skanuj0012 (37)
5. Spawanie lukiem krytym
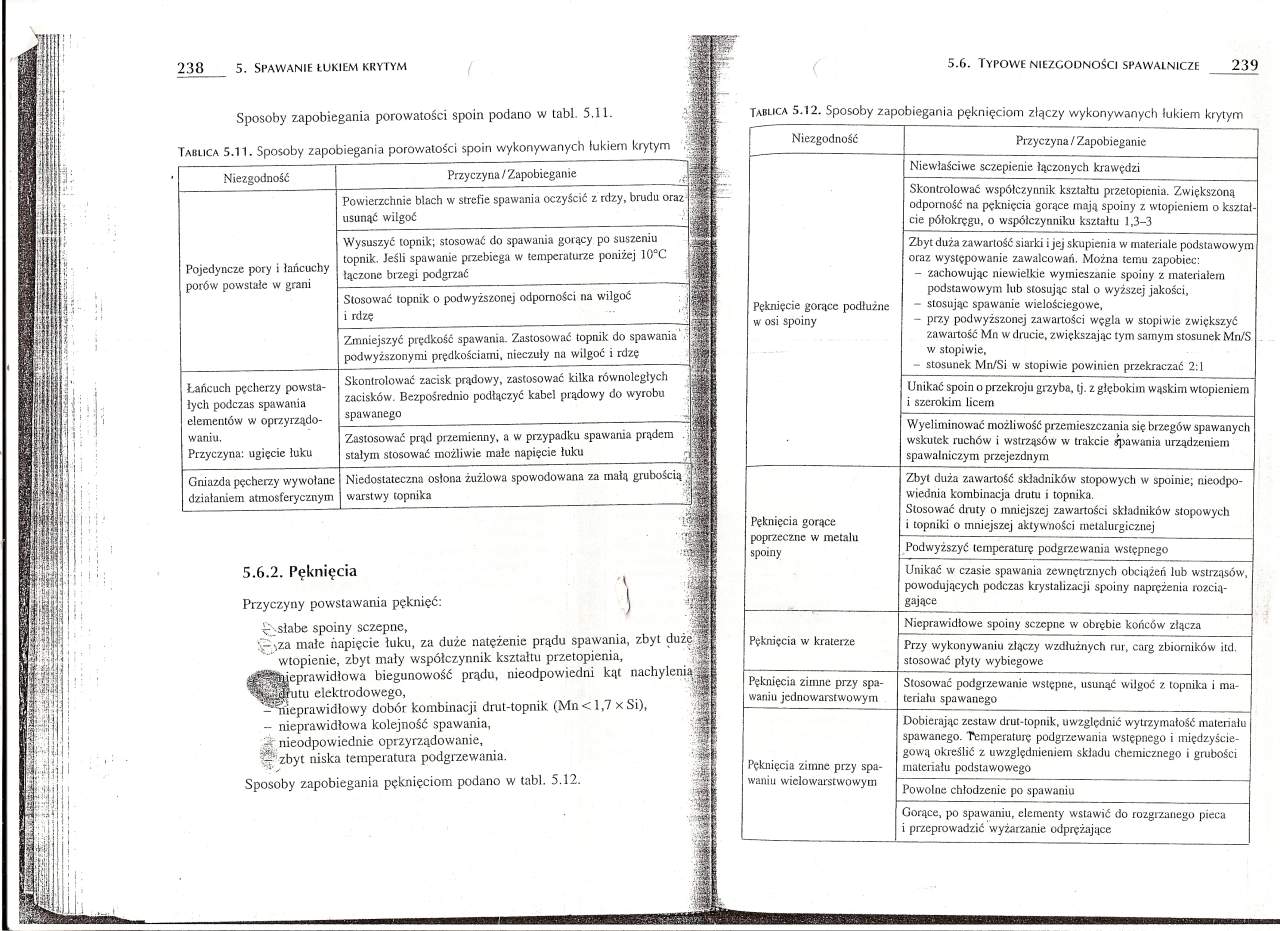
Sposoby zapobiegania porowatości spoin podano w tabl 5.11
Tablica 5.11. Sposoby zapobiegania porowatości spoin wykonywanych lukiem krytym
Niezgodność
Przyczyna / Zapobieganie
Powierzchnie blach w strefie spawania oczyścić z rdzy, brudu oraz usunąć wilgoć }

Pojedyncze pory i łańcuchy porów powstałe w grani
Łańcuch pęcherzy powsta łych podczas spawania elementów w oprzyrządowaniu.
Przyczyna: ugięcie luku
Gniazda pęcherzy wywołane działaniem atmosferycznym
Wysuszyć topnik; stosować do spawania gorący po suszeniu topnik. Jeśli spawanie przebiega w temperaturze poniżej 10°C łączone brzegi podgrzać
Stosować topnik o podwyższonej odporności na wilgoć i rdzę
Zmniejszyć prędkość spawania. Zastosować topnik do spawania podwyższonymi prędkościami, nieczuły na wilgoć i rdzę
Skontrolować zacisk prądowy, zastosować kilka równoległych zacisków. Bezpośrednio podłączyć kabel prądowy do wyrobu spawanego
Zastosować prąd przemienny, a w przypadku spawatua prądem stałym stosować możliwie małe napięcie łuku
Niedostateczna osłona żużlowa spowodowana za małą grubością warstwy topnika
Przyczyny powstawania pęknięć: j 4jj
v-słabe spoiny sczepne,
\->za małe napięcie łuku, za duże natężenie prądu spawania, zbyt duże wtopienie, zbyt mały współczynnik kształtu przetopienia, l^^^epra wid Iowa biegunowość prądu, nieodpowiedni kąt nachylenia elektrodowego,
-Nieprawidłowy dobór kombinacji drul-topnik (Mn<1,7 xSi)
- nieprawidłowa kolejność spawania, nieodpowiednie oprzyrządowanie,
- zbyt niska temperatura podgrzewania.
Sposoby zapobiegania pęknięciom podano w tabl. 5.12.
Tablica 5.12. Sposoby zapobiegania pęknięciom zliczy wykonywanych lukiem krytym
|
Niezgodność |
Przyczyna / Zapobieganie |
|
Pęknięcie gorące podłużne w osi spoiny |
Niewłaściwe sczepienie łączonych krawędzi |
|
Skontrolować współczynnik kształtu przetopienia. Zwiększoną odporność na pęknięcia gorące mają spoiny z wtopieniem o kształcie półokręgu, o współczynniku kształtu 1,3-3 | |
|
Zbyt duża zawartość siarki i jej skupienia w materiale podstawowym oraz występowanie zawalcowań. Można temu zapobiec: - zachowując niewielkie wymieszanie sjroiny z materiałem podstawowym lub stosując stal o wyższej jakości, stosując spawanie wielościegowe, - przy podwyższonej zawartości węgla w stopi wie zwiększyć zawartość Mn w drucie, zwiększając tym samym stosunek Mn/S v/ stopi wie, - stosunek Mn/Si w stopiwie powinien przekraczać 2:1 | |
|
Unikać spoin o przekroju grzyba, tj. z głębokim wąskim wtopieniem i szerokim licem | |
|
Wyeliminować możliwość przemieszczania się brzegów spawanych wskutek ruchów i wstrząsów w trakcie spawania urządzeniem spawalniczym przejezdnym | |
|
Pęknięcia gorące poprzeczne w metalu spoiny |
Zbyt duża zawartość składników stopowych w spoinie; nieodpowiednia kombinacja drutu i topnika. Stosować druty o mniejszej zawartości składników stopowych i topniki o mniejszej aktywności metalurgicznej |
|
Podwyższyć temperaturę podgrzewania wstępnego | |
|
Unikać w czasie spawania zewnętrznych obciążeń lub wstrząsów, powodujących podczas krystalizacji spoiny naprężenia rozciągające | |
|
Pęknięcia w kraterze |
Nieprawidłowe spoiny sczcpnc w obrębie końców złącza |
|
Przy wykonywaniu złączy wzdłużnych rur, carg zbiorników itd. stosować płyty wybiegowe | |
|
Pęknięcia zimne przy spawaniu jednowarstwowym |
Stosować podgrzewanie wstępne, usunąć wilgoć z topnika i materiału spawanego |
|
Pęknięcia zimne przy spa-waniu wielowarstwowym |
Dobierając zestaw drut-topnik, uwzględnić wytrzymałość materiału spawanego. Temperatuię podgrzewania wstępnego i iniędzyście-gową określić z uwzględnieniem składu chemicznego i grubości materiału podstawowego |
|
Powolne chłodzenie po spawaniu | |
|
Gorące, po spawaniu, elementy wstawić tło rozgrzanego pieca i przeprowadzić wyżarzanie odprężające |
Wyszukiwarka
Podobne podstrony:
skanuj0014 (34) 242 5. Spawanie lukiem krytym (Sposoby zapobiegania niezgodnościom powierzchniowym s
skanuj0015 244 5. Spawanie lukiem krytym J Tablica 5.17. Tablica normatywów technologicznych sp
skanuj0008 (37) 230 5. Spawanie lukiem krytym r przemiennym, jest lakże stosowane
skanuj0008 5. Spawanie lukiem krytym przemiennym, jest także stosowane połączenie na przemian prąci
skanuj0002 2 5. Spawanie lukiem krytym nadciśnieniem pary i gazy tworzą wokół luku zamkniętą komorę
skanuj0013 2 T" 5. SPAWANIE ŁUKIEM KRYTYM5.6.3. Wtrącenia żużla Przyczyny wtrąceń żużla
skanuj0015 (27) 244 5. Spawanie eukiem krytym Tablica 5.17. Tablica normatywów technologicznych spaw
skanuj0007 (42) 22d 5. Spawanie kukiem krytym 22d 5. Spawanie kukiem krytym Rysunek 5.17. Spawanie l
skanuj0003 (93) 212 5. Spawanie i.ukilm krytym Kysunłk 5.2. Schemat urządzenia do
więcej podobnych podstron