elektrodowego, co przy bieguno- | wości dodatniej, wskutek obniżenia natężenia prądu spawania powoduje -istotne zmniejszenie głębokości wtopienia (rys. 5.3), a wydajność procesu nie zmienia się. W przypadku spawania prądem przemiennym wartości są *| pośrednie. Ugięcie łuku jest mniejsze niż w spawaniu prądem przemiennym. Ą Ze względów technologicznych i ekonomicznych korzystniej jest jednak spawać prądem stałym. ||
Gatunek drutu elektrodowego oobierany w zależności od gatunku materiału* podstawowego, topnika i techniki spawania.
Średnica drutu elektrodowego jest dobierana w zależności od grubości złącza spawanego. Przy spawainu prądem przemiennym stałym
biegunowości dodatniej ze wzrostem średnicy drutu elektrodowego maleje głębokość wtopienia i wysokość nadlewu, zwiększa się szerokość ściegu i współczynnik kształtu przetopienia ap (stosunek szerokości ściegu do głębokości wtopienia) oraz maleje udział materiału podstawowego w spoinie. Spawanie lukiem krytym może być prowadzone z użyciem drutów elektrodowych o średnicy 1,2-10 mm (tabl. 5.2). W praktyce prze-Wsiowej najczęściej są stosowane druty elektrodowe o średnicy 2,5 -r j,0 nim (tabl. 5.3). >
Tablica 5.2. Zakres średnic drutu elektrodowego, natężenia prądu spawania i wylotu drutu elektrodowego przy spawaniu lukiem krytym pojedynczym drutem elektrodowym
|
Średnica drutu, mm |
Natężenie prądu, A |
Wylot drutu, mm |
|
1,2 |
100-250 |
12-18 |
|
1.6 |
180-350 |
16-22 |
|
2,0 |
210-500 |
20-30 |
|
2,5 |
220-570 |
25-35 |
|
3,25 |
260-700 |
30-45 r |
|
4.0 |
340-900 |
40-60 |
|
5,0 |
500-1300 |
50-75 |
|
6,0 |
500-1500 |
60-90 |
|
7.0 |
750-1700 |
70-90 |
|
8,0 |
950-1900 |
80-100 |
|
10,0 |
1400-2800 |
100-120 |
Tablica 5.3. Typowe natężenia prądu spawania dla najszerzej stosowanych średnic diutów
|
Średnica drutu, min |
2.5 |
3,25 |
4,0 |
5.0 |
|
Natężenie prądu, A |
220-500 |
260-650 |
350-800 |
500-1100 |
G at u n e k i ziarnistość topnika są dobierane w zależności od gatunku matófiahrpodstawowego,' gatunku drutu i techniki spawania;--Na kształt spoiny wpływa wielkość ziarna topnika, struktura (topnik, topiony lub ceramiczny) i skład chemiczny, z którym jest związana lepkość w stanie ciekłym. Zwiększenie rzadkopłynności żużla ułatwia zarówno jego rozpływanie, jak i rozpływanie metalu. Uzyskuje się wtedy spoinę o małym nadlewie i nieco większej głębokości wtopienia.
W miarę zwiększania wielkości ziarna topnika jego gęstość nasypowa zmniejsza się, co powoduje zmniejszenie głębokości wtopienia i zwiększenie
Wyszukiwarka
Podobne podstrony:
skanuj0007 2 228 5. Spawanie lukiem krytym 228 5. Spawanie lukie
skanuj0015 244 5. Spawanie lukiem krytym J Tablica 5.17. Tablica normatywów technologicznych sp
SPAWANIE ŁUKIEM KRYTYMGłówne składniki topnika do spawania ŁK ze względu na charakter ich
31 (392) 2 7. SPAWANIE ŁUKIEM KRYTYM (POD TOPNIKIEM) 31 Metoda spawania elektrodami otulonymi jest n
33 (397) 2.7. SPAWANIE ŁUKIEM KRYTYM (POD TOPNIKIEM) 33 — głębokie wtopienie w mat
skanuj0012 (37) 5. Spawanie lukiem krytym Sposoby zapobiegania porowatości spoin podano w tabl 5.11
Spis treści 11.1.4. Druty elektrodowe i kombinacje drut-topnik do spawania lukiem
skanuj0008 5. Spawanie lukiem krytym przemiennym, jest także stosowane połączenie na przemian prąci
skanuj0002 2 5. Spawanie lukiem krytym nadciśnieniem pary i gazy tworzą wokół luku zamkniętą komorę
więcej podobnych podstron