skanuj0009 (36)
232 5. Spawanie kukiem krytym
2. Dopuszczalnej obciążalności prądowej topników, wynoszącej najczęściej do 1100 A.
3. Proces wielołukowy charakteryzuje się wysokimi energiami liniowymi spawania (do 110 kj/crn), w związku z czym osiągnięcie dużych udamości spoin przez dobór odpowiedniej kombinacji drutu elektrodowego i topnika jest zagadnieniem skomplikowanym, a w przypadku bardzo \yysokich wymagań może być niemożliwe. Kryterium doboru sposobu spawania w danym przypadku nie stanowi więc granica wydajności, lecz wymagane właściwości połączeń. Z ekonomicznego porównania technologii spawania wykorzystującycłi górne i dolne granice wydajności wynika, żc przy niewysokich wymaganiach własności połączeń celowe jest stosowanie wysokiej wydajności i na odwrót.
Wielołukowy proces spawania jest stosowany do wykonywania w produk- * cji masowej połączeń wzdłużnych i spiralnych rur o dużych średnicach, , wszelkiego rodzaju zbiorników ciśnieniowych, sekcji płaskich w przemyśle okrętowym, belek o różnorodnych przekrojach, przy czym proces ten w większości przypadków jest prowadzony na wyspecjalizowanych stanowi-1 skach.
5.5.2. Spawanie wąskoszczelinowe lukiem krytym
Ł Jf
- stosowania odpowiednich topników, zapewniających cienką warstwę żużla łatwo usuwalnego z rowka (usunięcie żużla stanowi probier* przy spawaniu wąskoszczelinowym, szczególnie w wysokiej temper; ’<rze ~ podgrzewania wstępnego elementów spawanych), tworzących j.talą ; ilość gazów ze względu na małą przestrzeń w wąskim rowku oraz zapewniających wysoką stabilność jarzenia się łuku, ^ ;
zapewnienia wąskiego prowadnika dostosowanego do rowka spawał- j niczego i prowadzenia go w rowku spawalniczym względem elementu spawanego bez zwarć,
H
Spawanie wąskoszczelinowe łukiern krytym jest stosowane do wykonywania połączeń doczołowych o znacznych grubościach, ukosowanych na I, z wąskim prostokątnym lub lekko rozwartym, pod kątem 10+15°, rowkiem spoiny. Jeśli gnibość połączeń spawanych wynosi 50+150 mm, to szerokość J rowka zazwyczaj jest równa 18 + 23 mm, jeśli zaś wynosi 150 + 200 mm, to szerokość rowka dochodzi do 25 mm (może być zmniejszona do 12+14 mm ;.$» pod warunkiem zastosowania odpowiedniego topnika zapewniającego łatwo V usuwał ny żużel), natomiast w przypadku złączy o grubości 350 mm szerokość ^ rowka może dochodzić do 30 mm. Zmniejszenie przekroju poprzecznego rowka spoiny, jakie stosuje się w spawaniu wąskoszczelinowym, wpływa ?*jg istotnie na efektywność procesu spawania, ponieważ zmniejsza się ilość Ą wprowadzanego stopiwa do złącza, ilość zużytego topnika, jednostkowe
zużycie energii elektrycznej i czas wykonania złącza. Spawanie w wąskim rowku spawalniczym wymaga:
,
- bardzo precyzyjnego prowadzenia końca drutu elektrodowego (bez wahań i odchyleń) w rowku oraz sterowania położeniem prowadnika w rowku spawalniczym.
Spawanie wąskoszczelinowe lukiem krytym jest prowadzone na specjalistycznych stanowiskach spawalniczych.
Technika spawania wąskoszczelinowego sprowadza się do wielowarstwowego wypełniania rowka spawalniczego za pomocą warstw tworzonych przez jeden (technika jednościegowa), przez dwa (technika dwuściegowa) lub trzy ściegi (technika trzyściegowa). Zależy ona przede wszystkim od rozwiązania konstrukcyjnego stosowanego urządzenia do spawania. Najczęściej jest stosowana technika dwuściegowa (dwa ściegi na warstwę), w której przy rozpoczynaniu wykonywania pierwszego ściegu drut elektrodowy jest skierowany do jednego brzegu rowka i jest utrzymywany w tej pozycji zarówno w płaszczyźnie poziomej, jak i pionowej do chwili, aż będzie wykonany ścieg na całej długości wraz z zakładką o ustalonej długości. Wówczas następuje automatyczne wychylenie drutu elektrodowego do przeciwnego brzegu rowka. Przykład jednostronnego złącza spawanego wąskoszczelinowo techniką dwuściegową przedstawiono na rys. 5.20.
Rysunek 5.20. Makrostruktura złącza o grubości 140 mm spawanego wąskoszczelinowo lukiem krytym. Parametry spawania: średnica drutu elektrodowego 4 mm, natężenie prądu 560-4-580 A, napięcie luku 28-4-30 V, prędkość spawania 21 m/h, wylot drutu elektrodowego - 40 mm; szerokość rowka 20-4-23 mm
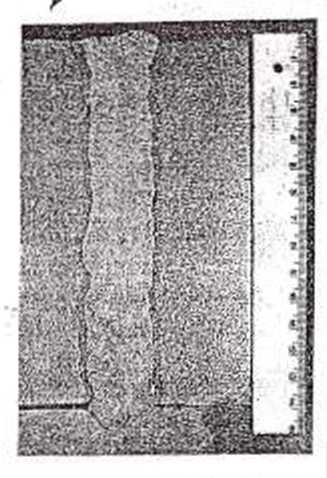
Spawanie wąskoszczelinowe jest stosowane do wykonywania połączeń o grubościach 20 — 400 mm, przy czym przyjmuje się, że stosowanie spawania wąskoszczelinowego jest opłacalne, gdy grubość blachy wynosi powyżej 50 mm. Jest ono stosowane szczególnie w produkcji grubościennych zbiorników ciśnieniowych, ze względu na skrócenie czasu spawania i duże oszczędności materiałów spawalniczych oraz energii elektrycznej w porównaniu z tradycyjnym przygotowaniem brzegów blach spawanych lukiem krytym.
Wyszukiwarka
Podobne podstrony:
skanuj0007 (42) 22d 5. Spawanie kukiem krytym 22d 5. Spawanie kukiem krytym Rysunek 5.17. Spawanie l
skanuj0011 (41) 236 5. Spawanie łukifm krytym 3-?- 5 mm z użyciem drutu elektrodow
skanuj0015 (27) 244 5. Spawanie eukiem krytym Tablica 5.17. Tablica normatywów technologicznych spaw
skanuj0003 (93) 212 5. Spawanie i.ukilm krytym Kysunłk 5.2. Schemat urządzenia do
skanuj0005 (59) 216 5. Spawanie lukiem krytym szerokości ściegu. Wpływ struktury i
skanuj0008 (37) 230 5. Spawanie lukiem krytym r przemiennym, jest lakże stosowane
skanuj0010 (39) 234 5. Spawanie lukiem krytym5.5.3. Spawanie drutem proszkowym Do
skanuj0011 (41) 236 5. Spawanie łukifm krytym 3-^5 mm z użyciem drutu elektrodoweg
skanuj0014 (34) 242 5. Spawanie lukiem krytym (Sposoby zapobiegania niezgodnościom powierzchniowym s
Projektowanie obwodów drukowanych ■ dopuszczalna obciążalność prądowa, ■
85966 Obraz (1749) Tabela 10.18. SPOSÓB UŁOŻENIA F Dopuszczalna obciążalność prądowa, w [A
skanuj0017 (266) Za podstawę doboru naprężeń dopuszczalnych przy obciążeniach stałych przyjmuje się:
więcej podobnych podstron