skanuj0007 2
228 5. Spawanie lukiem krytym
228 5. Spawanie lukiem krytym
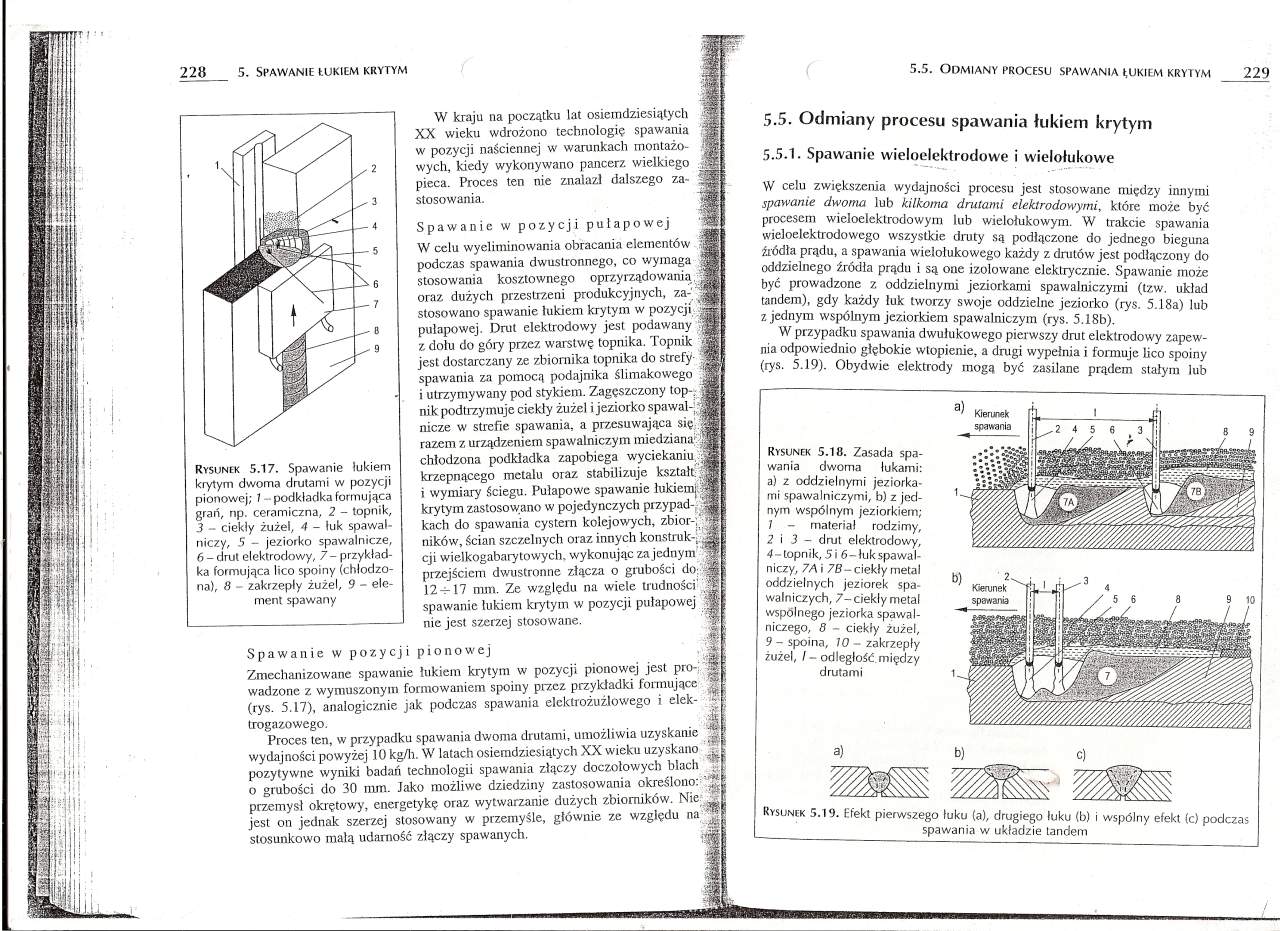
Rysunek 5.17. Spawanie lukiem krytym dwoma drutami w pozycji pionowej; 1 podkładka formująca grań, np. ceramiczna, 2 - topnik, 3 ciekły żużel, 4 - łuk spawalniczy, 5 - jeziorko spawalnicze, 6 - drut elektrodowy, 7 - przykład-ka formująca lico spoiny (chłodzona), 8 zakrzepły żużel, 9 element spawany
W kraju na początku lat osiemdziesiątych XX wieku wdrożono technologię spawania w pozycji naściennej w warunkach montażowych, kiedy wykonywano pancerz wielkiego pieca. Proces ten nie znalazł dalszego zastosowania.
Spawanie w pozycji pułapowej
W celu wyeliminowania obracania elementów podczas spawania dwustronnego, co wymaga stosowania kosztownego oprzyrządowania oraz dużych przestrzeni produkcyjnych, za-' stosowano spawanie lukiem krytym w pozycji pułapowej. Drut elektrodowy jest podawany z dołu do góiy przez warstwę topnika. Topnik jest dostarczany ze zbiornika topnika do strefy-spawania za pomocą podajnika ślimakowego i utrzymywany pod stykiem. Zagęszczony topnik jłodtrzymuje ciekły żużel i jeziorko spawalnicze w strefie spawania, a przesuwająca się razem z urządzeniem spawalniczym miedziana chłodzona podkładka zapobiega wyciekaniu krzepnącego metalu oraz stabilizuje kształt: i wymiary ściegu. Pułapowe spawanie lukiem; krytym zastosowano w pojedynczych przypadkach do spawania cystern kolejowych, zbiór-; ników, ścian szczelnych oraz innych konstrukcji wielkogabarytowych, wykonując za jednym przejściem dwustronne złącza o grubości do: 12-^17 mm. Ze względu na wiele trudności spawanie lukiem krytym w pozycji pułapowej nic jest szerzej stosowane.
Spawanie w pozycji pionowej
Zmechanizowane spawanie lukiem krytym w pozycji pionowej jest prowadzone z wymuszonym formowaniem spoiny pt7.cz przylcładki formujące (rys. 5.17), analogicznie jak podczas spawania elektrożużłowego i elek-trogazowego.
Proces ten, w przypadku spawania dwoma drutami, umożliwia uzyskanie wydajności powyżej 10 kg/h. W latach osiemdziesiątych XX wieku uzyskano pozytywne wyniki badan technologii spawania złączy doczołowych blach o grubości do 30 nim. Jako możliwe dziedziny zastosowania określono: przemysł okrętowy, energetykę oraz wytwarzanie dużych zbiorników. Nie jest on jednak szerzej stosowany w przemyśle, głównie ze względu na stosunkowo mała udamość złączy spawanych.
5.5. Odmiany procesu spawania łukiem krytym 5.5.1. Spawanie wieloelektrodowe i wielołukowe
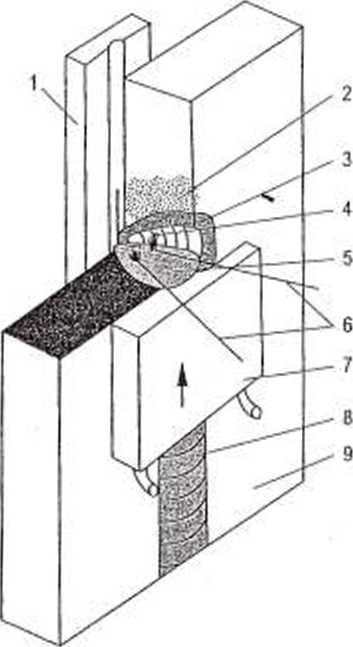
W celu zwiększenia wydajności procesu jest stosowane między innymi spawanie dwoma lub kilkoma drutami elektrodowymi, które może być procesem wieloelektrodowym lub wielołukowym. W trakcie spawania wieloelektrodowcgo wszystkie druty są podłączone do jednego bieguna źródła prądu, a spawania wielolukowcgo każdy z drutów jest podłączony do oddzielnego źródła prądu i są one izolowane elektrycznie. Spawanie może być prowadzone z oddzielnymi jeziorkami spawalniczymi (tzw. układ tandem), gdy każdy tuk tworzy swoje oddzielne jeziorko (rys. 5.18a) lub z jednym wsj)ólnym jeziorkiem spawalniczym (rys. 5.18b).
W przypadku spawania dwułukowego pierwszy drut elektrodowy zapewnia odpowiednio głębokie wtopienie, a drugi wypełnia i formuje lico spoiny (rys. 5.19). Obydwie elektrody mogą być zasilane prądem stałym lub
Kierunek
spawania
Kierunek
sprania
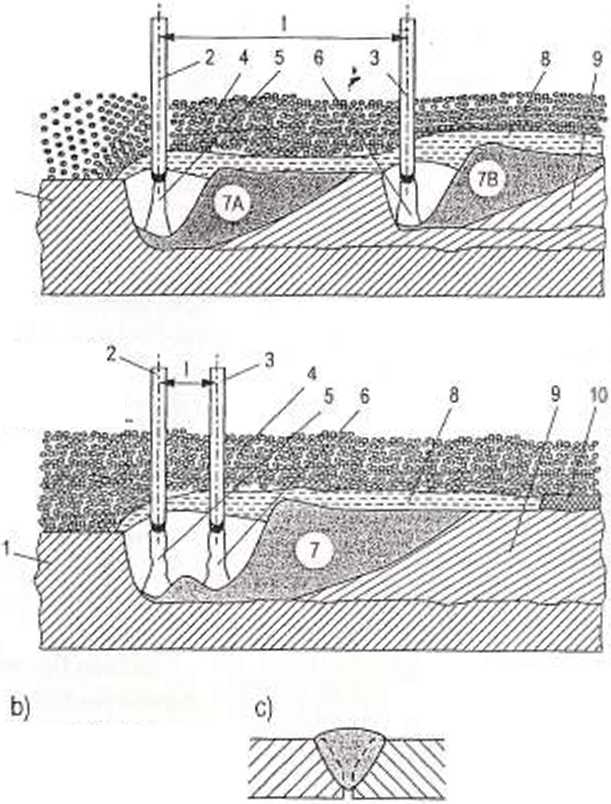
Rysunek 5.19. Efekt pierwszego łuku (a), drugiego luku (b) i wspólny efekt (c) podczas
spawania w układzie landem
Rysunek 5.18. Zasada spawania dwoma lukami: a) z oddzielnymi jeziorkami spawalniczymi, b) z jednym wspólnym jeziorkiem;
1 - materiał rodzimy,
2 i 3 - drut elektrodowy, 4 -topnik, 5 i 6 — Kik spawalniczy, 7A i 7B- ciekły metal oddzielnych jeziorek spawalniczych, 7-ciekły metal wspólnego jeziorka spawalniczego, 8 ciekły żużel, 9 - spoina, W zakrzepły żużel, / odległość.między
drutami
Wyszukiwarka
Podobne podstrony:
skanuj0004 214 5. Spawanie lukiem krytym Druty i topniki należy przechowywać w warunkach zabezpiecza
skanuj0015 244 5. Spawanie lukiem krytym J Tablica 5.17. Tablica normatywów technologicznych sp
skanuj0007 (42) 22d 5. Spawanie kukiem krytym 22d 5. Spawanie kukiem krytym Rysunek 5.17. Spawanie l
skanuj0012 (37) 5. Spawanie lukiem krytym Sposoby zapobiegania porowatości spoin podano w tabl 5.11
83113 skanuj0005 (304) - spawanie łukiem krótkim, gdy metal przenoszony jest w pos
skanuj0006 2 218 5. Spawanie łukilm krytym luku elektrycznego, a tym samym na gład
skanuj0009 (228) 96 feHUrK - zerujemy obciążenie na pulpicie NC» - &nb
skanuj0010 (228) -Ja mvx&yua wwjbo^Ao P aę^u ji ~" } "" >0 ” ■
więcej podobnych podstron