skanuj0005 (59)
216 5. Spawanie lukiem krytym
szerokości ściegu. Wpływ struktury i wielkości ziania topnika na głębokość wtopienia jest jednak mały. Ma on znaczenie tylko w przypadku spawania cienkich blach, gdzie zwykle stosuje się topniki o większym ziarnie.
Topnik ceramiczny charakteryzuje się mniejszą gęstością, co powoduje, że objętość komory luku jest większa. W następstwie tego uzyskuje się mniejszą głębokość wtopienia, a większą szerokość spoiny. Na wielkość ciśnienia wywieranego na ciekły metal jeziorka spawalniczego, a tym samym na kształt nadlewu lica wpływa także grubość warstwy topnika. Zależy ona przede wszystkim od natężenia prądu spawania (tabl. 5.4).
Tablica 5.4. Zalecana grubość warstwy topnika w zależności od natężenia prądu spawania
|
Natężenie prądu, A |
200-400 |
400-800 |
'800 1200 |
|
Grubość warstwy topnika, mm |
25-35 |
35-45 |
45-60 |
Zbyt gruba warstwa topnika powoduje duży nacisk topnika na ciekły metal jeziorka spawalniczego, utrudniając odgazowanie spoiny (może to prowadzić do porowatości spoin), co uwidacznia się w postaci wgłębień w licu spoiny.
\ Natężenie prądu spaw an i a wpływa na ilość ciepła wydziela-iiego w luku
nego w luku elektrycznym oraz na siłęmagnetycznego podmuchu luku. Wraz,' ze wzrostem natężenia pTądir-sp^łwaimr^większa^rę-Hlość-ciepla wydzielonego w luku i ilość drutu stopionego w jednostce czasu, znacznie, wzrasta głębokość wtopienia, wzrasta wysokość nadlewu, nieznacznie wzrasta szerokość ściegu, znacznie maleje współczynnik kształtu przetopie-' nia oraz zwiększa się udział materiału podstawowego w spoinie (rys. 5.4).


200 A 300 A 400 A 500 A 600 A
Rysunek 5.4. Wpływ natężenia prądu spawania na kształt ściegu
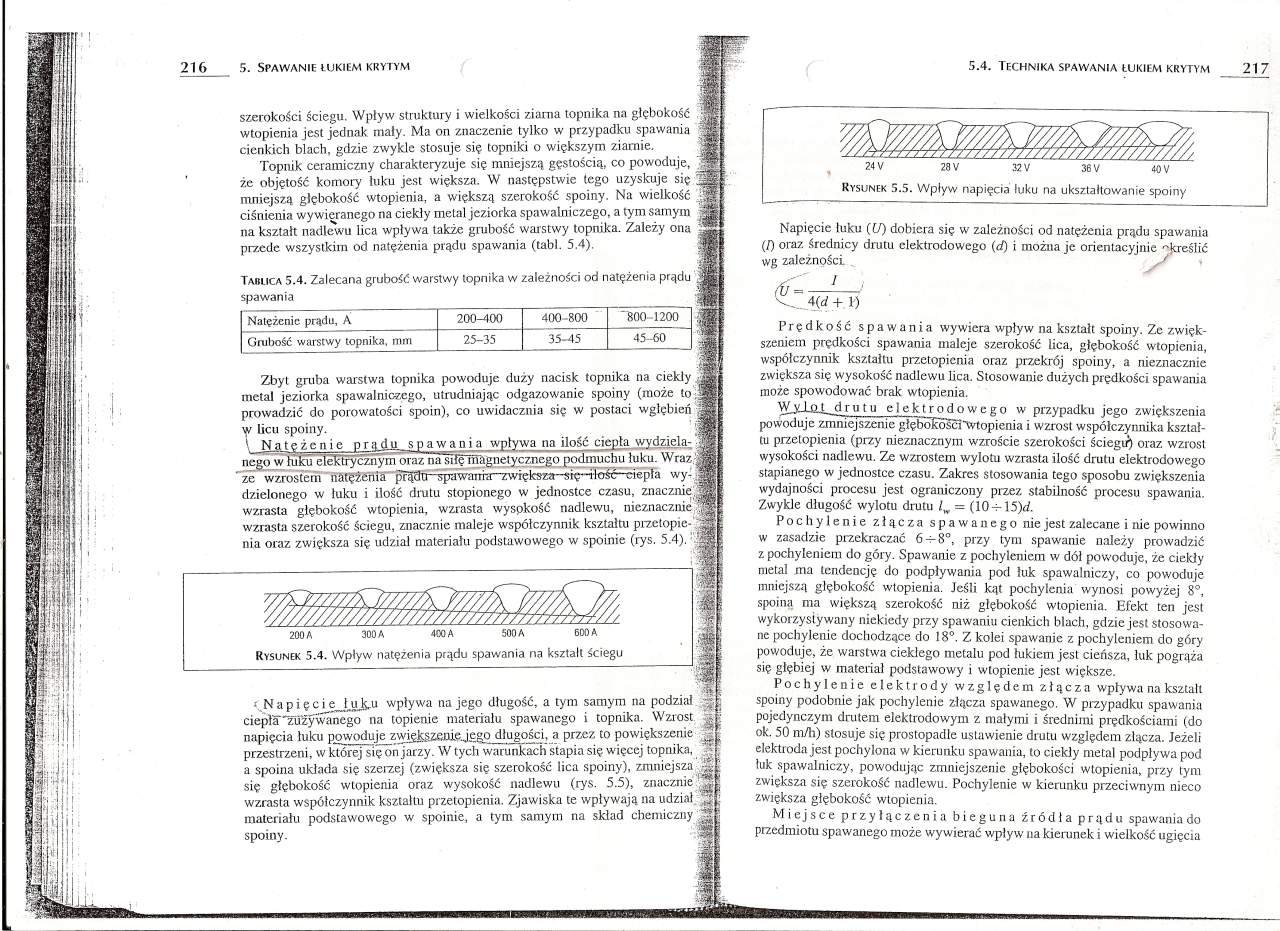
i Napięci e J uj$..u wpływa na jego długość, a tym samym na podział ciepła ^zlizy wanego na topienie materiału spawanego i topnika. Wzrost napięcia luku powoduje zwigjsszspjcjegp długości, a przez to powiększenie przestrzeni, w której się on jarzy. W tych warunkach stapia się więcej topnika, a spoina układa się szeizej (zwiększa się szerokość lica spoiny), zmniejsza się głębokość wtopienia oraz wysokość nadlewu (rys. 5.5), znacznie wzrasta współczynnik kształtu przetopienia. Zjawiska te wpływają na udział materiału podstawowego w spoinie, a tym samym na skład chemiczny spoiny.

Rysunek 5.5. Wpływ napięcia łuku na ukształtowanie spoiny
Napięcie łuku (U) dobiera się w zależności od natężenia prądu spawania (/) oraz średnicy drutu elektrodowego (d) i można je orientacyjnie ''kreślić wg zależności _ yS
4(ci + 1)
Prędkość spawania wywiera wpływ na kształt spoiny. Zc zwiększeniem prędkości spawania maleje szerokość lica, głębokość wtopienia, współczynnik kształtu przetopienia oraz przekrój spoiny, a nieznacznie zwiększa się wysokość nadlewu lica. Stosowanie dużych prędkości spawania może spowodować brak wtopienia.
WyJLa.L d r u t n elektrodowego w przypadku jego zwiększenia powoduje zmniejszenie głęboKosci^wtopienia i wzrost współczynnika kształtu przetopienia (przy nieznacznym wzroście szerokości ściegir) oraz wzrost wysokości nadlewu. Ze wzrostem wylotu wzrasta ilość drutu elektrodowego stapianego w jednostce czasu. Zakres stosowania tego sposobu zwiększenia wydajności procesu jest ograniczony przez stabilność procesu spawania. Zwykle długość wylotu drutu /„. = (10-rl5)<i.
Pochylenie złącza spawanego nie jest zalecane i nie powinno w zasadzie przekraczać 6-^-8°, przy tym spawanie należy prowadzić z pochyleniem do góry. Spawanie z pochyleniem w dół powoduje, że ciekły metal ma tendencję do podpływania pod luk spawalniczy, co powoduje mniejszą głębokość wtopienia. Jeśli kąt pochylenia wynosi powyżej 8°, spoina ma większą szerokość niż głębokość wtopienia. Bfekt ten jest wykorzystywany niekiedy przy spawaniu cienkich blach, gdzie jest stosowane pochylenie dochodzące do 18°. Z kolei spawanie z pochyleniem do góry powoduje, że warstwa ciekłego metalu pod lukiem jest cieńsza, luk pogrąża się głębiej w materiał podstawowy i wtopienie jest większe.
Pochylenie elektrody względem złącza wpływa na kształt spoiny podobnie jak pochylenie złącza spawanego. W przypadku spawania pojedynczym drutem elektrodowym z małymi i średnimi prędkościami (do ok. 50 mdi) stosuje się prostopadle ustawienie drutu względem złącza. Jeżeli elektroda jest pochylona w kierunku spawania, to ciekły metal podpływa pod luk spawalniczy, powodując zmniejszenie głębokości wtopienia, przy tym zwiększa się szerokość nadlewu. Pochylenie w kierunku przeciwnym nieco zwiększa głębokość wtopienia.
Miejsce przyłączenia bieguna źródła prądu spawania do przedmiotu spawanego może wywierać wpływ na kierunek i wielkość ugięcia
Wyszukiwarka
Podobne podstrony:
skanuj0008 (37) 230 5. Spawanie lukiem krytym r przemiennym, jest lakże stosowane
skanuj0010 (39) 234 5. Spawanie lukiem krytym5.5.3. Spawanie drutem proszkowym Do
skanuj0014 (34) 242 5. Spawanie lukiem krytym (Sposoby zapobiegania niezgodnościom powierzchniowym s
skanuj0008 5. Spawanie lukiem krytym przemiennym, jest także stosowane połączenie na przemian prąci
skanuj0002 2 5. Spawanie lukiem krytym nadciśnieniem pary i gazy tworzą wokół luku zamkniętą komorę
skanuj0004 214 5. Spawanie lukiem krytym Druty i topniki należy przechowywać w warunkach zabezpiecza
skanuj0007 2 228 5. Spawanie lukiem krytym 228 5. Spawanie lukie
skanuj0013 2 T" 5. SPAWANIE ŁUKIEM KRYTYM5.6.3. Wtrącenia żużla Przyczyny wtrąceń żużla
skanuj0015 244 5. Spawanie lukiem krytym J Tablica 5.17. Tablica normatywów technologicznych sp
skanuj0015 (27) 244 5. Spawanie eukiem krytym Tablica 5.17. Tablica normatywów technologicznych spaw
skanuj0007 (42) 22d 5. Spawanie kukiem krytym 22d 5. Spawanie kukiem krytym Rysunek 5.17. Spawanie l
więcej podobnych podstron