skanuj0013 2
T"
5. SPAWANIE ŁUKIEM KRYTYM
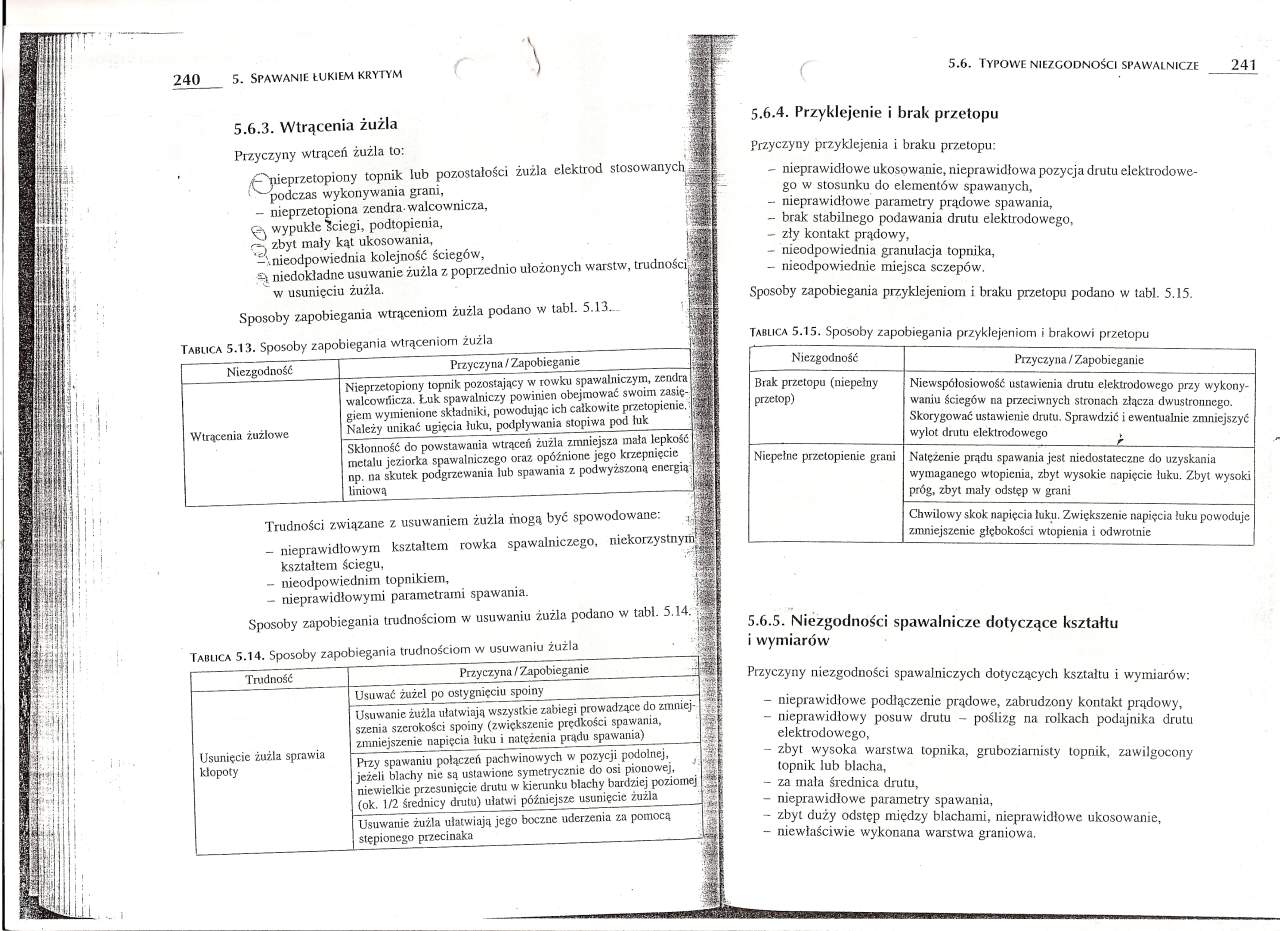
5.6.3. Wtrącenia żużla
Przyczyny wtrąceń żużla to:
/^iiieprzetopiony topnik lub pozostałości żużla elektrod stosowanych ! podczas wykonywania grani,
- nieprzetopiona zendra- walcownicza,
^ wypukłe ściegi, podtopienia, zbyt mały kąt ukosowania,
-'■.nieodpowiednia kolejność ściegów,
-t niedokładne usuwanie żużla z poprzednio ułożonych warstw, trudności( w usunięciu żużla.
Sposoby zapobiegania wtrąceniom żużla podano w tabl. 5.13.
Tablica 5.13. Sposoby zapobiegania wtrąceniom żużla
Przyczyna / Zapobieganie
Nieprzetopiony topnik pozostający w rowku spawalniczym, zendra walcownicza, huk spawalniczy powinien obejmować swoim zasięgiem wymienione składniki, powodując ich całkowite przetopienie. Należy unikać ugięcia luku, podpływania stopiwa pod luk
Skłonność do powstawania wtrąceń żużla zmniejsza mała lepkość metalu jeziorka spawalniczego oraz opóźnione jego krzepnięcie np. na skutek podgrzewania lub spawania z podwyższoną energią liniową
i .
240
Niezgodność
Wtrącenia żużlowe
Trudności związane z usuwaniem żużla mogą być spowodowane:
- nieprawidłowym kształtem rowka spawalniczego, niekorzystny kształtem ściegu,
- nieodpowiednim topnikiem, nieprawidłowymi parametrami spawania.
Sposoby zapobiegania trudnościom w usuwaniu żużla podano w tabl. 5.14. Tablica 5.14. Sposoby zapobiegania trudnościom w usuwaniu żużla

|
Trudność |
Przyczyna /Zapobieganie |
|
Usunięcie żużla sprawia kłopoty |
Usuwać żużel po ostygnięciu spoiny |
|
Usuwanie żużla ułatwiają wszystkie zabiegi prowadzące do zmniejszenia szerokości spoiny (zwiększenie prędkości spawania, zmniejszenie napięcia luku i natężenia prądu spawania) | |
|
Przy spawaniu połączeń pachwinowych w pozycji podolnej, jeżeli blachy nie są ustawione symetrycznie do osi pionowej, niewielkie przesunięcie drutu w kierunku blachy bardziej poziomej (ok. l/2 średnicy drutu) ułatwi późniejsze usunięcie żużla | |
|
Usuwanie żużla ułatwiają jego boczne uderzenia za pomocą stępionego przecinaka |
5.6.4. Przyklejenie i brak przetopu
przyczyny przyklejenia i braku przetopu
- nieprawidłowe ukosowanie, nieprawidłowa pozycja drutu elektrodowego w stosunku do elementów spawanych,
- nieprawidłowe parametry prądowe spawania,
- brak stabilnego podawania drutu elektrodowego.
- zły kontakt prądowy,
- nieodpowiednia granulacja topnika,
- nieodpowiednie miejsca sczepów.
Sposoby zapobiegania przyklejeniom i braku przetopu podano w tabl. 5.15.
Tablica 5.15. Sposoby zapobiegania przyklejeniom i brakowi przetopu
|
Niezgodność |
Przyczyna / Zapobieganie |
|
Brak przetopu (niepełny przetop) |
Nicwspółosiowość ustawienia drutu elektrodowego przy wykonywaniu ściegów na przeciwnych stronach złącza dwustronnego. Skorygować ustawienie drutu. Sprawdzić i ewentualnie zmniejszyć wylot drutu elektrodowego ^ |
|
Niepełne przetopienie grani |
Natężenie prądu spawania jest niedostateczne do uzyskania wymaganego wtopienia, zbyt wysokie napięcie łuku. Zbyt wysoki próg, zbyt mały odstęp w grani |
|
Chwilowy skok napięcia luku. Zwiększenie napięcia luku powoduje zmniejszenie głębokości wtopienia i odwrotnie |
5.6.5. Niezgodności spawalnicze dotyczące kształtu i wymiarów
Przyczyny niezgodności spawalniczych dotyczących kształtu i wymiarów:
- nieprawidłowe podłączenie prądowe, zabrudzony kontakt prądowy,
- nieprawidłowy posuw drutu poślizg na rolkach podajnika drutu elektrodowego,
- zbyt wysoka warstwa topnika, gruboziarnisty topnik, zawilgocony topnik lub blacha,
- za mała średnica drutu,
- nieprawidłowe parametry spawania,
- zbyt duży odstęp między blachami, nieprawidłowe ukosowanie,
- niewłaściwie wykonana warstwa graniowa.
Wyszukiwarka
Podobne podstrony:
skanuj0008 5. Spawanie lukiem krytym przemiennym, jest także stosowane połączenie na przemian prąci
skanuj0002 2 5. Spawanie lukiem krytym nadciśnieniem pary i gazy tworzą wokół luku zamkniętą komorę
skanuj0004 214 5. Spawanie lukiem krytym Druty i topniki należy przechowywać w warunkach zabezpiecza
skanuj0007 2 228 5. Spawanie lukiem krytym 228 5. Spawanie lukie
skanuj0015 244 5. Spawanie lukiem krytym J Tablica 5.17. Tablica normatywów technologicznych sp
skanuj0015 (27) 244 5. Spawanie eukiem krytym Tablica 5.17. Tablica normatywów technologicznych spaw
skanuj0007 (42) 22d 5. Spawanie kukiem krytym 22d 5. Spawanie kukiem krytym Rysunek 5.17. Spawanie l
skanuj0003 (93) 212 5. Spawanie i.ukilm krytym Kysunłk 5.2. Schemat urządzenia do
skanuj0005 (59) 216 5. Spawanie lukiem krytym szerokości ściegu. Wpływ struktury i
skanuj0008 (37) 230 5. Spawanie lukiem krytym r przemiennym, jest lakże stosowane
skanuj0010 (39) 234 5. Spawanie lukiem krytym5.5.3. Spawanie drutem proszkowym Do
więcej podobnych podstron