skanuj0010 (39)
234 5. Spawanie lukiem krytym
5.5.3. Spawanie drutem proszkowym
Do spawania lukiem krytym oprócz drutów litych są stosowane druty | proszkowe, najczęściej..o-średnicy 2,0-4,0 min, zapewniające różnorodne j stopiwa. Współczynniki stapiania drutów proszkowych przy takim samymi! natężeniu prądu są o 20 : 30% większe w porównaniu z odpowiadającymi im drutami litymi. Zwiększenie współczynnika stapiania jest wynikiem zumiej- ' szema przekroju metalu przewodzącego prąd w drucie proszkowym w porów'- .§ naniu z drutem litym. Zwiększona gęstość prądu prowadzi do szybszego star Ą piania drutu proszkowego i tym samym do większego współczynnika stapiaj nia. Ta różnica między drutami proszkowymi i drutami litymi jest bardziej; dostrzegalna niż w przypadku spawania w osłonach gazowych, w związku;; z wyższymi natężeniami prądu spawania stosowanymi przy łuku krytym.
Spawanie lukiem krytym drutami proszkowymi jest stosowane między innymi do wykonywania połączeń blach pokrytych powłokami, np. ocyn- § kowanych.
5.5.4. Spawanie taśmą elektrodową
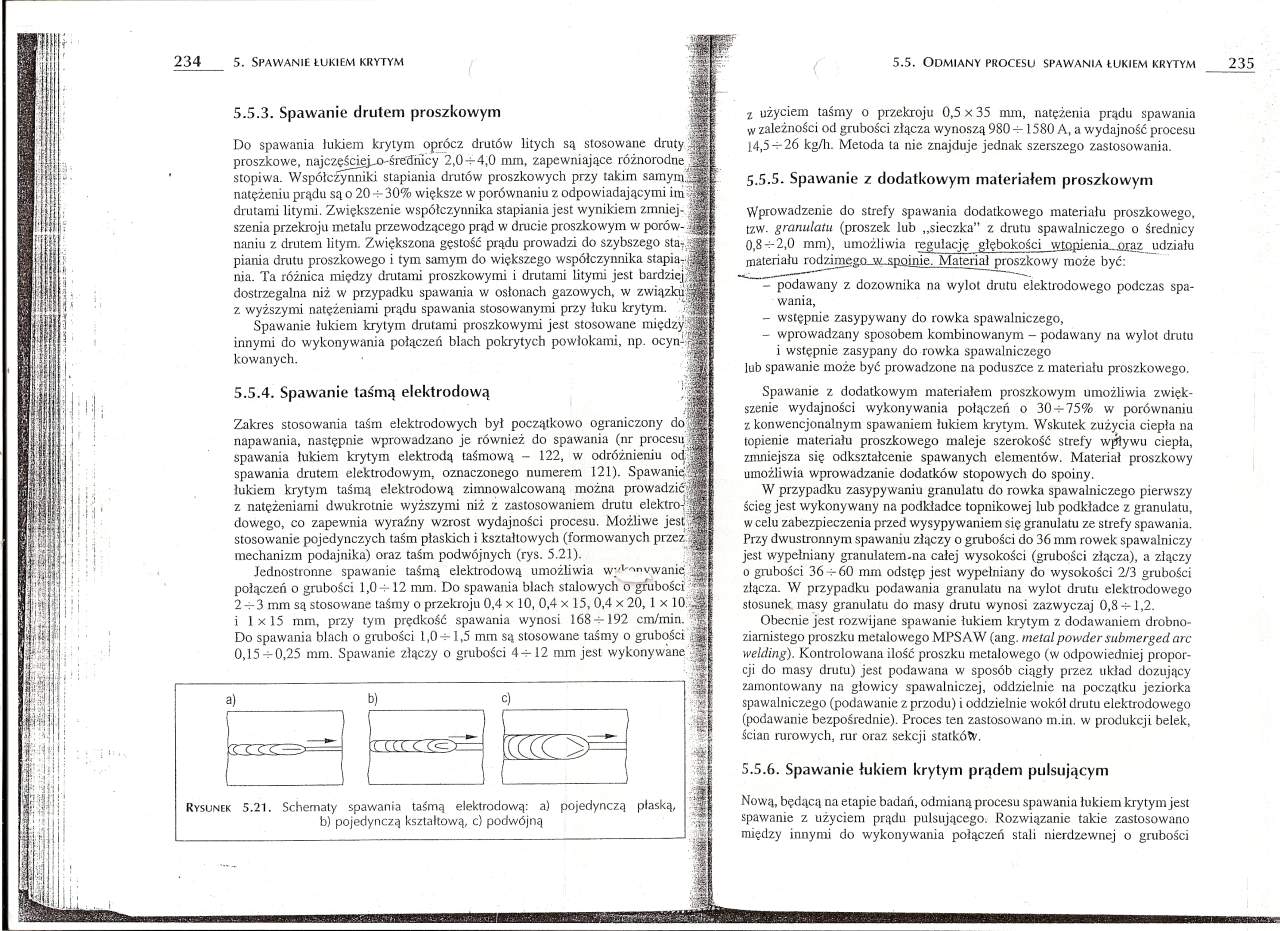
Zakres stosowania taśm elektrodowych był początkowo ograniczony do j napawania, następnie wprowadzano je również do spawania (nr procesu j spawania lukiem krytym elektrodą taśmową - 122, w odróżnieniu od. jj spaw-ania drutem elektrodowym, oznaczonego numerem 121). Spawanie J lukiem krytym taśmą elektrodową zimnowalcowaną można prowadzić?J z natężeniami dwukrotnie wyższymi niż z zastosowaniem drutu elektro-1-?” dowego, co zapewmia wyraźny wzrost wydajności procesu. Możliwe jest f stosowanie pojedynczych taśm płaskich i kształtowych (formowanych przez J mechanizm podajnika) oraz taśm podwójnych (rys. 5.21).
Jednostronne spawanie taśrną elektrodową umożliwia wy^fwwanic J połączeń o grubości 1,0 4-12 mm. Do spawania blach stalowych o grubości 2 — 3 mm są stosowane taśmy o przekroju 0,4 x 10, 0,4 x 15, 0,4 x 20, l x 10. J i 1x15 mm, przy tym prędkość spawania wynosi 168-s-192 cm/min. Do spawania blach o grubości 1,0-^ 1,5 mm są stosowane taśmy o grubości 0,15 -0,25 mm. Spawanie złączy o grubości 4—12 mm jest wykonywane :
|
a) |
b) |
c) | ||||
|
’( ( ( ( ć - |
rrrr ^f=^- | |||||
|
—- | ||||||
|
Rysunek 5.21. Schematy |
spawania taśmą elektrodową: a) pojedynczą |
płaską, | ||||
|
b) pojedynczą kształtową, c) podwójną | ||||||
z użyciem taśmy o przekroju 0,5 x 35 mm, natężenia prąciu spawania w zależności od grubości złącza wynoszą 980-^1580 A, a wydajność procesu 14,5 — 26 kg/h. Metoda ta nic znajduje jednak szerszego zastosowania.
5,5.5. Spawanie z dodatkowym materiałem proszkowym

Wprowadzenie do strefy spawania dodatkowego materiału proszkowego, tzw. granulatu (proszek lub „sieczka” z drutu spawalniczego o średnicy 0,8 -f-2,0 mm), umożliwia regulację głębokości wt,Qnienia_.oraz udziału materiału rodzimcgQ_»LSDoinie. Materia! proszkowy może być:
- podawany z dozownika na wylot drutu elektrodowego podczas spawania,
- wstępnie zasypywany do rowka spawalniczego,
- wprowadzany sposobem kombinowanym - podawany na wylot drutu i wstępnie zasypany do rowka spawalniczego
lub spawanie może być prowadzone na poduszce z materiału proszkowego.
Spawanie z dodatkowym materiałem proszkowym umożliwia zwiększenie wydajności wykonywania połączeń o 30-4-75% w porównaniu z konwencjonalnym spawaniem lukiem krytym. Wskutek zużycia ciepła na topienie materiału proszkowego maleje szerokość strefy wpływu ciepła, zmniejsza się odkształcenie spawanych elementów. Materiał proszkowy umożliwia wprowadzanie dodatków stopowych do spoiny.
W przypadku zasypywaniu granulatu do rowka spawalniczego pierwszy ścieg jest wykonywany na podkładce topnikowej lub podkładce z granulatu, w celu zabezpieczenia przed wysypywaniem się granulatu ze strefy spawania. Przy dwustronnym spawaniu złączy o grubości do 36 mm rowek spawalniczy jest wypełniany granulatem.na całej wysokości (grubości złącza), a złączy o grubości 36 4-60 mm odstęp jest wypełniany do wysokości 2/3 grubości złącza. W przypadku podawania granulatu na wylot drutu elektrodowego stosunek masy granulatu do masy drutu wynosi zazwyczaj 0,8 -ś- 1,2.
Obecnie jest rozwijane spawanie lukiem krytym z dodawaniem drobnoziarnistego proszku metalowego MPSAW (ang. metalpowder submerged arc welding). Kontrolowana ilość proszku metalowego (w odpowiedniej proporcji do masy drutu) jest podawana w sposób ciągły przez układ dozujący zamontowany na głowicy spawalniczej, oddzielnie na początku jeziorka spawalniczego (podawanie z przodu) i oddzielnie wokół drutu elektrodowego (podawanie bezpośrednie). Proces ten zastosowano m.in, w produkcji belek, ścian rurowych, rur oraz sekcji statków.
5.5.6. Spawanie lukiem krytym prądem pulsującym
Nową, będącą na etapie badań, odmianą procesu spawania lukiem krytym jest spawanie z użyciem prądu pulsującego. Rozwiązanie takie zastosowano między innymi do wykonywania połączeń stali nierdzewnej o grubości
Wyszukiwarka
Podobne podstrony:
skanuj0015 (27) 244 5. Spawanie eukiem krytym Tablica 5.17. Tablica normatywów technologicznych spaw
skanuj0007 (42) 22d 5. Spawanie kukiem krytym 22d 5. Spawanie kukiem krytym Rysunek 5.17. Spawanie l
skanuj0003 (93) 212 5. Spawanie i.ukilm krytym Kysunłk 5.2. Schemat urządzenia do
skanuj0005 (59) 216 5. Spawanie lukiem krytym szerokości ściegu. Wpływ struktury i
skanuj0008 (37) 230 5. Spawanie lukiem krytym r przemiennym, jest lakże stosowane
skanuj0014 (34) 242 5. Spawanie lukiem krytym (Sposoby zapobiegania niezgodnościom powierzchniowym s
skanuj0011 (41) 236 5. Spawanie łukifm krytym 3-?- 5 mm z użyciem drutu elektrodow
skanuj0009 (36) 232 5. Spawanie kukiem krytym 2. Dopuszczalnej obciążalności prądo
skanuj0011 (41) 236 5. Spawanie łukifm krytym 3-^5 mm z użyciem drutu elektrodoweg
skanuj0016 O ZESPOLE AUTORSKIM spawania drutami proszkowymi, prof. dr hab. inż. Piotr Adamiec i prof
więcej podobnych podstron