skanuj0008 (37)

230 5. Spawanie lukiem krytym
r
przemiennym, jest lakże stosowane potoczenie na przemian prąd stały DC j (I clektroda)-prąd przemienny AC (II elektroda) bądź AC (I clektroda)-DC ti (II elektroda). -I
W przypadku spawania trzema tukami zadaniem luku wiodącego jest J zapewnienie wymaganej głębokości wtopienia. Przeznaczenie środkowego || luku polega na zmniejszeniu w jeziorku spawalniczym prędkości ruchu potoków ciekłego metalu, utworzonych przez luk wiodący, i formowaniu odpowiedniego kształtu spoiny. Podstawowa rola luku tylnego polega na ^ formowaniu warstwy licowej i zapobieganiu powstawania podtopień.
Luki najczęściej są zasilane według jednego z dwóch powszechniej przyjętych systemów zasilania. W Europie jest stosowany system DCACAC, ^; w którym po luku wiodącym, zasilanym prądem stałym, następują dwa luki zasilane prądem przemiennym. Z kolei w USA i Japonii najczęściej jeśt$ stosowany system ACACAC, w którym wszystkie luki są zasilane prądem! przemiennym. W systemie zasilania ACACAC konieczne jest stosowanie^ większych kątów ukosowania rowka spawalniczego i mniejszych progów niż| w systemie DCACAC.
Zwiększenie wydajności można osiągnąć, stosując spawanie czterema! lukami lub trzema tukami z dodatkowym wprowadzeniem do jeziorkjwj spawalniczego jednego lub dwóch drutów bezprądowych, tzw. zimnych$ stapianych bezlukowo. Jednak wariant ten jest stosowany znacznie rzadziej, | ze względu na bardzo dużą objętość utworzonego jeziorka spawalni-'^
Urządzenia do spawania wielolukowego w większości przypadków są‘i kompletowane z dwóch lub trzech jednoelektrodowych głowic spawąlg
czego.
niczych montowanych na wózku jezdnym (traktory spawalnicze) lub pod-J: wieszanych. Konstrukcja prowadników drutu elektrodowego oraz ukłuci' mocowania podajników zapewnia regulację odległości drutów od kilku dój kilkudziesięciu milimetrów i kąta ich pochylenia, a także regulację kąta!
odchylenia drutów elektrodowych od osi pionowej w zakresie 0-60° wykonywania spoin pachwinowych. Oprócz uniwersalnych automatów,^
wielolukowych są stosowane specjalizowane linie do spawania wielo-^.f lukowego w produkcji wielkoseryjnej takich konstrukcji, jak sekcje płaskiej kadłubów okrętowych czy rury o dużych średnicach. Linie te umożliwiają'^; kompleksową mechanizację, całego cyklu montażowo-spawalniczego, obćj|s| mującego operacje przygotowawcze, montażowe, spawalnicze, transportowej i kontrolne.
wycieki w grani. Poprawny kształt lica w przypadku połączeń Y i 2Y V
Odstęp łączonych elementów nie powinien przekraczać 0,8 mm dla spoin,p dwustronnych 21, Y 12Y oraz 1,5 mm dla spoin jednostronnych I wykonywa® nych na podkładce topnikowej. W przypadku większych odstępów występują#!
» ^ ^ * • • a .
zapewnia kąt ukosowania 60 70°, jeśli kąty ukosowania są mniejsze spoina; ma wysoki nadlew. Maksymalna wysokość progu w połączeniach Y i 2Y& umożliwiająca uzyskanie poprawnego przetopienia, wynosi 10 mm. Poprawy ny układ spoin 2Y uzyskuje się, spawając dwułukowo dwoma przejściami;
5.5. Odmiany procesu spawania lukiem krytym 231
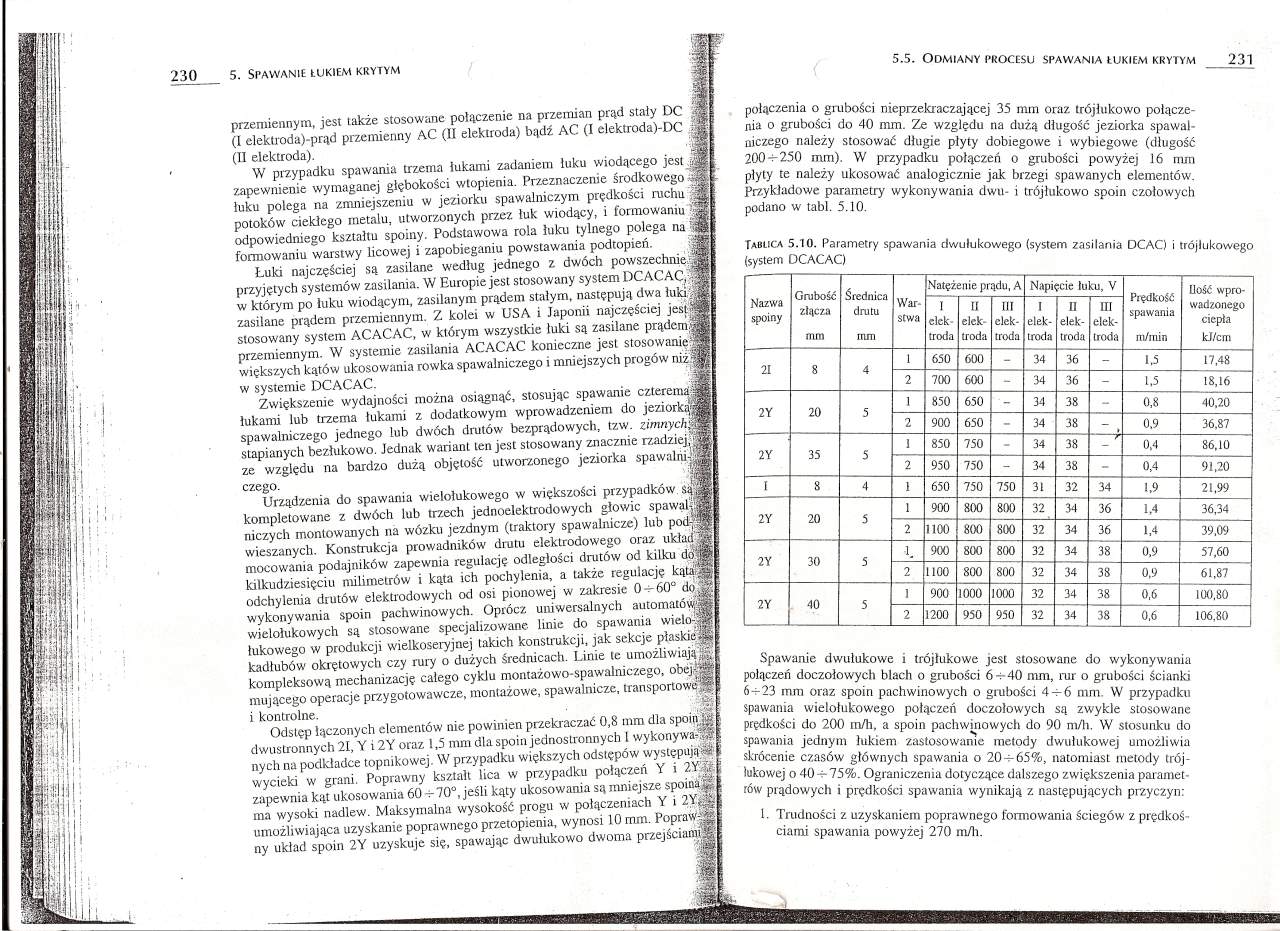
połączenia o grubości nieprzekraczającej 35 mm oraz trójłukowo połączenia o grubości do 40 mm. Ze względu na dużą długość jeziorka .spawalniczego należy stosować długie płyty dobiegowe i wybiegowe (długość 2004-250 mm). W przypadku połączeń o grubości powyżej 16 mm płyty te należy ukosować analogicznie jak brzegi spawanych elementów'. Przykładowe parametry wykonywania dwu- i trójłukowo spoin czołowych podano w tabl. 5.10.
Tablica 5.10. Parametry spawania dwulukowego (system zasilania DCAC) i trójłukowego (system DCACAC)
|
Średnica drutu |
Natężenie prądu, A |
Napięcie luku, V |
Prędkość spawania |
Ilość w pro- | |||||||
|
Nazwa spoiny |
'JlUlKłbC złącza |
War stwa |
I ciek- |
II elck- |
III ciek- |
I elek- |
II elek- |
III elek- |
wadzonego ciepła | ||
|
mm |
mm |
troda |
troda |
troda |
troda |
troda |
troda |
ni/min |
kJ/cm | ||
|
Ol |
8 |
A |
1 |
650 |
600 |
- |
34 |
36 |
- |
1.5 |
17,48 |
|
LI |
2 |
700 |
600 |
• |
34 |
36 |
— |
1.5 |
18,16 | ||
|
OV |
20 |
5 |
1 |
850 |
650 |
' ' - |
34 |
38 |
- |
0,8 |
40.20 |
|
ZI |
2 |
900 |
650 |
- |
34 |
38 |
* |
0.9 |
36.87 | ||
|
OY |
5 |
1 |
850 |
750 |
- |
34 |
38 |
--T |
0.4 |
86,10 | |
|
Z I |
JJ |
2 |
950 |
750 |
- |
34 |
38 |
- |
0,4 |
91.20 | |
|
i |
8 |
4 |
1 |
650 |
750 |
750 |
31 |
32 |
34 |
1.9 |
21,99 |
|
0Y |
on |
5 |
1 |
900 |
800 |
800 |
32 |
34 |
36 |
1.4 |
36,34 |
|
Z I |
zu |
2 |
1100 |
800 |
800 |
32 |
34 |
36 |
1.4 |
39,09 | |
|
OY |
TA |
5 |
1 |
900 |
800 |
800 |
32 |
34 |
38 |
0.9 |
57,60 |
|
ZI |
*>u |
2 |
1100 |
800 |
800 |
32 |
34 |
38 |
0.9 |
61,87 | |
|
OY |
AC\ |
5 |
1 |
900 |
1000 |
1000 |
32 |
34 |
38 |
0,6 |
100,80 |
|
Z T |
SU |
2 |
1200 |
950 |
950 |
32 |
34 |
38 |
0.6 |
106.80 | |
Spawanie dwulukowe i irójłukowe jest stosowane do wykonywania połączeń doczołowych blach o grubości 6 4-40 mm, rur o grubości ścianki 64-23 mm oraz spoin pachwinowych o grubości 4-4-6 mm. W przypadku spawania wielołukowego połączeń doczołowych są zwykłe stosowane prędkości do 200 in/h. a spoin pachwinowych do 90 m/li. W stosunku do spawania jednym lukiem zastosowanie metody dwułukowej umożliwia skrócenie czasów głównych spawania o 204-65%, natomiast metody trój-łukowej o 404-75%. Ograniczenia dotyczące dalszego zwiększenia paramet rów prądowych i prędkości spawania wynikają z następujących przyczyn:
1. Trudności z uzyskaniem poprawnego formowania ściegów z prędkościami spawania powyżej 270 m/h.
Wyszukiwarka
Podobne podstrony:
skanuj0008 5. Spawanie lukiem krytym przemiennym, jest także stosowane połączenie na przemian prąci
skanuj0005 (59) 216 5. Spawanie lukiem krytym szerokości ściegu. Wpływ struktury i
skanuj0010 (39) 234 5. Spawanie lukiem krytym5.5.3. Spawanie drutem proszkowym Do
skanuj0014 (34) 242 5. Spawanie lukiem krytym (Sposoby zapobiegania niezgodnościom powierzchniowym s
skanuj0012 (37) 5. Spawanie lukiem krytym Sposoby zapobiegania porowatości spoin podano w tabl 5.11
skanuj0002 2 5. Spawanie lukiem krytym nadciśnieniem pary i gazy tworzą wokół luku zamkniętą komorę
skanuj0004 214 5. Spawanie lukiem krytym Druty i topniki należy przechowywać w warunkach zabezpiecza
skanuj0007 2 228 5. Spawanie lukiem krytym 228 5. Spawanie lukie
skanuj0013 2 T" 5. SPAWANIE ŁUKIEM KRYTYM5.6.3. Wtrącenia żużla Przyczyny wtrąceń żużla
skanuj0015 244 5. Spawanie lukiem krytym J Tablica 5.17. Tablica normatywów technologicznych sp
więcej podobnych podstron